基于SLP法的汽车制造厂布置设计与仿真模拟课程设计报告书
基于SLP的装配车间设施布局优化设计

基于SLP的装配车间设施布局优化设计白俊峰;罗东东【摘要】运用SLP方法,根据作业单位间的物流关系以及综合相互关系分析结果,绘制出了装配车间的作业单位位置相关图。
再通过加权因素法进行分析、评价与选择,从而获得合理的车间设施布局。
%With SLP method ,the relevant positions between the operation departments is drawn out based on the analysis from both logistics relationships and comprehensive mutual relationship between the departments .Then the weighted factor methodis used to analyze ,select and evaluate the layout , and the most reasonable w orkshop facility layout is obtained finally .【期刊名称】《长春工业大学学报(自然科学版)》【年(卷),期】2015(000)002【总页数】5页(P153-157)【关键词】车间布局;SLP;物流分析;优化设计【作者】白俊峰;罗东东【作者单位】长春工业大学机电工程学院,吉林长春 130012;长春工业大学机电工程学院,吉林长春 130012【正文语种】中文【中图分类】TB4910 引言据统计,在工厂的生产活动中,从原材料进厂到成品出厂,物料真正处于加工检验的时间只占生产周期的5%~10%,而其余时间都处于停滞和搬运状态[1]。
在制造业中,总经营费用的20%~50%是物料搬运费用,而优良的工厂平面布置可使这一费用至少减少10%~30%[2-3]。
然而,许多以离散制造为主的中小型企业往往忽略了物料搬运在生产物流的重要性。
SLP法在某汽车厂总体布局设计中的应用_刘洋

该汽车厂占地 面 积 40 余 万 m2,主 营 各 类 工 程 汽 车 的 生 产 装 配 ,2012 年 计 划 生 产 各 类 工 程 车 2150 辆 .现 有 的 厂 区 是 随 着 公 司 发 展 逐 步 建 立 起 来 的 ,厂 区布置没有进行全 面 系 统 的 统 筹 规 划.随 着 该 地 区 经 济 的 发 展 ,现 急 需 扩 大 生 产 规 模 ,改 造 和 重 组 原 有
近 年 来 ,人 们 提 出 了 许 多 设 施 布 局 方 法 ,如 工 程 图 表 法 、流 程 图 法 、优 化 法 、近 似 法 、计 算 机 辅 助 布 局 设计等,其中以理查 德 · 缪 瑟 提 出 的 系 统 布 置 设 计 (SLP)方法 应 [3] 用 最 为 广 泛.但 目 前 人 们 对 生 产 线 上的工序间微观物 流 研 究 较 多,采 用 系 统 布 置 方 法 对工厂总 体 布 局 及 物 流 运 输 体 系 合 理 性 的 研 究 较 少[4].本文运用 SLP 法对某汽 车 厂 总 平 面 布 置 进 行 设 计 ,以 获 得 满 意 的 总 平 面 布 置 方 案 ,进 而 为 该 厂 的 布局提供有益的参考.
3)加工装配形 式 多 样,设 备 布 置 没 有 考 虑 物 流 活动与生产工艺流 程 同 步 化,在 制 品 经 常 长 时 间 停 滞 等 待 ,需 要 依 靠 仓 储 确 保 生 产 连 续 进 行 .
4)厂 区 划 分 不 合 理 ,使 得 物 料 流 动 距 离 大 ,运 输 往返和交叉现象明 显,同 时 车 间 在 制 品 暂 存 地 废 品 和 废 料 存 放 过 多 ,工 人 工 作 地 等 安 排 也 不 合 理 .
基于SLP法的厂区平面布局设计
基于SLP法的厂区平面布局设计作者:兰爽刘忠华孟照璇来源:《价值工程》2017年第34期摘要:针对H公司新增生产线、优化厂区平面布局等要求,采用系统布置设计方法对该公司的总平面布局进行规划研究。
首先,根据产品生产流程及产量要求,测算作业单位之间的物流量,分析作业单位间的物流关系;然后,结合企业生产特点,分析作业单位间的非物流关系;最终,确定作业单位间的综合相互关系,从而分析得出作业单位之间的接近程度。
在此基础上,绘制出位置相关图,形成布局方案。
优化后的平面布局方案可以帮助企业减少物料搬运时间、提高作业效率、降低生产成本。
Abstract: Contraposed to the both requests of the new add up product line of H Corporation and optimize factory plane distribution, systematic layout planning method had been used in layout research of total plane layout of H Co. First of all, in according to the requirements of the production process and production output, the logistics quantity among the operation department had been measured, the logistics relationship among operation departments had been analyzed; after that,according to the production characteristic of company, the non-logistics relationship among operation departments had been analyzed. Finally, the colligate relationship among the operation departments had been determined, so the proximity among the operation departments has been analyzed. Based on these, position correlation pictures could be protracted to form the layout projects. The plane layout projects which been optimized can reduce time of convey materiel,improve efficiency of task and depress cost of production of corporations.关键词:系统布置设计;平面布局;作业单位;物流量Key words: systematic layout planning;plane layout;operation department;logistics quantity中图分类号:F403 文献标识码:A 文章编号:1006-4311(2017)34-0239-030 引言为将工厂布局方法定量化,并降低生产成本,美国学者Richard Mother提出了一种系统设施布局规划方法(Systematic Layout Planning,简称SLP)。
SLP方法在布局中的应用

决定设施布置需要的详细数据
流动模式 生产流程卡 流动数据 距离的测量 定量化评价布置方案问题 数据的提取与产生
流动模式
产品从原材料转换到半成品,再到成品的从始至 终的流动模式。
分类
水平 直线形、L、U、S、Z、E、F、环 垂直
直线形是最简单的流动模式,它将入口和出口分开。
L形适用于设施或建筑物不允许直线流动的情形。
B3
A8
45678
B3
A8
C5 AAB8311
C5 A8
A8
AABCABC8351116
AABCABC8351116
AABCABC8351116
产品号 A B C
工艺路线 1256354678
1435678 12345678
每天搬运托盘数
8 3 5
有了距离从至表和产品运量从至表,以相应格子的运量乘以距 离便得物流强度,见下表。
再按作业单位对的强度划分等级,物流强度等 级划分采用著名的A、E、I、O、U等级.
物流强度等级
超高物流强度 特高物流强度 较大物流强度 一般物流强度 可忽略搬运
符号 物流路线比例% 承担的物流量比例%
A 10
40
E 20
30
I 30
20
O 40
10
U
AEIOU等级比例
O 40%
U
A
0% 10%
如何决定作业单位及其相互关系
1. 由设施布置人员初步决定各部门关系,并经集体讨论, 充分阐明理由并作分析。
2. 访问关系表中所列各部门的主管及其上级,做充分的 调查研究。
3. 决定密切程度的标准,并逐项把这些标准列为关系表 上所用关系值的理由记录下来。
生产运作slp课程设计

生产运作slp课程设计一、教学目标本课程旨在通过系统化的学习,使学生掌握生产运作的基本概念、理论和方法,培养学生运用系统布局规划(SLP)解决实际生产运作问题的能力。
具体目标如下:1.知识目标:•掌握生产运作的基本概念和原则。
•理解系统布局规划(SLP)的理论基础。
•学习生产运作流程的分析和优化方法。
2.技能目标:•能够运用SLP方法分析生产运作问题。
•能够运用相关工具和技术进行生产运作流程设计。
•能够进行生产运作方案的评价和选择。
3.情感态度价值观目标:•培养学生的团队协作精神和自主学习能力。
•培养学生的问题解决能力和创新意识。
•培养学生对生产运作管理的兴趣和热情。
二、教学内容本课程的教学内容主要包括以下几个部分:1.生产运作概述:生产运作的概念、目标、类型和过程。
2.系统布局规划(SLP):SLP的基本原则和方法、设施布局设计、物流分析与优化。
3.生产运作流程分析与优化:流程分析方法、流程优化技术和工具、案例分析。
4.生产运作方案评价与选择:评价指标和方法、方案选择和决策。
教学进度安排如下:•第1-2周:生产运作概述和系统布局规划(SLP)的基本概念和方法。
•第3-4周:设施布局设计、物流分析与优化。
•第5-6周:生产运作流程分析与优化方法。
•第7-8周:生产运作方案评价与选择。
三、教学方法为了提高教学效果和学生的参与度,本课程将采用多种教学方法相结合的方式:1.讲授法:通过教师的讲解,传授生产运作的基本概念、理论和方法。
2.案例分析法:通过分析实际案例,培养学生运用理论知识解决实际问题的能力。
3.小组讨论法:通过小组讨论,培养学生的团队协作精神和沟通能力。
4.实验法:通过实验室模拟,让学生亲身体验和掌握生产运作流程的优化方法。
四、教学资源为了支持教学内容和教学方法的实施,我们将准备以下教学资源:1.教材:《生产运作管理》,提供生产运作的基本概念、理论和方法。
2.参考书:《系统布局规划与物流管理》,提供SLP的相关理论和案例分析。
工业工程课程设计基于SLP的布局优化

一、课程设计目的工业工程综合课程设计是在工业工程学生系统地学习了工业工程相关的理论、知识和方法之后对所学理论知识进行实践体验和融会贯通的过程。
设计目的旨在提高学生的动手实践能力、团队协作能力、规划设计能力和思维创新能力。
二、课程设计组织设计过程学生可自行组成设计小组,共同研讨方案,但报告最终需以个人的方式进行提交,即每位设计者需要提交一份设计报告。
三、课程设计内容实训模块一:基于SLP的布局优化及生产过程仿真(一)基于SLP的1、系统布置设计在制造业中,工厂布局设计主要是确定工厂的生产部门、辅助服务部门和管理部门的位置。
合理和有效的工厂布置对提高企业的生产效益、降低成本起着重要的作用。
最具代表性的是R·缪瑟(R·Muther) 提出的“系统布置设计(SLP)”法,该方法提出了作业单位相互关系密级表示法,使布置设计由定性阶段发展到定量阶段。
在缪瑟提出的系统布置设计(SLP) 中,正是把产品P、产量Q、生产路线R、辅助服务部门S及生产时间安排T作为给定的基本要素(原始资料),作为布置设计工作的基本出发点。
系统布置设计(SLP) 程序如下图所示。
输入数据(P、Q、P-Q、R、S、T)1、物流2、作业单位的相互关系3、物流-作业单位关系图4、必要面积5、可利用面积6、面积相互关系图7、修正条件8、实际制约9、拟定几种布置方案10、评价系统布置设计模式SLP设计步骤:(1)准备原始资料。
(2)工艺过程分析。
(3)物流分析与作业单位相互关系分析。
(4)绘制作业单位位置相关图。
(5)作业单位占地面积计算。
(6)绘制作业单位面积相关图。
(7)修正。
(8)方案评价与择优。
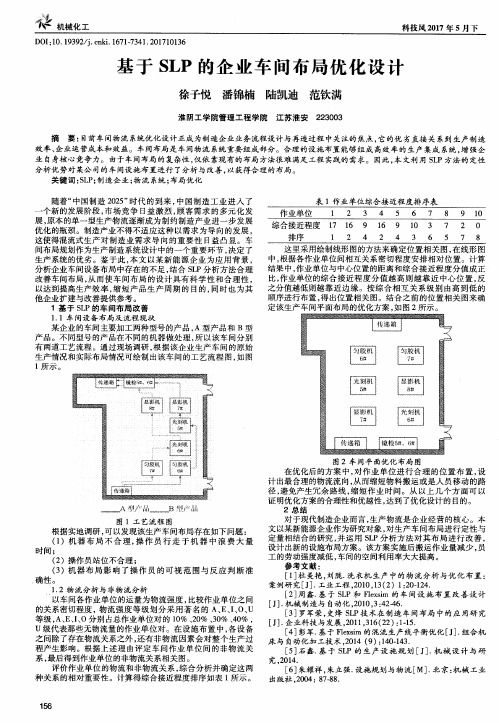
2、课程设计资料东胜机械制造有限公司是一家专业生产汽车变速箱的民营企业,该厂现有员工1170人,各类机床320多台,公司主厂区共有10个加工车间,主要进行部件的加工、组装等,其中3车间属于各种轴类部件机加工车间,图1为该车间的设备布局图,其车间整体形状为L型,有锯床1台、钻床1台、热处理炉1台、普通车床6台、立铣2台、镗床1台、磨床1台、检验台1个、暂存区4处。
基于SLP的企业车间布局优化设计
A 溅 。 ・ ……
型 诮
2 总 结
对于现代制造企业而言 , 生产物 流是企业经 营的核心 。本 文 以某新能源企业作为研究对象 , 对生产 车间布局进 行定性 与 根据 实地调研 , 可 以发现该生产车 间布局存在 如下 问题 : 并运 用 S L P分 析方 法对其 布局 进行 改善 , ( 1 )机 器 布 局 不 合 理 , 操 作 员 行 走 于 机 器 中 浪 费 大 量 定量相结合 的研究 , 设计 出新 的设施布局方 案。该方 案实施后搬 运作业量 减少 , 员 时间 ; 工 的劳动强度减低 , 车间的空间利用率大大提高 。 ( 2 )操作 员站位不合理 ;
1所示 。
图 2 车 间 平 面优 化 布 局 图
在优化后 的方案 中, 对作业 单位 进行合 理 的位置 布 置 , 设 计出最合理 的物流流 向, 从 而缩短物料搬 运或是人员 移动 的路 径, 避免产生冗 余路 线 , 缩短作 业时 间。从 以上几个 方 面可 以 证 明优化方案 的合理性 和优越性 , 达到 了优化设计 的 目的。
一
表 1作 业单位 综合接 近程 度排 序表 作业单位 综合接 近程度
排 序
1 2 3 4 5 6 7 8 9 1 0 1 7 1 6 9 1 6 9 1 0 3 7 2 0
1 2 4 2 4 3 6 5 7 8
江苏淮安
范钦满
2 2 3 0 0 3
淮 阴工学院管理工程学院
摘 要: 目前车间物流 系统优化设计正成 为制造企 业业务流程设 计与再造过程 中关注的焦点 , 它的优 劣直接 关 系到 生产制造 效率 、 企业运 营成本和效益。车 间布局是车 间物流 系统 重要 组成部 分。合 理的设施 布置能够组成 高效率的 生产 集成 系统 , 增 强企 业 自身核心竞争 力。由于车间布局 的复杂性 , 仅依 靠现有 的布局 方法很 难满足工程 实践的需求。 因此 , 本文利 用 S L P方法的 定性 分析优势对 某公 司的车间设施布 置进行 了分析 与改善 , 以获得合 理的布局。 关键词 : S L P ; 制造 企 业 ; 物 流 系统 ; 布 局优 化 随着“ 中国制造 2 0 2 5 ” 时代 的到来 , 中国制 造工 业进 入 了 个新的发展 阶段 , 市 场竞争 E t 益 激烈 , 顾 客需求 的多元 化发 展, 原本 的单一 型生产 物流逐渐成为制约 制造产业进 一步发展 优化的瓶颈 。制造产业不得不适应 这种 以需求 为导 向的发展 , 这使得混流式生产 对制 造业需 求导 向的重要性 日益 凸显 。车 间布局规划作为生产制造系统设计 中的一个重 要环节 , 决定 了 生产系统 的优劣 。鉴于此 , 本 文 以某新 能源企 业为应 用 背景 , 分析企业车间设备布局 中存在 的不足 , 结合 S L P分析 方法合 理 改善车间布局 , 从 而使 车间布 局 的设计 具有科 学性 和合 理性 , 以达到提高生产效 率 , 缩短产 品生 产周期 的 目的 , 同 时也为其 他企业扩建与改善提供参考 。 1基于 S L P的车间布局改善
基于SLP的汽车零部件仓库功能区布置研究

0
0
0
逆向物流区
0
0
设备区
0
生活区
入货区 理货区 IP 储存区 DP 储存区 FC 存储区 包装区 逆向物流区 出货区 设备区 生活区
图 2 仓库功能区初始布置方案
入货区 理货区 IP 储存区 DP 储存区 FC 存储区 包装区 逆向物流区 出货区 设备区 生活区
图 3 仓库功能区的最终布局 表 2 仓库各个功能区的面积
得到初始的仓库布置方案(如图 2 所
在充分考虑上述因素的基础上,
2 汽车维修 2017.3
车界论坛
AUTOMOBILE MAINTENANCE
通过构建数学模型,并运用遗传算法 进行求解,可以得到仓库内各个功能
区的布局,如图 3 所示。 该方案显示出了仓库内部功能
表 1 仓库内功能区间物流量从至表
单位(件)
三、结论 通过案例分析显示,在进行仓库 布局时,除了分析仓库内存储物品的 移动,包括物品在功能区间的移动顺 序及移动量,还应充分结合非物流关 系来优化仓库功能区的布局。 (作者单位:同济大学) 参考文献: [1] 欧 阳 振 安 , 严 石 林 . 仓 储 管 理 [M].北 京 :对 外 经 济 贸 易 大 学 出 版 社 , 2010 年. [2]G.Aiello, M.Enea, G.Galante. A multi- objective approach to facility layout problem by genetic search algorithm and Eleetre method [J]. Robotics and Computer -Integrated Manufacturing, Volume 22, Issues 56, October-December. 2006.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
理工大学中环信息学院课程设计课程名称:物流系统规划与管理设计题目:基于SLP法的汽车制造厂布置设计及仿真模拟理工大学中环信息学院课程设计任务书班级:10工商2班:学号:10090044本表附在课程设计说明书的目录之后。
理工大学中环信息学院课程设计成绩评定表班级:10工商2班:吴为思学号:10090044本表附在课程设计任务书之后。
汽车生产流程图物流系统规划与管理课程设计任务书一、课程设计任务根据上面的汽车生产流程图:1、利用所学的系统布置设计(SLP)模式进行厂区布置设计;2、Flexsim仿真模拟。
二.课程设计要求:1.进行物流强度等级比例划分由于直接分析大量物流数据比较困难且没有必要,SLP中将物流强度划分为五个等级,分别用符号A,E,I,O,U来表示,其物流强度逐渐减小,对应着超高物流强度,特高物流强度,较大物流强度,一般物流强度和可忽略搬运五种物流强度。
作业单位对物流强度应按物流路线比例或承担的物流量比例来确定。
表1-1 物流强度等级表2.根据流程图进行物流强度汇总确定物流等级表2-1 汽车制造厂物流强度汇总表3.进行汽车装配厂作业单位物流相关图表3-1 汽车装配厂作业单位物流相关图作业单位名称1.油化品库2.板材库3.金材库5.轮胎库6.外协件库8.冲压件库9.半成品库10.焊接件库11.成品库12.配件库13.出口成品库14.锻工车间15.热处理车间16.机加车间17.精铸车间18.冲压车间19.焊接车间20.油漆车间21.装配车间22.试车场23.车库7.随车工具库4.铸件毛坯库A AEI OA EEE E E EII I IIIIIO OOO OOO4.进行作业单位非物流关系等级比例划分作业单位间相互关系的影响因素与企业的性质有很大关系,不同的企业,作业单位的设置是不一样的,作业单位的相互关系的影响因素可以考虑以下几个方面:(1)物流(2)工艺流程(3)作业性质相似(4)使用相同的设备(5)使用统一场所(6)使用相同的文件档案(7)使用相同的公用设施(8)使用同一组人员(9)工作关系频繁程度(10)监督和管理方便(11)噪声,振动,烟尘,危险品的影响(12)服务的频繁和紧急程度。
表4-1作业单位的相互关系的影响因素表表4-2作业单位相互关系等级表4-3汽车装配厂作业单位非物流相关图8.冲压件库9.半成品库10.焊接件库11.成品库12.配件库13.出口成品库14.锻工车间15.热处理车间16.机加车间17.精铸车间18.冲压车间19.焊接车间20.油漆车间21.装配车间22.试车场23.车库7.随车工具库4.铸件毛坯库作业单位名称1.油化品库2.板材库3.金材库5.轮胎库6.外协件库X O X 8U8U U UUU X 9O 2X 9O 2X 9X 9I 4O 6X 9X 92O 2UO 2O 2O 4U U I 4UO 4E 7O 4O 1U O 7U E 6I 6E 2E2X 8I 4UU U UO 4O U U E 2O1U UO 2U I 7O 7U A 6X 8U U U U U U U O 2A 6O 2I 1O7E 5U U A 7U O 7U I 2O 4O 6U O 4O 7O 2O 4U U 6U O 7U UU O 6I 7U O 2O 6U U O 4U O 6U O 3O 6O 4O 4O 4A 4U I 3U U U U U I 2O 6U U U U UO 6I6U O 7O 7U U O3I 4O 6I 6E 6E 3U I 6U U I 7I 5O 3I 7E 3E 3E 3E 3I 2A 3U A 7U U E 6E 6U O 6E 6E 6E 6A 6E 6E 6A 7U UO 3O 6O 6O 6O 7U U U O 3U A 6U U U O 5O 6U I 6U U U U U I I66O 7O 6U U U U O 6U U U U O 1U U U U U U U U U UU E 6U U A 6U UI 6I A 6A 6E 3E 1E 1E E E 566O O O O O O 66666I I I I I I I I I I I I I I 333333333333335.影响作业单位非物流关系等级的要素确定了作业单位相互关系密切程度的影响因素以后,就可以给出作业单位间的关系密切等级,在SLP 中作业单位间相互关系密切程度等级划分为A,E,I,O,U,X 。
表5-1作业单位间的关系密切等级表6.作业单位综合相互关系的确定在大多数工厂中,各作业单位之间既有物流联系也有非物流联系,两作业单位之间的相互关系应包括物流关系与非物流关系。
因此在SLP 中,要将作业单位间物流的相互关系与非物流的关系进行合并,求出合成的相互关系——综合相互关系,然后和作业单位间综合相处关系出发,实现各作业单位的合理布置。
6-1综合作业相关关系图11.成品库12.配件库22.试车场23.车库O I I I I O U作业单位名称1.油化品库2.板材库3.金材库5.轮胎库6.外协件库8.冲压件库9.半成品库10.焊接件库13.出口成品库14.锻工车间15.热处理车间16.机加车间17.精铸车间18.冲压车间19.焊接车间20.油漆车间21.装配车间7.随车工具库4.铸件毛坯库A E I A E E E E E I I I IO O O O O U XXU U U U U X I X O X X I O X X I I U O O O U U I U O I O O O U U I I I X I U UU U O O U U I O U U I U E O U E X U U U U U U U O O O E I I U E U U E E U O U O O U O O O O U I U U U U O E U U U O O O O U U O O O O O E E U U U U U U E O U I U U U U I I I O U O O U U O I I O E E U U I I U I I I I I I E I I E U U U U O I I I I I E E U U O O O O O U U U U O I A U U E I I I I U U U U U U U O U U U U U U O U U I U I I O U I U U O I U U U O E U E U U U7.综合相互关系等级划分比例7-1综合相互关系等级与划分比例表7-2综合相互关系计算表7-3综合相互关系计算统计表8.作业单位位置相关图SLP中,工厂总平面布置并不直接去考虑各作业单位的建筑物占地面积及其外形几何形状,而是从各作业单位间相互关系密切程度出发,安排各作业单位间的相对位置,关系密集高的作业单位间距离近,关系密集低的作业单位之间距离远,由此形成作业单位位置相关图。
包括两个步骤:(1)综合接近程度排序表表8-1综合接近程度排序表(2) 作业单位位置相关图的绘制图8-1无面积拼块图9.作业单位面积相关图确定各个作业单位使用的面积表9-1 作业单位面积表表9-2作业单位面积需求表10.作业单位面积相关图调整表10-1作业单位面积相关图调整图33333222229999955555888888881717171718181844444131313131313131313131313131313161616162121212121212121212222222222222222222219191919191919191111111111111111111111111111111111111111111111111111232323232323232323231515151510101010101010101212141414141414777777202020202066666表10-2作业单位面积相关图调整图13.出口成品库23.车库14.锻工车间11.成品库1.油化品库17.精铸车间8.冲压件库5.轮胎库9.半成品库2.板材库3.金材库18.冲压车间4.铸件毛坯库16.机加车间21.装配车间15.热处理车间10.焊接件库12.配件库22.试车场7.随车工具库6.外协件库20.油漆车间19.焊接车间11.汽车装配厂总平面布置图的绘制表11-1汽车装配厂总平面布置图4.铸件毛坯库1.油化品库2.板材库3.金材库 5.轮胎库7.随车工具库6.外协件库8.冲压件库9.半成品库10.焊接件库11.成品库12.配件库13.出口成品库14.锻工车间15.热处理车间16.机加车间18.冲压车间19.焊接车间20.油漆车间21.装配车间22.试车场23.车库出入口出入口12.在Flexsim 软件模拟,把平面图、立体图、运行图附于设计报告的最后。
平面图立体图平面图。