电动自行车生产工艺流程图
电动车生产工艺
装
油 漆 车 身
总 装
底盘件 电器件
车身附件
……
整 库车
入
焊装工艺
焊装工艺
– 冲压好的车身板件局部加热或同时加热、加压而接 合在一起形成车身总成。在电动车车身制造中应用 最广的是点焊,焊接的好坏直接影响了车身的强度。
焊装线
焊接机器人
焊装工艺
焊接方式
典型应用实例
电阻焊
点焊 凸焊
车身主体总成、车身侧围总成 螺母
电动车生产工艺
优选电动车生产工艺
简介
一、工艺基础
– 工艺基础:概念 – 工艺基础:管理
二、电动车车身制造三大工艺定义及特点
– 焊装工艺 – 涂装工艺 – 总装工艺
粘接法:需粘接的零部件,内饰件一般有衬垫、隔音材料、车门内装饰护板,外饰件一般有挡风玻璃、车灯、标志等。
在四轮电动车制造业中,焊装、涂装、总装合为三大核心技术(即三大工艺)。
工艺参数 按产品的零、的某一工艺阶段编制的一种工艺文件。
一、电动车装配概念及其特点
工用焊艺数接卡 据 工片格艺(式参或来数作描:业述电指产源导–品极书结性)为如构/达电的焊文丝到流件直加、。径/工电电产极弧电品压压预力/焊期压接的等电流技。/术气体指流标量/,焊工接速艺度过/焊程丝中伸出选长用度/和直控流回制路的电感有等关。 量,
工艺设计过程
– 策划(产品定义)-产品设计和开发(产品数据)-过程设计和开 发-产品与过程确认-生产-(持续改进)。
电动车车身制造三大工艺定义及特点
在四轮电动车制造业中,焊装、涂装、总装合为三大核心 技术(即三大工艺)。从结构上看,四轮电动车属于有骨架车身,
它的生产工艺流程大致为:
焊
白车身
电动自行车车生产工艺设计

8X10刀、字螺丝刀、钳子、十字十螺丝、具动)工手、气动(电手扳14X17扳扳扭力手。
审核(日期)标准化(日期)设计(日期)
批准(日期)
记标
处数
件更改文号
字签
日期
记标
处数
号更改文件
签字
日期
司限公电动车有XXXXX线装装配工艺卡片
型车
共页17页第6
图部件号
时序工工
序工号6
闸前与名称把车装工序
罩
管鞍座
11整
2.1/2 4.1 5.1 5.2 6.1 13.1 16.1返组装前工.2飞内车后装安电池轮把返修外组胎盒泥架车刹组合叉前板车组挡碗合组合合
*重点工序质控点
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
改更文件号
签字
日期
记标
处数
文更改件号
签字
日期
电动自行车线装装配工艺号:件文编102XXXX-GY– ):计(日期设 :期)日审核(
支泥、装1、安前泥板前板架。接连板架前安、2装泥板支。支泥装、泥装3、安后板安后板架板连架支泥装、4安后板接。安、5装射反后器。
1、泥板不得有明显的扭曲及偏斜。2、后反射器紧固无松动。3、裙网安装应可靠无松动。
4、车轮与车架或前叉内侧间隙。2mm相等,其偏差小于
工艺装备及辅料
)动(电扳手、气动十字螺丝刀、8X10具工
电动自行车生产工艺流程图101XXXX-GY–文件编号:
12*13 14 *15 1 16 17包出安装中整控装厂装制轴车车入线器组调筐检成束及试装验装品后配塑
库座料贴件花
2车架
3链轮
电动自行车车生产作业指导书
速派奇车业有限公司电动自行车生产作业指导书编制:审核:批准:零件图号:H01-2192-001★质量控制电动自行车装配工艺流程图★★↓↓↓↓↓↓↓↑↑产品名称电动自行车零件名称共1页第1页工序号 1 工序名称车架上线车间总装工段总装设备总装线工序工时3min工序号工步内容工艺装备技术要求工时定额(min)1 2 在后接头孔内装入鞍管螺丝,适度拧紧,不能使车架管孔变形将车架前叉组合件的鞍管孔插入总装线的夹具上总装线夹具车架与夹具紧密配合车架无偏斜、倾侧现象设计(日期)审核(日期)标准化(日期)会签(日期)批准(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期有限公司装配工序卡片产品型号零件图号H01-05-10 H01-2392-002产品名称电动自行车零件名称中轴共1页第1页工序号 2 工序名称中轴装配车间总装工段总装设备总装线工序工时3min 工序号工步内容工艺装备技术要求工时定额(min)1 2 3 4 5 6 左、右中轴碗上润滑脂左、右中轴碗中安装球架(或Φ6钢珠每边12颗)注意球架正反右轴碗装入车架中接头(螺纹为左旋)必须拧紧到底装中轴辊,中轴辊长端在右边装左轴碗,松紧适宜,保证中轴转动灵活且无松动将中轴锁母拧紧在左中轴碗上右轴碗专用扳手左轴碗专用扳手锁母扳手中轴转动灵活且无松动紧固力矩不小于30N.m设计(日期)审核(日期)标准化(日期)会签(日期)批准(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期有限公司装配工序卡片产品型号零件图号H01-05-00 H01-2392-003产品名称电动自行车零件名称中轴共1页第1页工序号 3 工序名称曲柄链轮装配车间总装工段总装设备总装线工序工时3min工序号工步内容工艺装备技术要求工时定额(min)1 2 3 4 检查右曲柄的方孔内壁及曲柄方体部无附着物,然后将曲柄用木锤敲入方孔内壁拧入止退螺母,用套筒扳手紧固装上螺母端盖将左曲柄与右曲柄成180度方向,用同样方法装于中轴棍左端木锤14mm套筒扳手扭力扳手两曲柄方向相反紧固扭矩不小于30N.m链轮端面跳动量不大于2mm设计(日期)审核(日期)标准化(日期)会签(日期)批准(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期有限公司装配工序卡片产品型号零件图号H01-16-00 H01-2392-004产品名称电动自行车零件名称中轴共1页第1页工序号 4 工序名称前后泥板装配车间总装工段总装设备总装线工序工时3min工序号工步内容工艺装备技术要求工时定额(min)1 2 3 4 装配前泥板取M6*35螺丝装上垫图把前泥板装上装配后泥板(1)把后泥板插入后三角架内,使其前端的安装孔与平叉接片安装孔对齐,用M5*10螺丝初步固定,注意应先固定平叉上的螺丝(2)在立叉接片上用M5*10螺丝初步固定后泥板(3)调整后泥板安装角度,把平、立叉接片上螺丝拧紧2#十字螺丝刀2#十字螺丝刀泥板无明显扭曲、偏斜现象紧固件应无松动设计(日期)审核(日期)标准化(日期)会签(日期)批准(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期有限公司装配工序卡片产品型号零件图号H01-05-00 H01-2392-005产品名称电动自行车零件名称后轮共1页第1页工序号 5 工序名称链条装配车间总装工段总装设备总装线工序工时3min工序号工步内容工艺装备技术要求工时定额(min)1 装配链条(1)将链条突出销头的一端放在后链轮上,此时链条向外(2)将链条的另一端穿过飞轮,一直到后平叉的下侧(3)把链条两端用链条弹簧片连接弹簧片应装在外侧,开口端应与运动方向相反设计(日期)审核(日期)标准化(日期)会签(日期)批准(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期有限公司装配工序卡片产品型号零件图号H01-2392-006产品名称电动自行车零件名称共1页第1页工序号 6 工序名称前轮、前闸装配车间总装工段总装设备总装线工序工时3min工序号工步内容工艺装备技术要求工时定额(min)1 2 装配前轮(1)松开前轴螺母,将前轮轴分别插入前叉两侧内(2)将有泥板支辊固定孔插入前轴两端(3)调整叉腿内侧与车圈左右侧面之间间隙,使之相等,拧紧前轮回转灵活且无松动装配前闸(1)取M5内六角螺栓套上垫圈,把前闸分别拧在前叉两螺孔内(2)调整左右闸皮,使之与轮辋受闸部平行,高低一致(3)拧紧左右两侧前闸闸皮自由梅花扳手扭矩扳手内六角扳手内六角扳手前轮与前叉相对偏差不大于2mm紧固力矩不小于18N.m紧固件无松动设计(日期)审核(日期)标准化(日期)会签(日期)批准(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期有限公司装配工序卡片产品型号零件图号H01-2392-007产品名称电动自行车零件名称共1页第1页工序号7 工序名称后轮、后闸、支架装配车间总装工段总装设备总装线工序工时3min工序号工步内容工艺装备技术要求工时定额(min)1 23 4 将后闸套在后轮轴上,轴两端套垫片。
电动自行车生产工艺流程图
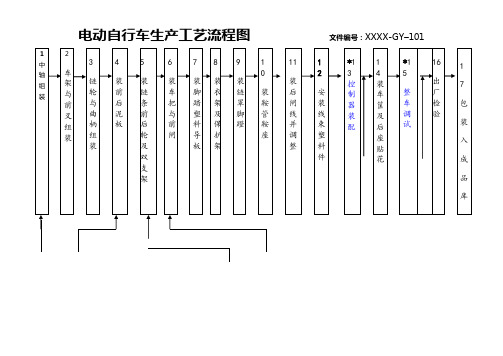
电动自行车生产工艺流程图文件编号:XXXX-GY–101
中轴组装
2
车架与前叉组装
3
链轮与曲柄组装
装前后泥板
5
装链条前后轮及双支架
6
装车把与前闸
7
装脚踏塑料导板
8
装衣架及保护架
9
装链罩脚蹬
10
装鞍管鞍座
11
装后闸线并调整
12
安装线束塑料件
*13控制器装配
14装车筐及后座贴花
*15
整车调试
16
出厂检验
17包装入成品库
安装车架碗前叉下档
前后泥板组合
内外胎组合
飞轮抱闸组合
车把组合
组装电池盒
返工返修
*重点工序质控点
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号签字源自日期标记处数更改文件号
签字
日期
电动车装配工艺流程
电动车装配工艺流程英文回答:As an assembly line worker in an electric vehicle manufacturing plant, my job involves following a specific process to assemble electric bikes. The assembly process is designed to ensure efficiency and quality. It begins with the preparation of all the necessary components and tools.First, I gather all the required parts, such as the frame, battery, motor, wheels, and handlebars. Each component is carefully inspected for any defects or damage. This step is crucial to ensure that the final product meets the highest standards.Next, I start the assembly process by attaching the frame to the workbench. I then proceed to install the motor onto the frame, making sure it is securely fastened. After that, I connect the battery to the motor, ensuring the proper electrical connections are made.Once the motor and battery are in place, I move on to installing the wheels. This involves attaching the wheels to the frame using bolts and making sure they are properly aligned. I also check the tire pressure to ensure it meets the recommended specifications.After the wheels are installed, I focus on the handlebars. I attach them to the frame and make sure they are securely tightened. Additionally, I check the brake system, ensuring it is properly connected and functioning correctly.With the major components in place, I then proceed to connect the electrical wiring. This includes connecting the motor to the control panel and ensuring all the wires are properly insulated and secured. I also test the electrical system to ensure it is functioning correctly.Finally, I conduct a thorough inspection of the assembled electric bike. I check for any loose bolts, misalignments, or defects. If any issues are found, I makethe necessary adjustments or replacements. Once the inspection is complete, the electric bike is ready for the final quality control check before it is packaged and shipped to the customer.中文回答:作为一名电动车制造厂的装配线工人,我的工作包括按照特定的流程组装电动自行车。
电动自行车生产工艺流程图
安装车架碗前叉下档
前后泥板组合
内外胎组合
飞轮抱闸组合
车把组合
组装电池盒
返工返修
*重点工序质控点
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
电动自行车生产工艺流程图
电动自行车生产工艺流程图文件编号:XXXX-GY–101
中轴组装
2
车架与前叉组装
3
链轮与曲柄组装
装前后泥板
5
装链条前后轮及双支架
6
装车把与前闸
7
装脚踏塑料导板
8
装衣架及保护架
9
装链罩脚蹬
10
装鞍管鞍座
11
装后闸线并调整
12
安装线束塑料件
*13控制器装配
14装车筐及后座贴花
*15
电动自行车生产工艺流程图
前后泥板组合
内外胎组合
飞轮抱闸组合
车把组合
组装电池盒
返工返修
*重点工序质控点
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
ቤተ መጻሕፍቲ ባይዱ处数
更改文件号
签字
日期
电动自行车生产工艺流程图文件编号:XXXX-GY–101
中轴组装
2
车架与前叉组装
3
链轮与曲柄组装
装前后泥板
5
装链条前后轮及双支架
6
装车把与前闸
7
装脚踏塑料导板
8
装衣架及保护架
9
装链罩脚蹬
10
装鞍管鞍座
11
装后闸线并调整
12
安装线束塑料件
*13控制器装配
14装车筐及后座贴花
*15
整车调试
16
出厂检验
17包装入成品库
电动车生产工艺

工艺设计过程
–
电动车车身制造三大工艺定义及特点
在四轮电动车制造业中,焊装、涂装、总装合为三大核心 技术(即三大工艺)。从结构上看,四轮电动车属于有骨架车身, 它的生产工艺流程大致为:
白车身
焊接总成 ……
焊 装
涂 装
油 漆 车 身
总 装
底盘件 电器件
车身附件 ……
整 库车 入
焊工艺
焊装工艺
– 冲压好的车身板件局部加热或同时加热、加压而接
合在一起形成车身总成。在电动车车身制造中应用 最广的是点焊,焊接的好坏直接影响了车身的强度。
焊装线
焊接机器人
焊装工艺
焊接方式 典型应用实例
点焊 电阻焊
车身主体总成、车身侧围总成
凸焊
螺母
CO2保护焊、氩弧焊
车身总成
焊装工艺
点焊:通过导电,电阻加热,金属熔合。 点焊的过程:预压-焊接-保压-休止。 点焊相关工艺参数:电流/电压/电极压力/焊接时间/电极直 径等。 点焊设备:固定式点焊机,移动式点焊机,包括:供电系统(变 压器和二次回路)、焊具部分(机臂、电极夹持器、电极)、加 压机构(气压、液压等)、冷却系统、机体等。 CO2气体保护焊接:一种熔化极气体保护电弧焊接法,利用焊丝 与工件间产生的电弧来熔化金属,由CO2作为气体保护气,并采 用光焊丝填充。 焊接工艺参数:电源极性/焊丝直径/电弧电压/焊接电流/气 体流量/焊接速度/焊丝伸出长度/直流回路电感等。
打磨及干燥
点补中涂
检查修饰 或返修
打磨 抛光
装配
烘干
喷面漆
上件及擦净
打磨并干燥
总装工艺
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电动自行车生产工艺流程图文件
编号:XXXX-GY–101
1
中
轴
组
装
2
车
架
与
前
叉
组
装
3
链
轮
与
曲
柄
组
装
4
装
前
后
泥
板
5
装
链
条
前
后
轮
及
双
支
架
6
装
车
把
与
前
闸
7
装
脚
踏
塑
料
导
板
8
装
衣
架
及
保
护
架
9
装
链
罩
脚
蹬
10
装
鞍
管
鞍
座
11
装
后
闸
线
并
调
整
12
安
装
线
束
塑
料
件
*13
控
制
器
装
配
14
装
车
筐
及
后
座
贴
花
*15
整
车
调
试
16
出
厂
检
验
17
包
装
入
成
品
库
2.1/2.2
安装车架碗前叉下档4.1
前后泥
板组合
5.1
内外胎
组合
5.2
飞轮抱
闸组合
6.1
车把
组合
13.1
组装电
池盒
16.1返
工返修
*重点工序质控点
设计(日期)审核
(日
期)
标准化
(日期)
批准
(日
期)
标记处
数
更改
文件
号
签
字
日
期
标
记
处
数
更改
文件
号
签
字
日
期。