申克煤粉秤图纸
申克K50煤粉秤安装调试指南(CBMI)

文档编号 CBMI—Schenck001文档内容 Schenck转子秤调试手册编写者/日期徐洪安/2005/4/15修改者/日期Schenck转子秤调试手册1背景1.1Schenck复杂的。
Schenck调试工程以方便系列,使用建议:建议作为CBMI1.2程,然后详细介绍了Disocont各卡件的硬件配置,EasyServe软件的使用,和软硬件的参数设置和组态。
最后逐项给出了转子秤各项标定的详细操作步骤以及注意事项。
手册中配有大量的图片以便于大家快速理解掌握。
1.3参考资料1.海德堡窑头煤粉燃烧仪表流程图102 12094-032.分解炉煤粉燃烧仪表流程图102 12095-033. Technical Documentation, Schenck4.Horizontal Rotary Feeder with Extraction Agitator Types MULTICELL640/800/1000 for Pulverized Coal Feeding Operating Manual, Schenck 5.Horizontal Rotary Feeder with Extraction Agitator Types MULTICELL 640/800/1000 for Pulverized Coal Feeding Installation Manual, Schenck 6. Disocont EasyServe, Schenck7. Multicor K50/K80 Instruction Manual, Schenck8. Disocont, Schenck9. Disocont System Manual Bv-H2085 GB, Schenck10. Disocont Mass Flow Feeder Instruction Manual, Schenck11. Overview Diagram, Schenck12. Circuit Diagram, Schenck13. 点号表,窑头煤粉燃烧和分解炉煤粉燃烧1.4 术语定义Disocont: 转子秤计量仪表型号Multicell: 带搅拌器的星形喂料系统Multicor-K80: 转子秤计量单元型号,“K”代表煤粉计量系列,80为流经计量单元的Star Feeder:Optional Dryer:Coriolis:Conveying Air:Compress Air:Mode OP:Mode Normal:V olume Mode:2 Multicor K80系列转子秤设备组件2.1 设备组件Mulitcor-K80转子秤煤粉计量系统外形如图1所示,Multicor-K80系列组件按功能划分主要由四部分组成:1.MUTICELL rotary feeder (MUTICELL 旋转喂料系统),由Integrated Drive(机电一体化驱动单元)和Star Feeder(星形回转下料器)组成,如图2所示。
喂煤称(德国申克)
南桐特种水泥有限责任公司5000t/d熟料水泥生产线工程煤粉计量系统2009年度重庆市南桐特种水泥有限责任公司5000t/d熟料水泥生产线主机设备购置计划煤粉计量系统技术协议设备标书包号:CQNT-020卖方合同编号:PCN5642-02-09/B买方:重庆市南桐特种水泥有限责任公司卖方:申克(天津)工业技术有限公司2009年02月项目:01 窑头煤粉称重给料系统MULTICOR K 50 和MULTICELL 800/70 (3)COAL DUST FEEDING SYSTEM OF KILN (3)1.1 1台耐压质量流量计型号MULTICOR K 50 (4)MASS FLOW METER MULTICOR K 50 pressure-proof (4)1.2 1台耐压设计水平星型给料机,型号MULTICELL 800/70 (5)HORIZONTAL STARFEEDER Type MULTICELL 800/70 pressure-proof (5)1.3 1套压缩空气净化装置/ CONDITIONER FOR COMPRESSED AIR for K50/K80 (5)1.4 1套测量及控制系统/ ELECTRIC CONTROL SYSTEM (6)1.5 1套煤粉仓称重系统/ BIN WEIGHING SYSTEM WITH ON-STREAM CALIBRATION (6)1.6 煤粉输送系统的总体设计/ BASIC ENGINEERING for the Conveying of Coal Dust (7)项目:02 窑尾煤粉称重给料系统MULTICOR K 80 和MULTICELL 1000/100 (9)COAL DUST FEEDING SYSTEM OF Calciner (9)2.1 1台耐压质量流量计型号MULTICOR K 80 (10)MASS FLOW METER MULTICOR K 80 pressure-proof (10)2.2 1台耐压设计水平星型给料机,型号MULTICELL 1000/100 (11)HORIZONTAL STARFEEDER Type MULTICELL 1000/100 pressure-proof (11)2.3 1套压缩空气净化装置/ CONDITIONER FOR COMPRESSED AIR for K50/K80 (12)2.4 1套测量及控制系统/ ELECTRIC CONTROL SYSTEM (12)2.5 1套煤粉仓称重系统/ BIN WEIGHING SYSTEM WITH ON-STREAM CALIBRATION (13)2.6 煤粉输送系统的总体设计/ BASIC ENGINEERING for the Conveying of Coal Dust (13)项目: 03 备品备件/SPARE PARTS (15)项目: 04 仪表管理软件及连接线/ Easy Serve VPC 20150 software and data connection cable (15)项目:05 运保费/ TRANSPORTATION AND INSURANCE (15)项目: 06 安装指导及调试/VERIFICATION OF INSTALLATION, CALIBRATION AND COMMISSIONING (15)工程设计/ 资料/Engineering / Documentation Type (3 sets) (18)一般要求/ General Technical Condition: (19)技术规格和供货范围/ Scope of supply and Technical Specification项目: 01 窑头煤粉称重给料系统MULTICOR K 50 和MULTICELL 800/70COAL DUST FEEDING SYSTEM OF KILN 技术参数/ Technical data给料量2-20 t/h,正常11-14 t/hFeed rate range 2-20 t/h, normal 11-14 t/h给料精度+/- 0,5 %相对于实际流量Feed accuracy related to the actual feed rate依据样本/ acc. to data sheet BV - D 2082 GB 给料稳定性/ Feeding constancy+/- 1,0 %依据样本/ acc. to data sheet BV - D 2082 GB 系统图/ System drawing V032181.B02材料参数/ Material data固体物料/ Bulk material煤粉/ Coal Dust堆比重/ Bulk density0,4-0.5 t/m³粒度/ Grain size3% 0.080mm,方孔筛筛余/<3% on R 0,080mm,max. 1mm.含水量/ Moisture最高max. 2.5 %温度/ Temperature最高max. 80 °C流动性/ Flow properties不迟滞/ not adherent灰份/ Ash contents最多/ max. 15 %系统描述:申克公司的煤粉给料系统由测量单元MULTICOR和预给料单元水平星型给料机MULTICELL组成。
申克配料秤仪表使用说明书

申克配料秤仪表说明书目录第一章概述 (1)第二章控制 (4)第三章系统参数 (10)第四章效验与标定 (24)第五章系统服务值 (27)第六章事件信息 (28)第七章安装与调整 (31)第八章维护 (33)通讯协议第一章概述一、FIP—403称重控制仪FIP—403是DEL/DEM定量给料机的测量和控制系统.本说明书涉及配有传送皮带的控制系统。
1.称重给料机通过调节皮带速度来控制给料速率.2.控制预给料机的皮带秤通过调节皮带负载来控制给料速率。
3.具有恒定负载的皮带秤通过控制传送带速度来调节皮带负载.二、显示5×7点阵规格,6mm高字符上部显示左侧:运行信息右侧:设定的给料速率,单位为kg/h或t/h下部显示左侧:事件信息右侧:可设定给料速率、皮带速度等三、信号灯2个绿色和3个红色LED。
绿色信号灯:就绪待用红色信号灯:错误或极限值信息四、键盘微动开关启动或停止。
预选下部显示;功能选择。
复位计数器。
FUNC 调用功能菜单和事件信息正文.DEL 确认事件信息;删除输入.ESC 中止功能。
ENT 启动功能;确认输入。
DAT 准备输入,如输入设定值。
输入参数。
输入符号和小数点.五、符号定义I = 给料速率单位:kg/h或t/h在单位时间里从皮带上卸下的物料数量。
P = 给料速率设定值单位:kg/h或t/hZ = 给料速率单位:kg或t给料数量=给料速率×给料时间。
V = 传送皮带速度单位:m/sQ = 皮带负载单位:kg/m每米传送皮带上的物料重量。
重量测定:受控方式体积测定:非受控方式六、测量原理连续测量传送带负载Q和传送带速度V,并将二者相乘,乘积便是给料速率,进而可计算出给料数量。
I=Q·V·3600I kg/hQ kg/mV m/s第二章控制一、上电上电出现故障期间·计数器读数·计数器脉冲无输出·预选项正常显示服务值等,如ON-time以上各项能持续保持。
DRW转子秤说明书

DRW转子秤说明书窑头秤:DRW4.12分解炉秤:DRW4.14PFISTER GmbH1.总述DRW4.12型转子称重喂料秤适用于水泥煅烧工艺煤粉的连续重力称量。
煤粉自煤粉创始的卸出、称重和被直接转送到气力输送管路这一过程全部在一个结构简单的封闭式喂料机内完成。
2.操作方式转子喂料秤采用的是重力操作的水平转子的操作原理(见图1)。
散状物料由转子(分格轮)直接从仓内卸出,带入称重区,计量后直接进入气力输送管路,然后由风机提供的输送空气输送到工艺过程中去。
图1 转子喂料秤的操作原理称量轴A—A跨越物料卸出点,气力管道和转子之间的活络接头,这意味着它可以使压力波动造成的任何二次受力反应充分得到补偿,并使物料的计量结果不受影响。
无论什么时候通过转子称重区的物料重量都由称重装置B计量下来。
物料重量及其所在的位置都储存在喂科秤的电子系统内,也就是说,在物料卸出之前即已知道转子各部位的荷重情况。
为了使预先确定的设定值和储存在存储器内的物料量相适应,在卸料点处要求的转子角速度已预先计算出来,并由转子驱动装置来完成。
通过这种先期控制原理,转子喂科秤可对任何波动给予校正并给出短期高精确度。
3.设备结构装有转子的椭圆形转子外壳(1),驱动装置和空气输送系统分布支撑在带有喂料秤联接装置(3)的基础框架(2)上,并悬挂在称重设备(4)上(见图2)。
由喂料秤支撑装置形成的旋转轴A-A,它的位置通过活络接头(5),空气管线(6)和物料进口(7)的中心。
由于转子经常需要经受10个巴的压力冲击,故将水平转子(8)封闭在一个支承在椭圆形转子外壳上的密封盘内。
散状物料在重力作用下从料仓流入转子的C 室,转子在旋转过程中携带物料进入卸料点D卸料。
风机提供的输送空气均匀地分布在三排转子室内,18—40m/s之间的风速确保物料从各排转子室内卸出。
在物料进口和卸料口之间分隔着许多转子室,密封间隙的轴向可调性确保物料卸出点和空气管线之间有良好的密封条件。
煤磨转子秤组态表

申克煤粉秤DISOCONT 系统组态表
注:COM=X1:2,4,6,8;X2,2
2,正常停车顺序:先停煤粉秤,煤粉秤停止五分钟后再停止罗茨风机。
3,当罗茨风机因故障停车,或过压安全阀打开时,煤粉秤应立即停车,防止压料。
即罗茨风机出口压力<15KPa时,煤粉秤驱动立即停止。
EXT. EVENT 1=STARFEEDER OVERLOAD (圆盘给料机电机过载)。
“1”为无故障,P12.03,报警等级A,VSE1,DI1EXT. EVENT 4=ERROR MEASURING DRIVE (测量轮电机变频故障)。
“1”为无故障,P12.18,报警等级A,VSE1,DI2
外部事件:
再起动煤粉秤(驱动发出15秒左右,应答信号可以返回)。
运行中压缩空气失压,必须停罗茨风机.EXT. EVENT 3=AGITATOR OVERLOAD (搅拌电机过载)。
“1”为无故障,P12.16,报警等级A,VSE2,DI1
安全联锁:1,不管在现场还是中控方式,压缩空气压力正常后,方可以起动罗茨风机。
罗茨风机运行后,(external event)。
申克称
连续准确稳定地对回转窑(包括分解炉)进行喂煤,是稳定窑的热工制度,降低煤耗,提高熟料产质量,保证设备安全和连续稳定运转的关键因素。
因此,给煤计量控制装置必须具有稳定、准确、可靠、动作迅速等特性。
但是因煤粉流动性好,锁风要求较高,及易结露、起拱、塌库等,导致流量计量控制较为困难,影响了窑的工况。
目前,我国水泥企业的煤粉计量和定量控制中,双管螺旋输送机的应用较为普遍,其技术和设备都较为陈旧落后,不能满足长期连续、均匀稳定喂煤的要求。
新建或改建厂在入窑煤粉给料计量设计中应用了调速定量给料秤、冲击式固体流量计、转子秤、失重秤等,基本满足了入窑煤粉的计量控制。
由于上述计量控制装置已有不少文献进行了介绍,在此仅对科里奥利喂煤计量系统作一介绍。
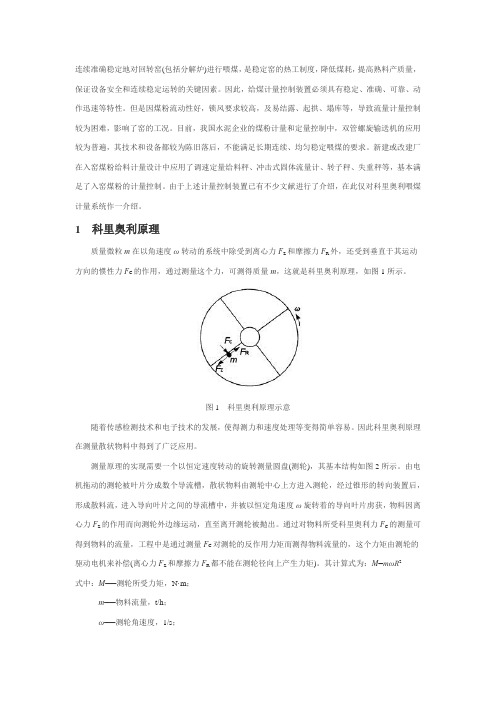
1科里奥利原理质量微粒m在以角速度ω转动的系统中除受到离心力F Z和摩擦力F R外,还受到垂直于其运动方向的惯性力F C的作用,通过测量这个力,可测得质量m,这就是科里奥利原理,如图1所示。
图1科里奥利原理示意随着传感检测技术和电子技术的发展,使得测力和速度处理等变得简单容易。
因此科里奥利原理在测量散状物料中得到了广泛应用。
测量原理的实现需要一个以恒定速度转动的旋转测量圆盘(测轮),其基本结构如图2所示。
由电机拖动的测轮被叶片分成数个导流槽,散状物料由测轮中心上方进入测轮,经过锥形的转向装置后,形成散料流,进入导向叶片之间的导流槽中,并被以恒定角速度ω旋转着的导向叶片虏获,物料因离心力F Z的作用而向测轮外边缘运动,直至离开测轮被抛出。
通过对物料所受科里奥利力F C的测量可得到物料的流量,工程中是通过测量F C对测轮的反作用力矩而测得物料流量的,这个力矩由测轮的驱动电机来补偿(离心力F Z和摩擦力F R都不能在测轮径向上产生力矩)。
其计算式为:M=mωR2式中:M──测轮所受力矩,N·m;m──物料流量,t/h;ω──测轮角速度,1/s;R──测轮半径,m。
图2测轮的基本结构示意2科里奥利质量流量计基本结构型式在实际生产应用中,科里奥利质量流量计仅作为计量控制设备,一般需采用电动阀门、螺旋输送机或叶轮给料机等作预给料设备。
煤粉申克秤的故障分析与检修
煤粉申克秤的故障分析与检修摘要:通过对德国生产的申克秤减速箱内进煤粉的现象进行分析,判断秤体的故障原因,制定正确的检修方案,解决了申克秤秤重不准、减速箱内进煤粉的问题。
关键词:申克秤空气轴承间隙一、秤体的概况我公司5000t/d回转窑熟料生产线所用煤粉计量器是由德国申克公司提供的申克秤,其称重范围为0~22t/h,型号为MUTICOR K-40,于2004年6月正式投入使用。
二、存在的问题从2004年6月份至2006年1月份该煤粉称多次出现过减速机内进煤粉的问题,而德国申克公司给我们的解决方案仅仅是更换空气轴承及下部传动齿轮,并不提供现场维修,这样不仅造成窑系统长时间停机,而且更换费用较大;同时煤粉秤计量不准,影响窑系统的稳定,造成煤耗的浪费。
2006年1月13日又发生煤粉进入减速箱,通过与申克公司交涉后,我公司现场对秤体进行解体、检查,重新起用后又恢复正常。
通过查找资料了解了空气轴承的内部结构及运行原理,找到了故障的原因所在。
三、故障原因分析(1)申克秤结构原理申克秤测量的是物料流过测量轮时测量轮施加的反作用力,物料通过料管被导向测量轮的中央后落入,经布料锥进入测量轮的叶片间。
当测量轮的转速恒定时,促使物料颗粒加速的扭矩与物料质量成反比(“利里奥利”原理),通过传感器进行计量控制。
为了防止物料堆积在测量轮上,清扫气体由进气口D引入,由进气口F引入的空气则在底部形成一个气垫,以将物料顺利排出(见图1、图2)。
而由进气口L引入的空气则分成二路,一路向下进入减速箱,使减速箱内部形成正压;另一路上行,当经过驱动轴顶部端盖与轴套之间的间隙时,形成气垫,即所谓的空气轴承。
图1测量轮垫圈驱动轮图2(2)故障特征煤粉的喂料量设定值与实际值有较大的波动,经常出现煤粉进入减速箱内,出气消声器通道常被堵塞。
(3)故障原因的几种分析根据上述的特点及所见的现象结合结构原理进行以下分析:①流化床与外壳体的交接处、驱动轴套与壳体之间密封间隙用的硅胶脱落。
申克电子皮带秤中文说明书
申克皮带秤技术资料一、概述VEG20610型仪表是用于计量和控制喂料设备的计量计算系统。
该仪表适用于以下的控制系统:1.定量给料机通过控制给料机的皮带速度,从而控制喂料流量。
2.带预料机的皮带秤通过控制预料机来调整皮带负荷,从而控制喂料流量。
3.皮带秤通过皮带速度控制皮带负荷,从而控制喂料流量。
二、前面板示意图前面板示意图VEG20610图1显示2-1。
个字符,字符高度为6mm点阵,荧光显示,2行,每行205*7t/h 或单位是kg/h 右边:设定给料量上行显示器左边:运行信息右边:可选择为实际流量、皮带负荷、皮带速度。
下行显示器左边:事件信息信号灯2-2信号灯。
LED信号灯和3个红色的LED2个绿色的绿色信号灯:操作准备好。
红色信号灯:有故障或极限值超出信息。
键盘2-3可触摸柔性薄膜键盘。
键说明:启动停止选择下行显示器显示内容/选择功能复位计数器功能键,调用分配功能和事件信息FUNCDEL取消键,应答事件信息。
删除输入数字。
放弃键,退出功能ESCENT确认键,确认输入应答输入修改键,准备输入,例如:输入设定流量DAT数字键输入负号和小数点显示参数定义2-4t/h单位:kg/h或I = 喂料速率实际值单位时间内通过皮带的物料量。
t/h或单位:kg/h P = 喂料速率设定值依据设定值控制实际值。
t单位:kg或Z = 累积量喂料时间×累积量= 喂料速率m/s 单位:V = 输送皮带的速度kg/m 单位:Q = 皮带负荷控制模式Gravimetric(重量模式):非控制模式olumetric(V容积模式):mA 单位:控制器调节量Y =%单位:控制偏差Xd =仪表工作方式2-5重量模式:控制模式。
容积模式:非控制模式。
显示,表明是重量工作方式。
“V”注:在上行显示器的左边显示“V”,表明是容积工作方式,没有计量原理2-6 IQ和皮带速度V,并把它们相乘,通过计算得到的结果是喂料率连续测量皮带负荷计算公式:I=Q*V*3600m/s单位:单位:kg/h Qkg/m V单位:I调节后,送到变频器的信号PI进行比较,得到其差值,将该差值通过与设定流量把实际流量IP一致,达输入端,通过变频器控制交流电机的转速,从而调整输送皮带速度,改变P和IV值,使得到定量给料的目的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
LOCAL CONTROL UNIT 现场控制箱现场操作箱
现场总线地址
软件版本系统模块现场操作箱直流电源* 默认设定已更改
预选现场模式
外部事件 1预给料机启动预给料机模拟量输出控制
线圈负荷:最大230伏(交流)/8安培 阻性负载//1安培 感性负载白棕粉灰黄绿蓝红黑紫
现场操作箱自动模式
无选择
现场模式
现场起动未设置
故障预给料机启动维护开关
预给料机故障预给料机启动预给料机模拟量控制输入预给料机模拟量控制输出
开关量输出
开关量输入开关量输入开关量输入
开关量输出
开关量输出开关量输入开关量输入开关量输入开关量输出。