哈工大热处理原理与工艺大作业-汽车连杆热处理
哈尔滨工业大学机械原理大作业_连杆26题
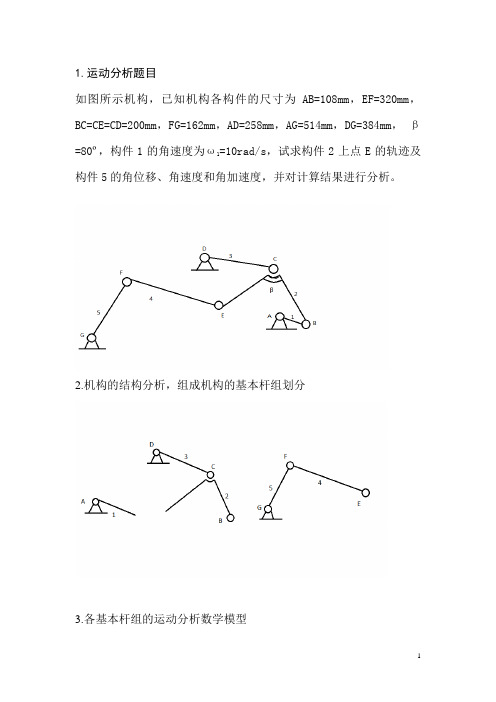
1.运动分析题目如图所示机构,已知机构各构件的尺寸为AB=108mm,EF=320mm,BC=CE=CD=200mm,FG=162mm,AD=258mm,AG=514mm,DG=384mm,β=80º,构件1的角速度为ω1=10rad/s,试求构件2上点E的轨迹及构件5的角位移、角速度和角加速度,并对计算结果进行分析。
2.机构的结构分析,组成机构的基本杆组划分3.各基本杆组的运动分析数学模型(1)RR基本杆组:delt=0xB = xA + AB * Cos(f + delt)yB = yA + AB* Sin(f + delt)vxB = vxA - w * AB * Sin(f + delt)vyB = vyA + w * AB* Cos(f + delt)axB = axA - w ^ 2 * AB * Cos(f + delt):ayB = ayA - w ^ 2 * AB* Sin(f + delt)(2)RRR基本杆组Ci = lbc * Cos(fbc)Si = lbc * Sin(fbc)Cj = lcd * Cos(fcd)Sj = lcd * Sin(fcd)G1 = Ci * Sj - Cj * Siwbc = (Cj * (vxD - vxB) + Sj * (vyD - vyB)) / G1wcd = (Ci * (vxD - vxB) + Si * (vyD - vyB)) / G1vxC = vxB - wbc * lbc * Sin(fbc)vyC = vyB + wbc * lbc * Cos(fbc)G2 = axD - axB + wbc ^ 2 * Ci - wcd ^ 2 * CjG3 = ayD - ayB + wbc ^ 2 * Si - wcd ^ 2 * Sjebc = (G2 * Cj + G3 * Sj) / G1ecd = (G2 * Ci + G3 * Si) / G1axC = axB - ebc * lbc * Sin(fbc) - wbc ^ 2 * lbc * Cos(fbc)ayC = ayB + ebc * lbc * Cos(fbc) - wbc ^ 2 * lbc * Sin(fbc)EB = 2 * BC * Cos(febc)xE = xB + EB* Cos(fbc + febc)yE = yB + EB * Sin(fbc + febc)vxE = vxB – wbc * EB* Sin(fbc + febc)vyE = vyB + wbc * EB* Cos(fbc + febc)axE = axB - wbc ^ 2 * EB * Cos(fbc + delt) - ebc * EB * Sin(fbc + febc)ayE = ayB - wbc ^ 2 * leb * Sin(fbc + delt) + ebc * leb * Sin(fbc + febc) Ci = lef * Cos(fef)Si = lef * Sin(fef)Cj = lfg * Cos(ffg)Sj = lfg * Sin(ffg)G1 = Ci * Sj - Cj * Siwef = (Cj * (vxG - vxE) + Sj * (vyG - vyE)) / G1wfg = (Ci * (vxG - vxE) + Si * (vyG - vyE)) / G1vxF = vxE - wef * lef * Sin(fef)vyF = vyE + wef * lef * Cos(fef)G2 = axG - axE + wef ^ 2 * Ci - wfg ^ 2 * CjG3 = ayG - ayE + wef ^ 2 * Si - wfg ^ 2 * Sjeef = (G2 * Cj + G3 * Sj) / G1efg = (G2 * Ci + G3 * Si) / G1axF = axE - eef * lef * Sin(fef) - wef ^ 2 * lef * Cos(fef)ayF = ayE + eef * lef * Cos(fef) - wef ^ 2 * lef * Sin(fef)4.计算编程Dim xA As DoubleDim yA As DoubleDim vxA As DoubleDim vyA As DoubleDim axA As Double 'A '点加速度x轴分量Dim ayA As Double 'A '点加速度y轴分量Dim xB As Double 'B'点'x轴坐标Dim yB As Double 'B点y轴坐标Dim vxB As Double 'B点速度x轴分量Dim vyB As Double 'B点速度y轴分量Dim axB As Double 'B点加速度x轴分量Dim ayB As Double 'B点加速度y轴分量Dim xC As Double 'C点x轴坐标Dim yC As Double C'点y轴坐标Dim vxC As Double 'C点速度x轴分量Dim vyC As Double 'C点速度y轴分量Dim axC As Double 'C点加速度x轴分量Dim ayC As Double 'C点加速度y轴分量Dim xD As Double 'D点x轴坐标Dim yD As Double 'D点y轴坐标Dim vxD As Double 'D点速度x轴分量Dim vyD As Double 'D点速度y轴分量Dim axD As Double 'D点加速度x轴分量Dim ayD As Double 'D点加速度y轴分量Dim xE As Double 'E点x轴坐标Dim yE As Double 'E点y轴坐标Dim vxE As Double 'E点速度x轴分量Dim vyE As Double 'E点速度y轴分量Dim axE As Double 'E点加速度x轴分量Dim ayE As Double 'E点加速度y轴分量Dim xF As Double 'F点x轴坐标Dim yF As Double 'F点y轴坐标Dim vxF As Double 'F点速度x轴分量Dim vyF As Double 'F点速度y轴分量Dim axF As Double 'F点加速度x轴分量Dim ayF As Double 'F点加速度y轴分量Dim xG As Double 'G点x轴坐标Dim yG As Double 'G点y轴坐标Dim vxG As Double 'G点速度x轴分量Dim vyG As Double 'G点速度y轴分量Dim axG As Double 'G点加速度x轴分量Dim ayG As Double 'G点加速度y轴分量Dim delt As Double ' AB杆初始转角Dim lab As Double 'AB杆长Dim lbc As Double 'BC杆长Dim lcd As Double ' CD杆长Dim lce As Double 'CE杆长Dim lef As Double 'EF杆长Dim lfg As Double 'FG杆长Dim leb As Double 'ED杆长Dim f As Double 'AB杆转角Dim fbc As Double 'BC杆转角Dim fcd As Double 'CD杆转角Dim fce As Double 'CE杆转角Dim fef As Double 'EF杆转角Dim ffg As Double 'FG杆转角Dim fge As Double 'ge杆转角Dim w As Double 'AB杆角速度Dim wbc As Double ' BC角速度Dim wcd As Double 'CD角速度Dim wce As Double 'CE角速度Dim wef As Double 'EF角速度Dim wfg As Double 'FG角速度Dim e As Double 'AB杆角加速度Dim ebc As Double ' BC杆角加速度Dim ecd As Double 'CD杆角加速度Dim ece As Double 'CE杆角加速度Dim eef As Double 'EF杆角加速度Dim efg As Double 'FG杆角加速度Dim LBD As Double 'BD距离Dim leg As Double 'EG距离Dim JCBD As Double '角CBDDim jfeg As Double '角FEGDim fBD As Double 'BD转角Dim feg As Double 'EG转角Dim Ci As DoubleDim Cj As DoubleDim Si As DoubleDim Sj As DoubleDim G1 As DoubleDim G2 As DoubleDim G3 As DoubleDim val As DoubleDim pi As DoubleDim pa As DoubleDim febc As Double '角EBCDim i As DoubleDim fj1 As DoublePrivate Sub Command1_Click() '求点E的轨迹Picture1.Scale (-300, 400)-(10, -15)Picture1.Line (-300, 0)-(10, 0) 'XPicture1.Line (0, 400)-(0, -15) 'YFor i = -300 To 0 Step 50 'X轴坐标Picture1.DrawStyle = 2Picture1.Line (i, 400)-(i, 0)Picture1.CurrentX = i - 10: Picture1.CurrentY = 0 Picture1.Print iNext iFor i = 0 To 350 Step 50 'Y轴坐标Picture1.DrawStyle = 2Picture1.Line (0, i)-(-400, i)Picture1.CurrentX = -20: Picture1.CurrentY = i + 7 Picture1.Print iNext iFor fj1 = 0 To 360 Step 0.01f = fj1 * paCall RR1Call RRR1Call RR2Picture1.PSet (xE, yE)Next fj1End SubPrivate Sub Command2_Click() '求构件5的角位移Picture2.Scale (-20, 5)-(380, -0.5)Picture2.Line (-20, 0)-(380, 0) 'XPicture2.Line (0, 3)-(0, -0.5) 'YFor i = 0 To 360 Step 30 'X轴坐标Picture2.DrawStyle = 2Picture2.Line (i, 3)-(i, 0)Picture2.CurrentX = i - 10: Picture2.CurrentY = 0 Picture2.Print iNext iFor i = -0.5 To 3 Step 0.5 'Y轴坐标Picture2.Line (0, i)-(380, i)Picture2.CurrentX = -25: Picture2.CurrentY = i Picture2.Print iNext iFor fj1 = 0 To 360 Step 0.01f = fj1 * paCall RR1Call RRR1Call RR2Call RRR2Picture2.PSet (fj1, ffg)Next fj1End SubPrivate Sub Command3_Click() '求构件5的角速度Picture3.Scale (-20, 10)-(380, -10)Picture3.Line (-20, 0)-(380, 0) 'XPicture3.Line (0, 10)-(0, -10) 'YFor i = 0 To 360 Step 30 'X轴坐标Picture3.DrawStyle = 2Picture3.Line (i, 10)-(i, -10)Picture3.CurrentX = i - 10: Picture3.CurrentY = 0 Picture3.Print iNext iFor i = -8 To 8 Step 2 'Y轴坐标Picture3.Line (0, i)-(380, i)Picture3.CurrentX = -20: Picture3.CurrentY = i Picture3.Print iNext iFor fj1 = 0 To 360 Step 0.01f = fj1 * paCall RR1Call RRR1Call RR2Call RRR2Picture3.PSet (fj1, wfg)Next fj1End SubPrivate Sub Command4_Click() '求构件5的角加速度Picture4.Scale (-20, 300)-(380, -200)Picture4.Line (-20, 0)-(380, 0) 'XPicture4.Line (0, 300)-(0, -200) 'YFor i = 0 To 360 Step 30 'X轴坐标Picture4.DrawStyle = 2Picture4.Line (i, 300)-(i, -200)Picture4.CurrentX = i - 10: Picture4.CurrentY = 0 Picture4.Print iNext iFor i = -200 To 300 Step 50 'Y轴坐标Picture4.Line (0, i)-(380, i)Picture4.CurrentX = -25: Picture4.CurrentY = i + 5 Picture4.Print iNext iFor fj1 = 0 To 360 Step 0.01f = fj1 * paCall RR1Call RRR1Call RR2Call RRR2Picture4.PSet (fj1, efgNext fj1End SubPrivate Sub Form_Load() '赋初值lab = 108lce = 200lbc = 200lcd = 200lef = 320lfg = 162w = 10e = 0delt = 0xA = 0yA = 0vyA = 0axA = 0ayA = 0xD = -178.311284yD = 186.464704vxD = 0vyD = 0axD = 0ayD = 0xG = -514yG = 0vxG = 0vyG = 0axG = 0ayG = 0pi = 3.1415926pa = pi / 180febc = pa * 50End SubPrivate Sub RR1() 'RR基本杆组xB = xA + lab * Cos(f + delt)yB = yA + lab * Sin(f + delt)vxB = vxA - w * lab * Sin(f + delt)vyB = vyA + w * lab * Cos(f + delt)axB = axA - w ^ 2 * lab * Cos(f + delt) - e * lab * Sin(f + delt)ayB = ayA - w ^ 2 * lab * Sin(f + delt) + e * lab * Sin(f + delt)End SubPrivate Sub RR2() 'RR基本杆组leb = 2 * lbc * Cos(febc)xE = xB + leb * Cos(fbc + febc)yE = yB + leb * Sin(fbc + febc)vxE = vxB - wbc * leb * Sin(fbc + febc)vyE = vyB + wbc * leb * Cos(fbc + febc)axE = axB - wbc ^ 2 * leb * Cos(fbc + delt) - ebc * leb * Sin(fbc + febc) ayE = ayB - wbc ^ 2 * leb * Sin(fbc + delt) + ebc * leb * Sin(fbc + febc) End SubPrivate Sub RRR1() 'RRR基本杆组LBD = Sqr((xD - xB) ^ 2 + (yD - yB) ^ 2)If LBD > lbc + lcd And LBD < Abs(lbc - lcd) ThenIf MsgBox("RRR杆组杆长不符合要求", vbOKOnly, "提示") = 1 Then EndEnd IfElseEnd IfIf LBD < lbc + lcd And LBD > Abs(lbc - lcd) Then val = (lbc ^ 2 + LBD ^ 2 - lcd ^ 2) / (2 * lbc * LBD) JCBD = Atn(-val / Sqr(-val * val + 1)) + 2 * Atn(1) ElseEnd IfIf LBD = lbc + lcd ThenJCBD = 0ElseEnd IfIf LBD = Abs(lbc - lcd) ThenIf lbc > lcd ThenJCBD = 0ElseEnd IfIf lbc < lcd ThenJCBD = piElseEnd IfElseEnd IfIf xD > xB And yD >= yB Then '第一象限fBD = Atn((yD - yB) / (xD - xB))ElseEnd IfIf xD = xB And yD > yB ThenfBD = pi / 2ElseEnd IfIf xD < xB And yD >= yB Then '第二象限fBD = pi + Atn((yD - yB) / (xD - xB))ElseEnd IfIf xD < xB And yD < yB Then '第三象限fBD = pi + Atn((yD - yB) / (xD - xB))ElseEnd IfIf xD = xB And yD < yB ThenfBD = 3 * pi / 2ElseEnd IfIf xD > xB And yD <= yB Then '第四象限fBD = 2 * pi + Atn((yD - yB) / (xD - xB))ElseEnd Iffbc = fBD - JCBDxC = xB + lbc * Cos(fbc)yC = yB + lbc * Sin(fbc)If xC > xD And yC >= yD Then '第一象限fcd = Atn((yC - yD) / (xC - xD))ElseEnd IfIf xC = xD And yC >= yD Thenfcd = pi / 2ElseEnd IfIf xC < xD And yC >= yD Then '第二象限fcd = pi + Atn((yC - yD) / (xC - xD))ElseEnd IfIf xC < xD And yC < yD Then '第三象限fcd = pi + Atn((yC - yD) / (xC - xD))ElseEnd IfIf xC = xD And yC < yD Thenfcd = 3 * pi / 2ElseEnd IfIf xC > xD And yC <= yD Then '第四象限fcd = 2 * pi + Atn((yC - yD) / (xC - xD))ElseEnd IfCi = lbc * Cos(fbc)Si = lbc * Sin(fbc)Cj = lcd * Cos(fcd)Sj = lcd * Sin(fcd)G1 = Ci * Sj - Cj * Siwbc = (Cj * (vxD - vxB) + Sj * (vyD - vyB)) / G1 wcd = (Ci * (vxD - vxB) + Si * (vyD - vyB)) / G1 vxC = vxB - wbc * lbc * Sin(fbc)vyC = vyB + wbc * lbc * Cos(fbc)G2 = axD - axB + wbc ^ 2 * Ci - wcd ^ 2 * CjG3 = ayD - ayB + wbc ^ 2 * Si - wcd ^ 2 * Sj ebc = (G2 * Cj + G3 * Sj) / G1ecd = (G2 * Ci + G3 * Si) / G1axC = axB - ebc * lbc * Sin(fbc) - wbc ^ 2 * lbc * Cos(fbc)ayC = ayB + ebc * lbc * Cos(fbc) - wbc ^ 2 * lbc * Sin(fbc)End SubPrivate Sub RRR2() 'RRR基本杆组leg = Sqr((xG - xE) ^ 2 + (yG - yE) ^ 2)If leg > lef + lfg And leg < Abs(lef - lfg) ThenIf MsgBox("RRR杆组杆长不符合要求", vbOKOnly, "提示") = 1 Then EndElseEnd IfElseEnd IfIf leg < lef + lfg And leg > Abs(lef - lfg) Thenval = (lef ^ 2 + leg ^ 2 - lfg ^ 2) / (2 * lef * leg)jfeg = Atn(-val / Sqr(-val * val + 1)) + 2 * Atn(1)ElseEnd IfIf leg = lef + lfg Thenjfeg = 0ElseEnd IfIf leg = Abs(lef - lfg) ThenIf lef > lfg Thenjfeg = 0ElseEnd IfIf lef < lfg Thenjfeg = piElseEnd IfElseEnd IfIf xG > xE And yG >= yE Then '第一象限feg = Atn((yG - yE) / (xG - xE))ElseEnd IfIf xG = xE And yG > yE Thenfeg = pi / 2ElseEnd IfIf xG < xE And yG >= yE Then '第二象限feg = pi + Atn((yG - yE) / (xG - xE))ElseEnd IfIf xG < xE And yG < yE Then '第三象限feg = pi + Atn((yG - yE) / (xG - xE)) ElseEnd IfIf xG = xE And yG < yE Thenfeg = 3 * pi / 2ElseEnd IfIf xG > xE And yG <= yE Then '第四象限feg = 2 * pi + Atn((yG - yE) / (xG - xE)) ElseEnd Iffef = feg - jfegxF = xE + lef * Cos(fef)yF = yE + lef * Sin(fef)If xF > xG And yF >= yG Then '第一象限ffg = Atn((yF - yG) / (xF - xG))ElseEnd IfIf xF = xG And yF >= yG Thenffg = pi / 2ElseEnd IfIf xF < xG And yF >= yG Then '第二象限ffg = pi + Atn((yF - yG) / (xF - xG)) ElseEnd IfIf xF < xG And yF < yG Then '第三象限ffg = pi + Atn((yF - yG) / (xF - xG)) ElseEnd IfIf xF = xG And yF < yG Thenffg = 3 * pi / 2ElseEnd IfIf xF > xG And yF <= yG Then '第四象限ffg = 2 * pi + Atn((yF - yG) / (xF - xG)) ElseEnd IfCi = lef * Cos(fef)Si = lef * Sin(fef)Cj = lfg * Cos(ffg)Sj = lfg * Sin(ffg)G1 = Ci * Sj - Cj * Siwef = (Cj * (vxG - vxE) + Sj * (vyG - vyE)) / G1wfg = (Ci * (vxG - vxE) + Si * (vyG - vyE)) / G1vxF = vxE - wef * lef * Sin(fef)vyF = vyE + wef * lef * Cos(fef)G2 = axG - axE + wef ^ 2 * Ci - wfg ^ 2 * CjG3 = ayG - ayE + wef ^ 2 * Si - wfg ^ 2 * Sjeef = (G2 * Cj + G3 * Sj) / G1efg = (G2 * Ci + G3 * Si) / G1axF = axE - eef * lef * Sin(fef) - wef ^ 2 * lef * Cos(fef)ayF = ayE + eef * lef * Cos(fef) - wef ^ 2 * lef * Sin(fef)End Sub5.结果及分析图1 E点的运动轨迹(1)由图1所示,E点的运动轨迹呈稍倾斜“8字形”。
哈工大机械原理大作业-连杆

哈工大机械原理大作业-连杆本页仅作为文档页封面,使用时可以删除This document is for reference only-rar21year.MarchHarbin Institute of Technology机械原理大作业一课程名称:机械原理设计题目:连杆运动分析院系:机电工程学院班级:设计者:学号:指导教师:陈明设计时间:2013年6月25日1、运动分析题目在图1-10中所示的干草压缩机中,已知LAB=150mm,LBC=600mm,LCE=120mm,LCD=500mm,LEF=600mm,XD=400mm,YD=500mm,YF=600mm,曲柄1作等速转动,其转速n1=50r/min。
求在一个运动循环中活塞5的位移、速度和加速度的变化曲线。
图1-102、机构的结构分析(1)基本杆组的划分①AB即杆件1为原动件②DECB即杆件2、3为RRR型II级杆组,其中CE为同一构件上点。
③ EF 和滑块即4、5为RRP 型II 级杆组(2)、建立以点A 为原点的固定平面直角系3、确定已知参数和求解流程(1)原动件1(I 级杆组RR )如图所示,已知原动件1的转角 πϕ2~01=原动件杆1的角速度 s rad /236.51=ω原动件1的角加速度01=α运动副A 的位置坐标0,0==A A y x运动副A 的速度0,0==yA xA v v运动副A 的加速度0,0==yA xA a a原动件杆I 的长度mm l 1501=可求出B 的位置B 的速度B 的加速度(2)构件2、3(II 级杆组RRR )D 的位置500400==D D y xD 的速度 0==yD xD v vD 的加速度00==yD xD a a杆长mm l l CD j 500==,mm l l BC i 600== 由关系j j D i i B C l x l x x ϕϕcos cos +=+= j j D i i B C l y l y y ϕϕsin sin +=+= 其中)(20sin cos B D i i i x x l A C B A -==-+ ϕϕ)(2B D i y y l B -=222j BD i l l l C -+=222)()(B D B D BD y y X x l -+-= 可解得C A C B A B i +-++=222arctan 2ϕDC DC j x x y y --=arctan ϕ由上面两个式子可以得到两杆的角速度1)()(G y y s x x c w B D j B D j i i -+-==•ϕ132G s G c Gij i i +==ϕα其中i j j i s c s c G -=1,i i i l c ϕcos =,i i i l s ϕsin =,j j j l c ϕcos =,j j j l s ϕsin =可得E 的位置iB E iB E y y x x ϕϕsin 480cos 480+=+=E 的速度 i i yB E yE i i xB E xE v yv v xv ωϕωϕcos 480sin 480+==-==E 的加速度i i i i xB E xE a xa αϕωϕsin 480cos 4802--== i i i i yB E yE a ya ϕαϕωcos 480sin 4802+-== (3)、构件4、5杆组(II 级杆组RRP )在建立的坐标系中取一参考点K600,0==K K y x 则速度0,0==yK xK v v加速度0,0==yK xK a a杆长mm l EF 600=,设F 位移为s 由s x l x x K i EF E F +=+='cos ϕK i EF E F y l y y =+='sin ϕ由上面两个式子可以得到600600arcsin arcsin'E EF E k i y l y y -=-=ϕ 所以:F 点位移 )600600arcsin(cos 600E E F y x x s -+== 速度F F xv = 加速度F F xa =四、编程计算并输出结果(VB编程)主程序:Private Sub Command1_Click()Dim s5(3600) As DoubleDim v5(3600) As DoubleDim a5(3600) As Double Dim pi As DoubleDim pa As Doublepi = 3.1415926pa = pi / 180Dim i As LongDim f1(3600) As Double Dim RR1 As RRDim RR2 As RRDim RRR1 As RRRDim RRP1 As RRPSet RR1 = New RRSet RR2 = New RRSet RRR1 = New RRRSet RRP1 = New RRPFor i = 0 To 3600 Step 1 f1(i) = i * pa / 10RR1.delt = 0RR1.f = f1(i)RR1.w = 5.24RR1.e = 0RR1.L = 150RR1.xA = 0RR1.yA = 0RR1.vxA = 0RR1.vyA = 0RR1.axA = 0RR1.ayA = 0RR1.calRRR1.Li = 600RRR1.Lj = 500RRR1.xB = RR1.xBRRR1.yB = RR1.yBRRR1.vxB = RR1.vxBRRR1.vyB = RR1.vyBRRR1.axB = RR1.axBRRR1.ayB = RR1.ayBRRR1.xD = 400RRR1.yD = 500RRR1.vxD = 0RRR1.vyD = 0RRR1.axD = 0RRR1.ayD = 0RRR1.M = 1RRR1.calRRRRR2.delt = 0RR2.f = RRR1.fi RR2.w = RRR1.wi RR2.e = RRR1.ei RR2.L = 480RR2.xA = RR1.xB RR2.yA = RR1.yB RR2.vxA = RR1.vxB RR2.vyA = RR1.vyB RR2.axA = RR1.axB RR2.ayA = RR1.ayB RR2.calRRP1.Li = 600RRP1.Lj = 0RRP1.fj = piRRP1.wj = 0RRP1.ej = 0RRP1.xB = RR2.xB RRP1.yB = RR2.yB RRP1.vxB = RR2.vxB RRP1.vyB = RR2.vyB RRP1.axB = RR2.axB RRP1.ayB = RR2.ayB RRP1.xK = 0RRP1.yK = 600RRP1.vxK = 0RRP1.vyK = 0RRP1.axK = 0RRP1.ayK = 0RRP1.M = 1RRP1.cals5(i) = RRP1.ssv5(i) = RRP1.vssa5(i) = RRP1.assNext iPicture1.Scale (-30, 700)-(360, 580)Picture1.Line (0, 0)-(360, 0) 'XPicture1.Line (0, 580)-(0, 700) 'YFor i = 0 To 360 Step 10 'X轴坐标Picture1.DrawStyle = 2Picture1.Line (i, 700)-(i, 580)Picture1.CurrentX = i - 10: Picture1.CurrentY = 0 Picture1.Print iNext iFor i = 580 To 700 Step 10 'Y轴坐标Picture1.DrawStyle = 2Picture1.Line (0, i)-(360, i)Picture1.CurrentX = -10: Picture1.CurrentY = iPicture1.Print iNext iFor i = 0 To 3600 Step 1Picture1.PSet (i / 10, s5(i))Next iEnd SubRR:Public L As DoublePublic f As DoublePublic delt As DoublePublic w As DoublePublic e As DoublePublic xA As DoublePublic yA As DoublePublic vxA As DoublePublic vyA As DoublePublic axA As DoublePublic vxB As DoublePublic vyB As DoublePublic axB As DoublePublic ayB As DoublePublic Sub cal()xB = xA + L * Cos(f + delt)yB = yA + L * Sin(f + delt)vxB = vxA - w * L * Sin(f + delt)vyB = vyA + w * L * Cos(f + delt)axB = axA - w ^ 2 * L * Cos(f + delt) - e * L * Sin(f + delt) ayB = ayA - w ^ 2 * L * Sin(f + delt) + e * L * Cos(f + delt) End SubRRR:Public Li As DoublePublic Lj As DoublePublic fi As DoublePublic fj As DoublePublic wi As DoublePublic wj As DoublePublic ei As DoublePublic ej As DoublePublic xB As DoublePublic yB As DoublePublic vxB As DoublePublic vyB As DoublePublic axB As DoublePublic ayB As DoublePublic xC As DoublePublic yC As DoublePublic vxC As DoublePublic vyC As DoublePublic axC As DoublePublic ayC As DoublePublic xD As DoublePublic yD As DoublePublic vxD As DoublePublic vyD As DoublePublic M As DoublePublic Sub calRRR()Dim fDB As DoubleDim Ci As DoubleDim Cj As DoubleDim Si As DoubleDim Sj As DoubleDim G1 As DoubleDim G2 As DoubleDim G3 As DoubleDim LBD As DoubleDim JCBD As DoubleDim val As Doublepi = 3.1415926LBD = Sqr((xB - xD) ^ 2 + (yD - yB) ^ 2)If LBD < Li + Lj And LBD > Abs(Li - Lj) Thenval = (Li ^ 2 + LBD ^ 2 - Lj ^ 2) / (2 * Li * LBD) JCBD = Atn(-val / Sqr(-val * val + 1)) + 2 * Atn(1) End IfRRP:Public Li As DoublePublic Lj As DoublePublic fi As DoublePublic fj As DoublePublic wi As DoublePublic wj As DoublePublic ei As DoublePublic ej As DoublePublic xB As DoublePublic yB As DoublePublic vxB As DoublePublic vyB As DoublePublic axB As DoublePublic ayB As DoublePublic xK As DoublePublic vyK As DoublePublic axK As DoublePublic ayK As DoublePublic xC As DoublePublic yC As DoublePublic vxC As DoublePublic vyC As DoublePublic axC As DoublePublic ayC As DoublePublic xD As DoublePublic yD As DoublePublic vxD As DoublePublic vyD As DoublePublic axD As DoublePublic ayD As DoublePublic M As SinglePublic ss As DoublePublic vss As DoublePublic ass As DoublePublic Sub cal()Dim A0 As DoubleDim Q1 As DoubleDim Q2 As DoubleDim Q3 As DoubleDim Q4 As DoubleDim Q5 As DoubleDim val As DoubleDim pi As Doublepi = 3.14159216A0 = Lj + ((yK - yB) * Cos(fj) - (xK - xB) * Sin(fj)) val = A0 / Lifi = M * Atn(val / Sqr(-val * val + 1)) + fjxC = xB + Li * Cos(fi)yC = yB + Li * Sin(fi)ss = (xC - xK) * Cos(fj) + (yC - yK) * Sin(fj)xD = xK + ss * Cos(fj)yD = yK + ss * Sin(fj)Q1 = vxK - vxB - wj * (ss * Sin(fj) + Lj * Cos(fj))Q2 = vyK - vyB + wj * (ss * Cos(fj) - Lj * Sin(fj))Q3 = Li * Sin(fi) * Sin(fj) + Li * Cos(fi) * Cos(fj)wi = (-Q1 * Sin(fj) + Q2 * Cos(fj)) / Q3vss = -(Q1 * Li * Cos(fi) + Q2 * Li * Sin(fi)) / Q3vxC = vxB - wi * Li * Sin(fi)vyC = vyB + wi * Li * Cos(fi)vxD = vxK + vss * Cos(fj) - ss * wj * Sin(fj)vyD = vyK + vss * Sin(fj) + ss * wj * Cos(fj)Q4 = axK - axB + wi ^ 2 * Li * Cos(fi) - ej * (ss * Sin(fj) + Lj * Cos(fj)) - wj ^ 2 * (ss * Cos(fj) - Lj * Sin(fj)) - 2 * vss * wj * Sin(fj)Q5 = ayK - ayB + wi ^ 2 * Li * Sin(fi) + ej * (ss * Cos(fj) - Lj * Sin(fj)) - wj ^ 2 * (ss * Sin(fj) + Lj * Cos(fj)) + 2 * vss * wj * Cos(fj)ei = (-Q4 * Sin(fj) + Q5 * Cos(fj)) / Q3ass = (-Q4 * Li * Cos(fi) - Q5 * Li * Sin(fi)) / Q3axC = axB - ei * Li * Sin(fi) - wi ^ 2 * Li * Cos(fi)ayC = ayB + ei * Li * Cos(fi) - wi ^ 2 * Li * Sin(fi)axD = axK + ass * Cos(fj) - ss * ej * Sin(fj) - ss * wj ^ 2 * Cos(fj) - 2 * vss * wj * Sin(fj)ayD = ayK + ass * Sin(fj) + ss * ej * Cos(fj) - ss * wj ^ 2 * Sin(fj) + 2 * vss * wj * Cos(fj)End Sub五、计算结果数据如图:位移曲线:速度曲线:加速度曲线:六、计算结果分析主动件转角为0时,滑块的位移为628mm,随着转角的匀速增加,滑块位移先上升,速度为负快速下降,加速度为负且开始值较小并逐渐下降,到达最低点-2200左右,此时速度为0, 然后位移开始继续下降,速度继续下降,然后到达最小值-100左右,此时加速度为0,又开始上升(向左运动),速度正向增大,在后面一段时期速度继续增大,加速度也正向增大,然后速度下降,加速度下降.滑块分别在4.2s,11.4s速度达到正向最大,1.7s,7.7s速度达到负向最大,0.8s,2.7s,5.8s,9.6s加速度达到极值,滑块就是这样周期性的左右运动。
哈工大热处理原理与工艺大作业-车刀热处理工艺解读
学 院: 材料学院 班 级: 1019101 小组成员: 梁泽仁、封伟民、赵含宇 郭治佳、王韬
常见车刀
目录 1
车刀用途与服役条件
5
加工工序
2失效形式及性能要求源自6热处理工艺3
基本分类
7
质量检查事项和方法
4
零件材料的选用
8
热处理缺陷及解决方法
车刀用途简介
车刀是用于车削加工的、具有一个切削部分的刀具, 可用于各种车床上,加工外圆、内孔、端面、螺纹、车槽等。
零件材料的选用
4、 高速钢衍变 钴高速钢:W2Mo9Cr4VCo8等。 超硬高速钢:W6Mo5Cr4V2Co8,W10Mo4CrV3Al等。 硬质合金钢:含有WC,TiC,TaC等。
加工工序
下料
预备热处理
机械粗加工
淬火
成品
机械精加工
回火
热处理工艺 热处理工艺及技术要求 这里以常见的车刀用料W18Cr4V为实验材料进 行介绍。 W18Cr4V的铸态组织包括呈骨骼状的、碳化物 片状与马氏体或屈氏体相间排列的莱氏体,以及黑色组 织(δ偏析)和白色组织(马氏体和残余奥氏体)。高速钢的 铸态组织和化学成分尤其不均匀,而且热处理也不能改 变,因而必须进行压力加工,将粗大的共晶碳化物打碎, 并使其均匀分布,然后再用以制造各种刀具及模具。 W18Cr4V的热处理工艺如下图所示。 I.
质量检查事项和方法 高速钢刀具最终热处理检测
检测项目 淬火前检测 检测方法 检测有无形变超差、裂纹和碰伤等
淬火现场检测
回火后检测 硬度检测 弯曲检查
校正仪器仪表,淬火晶粒度和淬火后硬度检测
用肉眼或放大镜观察表面有无裂缝、烧伤等 洛氏硬度最好控制在65-67HRC 较直并进行去应力
汽车发动机连杆的选材与热处理工艺课程设计
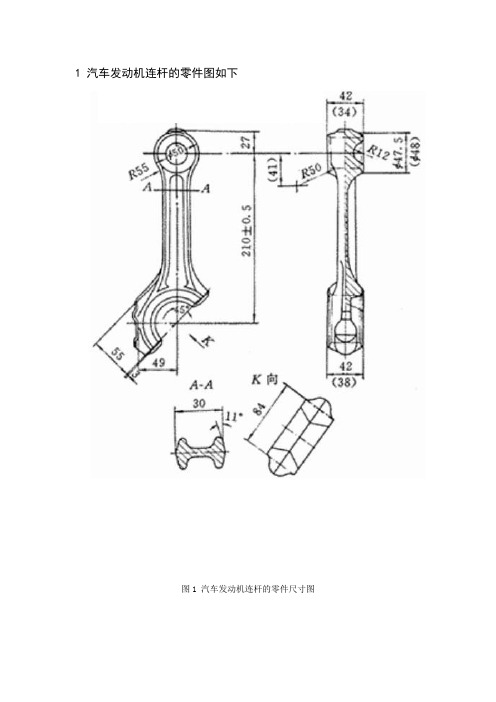
1 汽车发动机连杆的零件图如下图1 汽车发动机连杆的零件尺寸图2 服役条件与性能分析连杆(link)是指连杆机构中两端分别与主动和从动构件铰接以传递运动和力的杆件。
例如在往复活塞式动力机械和压缩机中,用连杆来连接活塞与曲柄。
连杆多为钢件,其主体部分的截面多为圆形或工字形,两端有孔,孔内装有青铜衬套或滚针轴承,供装入轴销而构成铰接。
连杆是汽车发动机中的重要零件,它连接着活塞和曲轴,其作用是将活塞的往复运动转变为曲轴的旋转运动,并把作用在活塞上的力传给曲轴以输出功率。
服役条件:连杆在工作中,其受力状态如下:1)承受燃烧室燃气膨胀产生的压力。
2)活塞连杆作往复运动的惯性力(承受拉伸载荷)作用。
3)连杆高速作往返运动所产生的纵向和横向惯性力(承受弯曲载荷)的作用因此,连杆在一个复杂的应力状态下工作。
它既受交变的拉压应力、又受弯曲应力。
失效形式:连杆的主要损坏形式是疲劳断裂和过量变形。
通常疲劳断裂的部位是在连杆上的三个高应力区域,,即杆部中间、小头和杆部的过渡区以及大头和杆部过渡区( 螺栓孔附近)。
性能要求:连杆的工作条件要求连杆具有较高的强度和抗疲劳性能;又要求具有足够的钢性和韧性。
3 技术要求连杆的热处理技术要求为:根据中华人民共和国汽车行业标准(QC/T527-1999)--汽车发动机连杆技术条件规定:连杆经调质处理,硬度为HB217~293(20~30HRC),显微组织为均匀细小晶粒的索氏体。
4 选材连杆通常采用中碳钢或合金钢模锻或辊锻而成,常用的材料有45、40Cr、35CrMo等,也有少数采用稀土镁球墨铸铁制造连杆,然后经过机械加工和热处理。
连杆杆身多制成“工”形截面,该截面可以在质量尽可能小的情况下,获得足够的刚度和强度。
(1)比较40Cr, 35CrMo, 45如下:①45钢45钢是普通的中碳结构钢,冷热加工性能都不错,机械性能较好,且价格低、来源广,所以应用广泛。
它用做截面尺寸较小或不要求完全淬透的零件,经过调质处理后,硬度可达到20-25HRC,表面淬火之后硬度为48-52HRC。
哈工大机械原理大作业连杆第23题计划书

机械原理大作业大作业一:连杆机构运动分析学生姓名:学号: 1163300617 指导教师:丁刚完成时间: 2018-06-01机电工程学院机械设计系制二〇一八年四月一.题目:23号.如图所示机构,已知机构各构件的尺寸为AB=180mm,β=130°,BC=290mm,CD=300mm,e=65mm,AD=150mm,DE=180mm,EF=500mm,构件1的角速度为ω1=10rad/s,试求构件5上点F的位移,速度和加速度,并对计算结果进行分析。
二.机构结构分析.该机构由5个构件组成,滑枕5与机架之间通过移动副连接,使滑枕做往复直线运动。
其他各构件之间通过转动副连接,主动件为杆1,杆2,3,4,滑枕5为从动件。
1为Ⅰ级RR原动件,2和3组成Ⅱ级RRR基本杆组,4和5组成Ⅱ级RRP基本杆组。
以下图所示建立坐标系:三. 各基本杆组的运动分析数学模型.1. 位置分析.{x B =x A +l AB cosφiy B =y A +l AB sinφi2. 速度和加速度分析.将上式对时间t 求导,可得速度方程:{dx Bdt =x B =x A −φi l AB sinφidy Bdt=y B =y A +φi l AB cosφi 将上式对时间t 求导,可得加速度方程:{ d 2x Bdt =ẍB =ẍA −φ̇i 2l AB cosφi −φi l AB sinφi d 2y B dt 2=ÿB =ÿA −φ̇i 2l AB sinφi +φi l AB cosφi 3. RRR Ⅱ级杆组的运动分析.如下图所示,当已知RRR 杆组中两杆长l BC 与l CD 和外副B,D 的位置和运动时,求内副C 的位置,两杆的角位置,角运动以及E 点的运动。
1)位置关系.{x C =x B +l BC cosφi =x D +l DC cosφjy C =y B +l BC sinφi =y D +l DC sinφj(*)为求解(*)式,应先求出φi 或φj,将上面两式子移项后分别平方相加,消去φj得:φi=2arctan B0±√A02+B02−C02A0+C0其中, A0=2l BC(x D−x B)B0=2l BC(y D−y B)C0=l BC2+l BD2−l DC2l BD=√(x D−x B)2+(y D−y B)2将φi代入(*)式可求得x C与y C,而后求得:φJ=arctan y C−y D x C−x D而E点的坐标方程为:{x E=x D+l DE cos (φj−130°) y E=y D+l DE sin (φj−130°)2)速度方程.将(*)式对时间求导可得两杆的角速度ωi与ωj为:{ωi=φi=[C j(ẋD−ẋB)+S j(ẏD−ẏB)]/G1ωj=φj=[C i(ẋD−ẋB)+S i(ẏD−ẏB)]/G1令l BC=l i , l DC=l j式中:G1=C i S j−C j S iC i=l i cosφi,S i=l i sinφiC j=l j cosφj,S j=l j sinφj E点的速度v Ex、v Ey为:{v Ex=ẋE=ẋD+φj l DE sin (130°−φj)v Ey=ẏE=ẏD+φj l DE cos (130°−φj) 3)加速度方程.两杆角加速度αi与αj为:{αi=φi=(G2C j+G3S j)/G1αj=φj=(G2C i+G3S i)/G1式中: G2=ẍD−ẍB+φi2C i−φj2C jG3=ÿD−ÿB+φi2S i−φj2S j点E的加速度方程为:{a Ex=ẍE=ẍD+φj l DE sin(130°−φj)−φj2l DE cos (130°−φj)a Ey=ÿE=ÿD+φj l DE cos(130°−φj)+φj2l DE sin (130°−φj)4.RRPⅡ级杆组的运动分析.如下图所示,由步骤3求得E点的运动状态,即已知RRP杆组中E点的运动和杆长l EF时,求F点的位移,速度与加速度。
哈工大机械原理大作业连杆机构9
机械原理大作业大作业一:连杆机构运动分析学生姓名:学号:指导教师:丁刚完成时间:机电工程学院机械设计系制二〇一八年四月连杆机构运动分析1题目(9)图1 设计题目在图1所示的机构中,已知l AB=60mm,l BC=180mm,l DE=200mm,l CD=120mm,l EF=300mm,h=80mm,h1=85mm,h2=225mm,构件1以等角速度ω1=100rad/s 转动。
求在一个运动循环中,滑块5的位移、速度和加速度曲线。
2分析结构1、杆1为RR主动件,绕A以ω1 转动,自由度1.2、4杆和滑块5为RRP II级杆组.,自由度0.3、2,3杆组成II级杆组RRR,自由度0.总共自由度为F=5*3-2*7=1 .由上述的杆组类型,确认出所需运动分析数学模型:同一构件上的点、RRP、RRR。
3.杆组法对平面连杆机构进行运动分析3.1对主动件杆1 RR I级构件的分析主动杆1转角:φ= [0°,360°) δ=0°,则φ’=ω1=100 rad/s角加速度φ’’=0.已知h2=225mm, h=80mm, l AB=60mm 所以A(225mm,80mm)A点速度(0,0),加速度(0,0)B点位置(x A+l AB*cos(φ), Y A+l AB*sin(φ))B点速度(-l AB*sin(φ), l AB*cos(φ)),加速度(-l AB*cos(φ), -l AB*sin(φ))3.2RRRII 级杆组分析(模型参考教材P37-38)图3 如图所示两个构件组成II 级杆组。
已知了B 的位置(x B ,y B )= (x A +l AB *cos(φ), Y A +l AB *sin(φ)),速度(x ’B ,y ’B ) 和加速度(x ’’B ,y ’’B ), 已知运动副D (0,0), 还可知,x ’D =y ’D =0, x ’’D =y ’’D =0. l BC =180 mm, l CD = 120mm所以,x c =x D +l CD *cos(φi)= x B +l BC *cos(φj) y c =x D +l CD *sin(φi)= x B +l BC *sin(φi) 对于φ的求解: A 0=2*l CD (x B -x D ) B 0=2*l BC (y B -y D ) C 0=l CD 2+ l BD 2- l BC 2为了保证机构的装配正常:l BD ≤l CD + l BC AND l BD ≥Abs (l CD - l BC )可求3杆的转角φi=2*arctan((B 0±sqrt (A 02 + B 02- C 02))/(A 02+ C 02)),角速度w3=φi ’和角加速度α3= φi ’’3.3 同一构件上的点(模型参考书P35-36)Φiφjφi已知D(0,0),速度(0,0),加速度(0,0),3杆转角φi 角速度φi’角加速度φi’’,Φi和它的导数在3.2都有体现LDE= 200mm可求出E的坐标,速度,加速度.x E =x c+lCE*cos(φi)y E =x C+lCE*sin(φi)同样地,速度、加速度通过求导即可得出算式,可以编出程序。
哈工大机械原理大作业连杆
哈工大机械原理大作业连杆Modified by JACK on the afternoon of December 26, 2020Harbin Institute of Technology机械原理大作业一课程名称:机械原理设计题目:连杆机构运动分析院系:机电工程学院班级:设计者:学号:指导教师:设计时间:1.运动分析题目(11)在图所示的六杆机构中,已知:AB l =150mm, AC l =550mm, BD l =80mm, DE l =500mm,曲柄以等角速度1w =10rad/s 沿逆时针方向回转,求构件3的角速度、角加速度和构件5的位移、速度、加速度。
2.机构的结构分析建立以点A 为原点的固定平面直角坐标系A-x, y,如下图:机构结构分析该机构由Ⅰ级杆组RR (原动件1)、Ⅱ级杆组RPR (杆2及滑块3)和Ⅱ级杆组RRP (杆4及滑块5)组成。
3.建立组成机构的各基本杆组的运动分析数学模型原动件1(Ⅰ级杆组RR )由图所示,原动件杆1的转角a=0-360°,角速度1w =10rad/s ,角加速度1a =0,运动副A 的位置坐标A x =A y =0,速度(A ,A),加速度(A ,A ),原动件1的长度AB l =150mm 。
求出运动副B 的位置坐标(B x , B y )、速度(B ,B )和加速度(B ,B )。
杆2、滑块3杆组(RPR Ⅱ级杆组)已出运动副B 的位置(B x , B y )、速度(B ,B )和加速度(B ,B ),已知运动副C 的位置坐标C x =0, C y =550mm,速度,加速度,杆长AC l =550mm 。
求出构件2的转角b,角速度2w 和角加速度2a . 构件二上点D 的运动已知运动副B 的位置(B x , B y )、速度(B ,B )、加速度(B ,B ),已经求出构件2的转角b ,角速度2w 和角加速度2a ,杆BD 的长度BD l =80mm 。
哈工大热处理原理与工艺大作业
木工圆锯片的热处理工艺摘要:本文从木工圆锯片的服役条件、失效形式、性能要求、材料选择、整体加工工序、质量检测、缺陷分析与对策几个方面进行了详细的介绍与分析。
设计出了等温淬火的热处理工艺,与传统淬火获得马氏体和残余奥氏体相比,它获得的下贝氏体组织具有较高的硬度和韧性、良好的弹性与塑形的配合及抗回火稳定性,从而提高了圆锯片的使用性能和使用寿命。
关键性:圆锯片;热处理工艺;等温淬火;下贝氏体Abstract: The service conditions, patterns of losing effect, performance requirement, materials-choosing, whole processing craft, possible defect and remedies and quality inspection of circular saw web has been introduced and analyzed. The heat treatment has been designed to not only make the work piece have more toughness, but also improve the performance and operation life.Key words: circular saw web; heat treatment; isothermal quenching; low bainite1.概述1.1圆锯片的定义圆锯片是用于切割固体材料的薄片圆形刀具的统称,由基体和刀头两部分组成,被广泛应用于石材,木材,金属材料及其合金的切割。
圆锯片的实物图和零件图如图1和图2所示。
图1 圆锯片实物图图2 圆锯片零件图1.2圆锯片的分类①按材质不同可以分为:用于石材切割的金刚石锯片;用于金属材料切割的高速钢锯片(即HSS锯片,不镶嵌硬质合金刀头);用于实木、家具、人造板、铝合金、铝型材、散热器、塑料、塑钢等切割的硬质合金锯片;钨钢锯片;镶齿合金锯片等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.机械加工及热处理工艺
下料→锻造(模锻) →预备热处理 (完全退火)→粗加工→最终热处理 (淬火+高温回火)→喷丸+精加工
3.1 机械加工
1)两端面:粗铣、精铣、粗磨、精磨; 2)小头孔:钻孔、扩孔、铰孔、精镗、压入衬套后再精镗; 3)大头孔:扩孔、粗镗、半精镗、精镗、金刚镗、珩磨。
3.1 热处理工艺-完全退火
• •
高强度和抗疲劳性能 足够的刚度与韧性
2.1 常用材料分类
1. 碳素调质钢和合金调质钢是连杆用钢的传统钢种。 由于最终的力学性能是通过调质处理控制的,因 此调质钢连杆的性能稳定,综合力学性能好。 2. 非调质钢是在中碳钢的基础上添加钒、钛、铌等 微合金元素,通过控制轧制或控制锻造过程的冷 却速度,使其在基体组织中弥散析出碳、氮的化 合物使其得到强化。 3. 粉末烧结锻造工艺通过锻造提高粉坯的强度,二 是通过添加合金元素,使粉末锻造连杆具有足够 的淬透性,保证热处理后零件的质量。 4. 钛合金制造发动机连杆主要考虑的是轻量化,金 属钛的密度仅为钢铁材料的58%,因此用钛合金 制造汽车发动机连杆,可大幅度地降低连杆的质 量。
40-90min
油淬
3.2 热处理工艺-淬火+高温回火
加热方式
保温温度
保温时间
冷却方式
高温回火
100℃/h200℃/h
500-550℃
1-1.5h
油冷
3.2 热处理工艺-淬火+高温回火
淬火组织
残余奥氏体+隐晶马氏体+ 碳化物 HRC=52
回火组织
粒状回火索氏体 HRC=37-45
4 质量检查
1.外部形貌检查 检查工件表面有无腐蚀或氧化皮。不得有裂纹及碰伤,表 面不得有锈蚀。 2. 工件变形检查 根据图样技术要求检查工件的挠曲变形,尺寸及几何形状 的变化。 3. 显微组织检查 按技术要求及标准进行检查淬硬层的显微组织:残留奥氏 体数目,有无反常组织,心部组织是否粗大及铁素体是否 超出技术要求等。 4. 硬度检查 在退火后,淬火后,回火后都进行相应硬度的测定,以保 证工件最终热处理后硬度达到要求。 5. 力学性能指标测定 在最终精加工完成后,对连杆的各个力学性能指标进行测 定。
汽车连杆热处理工艺设计
孙博谦 孟凡 李博 纪元凯 于汇沣
目录
1.连杆服役条件、失效方式及性能要求
2.常用材料分类及材料选择
3.机械加工及热处理工艺
4.质量检查
5.常见热处理缺陷及解决方法
1.1 连杆用途及服役条件
连杆是连杆机构中两端分别与主动和从动构件铰接以 传递运动和力的杆件。 连杆是汽车发动机中的重要零件,它连接着活塞和曲 轴,其作用是将活塞的往复运动转变为曲轴的旋转运 动,并把作用在活塞上的力传给曲轴以输出功率。
5 常见热处理缺陷及解决方法
1. 过热和过烧 • 由于加热温度太高或保温时间太长晶粒粗大的现象称为过 热。预防措施为控制加热温度和保温时间,防止过热发生 。对于已经发生过热的工件,可以通过多重热处理来细化 晶粒。 • 由于加热温度过高,出现晶界氧化或者晶界局部熔化的现 象称为过烧,出现过烧的工件直接报废。 2. 淬火裂纹 • 零件在淬火冷却过程当中因内应力所形成的裂纹称淬火裂 纹。预防措施为:控制淬火温度不宜太高并且用适当的冷 却介质控制冷速等方法来降低内应力。淬火裂纹一旦产生, 工件报废。 3. 脱碳组织 • 温度过高,易出现脱碳现象。表面脱碳不是很严重时可以 通过适当渗碳工艺进行补救。
参考文献:
1. 金属热处理工艺学. 夏立芳编. 哈尔滨:哈尔滨工业大学出 版社,2008.4 2. 工程材料学. 王晓敏等编著. 哈尔滨:哈尔滨工业大学出版 社,2005.3 3. 曹正.汽车发动机连杆材料的现状及发展趋势[J].汽车工 艺与材料,2007(01):7-10. 4. 张进.发动机连杆失效分析.铸造设备与工艺.2008(4):3940. 5. 周晓丽.汽车连杆热处理及缺陷分析.吉林大学,2006.
1.1 连杆用途及服役条件
• 承受燃烧室燃气产生的压力以及纵向和横向的惯性力。 • 连杆在一个复杂的应力状态下工作。它既受交变的拉压 应力、又受弯曲应力。 • 连杆负载种类为疲劳冲击。
1.2 性能要求及失效形式
• 连杆的主要失效方式是疲劳断裂和过量变形。 • 几乎连杆所有部位都有可能出现断裂,通常 疲劳断裂的部位是在连杆上的高应力区域。
加热方式
保温温度
保温时间
ห้องสมุดไป่ตู้
冷却方式
完全退火
100℃/h200℃/h
780-800℃
4-5h
100℃/h
3.1 热处理工艺-完全退火
原始组织
铁素体+珠光体 HRC=30
退火组织
珠光体+铁素体 HRC=22
3.2 热处理工艺-淬火+高温回火
加热方式
保温温度
保温时间
冷却方式
淬火
100℃/h200℃/h
830-850℃
5 常见热处理缺陷及解决方法
4. 热处理变形 • 零件在热处理时,存在有热应力和组织应力,变形不可避免。 有效控制变形的方法应该根据具体工艺具体考虑(主要考虑 如何控制组织应力和热应力)。 5. 软点 • 工件表面有氧化皮及污垢等;淬火介质中有杂质;淬火冷却 介质搅动不够,没有及时赶走工件处形成的气泡;淬火前原 始组织不均匀均可能造成软点。对于前三种情况,可以进行 一次回火,再次加热,在恰当的冷却介质和冷却方法的条件 下淬火补救。对于最后一种情况,一旦出现缺陷,难以补救。 6. 回火缺陷 • 常见的回火缺陷有硬度不均匀,回火产生变形及脆性等。要 避免回火后变形,采用多次校直多次加热或采用压具回火。 防止脆性的出现应正确选择回火温度和方式。一旦出现回火 脆性,对第一类,只有通过重新加热淬火,另选温度回火。 对第二类,可以重新加热回火,然后加速回火后冷速消除。
2.2 连杆材料选择
碳素调质钢和合金调质钢是连杆用钢的传统钢种, 一般可采用40Cr,35CrMo,45#制造连杆。 一般合金调制钢比碳素调制钢具有更好的强度和韧 性。 Cr能够提高钢的淬透性,并保证机械零件良好的综 合力学性能。Mo在CrMo钢中能降低固溶体的分解 速度和淬火临界冷却速度。CrMo钢和Cr钢相比, 过热和晶粒粗化敏感性小,钢的强韧性好,淬透性 和回火稳定性高,35CrMo调质钢的油淬临界淬火 直径为40-60mm,完全满足连杆的制造,并能消除 Cr钢对于回火脆性的敏感性。 为了制造性能更好的连杆,我们最终选择35CrMo 作为连杆材料。