波峰焊评估
【采购管理】如何评估及采购波峰焊测温仪-TemperaturePr
板上前端左右各一根,伏到板下;板上一根;其余的线放到元件上。
可测量参数(五个):焊接温度/板下温度、板上温度、平行度、触波 时间和链速
如何评估和采购波峰焊测温仪
武会明
评估及采购的流程
工程评估
制程需求 产品特点 熟悉度
→
采购流程
价格
性价比
↓
服务
定单
←
厂商
技术
品质
支持
工程评估-制程需求
OEM工厂生产的无铅化,焊接温度升高,对元件、波峰炉 及相关设备的影响很大。如何在现有的条件下,实现生产 的高效率、高良率,成为工程师的重点考虑内容。 Solderstar测温仪于2002年开始正式生产销售,所有产品 的设计理念都直接源于无铅技术。公司特别推出了无铅波 峰焊焊接的专用软件及工具,所有设计和生产都是以无铅 技术为核心,为客户服务。 Solderstar坚信与客户同成长,共发展的信念,不仅要为 客户提供优良的产品,更重要的是完善的服和技术支持, 把先进的工艺理念与每个客户分享,以促进客户的发展为
等级
A级品 B级品 C级品 特殊品
外表面材质
特伏隆/玻璃纤维 特伏隆/玻璃纤维 特伏隆/玻璃纤维 钢管/高温陶瓷管
测量板下温度(即焊接温度)有利于我们直观地了解焊接的好坏。
板上温度
在Solderstar专业的波峰焊软件中,可以帮您测量两个精确的板上温 度,一个是浸润区的板上最高温度,测量它可以准确了解主板焊接前 的吸热总量,避免出现热量不足或过热,而对焊接造成不良影响,还 可以了解元件的吸热状态,避免吸热过度造成元件部分受损,而这一 问题是一般的检测仪器无法检测出来的,我们可以通过控制温度来预 防它的出现。
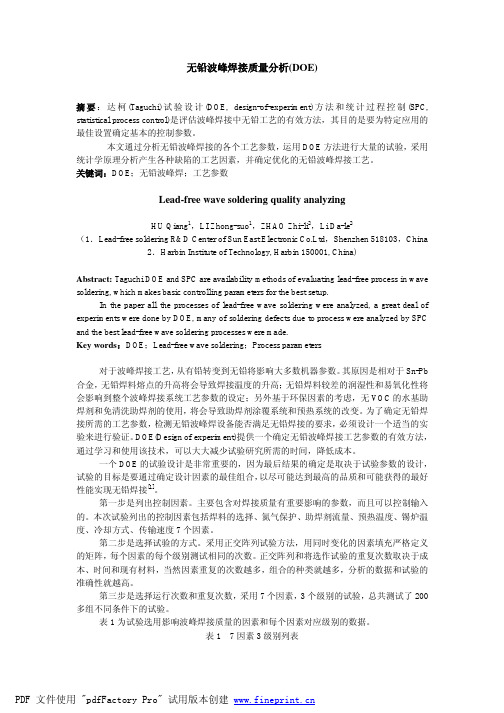
☆无铅波峰焊接质量分析(DOE)
PDF 文件使用 "pdfFactory Pro" 试用版本创建
因素编号 A B C D E F G
因素
级别 1
级别 2
焊料
Sn0.7Cu
Sn3.8Ag0.7Cu
氮气
2
1
2
1
2
1
1
10
PDF 文件使用 "pdfFactory Pro" 试用版本创建
3
1
2
1
1
3
3
26
4
2
2
1
2
1
1
6
从无铅波峰焊接工艺方面考虑,产生桥连的主要因素有以下几个方面:
1)从表中可以看出,桥连现象出现在无铅焊料 Sn-0.7Cu 中的几率高于无铅焊料 Sn-Ag-Cu,这种现象由无铅焊料本身的性质决定的。在相同的焊接温度下,由于 Sn-0.7Cu 焊料的润湿性比 Sn-Ag-Cu 要弱,而且其液态焊料的流动性要差,故在波峰焊接过程中更容 易产生桥连缺陷。
2.Harbin Institute of Technology, Harbin 150001, China)
Abstract: Taguchi DOE and SPC are availability methods of evaluating lead-free process in wave soldering, which makes basic controlling parameters for the best setup.
开(O2800ppm) 关
助焊剂流量(ml/min) 20
宁波德业科技波峰焊环评报告
宁波德业科技波峰焊环评报告
宁波德业科技是一家专注于波峰焊技术的企业,拥有丰富的经验和领先的技术水平。
在进行波峰焊环评报告时,我们需要关注以下几个方面:波峰焊的原理与应用、环境影响评价、环境保护措施、环境风险评估等。
一、波峰焊的原理与应用
波峰焊是一种常见的电子组装焊接技术,适用于各种电子元器件的焊接。
它的原理是通过借助电磁感应产生的磁场,使焊接件与焊锡熔融并连接。
波峰焊具有高效、高质量的特点,广泛应用于电子制造业。
二、环境影响评价
在进行波峰焊环评报告时,我们需要对其环境影响进行评价。
波峰焊过程中,焊锡会释放出一定的挥发性有机物(VOCs),对环境产生一定的污染。
我们需要对VOCs的种类、浓度和排放量进行监测和评估,以了解其对环境的潜在影响。
三、环境保护措施
为了减少波峰焊对环境的影响,宁波德业科技采取了一系列环境保护措施。
例如,我们在生产线上安装了高效的排风系统,及时排除焊接过程中产生的有害气体。
同时,我们还使用了低挥发性焊锡和环保型溶剂,减少VOCs的排放。
四、环境风险评估
在波峰焊环评报告中,我们还需要进行环境风险评估。
波峰焊过程中,由于焊锡熔点较低,存在着火灾和爆炸的风险。
因此,我们需要对火灾和爆炸的潜在风险进行评估,并制定相应的安全措施,确保生产过程的安全。
宁波德业科技对波峰焊环评报告非常重视。
我们通过对波峰焊的原理与应用、环境影响评价、环境保护措施、环境风险评估等方面的分析,全面了解波峰焊对环境的影响,并采取相应的措施进行环境保护。
我们将持续改进和优化技术,为客户提供更加环保和可持续的解决方案。
波峰焊实验报告(3篇)

第1篇一、实验目的1. 了解波峰焊的基本原理和工艺流程。
2. 掌握波峰焊设备的使用方法和操作技巧。
3. 分析波峰焊过程中可能出现的问题及解决方法。
4. 评估波峰焊焊接质量,并对其进行优化。
二、实验原理波峰焊是一种利用熔融焊锡液在特定形状的波峰中,对电子元件进行焊接的工艺。
其原理是将熔融的焊锡液通过泵压作用喷出,形成波峰状态,然后将装有元器件的PCBA板通过波峰,使焊锡液润湿焊区并进行扩展填充,最终实现焊接过程。
三、实验材料与设备1. 实验材料:PCBA板、电子元件、焊锡条、助焊剂等。
2. 实验设备:波峰焊机、预热器、焊锡槽、温度控制器、放大镜等。
四、实验步骤1. 准备工作:将PCBA板和电子元件按照设计要求进行安装,并检查焊盘的清洁度。
2. 预热:启动预热器,将PCBA板预热至设定温度。
3. 波峰焊:打开波峰焊机,调整焊锡槽温度至设定值,使焊锡液达到熔融状态。
将预热后的PCBA板通过波峰焊机,使焊锡液润湿焊区并进行扩展填充。
4. 冷却:将焊接后的PCBA板放置在冷却台上,等待其自然冷却。
5. 检查:使用放大镜检查焊接质量,包括焊点饱满度、焊点间距、焊点外观等。
五、实验结果与分析1. 焊接质量:通过检查,发现大部分焊点饱满度良好,焊点间距符合设计要求,焊点外观光滑。
2. 问题分析:(1)部分焊点存在气孔:分析原因是助焊剂使用不当,导致焊锡液无法充分润湿焊区。
(2)部分焊点存在虚焊:分析原因是预热温度过低,导致焊锡液未能充分熔化,无法形成良好的焊点。
(3)部分焊点外观不平整:分析原因是波峰焊机喷雾不均匀,导致焊锡液无法均匀填充焊区。
六、实验结论与建议1. 实验结论:波峰焊是一种高效的焊接工艺,能够实现高速连续焊接,提高生产效率。
但在实际操作过程中,需要注意以下问题:(1)选用合适的助焊剂,确保焊锡液能够充分润湿焊区。
(2)控制预热温度,使焊锡液充分熔化,形成良好的焊点。
(3)调整波峰焊机喷雾,确保焊锡液均匀填充焊区。
波峰焊检验标准
波峰焊检验标准
《波峰焊检验标准》
嘿呀,咱今天就来说说波峰焊检验标准这回事儿哈。
我记得有一次去工厂参观,就看到工人们在进行波峰焊的操作呢。
那场面,还挺有意思的。
我就凑过去看,那机器“嗡嗡”地响着,锡液在里面翻滚着,就像一锅煮沸的粥似的。
然后板子就顺着传送带过来啦,经过波峰焊之后,那上面就有了一层亮亮的锡。
这时候检验就开始咯!首先得看看焊点是不是饱满呀,可不能有那种瘪瘪的或者歪歪扭扭的焊点,那就像长歪了的牙齿一样,多难看呀!还要看看有没有漏焊的地方,这就好比是掉了颗牙齿,那可不行。
再仔细瞅瞅有没有锡珠溅得到处都是,要是有,那可就像脸上长了麻子似的,不美观呀。
然后呢,还要检查焊接的牢固程度,轻轻掰一掰,看看会不会轻易就掉了,这要是不牢固,那产品用着用着出问题了可咋整。
还有呀,看看板子上有没有被锡液弄脏的地方,得保持干净整洁嘛。
总之呀,波峰焊检验标准可重要啦,就像我们挑水果一样,得挑个好的,不能有瑕疵。
只有严格按照标准来检验,才能保证产品的质量过硬呀!这就是我对波峰焊检验标准的一点小观察和体会啦,嘿嘿。
所以呀,不管啥时候,都得重视这个波峰焊检验标准,这样才能做出好产品,让大家都放心使用呢!。
波峰焊评估
波峰焊评估以波峰焊评估为标题,我们将从以下几个方面来探讨波峰焊的评估方法和相关的内容。
一、波峰焊的概述波峰焊是一种常见的焊接方法,主要用于将电子元器件与印刷电路板(PCB)进行连接。
它利用波峰焊机将焊锡融化并形成波峰,然后将元器件逐个浸入波峰中进行焊接。
波峰焊具有高效、稳定、可靠的特点,被广泛应用于电子制造业。
波峰焊评估是保证焊接质量和产品可靠性的重要环节。
通过评估,可以及时发现焊接缺陷和问题,并采取相应的措施加以改进。
波峰焊评估可以从焊接工艺参数、焊接质量和焊接可靠性等多个方面进行。
三、波峰焊评估的方法1.焊接工艺参数评估焊接工艺参数是影响焊接质量的关键因素,通过评估这些参数的合理性和稳定性,可以确保焊接质量的一致性。
常用的评估方法包括:焊接温度的监测和控制、焊接速度的控制、焊锡合金成分的分析等。
2.焊接质量评估焊接质量评估是判断焊接接头是否合格的重要手段。
常用的评估方法包括:焊接接头的外观检查、焊接接头的力学性能测试、焊接接头的电学性能测试等。
这些评估方法可以有效地检测焊接接头的缺陷和问题,如焊裂、焊渣、焊缺等。
3.焊接可靠性评估焊接可靠性评估是评估焊接接头在实际使用中是否能够满足要求的关键环节。
常用的评估方法包括:焊接接头的可靠性测试、焊接接头的可靠性分析、焊接接头的寿命预测等。
这些评估方法可以帮助我们了解焊接接头的寿命和可靠性,并采取相应的措施进行改进和优化。
四、波峰焊评估的挑战和解决方案波峰焊评估面临着一些挑战,如焊接接头的复杂性、焊接接头的多样性、焊接接头的可靠性要求等。
为了解决这些挑战,可以采取以下一些措施:1.优化焊接工艺参数,确保焊接接头的质量和可靠性。
2.加强焊接接头的检测和测试,及时发现和修复焊接缺陷。
3.引入先进的焊接设备和技术,提高焊接接头的质量和可靠性。
4.加强人员培训和技能提升,提高焊接操作的准确性和稳定性。
五、结论波峰焊评估是保证焊接质量和产品可靠性的重要环节。
通过评估焊接工艺参数、焊接质量和焊接可靠性等多个方面,可以及时发现和解决焊接缺陷和问题。
合明科技分享波峰焊接中由助焊剂所引发的缺陷现象及助焊剂在波峰焊接中的作用机理和综合能力评估
考察出来。
4.2 如何理解助焊剂的腐蚀性 从化学角度看,每一种有效的助焊剂均必然在某种程度上具有腐蚀性,否则,它就不能从被焊表面清洗
掉氧化膜。我们所说的腐蚀性关注的是指在完成钎接后在装配件上残留的助焊剂及其残余物的化学危险性,并由
此而确定助焊剂的理化指标要求。
5 波峰焊接用助焊剂的特性要求及其能力的评估
充分关注的。
⑵ 保护功能:在上述分析中可见助焊剂在波峰焊接过程中的另一个极为重要的作用是助焊剂的保护功能。保
护功能的实现在松香型助焊剂中是通过松香这一媒介来实现的,而在免清洗助焊剂中则是通过高沸溶剂这一媒质
来贯彻始终的。免清洗助焊剂中保护功能的强弱对波峰焊接的成败关系很大。而且该功能必须通过上机运行才能
5.1
供方应提供的能力指数
序项
目
指标要求
备注
5.1.1 号
理化指标:
1 外观
体
2 气味 按表 1 3 固体含量(wt%) 记录。 4 卤素含量
无刺激性气味 ≤2 %
0
5 密度 (g / cm 20℃) 0.800~0.820
供方每批提交的产品均应 规定提供完整的理化分析
表 1 理化指标要求
6 PH值
表 2 助焊剂的应用工艺数椐
5.2 使用方的动态能力试验(使用方验收试验)
使用方按特定的动态能力试验工艺规范(可由供方和用方共同协商确认),按照供方提供的应用数据,上
机进行焊接试验,助焊剂应确保下列要求:
⑴ 对金属化孔透焊性良好;
⑵ 焊接缺陷率低;
⑶ 焊点洁净、轮廓敷形好;
⑷
PCB 板 面 的 清 洁 度 ( 助 焊 剂 残 留 物 、 颗 粒 物 、 氯 化 物 、 碳 化 物 和 白 色 残 留 物 ) 应 符 合
波峰焊评估
以下四种机型选择的是国内品牌常见的波峰焊设备 厂商 设备型号 价格
深圳市劲拓自动化 东莞市科隆威自 设备有限公司 动化设备有限公 司 WS-350/450 FLW-MD300
日东电子科技(深圳) 有限公司 FM-350
设备基 本参数
外型尺寸(L*W*H) 操作系统
300mm L--R/R--L
50-450(W)--120(H)mm L--R 750±20mm
PCB资料
pcb板传送方向 pcb板传送高度 pcb板过锡角度
5-7度 此种型号的市场使用 少,网上还基本无相关 资料可查询。
4-7度
设备使用
设备交货时间
市场占有率较高
市场占有率较高
备性价比对照表
深圳和西电子设备有限 公司 WS-350PC-LF
150min(setting 260℃)
率
启动功率 正常功率 传输速度 傳送系統調節寬度
26KW 12KW 300-2000mm/min
30kw 8kw 100-2000mm/min
36kw 8.5kw 500-1800mm/min
运输系统
pcb板尺寸
80*60mm--500*350mm L--R/R--L 750±20mm 4-7度
5kw传输速度3002000mmmin1002000mmmin5001800mmmin傳送系統調節寬度功率运输系统和西劲拓日东和科隆威波峰焊设备性价比以下四种机型选择的是国内品牌常见的波峰焊设备控制系统喷雾系统预热系统焊接系统冷却系统pcb板尺寸8060mm500350mm300mm50450w120hmmpcb板传送方向lrrllrrllrpcb板传送高度75020mm75020mmpcb板过锡角度47度57度47度市场占有率较高此种型号的市场使用少网上还基本无相关资料可查询
小型波峰焊机评估报告
小型波峰焊机评估报告
概述
一、性能评估
1.焊缝质量:小型波峰焊机能够实现高质量的焊缝,焊接出的电子元器件具有良好的接触性能和可靠性。
2.焊接速度:小型波峰焊机具备较高的焊接速度,可以提高工作效率和生产能力。
3.自动化程度:小型波峰焊机采用了先进的自动控制技术,能够实现自动化的焊接过程,减少人工操作工序,提高生产效率。
二、优点评估
1.高质量焊接:小型波峰焊机通过波峰焊接技术,能够实现焊接过程中的准确控制,从而保证焊接质量。
2.高效生产:小型波峰焊机具备较高的焊接速度和自动化程度,能够提升生产效率,减少人工工序,降低生产成本。
3.环保节能:小型波峰焊机采用先进的焊接技术,能够减少焊接过程中的能量消耗和焊接烟尘排放,符合环保要求。
三、缺点评估
1.价格较高:小型波峰焊机相比传统焊接设备价格较高,对于预算有限的企业而言可能会增加设备投资成本。
2.技术要求较高:使用小型波峰焊机需要熟悉相关的焊接技术,对于操作人员的要求较高,需要一定的技术培训和经验积累。
四、适用场景评估
五、结论
小型波峰焊机是一种适用于电子制造行业的高质量焊接设备,具备高效生产、环保节能等优点。
但价格较高、技术要求相对较高是其缺点。
在适用场景方面,小型波峰焊机适合于对焊缝质量要求较高的产品,并且适用于中小型电子制造企业。
最终是否选择小型波峰焊机需根据企业的实际需求和预算进行权衡决策。
关于波峰焊助焊剂评估体系的建立
波峰 焊助焊 剂是用 于 电子 组装 与加工 的最 主要 电子 辅助材料 ,其质量 的好坏 直接 决定 了后续产品的可靠性 。 如何选择 一款合 适的并 与之工艺 相适应 的助焊剂 是一个 较复杂 的过程 ,如何选 择检测合 格 、兼容 性 良好 、工艺 试验 良好的助焊 剂 ,需要 对所选 助焊剂搭 建长期有 效 的 评估体系 。
此项评 估最 优的是 :板面 干净 .残 留少 ,残 留是一 层薄薄的透明的保护膜 。经刮掉测试其残 留,为松香结构 。
当残 留中含有 卤素及 有机 酸是拒 收的 ,若 助焊剂是 无 卤 (Halogen free)产 品 ,而残 留 出现 卤素 ,则需要 考 虑与油墨的兼容性 。
1.2.2焊接后 PCB板而离子 清洁度 主要考 察影 响焊接后 的导 电性 ,离 子含量超 标 ,有 可能在潮湿的条件下导致离子 间的相互移 动而造成 导电 , 参 照美国 GE(通用 )公 司对 PCB表面离子清洁度要求为: 氯离子残 留含量必须 小于 5.5 ug/in ,各 离子 总含量
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
300mm L--R/R--L
50-450(W)--120(H)mm L--R 750±20mm
PCB资料
pcb板传送方向 pcb板传送高度 pcb板过锡角度
5-7度 此种型号的市场使用 少,网上还基本无相关 资料可查询。
4-7度
设备使用
设备交货时间
市场占有率较高
市场占有率较高
备性价比对照表
深圳和西电子设备有限 公司 WS-350PC-LF
4450*1420*1500 XP操作系统 西门子PLC+联想电脑双软件控制 支持3条温度曲线测试 0.25Mpa-0.5Mpa 10-100ml/分钟 6L 1800mm(4段2温控) PID&SSR控制 ±1℃ 14.4kw 30min 红外预热(标配), 热风预热(选项 450kg 12KW PID+SSR模式 2.5H ±1℃ 2P 可调式大功率风冷系统 4-6度/秒 25
150min(setting 260℃)
冷却系统
冷却方式 冷却速率
强制风冷
功率
启动功率 正常功率 传输速度 傳送系統調節寬度
26KW 12KW 300-2000mm/min
30kw 8kw 100-2000mm/min
36kw 8.5kw 500-1800mm/min
运输系统
pcb板尺寸
80*60mm--500*350mm L--R/R--L 750±20mm 4-7度
和西、劲拓、日东和科隆威波峰焊设备性价比对照
以下四种机型选择的是国内品牌常见的波峰焊设备 厂商 设备型号 价格
深圳市劲拓自动化 东莞市科隆威自 设备有限公司 动化设备有限公 司 WS-350/450 FLW-MD300
日东电子科技(深圳) 有限公司 FM-350
设备基 本参数
外型尺寸(L*W*H) 操作系统
4430*1620*1710 windows 7 PLC+电脑
4300*1350*1720 windows 7
36000*1500*1700
控制系统
控制系统 温度曲线测试功能 松香喷雾气压
全电脑控制 支持温度曲线测试
0.25Mpa-0.4Mpa 10-100ml/min
5-6kgf/cm2 10-100ml/min 20L 18L 1800mm(3段)
0-2000mm/min 50-350mm
400mm
有一定的市场占有率
喷雾系统
松香喷雾流量 松香容积 预加热区长度 溫度控制方式 温度控制精度
1800mm(3段) PID&SSR控制
1800mm(600mm*3)
预热系统
预热功率 预热升温时间 pcb预热方式 锡炉容量 锡炉功率
12kw PID+SSR模式 180min(setting 250℃) 15min(setting 150℃) 微热风/红外 400kg
热风(25℃-170)17min 4.4KW/H 红外(25℃-170)10min (25℃-170)10min 热风/红外 500kg (25℃-260) 2.5h 总耗30KW 保持260 1.8KW/H 3.2KW/H
焊接系统
锡炉控制方式 锡炉升温时间 锡炉控温精度 冷却功率