中国船级社(CCS)《材料与焊接规范》2012年修改通
CCS船级社认可试验大纲
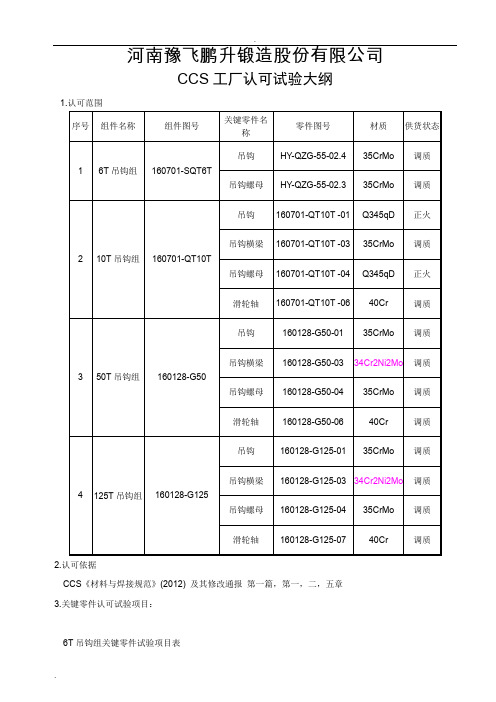
河南豫飞鹏升锻造股份有限公司CCS工厂认可试验大纲1.认可范围2.认可依据CCS《材料与焊接规范》(2012) 及其修改通报第一篇,第一,二,五章3.关键零件认可试验项目:6T吊钩组关键零件试验项目表10 T吊钩组关键零件试验项目表50 T吊钩组关键零件试验项目表125 T吊钩组关键零件试验项目表注:×表示适用,—表示不适用3.1化学成份分析化学成分:C,Si,Mn,S,P,Cr,Ni,Mo,Cu,及其他细化晶粒元素(标示Nb,V,Ti,Al)等。
化学成分包括钢锭熔炼样成分、钢锭成分及成品成分。
在钢锭和成品上分别化学成份样。
钢锭进厂进行复检,锻造完成后进行成品复检。
成分范围应符合《材料与焊接规范》(2012)及GB/T10051-2010标准的要求;成分偏差符合GB222要求。
6T吊钩组关键零件10T吊钩组关键零件50T吊钩组关键零件125T吊钩组关键零件3.2 力学性能试验项目和验收指标:试验结果应符合CCS《材料与焊接规范》(2012)第1篇第5章相关要求及GB/T10051-2010标准的要求,即如下表:6T吊钩组关键零件10T吊钩组关键零件50T吊钩组关键零件125T吊钩组关键零件参考标准:GB/T228《金属材料室温拉伸试验方法》GB/T229《金属材料夏比缺口冲击试验方法》GB/T231.1《金属布氏硬度试验第一部分试验方法》3.3超声波无损检测在机加工到适当阶段和最终热处理后,应对锻钢件进行超声波检测,锻件的超声波检测的质量等级评定不低于标准JB/T5000.15-2007表1规定的Ⅱ级;锻件的磁粉检测的质量等级符合标准JB/T5000.15-2007规定。
3.4表面质量与几何尺寸检查按CCS规范及标准GB908-87检查。
锻件应无有害的缩孔、裂纹、疤痕、折叠或其他非理想现象。
4力学性能试样形状和尺寸等说明4.1 试验用锻件的试样均从锻件本体上取得,按CCS材料规则确定的部位、尺寸进行取样,试样上将保留验船师留下的钢印,按CCS规范要求制作试验试棒,进行拉伸、冲击试样的制备加工和性能检测,均提供验船师确认。
6.8米 海巡艇《焊接规格明细表》

船底纵骨与实肋板
2
4
3-100 ̄/(100)
10
中内龙骨与横舱壁
1
4
3
3—100(100)
11
船底纵骨与横舱壁
1
4
3
3—100(100)
12
首、尾尖舱内肋板与外板
2
4
3-100 ̄/(100)
13
船底纵骨与外板
3
3
3-80 ̄/(100)
(二)
舷侧骨架
1
舷侧肋骨与外板
2
4
3-100 ̄/(100)
2
舷侧纵骨与外板
3
3
3-80 ̄/(100)
3
舭肘板与实肋板
1
4
3
3—100(100)
序号
连接构件名称
焊缝级数
最小板厚
焊缝规格
4
舭肘板与外板
1
4
3
3—100(100)
(三)
甲板及其支承结构
1
强横梁与甲板
2
4
3-100 ̄/(100)2ຫໍສະໝຸດ 甲板纵桁与甲板板3
4
3-80 ̄/(100)
3
甲板纵桁面板与其腹板
3
4
3-80 ̄/(100)
3、各种构件的切口、切角、开孔的端部应为包角焊接,对于本船板厚小于12mm时,其包角焊长度不小于50mm。
4、各种构件对接接头的两侧均应有一段对称的角焊缝,其长度应不小于75mm。
七、主要部位的焊接和焊缝质量检查按照规范有关规定执行。
4
甲板纵桁与横舱壁
2
4
3-100 ̄/(100)
5
甲板纵骨与甲板
3
ccs材料与焊接规范2012

ccs材料与焊接规范2012CCS 材料与焊接规范2012 是中国船级社发布的一套材料和焊接规范。
规范分为两个部分:材料规范和焊接规范。
其中材料规范涵盖了钢铁、铝合金、镍合金等无机材料,并对其质量标准、化学成分、机械性能等进行了详细阐述;而焊接规范则对钢结构、铝结构、镍合金结构的焊接技术、焊接工艺进行了规范,目的是确保焊接质量,保证船舶在使用过程中的安全性和可靠性。
材料规范部分材料规范部分主要分为两个方面:钢铁和铝合金。
对于钢铁材料的规范,CCS 材料与焊接规范2012 详细规定了不同种类钢铁的化学成分限制、机械性能指标、冲击功、硬度等标准,以及对这些标准的检测方法和要求。
对于铝合金材料,规范则规定了不同种类铝合金的化学成分限制、机械性能指标、铝合金的可耐蚀性等标准。
同时,规范也对材料的表面质量、外观、尺寸、重量和标记等进行了规定。
焊接规范部分焊接规范部分也分为三个方面:钢结构、铝结构和镍合金结构的焊接。
对于钢结构的焊接,规范对焊接前的准备工作、焊接前的联接和拼装、焊接工艺和焊接参数等进行规定,同时还对焊接质量的评定、焊接后的试验和检验等进行了详细的说明。
对于铝合金和镍合金的焊接也是规范中比较重要的部分。
在这部分规范中,CCS 材料与焊接规范2012 对铝合金和镍合金的焊接材料、组织和成分进行了规定,并对铝合金与铝合金、镍合金与镍合金、铝合金与镍合金的焊接类型和焊接方法进行了区分和说明。
总结CCS 材料与焊接规范2012 的出现,对于船舶工程实施起了重要的规范作用。
通过统一材料和焊接的标准,提高了船舶的制造质量和可靠性,同时缩短了船舶的制造周期和降低了制造成本。
因此,CCS 材料与焊接规范2012 的实施,深刻影响了中国船舶工业的发展,也对中国船舶工程的地位和影响力产生了积极的推动作用。
材料与焊接规范简述资料

关于钢板、扁钢与型钢的一般规定
此规定适用于船体、机械、锅炉和受压容器及海洋工程等所用的
钢板、扁钢和型钢。当使用不同于本章规定的钢材时,应将其化学成 分、脱氧方法、交货状态和力学性能等资料提交CCS认可。
制造
1 所有钢材,均应由经CCS认可的钢厂按认可的工艺、钢种和等
级进行生产。进行工厂认可或型式认可时,CCS可要求进行冷、热加工
认可形式的试验机上进行操作。试验机应保持良好而准确的
状态,并至少每年一次由CCS承认的机构或组织进行校验。
试验机的校验应按CCS承认的标准进行,被校准的试验机应
能溯源到国家基准。
拉伸试验
冲击试验
弯曲试验
Z向拉伸试验
管材延性试验
不锈钢晶间腐蚀试验
金属材料裂纹尖端张开位移( C T O D )试验
材料与焊接规范
《材料与焊接规范》是中国船级社规范体系
中的一份材料和焊接方面的基础性规范。为中 国船级社大部分结构或建造规范所引用。由于 新型材料的出现及采用,规范在不断的修订更 新,最新的修订于2009年7月1日正式生效。
造船所用金属材料在使用之前,一般需要经过以下的
性能试验。所有试验应由合格的试验人员按规定的程序在已
定位焊的数量应尽量减少,定位焊缝应具有足够的高度。其长度,对 一般强度钢,应不小于30mm;对高强度钢,应不小于50mm。定位焊 的质量应与施焊的焊缝质量相同。有缺陷的定位焊应在施焊前清除干 净。
焊缝末端收口处应填满弧坑,以防止产生弧坑裂纹。如采用自动焊, 一般应使用引弧板和熄弧板。
进行多道焊时,在下道焊接之前,应将前道焊渣清除。 除CCS特别同意外,对有焊透要求的焊缝,在焊接第二面焊缝前应进行
中国船级社材料与焊接规范
中国船级社材料与焊接规范中国船级社(China Classification Society)是一家海事船舶分类社,其成立于1956年。
作为中国唯一一家具备船舶分类资质的组织,中国船级社事关着中国船舶行业的安全与发展。
其中,中国船级社材料与焊接规范,作为中国船舶制造业发展过程中的重要组成部分,其重要性不言而喻。
一、中国船级社材料规范中国船级社材料规范主要包括了船舶结构、船舶设备、公用配件等多个领域。
其中最为重要的是船舶结构材料规范。
这个规范主要涉及到钢材、铝合金、铜、镍、锆等多种船用材料的标准。
这些材料标准包括了生产、化学成分、热处理、力学性能、焊接性能、超声波探伤、外观及尺寸等多个方面。
在船舶结构应用方面,中国船级社材料规范的重要性体现在以下几个方面:1.保证了船舶的安全性能。
船舶作为水上交通工具,其材料的质量和性能对船舶的安全性能至关重要。
中国船级社材料规范的制定,保障了材料的质量标准,在一定程度上保证了船舶的安全性能。
2.促进了中国船舶行业的发展。
船舶结构材料规范的标准化,促进了船舶制造行业的发展和提高。
同时,对于国内相关材料生产厂商和贸易商也有了更为明确的标准和规范。
3.提高了产品的质量信誉。
中国船级社作为国际知名的船舶分类社,其制定的船舶结构材料规范成为了国际上认可的标准之一。
在全球船舶市场中,采用符合中国船级社材料规范的船舶,具备了更高的信誉和竞争力。
二、中国船级社焊接规范在船舶制造业中,焊接是一项十分关键的工艺。
焊接的质量直接关系到船舶的使用寿命、安全性能和航行效率。
中国船级社焊接规范对于船舶制造业的发展同样十分重要。
中国船级社焊接规范主要包括船体结构焊接规范、设备管路焊接规范和焊接材料规范等方面。
这些规范涵盖了焊接操作、设备选择、焊接材料选择、非破坏性检测、焊接质量评定等多个环节。
遵守这些规范,可以保证船体结构的焊接质量满足要求,从而确保船舶的安全性能。
需要注意的是,中国船级社焊接规范的完善,还需要与合适的材料和设备相结合。
ccs材料与焊接规范
ccs材料与焊接规范CCS材料与焊接规范。
CCS材料与焊接规范是中国船级社制定的一套关于船舶建造和维护中材料选择和焊接工艺的标准。
这些规范的制定是为了确保船舶的安全性和可靠性,以及提高船舶的使用寿命。
本文将对CCS材料与焊接规范进行详细介绍,以便船舶建造和维护人员能够更好地理解和遵守这些规范。
首先,CCS材料与焊接规范对于船舶建造和维护中所使用的材料进行了严格的要求。
这些材料包括钢材、铝合金、不锈钢等,规范中对于这些材料的化学成分、力学性能、加工工艺等都有详细的规定。
船舶建造和维护人员在选择和使用这些材料时,必须严格按照规范的要求进行,以确保船舶的结构强度和耐久性。
其次,CCS材料与焊接规范对于船舶建造和维护中的焊接工艺也进行了详细的规定。
焊接是船舶建造和维护中非常重要的工艺,而规范中对于焊接的焊材、焊接方法、焊接工艺参数等都有严格的要求。
船舶建造和维护人员在进行焊接作业时,必须严格按照规范的要求进行,以确保焊接接头的质量和可靠性。
另外,CCS材料与焊接规范还对于船舶建造和维护中的质量控制和检验进行了详细的规定。
规范中对于材料的进货检验、加工过程中的质量控制、成品的检验等都有严格的要求。
船舶建造和维护人员在进行相关工作时,必须严格按照规范的要求进行质量控制和检验,以确保船舶的质量达到规范要求。
最后,CCS材料与焊接规范还对于船舶建造和维护中的相关人员的资质和培训进行了规定。
规范中对于相关人员的资质要求、培训要求等都有详细的规定。
船舶建造和维护单位必须严格按照规范的要求进行相关人员的资质认定和培训,以确保相关人员具备足够的专业知识和技能,能够胜任相关工作。
总之,CCS材料与焊接规范是船舶建造和维护中非常重要的标准,船舶建造和维护人员必须严格遵守这些规范,以确保船舶的安全性和可靠性。
只有在严格按照规范的要求进行材料选择、焊接工艺、质量控制和人员培训等工作时,才能够建造和维护出安全可靠的船舶,为航海事业的发展做出贡献。
船舶甲板机械专题培训

国内甲板机械制造企业引进或合作: LIEBHERR; MacGREGOR ; IHI;TTS; Kawasaki; HATLAPA;Hydraulik。 合资或独资: 上海:Rolls-royce ; 大连:Pusnes; 南通:政田;BLM; 天津:MacGREGOR; 舟山: Pusnes
国家法规
《起重设备法定检验技术规则》(1999) 起重类绞车《海上拖航法定检验技术规则》(1999) 拖缆机
涉及甲板机械的CCS规范
《钢质海船入级与建造规范》(2012及其修改通报) 产品检验-第1篇第3章; 舾装-第2篇第3章; 液压系统-第3篇第4章; 锚机装置-第3篇第13章第2节《钢质内河船舶入级与建造规范》(2009及其修改通报) 甲板机械-第2篇第9章
锚泊设备常用标准(GB、CB、JT)
GB/T3893-2008《造船及海上结构物-甲板机械-术语》GB/T4446-1995《系泊绞车》GB/T4447-2006《海船用起锚机和起锚绞盘》GB/T4555-1995《船用绞盘》GB/T11869-2007《远洋船用拖曳绞车》GB/T1392-1985《舷梯绞车》CB/T3179-2013《锚链轮》CB/T3242-1995《电动起锚机和起锚绞盘试验方法》CB/T3729-1995《舱口盖绞车》CB/T3877-2005《甲板机械一般要求》JT/T262-1995《内河船舶起锚机和起锚绞盘》
附录D-系泊绞车《海上拖航指南)(2011) 第2章第6节-锚泊设备 第5章第2节-拖缆机
《材料与焊接规范》2012年修改通报于2012年7月1日生效

标 记要 求 ,以方便 用户 使用 和验 船 师核 查 ; 考虑 我 国钢铁 业 冶 炼 水平 的进 步 ,钢 中的硫磷 的控 制能 力得 以提升 ,同时在 合金 钢 中碳 分量 的降 低 ,对于如 曲轴 这样 承受动 载荷 的 构件 更为 有 利 ,修 订 曲轴铸 / 钢件 化学 成分 : 虑到 锚链 附件 包括 锚柄 锻 考 上 的卸 扣 该 附件通 常 是 由锚 厂 以铸 造生 产 ,随锚 一 起 出 厂 , 因此 在锚链 章节 中恢 复铸钢 附件 的规 定 ,以满 足用 户 的需求 : 针对 用作水 润滑 轴承 的非金 属材 料 品种较 多 .各材 料 间性
改。
与 接
2 1年 02
通揭 干2 1垒 只、 02印 日生效
ij j |
经 中国船级 社技 术委 员会 审议通 过并 经 中国船级 社 总裁签 署 批 准 , 材 料 与 焊接 规 范》 2 1 年修 改 通 报 即将 于 2 1 年 7 02 0 2
钢 板 的使 用 寿命 ; 为适 应我 社检验 体 系 的改进 修订 铸锻 件上
置 的 船 舶应 满 足 的要 求 。整 合 第 4 第 3 可 编 程 电 子 系 统 、 篇 章
第7 篇第 2 章计 算机 系统 、局域 网和第 7 篇第 2 附录 船 上计 章 算机 应用 与检 验指 南》 的内容 ; 此外 还对 某些使 用 过程 中发现 的文 字错 误进 行 了编辑 性修
2 01 0
、
则要 求 、运动及 加速 度 、局部载 荷 、舱段 分析 和整 船分 析 : 同 时增 加 了双壳 油船 、集 装箱船 和散 货船 的直接 计算 要 求 ,主 要 包括 设计 载荷 、计算 工况 、结构 模 型化 和强度 衡准 等 根据 一年来 国际船级 社协会 所 颁布 的新 的技术 要 求作 出的 修订 : 纳入 IC 统 一要 求 U Z 、Z 、Z4 8 9 ¥ 1 AS R3 1 1 2 、s 、s 和 2 A等 :
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第 8 节 信息提供与保密
第 8 节标题改为“信息提供与保密”。
2.8.2.1(3)修改如下:
“2.8.2.1(3) 第三方独立审核机构代表,如认可的认证机构(ACB)代表、国际船级社协 会(IACS)观察员等,以及欧盟委员会(EU)代表或船旗国政府代表对 CCS 进行审核或评估时, 在不违反船旗国法律的前提下,在审核或评估期间可以查阅 CCS 入级船舶的有关证书、文 件和信息。”
第5页
第 2 章 材料的性能试验
第1节 一 般 规 定
2.1.3.3 最后增加“且除另有规定外,不应以任何方式单独热处理” 2.1.5.2 中“小于标距长度的 1/3”改为“小于原始标距长度的 1/3”。 2.1.6.1 中:“应在室温(18℃~25℃)下进行。”改为“一般在室温(10℃~35℃)下进行。”
6
1
7
* 正式批准函
1
7
* 重要设备证书
2
7
B. 营运船
第1页
信息类别
* 船级服务 --所有船级检验的日期(年月) --船级证书到期日期 --证书/报告 --过期检验 --船级条件/遗留项目的内容 --过期的船级条件/遗留项目的内容 --船舶的状况评估报告 * 法定服务 --法定检验到期日期 --法定证书到期日期
3.1.3.5 图中的“钢板的轧制方向”改为“钢板的主轧制方向”。 3.1.6.1 修改如下: “对本章第 2、3、4 和 6 节所述的结构用钢,其表面缺陷可采用局部打磨方法予以消除, 但: a) 修整后任何部位的厚度应不小于公称厚度的 93%,且减薄量应不大于 3mm; b) 单个修磨面积不能大于 0.25m2,总修磨面积不能大于钢板总面积的 2%; c) 修整后的表面应光洁平顺。 此类修整应在验船师在场时进行。必要时,验船师可要求对已受影响区域进行适当的无 损检测,以证明缺陷已全部消除。” 3.1.6.2(1)后插入(2)和(3)如下: “(2) 单一焊补面积不能超过 0.125m2,总焊补面积不能超过表面积的 2%;
第 3 篇 焊接 第 1 章 通则 第 2 节 试验
第 2 章 焊接材料 第 1 节 一般规定
第 3 章 焊接工艺认可 第 3 节 角接焊工艺认可试验
第4章 第1节 第2节 第3节
焊工资格考试 一般规定 焊工考试与评定 焊工资格适用范围
第 5 章 船体结构的焊接与铆接 第 2 节 船体构件的焊接
第0篇 入 级 规 则
第1节 一 般 规 定
7.1.10.1 修改如下: “7.1.10.1 制造厂应对经 CCS 检验合格的所有铸件,在不少于一个位置上清晰地标出 下列标记: (1) CCS 检验标志 (2) 炉罐号或可以追溯铸件制造过程的标记 (3) 试验压力(如有时) (4) 铸件材料的牌号或等级 (5) 证书号 当标识面积不允许时,则至少应标出上述(1)~(3)三项。
钢印应用油漆框出,以求明显易认。”
第 2 节 船体结构用铸钢件
6.2.4.3 修改如下:
“6.2.4.3 船体重要结构的铸钢件(如首柱、尾柱、舵承、尾轴支架、挂舵臂、尾轴管 毂等)应进行夏比冲击试验,冲击温度一般为常温。如结构有冰区加强要求,则试验温度为 0℃。冲击能量应不低于 27J。”
新增 6.2.4.4 如下:
(3) 两个缺陷间的距离小于它们的平均宽度时应作为单个区域处理;” 原序号逐条顺延。
第7页
第5章 锻 钢 件
第1节 一 般 规 定
5.1.5.2(3)中“锻制圆钢”改为“轧制圆钢” 5.1.5.3修改如下: “5.1.5.3 试样的制备应符合本篇第2章和本章各节的有关规定。拉伸和冲击试样的纵 轴线应与锻钢件的主轴平行(纵向试样)或相切(切向试样)。” 5.1.5.4(2)中“试样的纵轴线应位于…”改为“试样的纵轴线(中部)应位于…” 新增 5.1.7.3 如下: “5.1.7.3 锻件制造厂应保持每个修补过锻件的修补记录和后继可追溯至每个修补锻 件的检查报告。这些报告应在有要求时提交验船师。” 新增 5.1.8.1 如下: “5.1.8.1 锻件制造厂应具有一套能够对所有最终产品追溯到原始锻件的识别系统,当 有要求时能为验船师追溯锻件提供充分的方便。” 原 5.1.8.1 修改如下: “5.1.8.2 制造厂应对经 CCS 检验合格后的所有锻件,在不少于一个位置上清晰地标 出下列标记: (1) CCS 检验标志 (2) 炉罐号或可以追溯锻件制造过程的标记 (3) 试验压力(如有时) (4) 锻件材料的牌号或等级 (5) 证书号 当标识面积不允许时,则至少应标出上述(1)~(3)三项。 钢印应用油漆框出,以求明显易认。” 原 5.1.8.2 序号改为 5.1.8.3。
第 4 节 曲轴锻钢件
5.4.3.1 修改如下: “5.4.3.1 曲轴锻钢件的熔炼化学成分应符合本章表 5.3.2.1 的规定。”
第 5 节 齿轮用锻钢件
图 5.5.5.1(1)修改如下:
图 5.6.4.1(1)修改如下:
第9页
第 10 页
第6章 铸 钢 件
第1节 一 般 规 定
新增 6.1.2.4 如下: “6.1.2.4 对某些包括经受表面硬化处理铸钢件的构件,制造所拟用的方法 CCS 可要 求特别认可。” 新增 6.1.10.11 如下: “6.1.10.11 铸造厂应保持每个修补铸件的修补范围和位置的详细记录以及修补的焊 接和热处理过程记录及后继检验报告。这些报告应提交验船师。” 6.1.11.1 修改如下: “6.1.11.1 制造厂应对经 CCS 检验合格的所有铸件,在不少于一个位置上清晰地标出 下列标记: (1) CCS 检验标志 (2) 炉罐号或可以追溯铸件制造过程的标记 (3) 试验压力(如有时) (4) 铸件材料的牌号或等级 (5) 证书号 当标识面积不允许时,则至少应标出上述(1)~(3)三项。
表 2.8.2.2 替换如下:
信息类别 1. CCS 的常规文件
相关各方可获得的信息
表 2.8.2.2
相关方可获得的信息
船东
船旗国
港口国 保险公司*
船厂
* 规范、指南(船级和法定要求)
1
1
1
1
1
* 验船师须知
1
* 质量手册
1
1
1
1
1
* 船舶录
1
1
1
1
1
2. 与船舶有关的信息 A. 新造船
* 批准的图纸
3.2.7.1 中“见 CCS 有关规范的规定”改为“见 CCS《钢质海船入级规范》第 1 篇第 3 章附录的有关规定。”
3.2.7.2(1)中“指南”二字删除。
3.2.7.2(2)中“和工厂认可”五字删除。
第3节 设 计 认 可
3.3.4.1(3)中“如果获得型式认可,尚应按第 4 节进行制造评估”改为:“如需获得型式
中国船级社
材料与焊接规范
2012 年修订内容
2012 年 7 月 1 日生效
北京 Beijing
目录
第0篇 第2章 第7节 第8节
入级规则 入级范围与条件 审核 信息提供与保密
第3章 第1节 第2节 第3节 第4节 第5节
产品检验 一般规定 单件/单批检验 设计认可 型式认可 工厂认可
第 1 篇 金属材料 第 1 章 通则 第 2 节 试验与检验
3.1.7.1(2)修改为:“认可专用标识不可以暗示产品本身经 CCS 单件/单批检验之方式直 接用于产品上或与产品密切相关的场合。”
3.1.8.1(3)修改为:“发生未经 CCS 批准的产品设计(见 3.1.2.1(16))和文件(见 3.1.2.1(17)) 的重大变更。”
第 2 节 单件/单批检验
船东
相关方可获得的信息 船旗国 港口国 保险公司*
7
1
1
1
7
7**
1
1
7
1
6
5
7
7**
1
1
7
1
1
5
7
1
1
1
7
3
3
3
7
7**
1
1
7
7**
1
1
--登记的法定遗留项目
7
7**
1
--过期的法定遗留项目
7
7**
1
3. 其他信息
* 同船厂和/或船东信函文件
6
6
* CCS的质量体系审核
4
4
4
* 转级报告
7
7
7
* 船级取消信息
7. 自动获得
5*** 1***
5&6 4 7 7
船厂
第2页
第3章 产 品 检 验
第1节 一 般 规 定
3.1.5.3 修改如下:
“3.1.5.3 入级产品和法定产品的持证要求应满足 CCS《钢质海船入级规范》第 1 篇第 3 章附录的有关规定。”
3.1.6.1(2)修改如下:
“3.1.6.1(2) 表示该产品在验船师未在场情况下,由制造厂按 CCS 要求进行检验, 并且检验结果经 CCS 确认合格;或该产品在验船师在场情况下进行检验和试验并合格,但 检验标志由受权产品厂在经检验合格后的船用产品上施加。”
第7章 第1节 第2节 第3节
铸铁件 一般规定 灰铸铁件 球墨铸铁件
第 9 章 其他有色金属
第 1 节 铜质螺旋桨 第 2 节 铸铜合金
第 10 章 设备 第 2 节 船用锚链及其附件 第 3 节 海上设施定位用系泊链及其附件
第 2 篇 非金属材料 第 2 章 塑料材料 第 2 节 原材料
第 7 章 纤维绳 第 1 节 船用纤维绳
7
7
7
注:
* = 保险公司是指船东保赔协会和船体和轮机保险商
** = 如果在协议中注明