LCD作业指导书
LCD模组作业指导书

1050198 11050199 2 1050200 21050310 1在清洁反射片时用力要适度,不允许有把反射片给粘起来的现象发生,在安装灯管支架之前要先检查支架(支架不可有缺角,破边,裂口)1050308 4在安装灯管时得先检查灯座是否到位。
灯座要完全卡入背板糟里。
图六1050204 11050205 11050206 11050208 11050306 1图四图五核准者: 11049217 1图四120455 1图一120455 1图一1057366 11049217 1图四图四图五图四图三115429 1120397 1图三图六图五120397 1图二213 4657 98 10图一图三图五图一图三图二图四图四图一图二120397 1图二图三硬拽,更不可划伤产品。
栈板上。
1站别:外包装机种:HC260BH-D01 制定者:审核者:核准者:站别:灯管组件机种:HS26L02-CMO 制定者:审核者:核准者:1050308 110418061050312 41050309 82143站别:灯管组件机种:HS26L02-CMO 制定者:审核者:核准者:1050312 11050309 1图五1050308 13秒。
体的任何部位都不可接触模组和工作台。
的距离。
QAD-B47 OQC作业指导书(LCD)

(FORM NO.: QAD-B04-02A) 反應並要求 技術單位進行處理.並依分析之最終結果判定產出品的處理方式.6.5.2 對於OQC在抽驗中發現某一種不良存在有品質隱患時.考慮已入庫之產品同樣存在有品質顧慮時.亦需使用<< 品質異常處理單>>(引用QAD-B04-02A表單 )提出.要求相關單位安排庫存品做重流或執行對策之方式處理.6.6 成品特採處理方式:6.6.1 當抽驗中不合格品需放寬允收標準時, 必須會簽相關部門主管意見,並得到有關權責人員批准,必要時需知會客戶確認.並需依<<特採作業流程>>(DOC NO: QAD-B04)中的程序進行處理.6.6.2 當確認產出品需依特採方式執行出貨時.OQC必須將成品棧板的待驗單改貼WAVIE單進行標示(FORM NO.: QAD-B47-03A ).以便裝櫃檢查人員確認判定及放行出貨.6.7 檢驗結果記錄6.7.1 針對檢驗過程詳細記錄於各相關的表單中(詳見本章節NO: 9.0 項所列附表之單).如果檢驗的產品 為"綠色產品"時.需在報表右上角貼綠色標籤("RoHS"綠底黑字)做標示.以備後續對出貨產 品的追蹤.6.7.2 針對每天各線的抽樣檢驗率以PPM值計算.並對當天的抽驗狀況進行數據分析填寫於<<___月OQC抽驗日報>>(FORM NO.:QAD-B47-04A)表單內.6.7.3 所有記錄表單保存期限一年.以便後續追蹤查證.7.0 作業內容:7.1檢驗/測試環境:檢驗光源:500Lux以上.目視條件:距離30~45公分,觀察角度45~110度.7.2檢驗治具/測試設備:(檢驗綠色產品時需必須使用標示有"RoHS"的專用檢驗治具及測試設備)厚薄規*1;污點表*1;PC*1,放大鏡.功率計.信號發生器.軟尺.DVD 信號產生器(PHILIPS5418).7.3檢測項目:7.3.1包裝檢驗:7.3.1.1. 依據出貨配備來檢驗包裝之內容、標簽、標示及附件之內容,包含:使用手冊、合法作業軟體、 周邊設備驅動程式、AC整流器、電源線、組裝套件等.7.3.1.2. 檢查是否使用正確包裝材料以及附件內容,外箱標簽及標示是否正確.7.3.2外觀檢驗:產品之外觀,結構及組裝檢驗.目視檢驗成品之外觀是否受損,結構及組裝是否正確,零組件使用以及不致影響產品之功能及品質.FORM NO.: DCD-B01-02A。
彩屏通用的作业指导书

彩屏通用的作业指导书一、背景介绍彩屏是一种广泛应用于各种电子设备的显示屏,具有丰富的色彩和高清晰度的特点。
为了提高彩屏生产效率和产品质量,制定一份彩屏通用的作业指导书是必要的。
本文将详细介绍彩屏制造过程中的各项操作指导和注意事项,以确保生产过程的顺利进行和产品的质量稳定。
二、作业指导书内容1. 彩屏制造流程1.1 原料准备- 制造彩屏所需的原料包括玻璃基板、导电层、液晶层、背光源等。
- 原料必须符合相关标准,并进行严格的质量检查。
1.2 基板制备- 将玻璃基板进行切割、清洗等处理,确保表面平整和无尘。
- 对切割后的基板进行尺寸和平整度的检测,确保符合要求。
1.3 导电层制备- 在基板上涂覆导电层,确保导电层的均匀和良好的导电性能。
- 检测导电层的电阻值,确保符合要求。
1.4 液晶层制备- 在导电层上涂覆液晶层,确保液晶层的均匀和良好的透光性能。
- 检测液晶层的透光率和响应速度,确保符合要求。
1.5 背光源制备- 安装背光源模组,确保背光源的亮度和均匀度。
- 检测背光源的亮度和色彩均匀度,确保符合要求。
1.6 装配和封装- 将制备好的各层组件进行装配,确保连接稳固和无气泡。
- 进行封装,确保彩屏的密封性和抗震性。
1.7 测试和质量检验- 对制造好的彩屏进行各项测试,包括电阻测试、透光测试、亮度测试等。
- 进行质量检验,确保产品符合相关标准和要求。
2. 操作指导和注意事项- 操作人员必须经过专业培训,熟悉彩屏制造的流程和操作规程。
- 操作人员必须佩戴防静电手套和防静电服,以防止静电对彩屏的影响。
- 操作过程中必须保持操作环境的清洁和无尘,以确保产品质量。
- 操作人员必须按照操作指导书的要求进行操作,不得随意更改或省略步骤。
- 操作人员必须定期检查和维护设备,确保设备的正常运行和安全性。
三、作业指导书的管理和更新1. 管理- 作业指导书必须由专人进行管理,包括存档、更新和分发等工作。
- 每份作业指导书必须有唯一的编号和版本号,以便追踪和管理。
作业指导书(液晶显示器LCD)
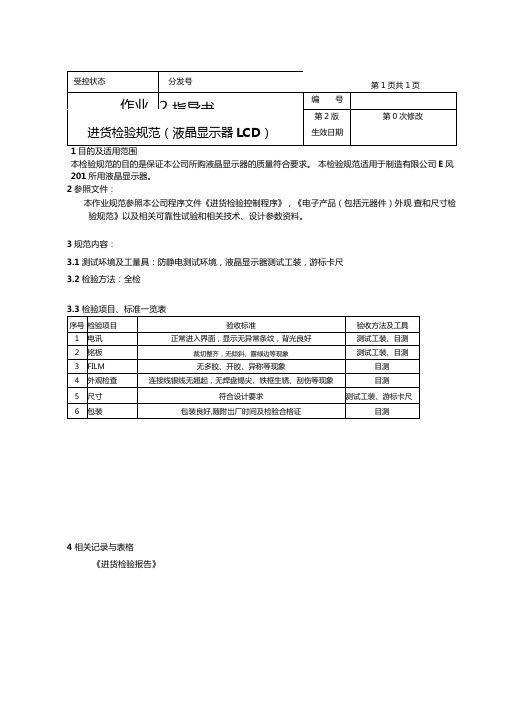
3.1测试环境及工量具:防静电测试环境,液晶显示器测试工装,游标卡尺
3.2检验方法:全检
3.3检验项目、标准一览表
序号
检验项目
验收标准
验收方法及工具
1
电讯
正常进入界面,显示无异常条纹,背光良好
测试工装、目测
2
铭板
裁切整齐,无倾斜、露绿边等现象
测试工装、目测
3
FILM
无多胶、开胶、异称等现象
目测
4
外观检查
连接线银线无翘起,无焊盘锡尖、铁框生锈、刮伤等现象
目测
5
尺寸
符合设计要求
测试工装、游标卡尺
6
包装
包装良好,随附岀厂时间及检验合格证
目测
分发号
第1页共1页
作业
2指导书
编号
第2版
第0次修改
进货检验规范(液晶显示器LCD)
生效日期
1目的及适用范围
本检验规范的目的是保证本公司所购液晶显示器的质量符合要求。 本检验规范适用于制造有限公司E风201所用液晶显示器。
2参照文件:
本作业规范参照本公司程序文件《进货检验控制程序》,《电子产品(包括元器件)外观 查和尺寸检验规范》以及相关可靠性试验和相关技术、设计参数资料。
作业指导书液晶显示器LCD

3.1测试环境及工量具:防静电测试环境,液晶显示器测试工装,游标卡尺
3.2检验方法:全检
3.3检验项目、标准一览表
序号
检验项目
验收标准
验收方法及工具
1
电讯
正常进入界面,显示无异常条纹,背光良好
测试工装、目测
2
铭板
裁切整齐,无倾斜、露绿边等现象
测试工装、目测
3
FILM
无多胶、开胶、异称等现象
目测
4
外观检查
连接线银线无翘起,无焊盘锡尖、铁框生锈、刮伤等现象
目测
5
尺寸
符合设计要求Βιβλιοθήκη 测试工装、游标卡尺6
包装
包装良好,随附出厂时间及检验合格证
目测
4相关记录与表格
《进货检验报告》HWM-QR099-
批准人签名
审核人签名
制定人签名
批准日期
审核日期
制定日期
第1页共1页
作业指导书
进货检验规范(液晶显示器LCD)
编号
第2版
第0次修改
生效日期
1目的及适用范围
本检验规范的目的是保证本公司所购液晶显示器的质量符合要求。
本检验规范适用于汉王制造有限公司E风201所用液晶显示器。
2参照文件:
本作业规范参照本公司程序文件《进货检验控制程序》,《电子产品(包括元器件)外观检查和尺寸检验规范》以及相关可靠性试验和相关技术、设计参数资料。
LCD检测指导书
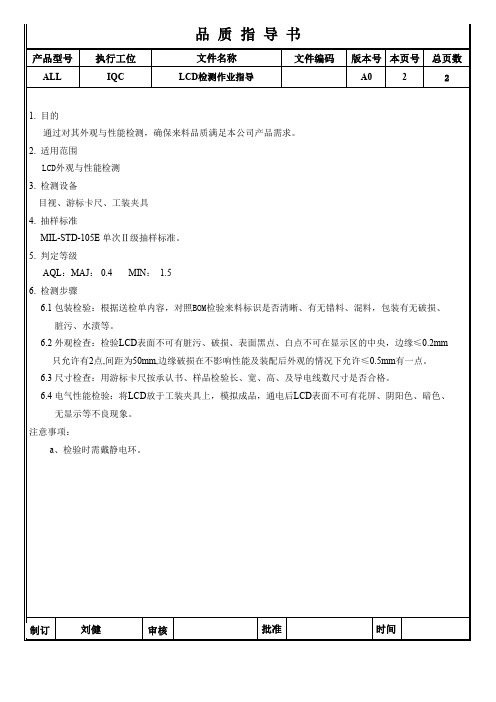
制订
刘健
审核
批准
时间Biblioteka 产品型号 ALL执行工位 IQC
品质指导书
文件名称 LCD检测作业指导
文件编码
版本号 本页号 总页数
A0
2
2
1. 目的 通过对其外观与性能检测,确保来料品质满足本公司产品需求。
2. 适用范围 LCD外观与性能检测
3. 检测设备 目视、游标卡尺、工装夹具
4. 抽样标准 MIL-STD-105E 单次Ⅱ级抽样标准。
5. 判定等级 AQL:MAJ: 0.4 MIN: 1.5
6. 检测步骤 6.1 包装检验:根据送检单内容,对照BOM检验来料标识是否清晰、有无错料、混料,包装有无破损、 脏污、水渍等。 6.2 外观检查:检验LCD表面不可有脏污、破损、表面黑点、白点不可在显示区的中央,边缘≤0.2mm 只允许有2点,间距为50mm,边缘破损在不影响性能及装配后外观的情况下允许≤0.5mm有一点。 6.3 尺寸检查:用游标卡尺按承认书、样品检验长、宽、高、及导电线数尺寸是否合格。 6.4 电气性能检验:将LCD放于工装夹具上,模拟成品,通电后LCD表面不可有花屏、阴阳色、暗色、 无显示等不良现象。
LCD封口固化工序作业指导书

一、目的本作业指导书规定液晶灌注后玻璃的调盒点胶冷冻封口和固化的操作过程的工作内容和操作步骤。
二、适用范围液晶灌注后玻璃的点胶、冷冻、封口和固化的操作过程。
三、相关设备及工装调盒工装、封口固化机、冷却机、点胶机、小型吸尘器、插架、不锈钢槽、封口档板、洁净海绵条、无尘纸、百洁布、防尘手套、无水酒精、丙酮(电子级)、碳酸水、封口胶(A202、352)、四、工艺流程五、主要参数1 UV胶的使用规定⑴UV胶的使用应遵循先进先出的原则,即先领取先使用。
⑵未开封UV胶有效期为一年(352胶:按瓶子标注有效日期,A202胶:为制作日期“ LOT NO.”后1年内)。
⑶已经开封UV胶的有效期为半年,并且不能超出开封前有效期⑷点胶针筒内UV胶有效期为一天。
⑸封口胶应密封,避光保存,保存温度要低于10C;2冷却???3紫外固化时间⑴紫外固化A-202 胶352 胶第一次固化120s-180s 180s-240s第二次固化20s-60s 40s-120s⑵压缩空气:压力0.5Mpa土0.15Mpa,1 nm/hr⑶排风:300m/hr67.3⑷温度?⑸电流?4调盒的产品⑴调盒压力⑵加压时间⑶减压压力⑷渗胶压力⑸渗胶时间六、生产前准备1上班(接班)时根据投产通知书确认生产计划及领料情况。
2清洁天花板、墙壁、回风百叶窗、地板,用无尘纸和无水酒精或丙酮,清洁机器包括其工作平台、底座、顶部、传送部位间隙和腔体,以及插架、不锈钢槽。
3确认设备是否处于可生产状态,如果有异常,则报设备处处理。
4提前开启紫外灯预加热(紫外灯开启5-10min后电流和光强才稳定)5上班(接班)时根据投产通知书的生产信息与PQC —起进行首板确认,确认是否有如下内容:七、生产过程及注意事项1用洁净海绵沿着同一方向擦掉玻璃外面的残留液晶和灰尘,特别要注意封口处不能有其它异物,。
2用点胶机在玻璃圭寸口处点胶,不能过多或过少或点歪偏位或连胶,点胶时间不能太长。
液晶屏检验作业指导书SOP

序号内容序号内容序号内容序号内容序号内容序号内容序号内容序号内容24.执行方法放产品检测完第一个画面后在控制面板上按‘下一步’按钮检测下一个画面,直到回到开始检测画面为结束。
所有画面必须都经过检测,每个画面检测时间2-3s液晶屏检验作业指导书编写部门: 品质部页 次:第1 页 共 1页每班作业前需使用无尘布蘸酒精擦拭清洁检验棚和操作台面,按从上到下,从里到外顺序清洁。
1分别将双手拇指,食指,中指戴上手指套。
2戴好静电手环a.手指套2H 更换一次b.手指套脏污,破损需立即更换眼晴顺着LCD画面的光源从左至右检测画面是否有漏光,亮点,白点,闪屏,异色,脏污等不良。
(需切换不同角度查看)连接好后,打开电源开关。
禁止没对位好就打开电源开关拇指及中指或食指从盘子中取出1片待测的LCD 产品,将LCD正面朝上放至,FPC上端接口与测试治具连接端口接好。
(禁止蛮力扣押卡扣,易变型接触不良)连接治具检测检测检测45.26操作图片编辑:审核:批准:日期: 2021 年 2 月 26日135.15.3作业前准备取产品操作说明操作图片操作说明修改日期修改前内容修改后内容修改日期修改前内容修改后内容检测完后先关闭电源开关,再剥离连接卡扣,将检验好的良品放入良品托盘,不良品做好不良标示放入不良托盘中,放入时遵循从远到近的顺序。
操作图片操作说明操作图片操作说明灯箱清洁操作图片操作说明操作图片操作说明大拇指与食指或中指按由近到远顺序从托盘中拿取1片产品。
1.禁止手指捏取FPC;2.拿取产品时,禁止用力过大,防止将产品捏破片;文件编号:-QD-SOP-0061. 目的:使用正确的方法检出模组的缺陷。
2. 职责:品质部测试组人员负责完成此项操作。
3. 流程图版 本 号: A15. 记录:《总成模组电测记录表》操作图片操作说明操作图片操作说明2.台面清洁1.作业前准备 3.取产品4.连接治具5.检测6.放产品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
台均实业有限公司编号:TGE-T-C-QA1-T002
版本号/修订次:A/02
页码:第1页共1页
LCD检验作业指导
发行日期:2006年7月1日1.0目的:
建立LCD来料检查标准,规范作业,确保LCD来料品质。
2.0适用范围:
适用于TGE所有LCD来料检查。
3.0参考文件资料:
EER/BOM/ECN/SAMPLE
4.0使用工具:
卡尺/LCD测试架/DC电源/异物对照表
5.0检测条件:
测试时的灯照光源在450-1000LUX、距离30CM左右直视外观。
6.0检查项目及质量标准:
6.1版本号
参考相关资料核对来料LCD版本号,不允许版本号不符。
6.2外观及规格尺寸
外观应符合样品及承认书,用卡尺测量其规格尺寸不允许超出规定的公差范围。
6.3导电胶、批覆胶
导电胶、批覆胶应无歪斜、突出、弯曲变形;不允许批覆不全、溢胶。
6.4偏光片
6.4.1偏光镜不允许有异物。
6.4.2偏光片汽泡、凹凸点L代表长W 代表宽φ=(L+W)/2
在LCD有效可视区Φ≤0.15mm 2个以内允许
0.15mm<Φ不接受
6.5黑点、划痕
在LCD有效可视区Φ≤0.15mm 2个以内允许
0.15mm<Φ不接受
6.6玻璃
6.6.1可视区内不允许有裂痕,在边框完整的情况下,角上破损面积小于2.0mm2可接受3块。
6.6.2玻璃刮伤
W≤0.02mm 允许
L≤3mm W≤0.03mm 2个以内允许
L≤2mm W≤0.05mm 1个以内允许
L>2mm W>0.05mm 不接收
6.7PIN脚
不允许PIN脚氧化生锈、变形、脱落、断裂等不良。
6.8FPC连接线
6.8.1根据使用情况对不同材质的FPC(如NC200)取3到5PCS用手将FPC连接线反复弯折180°
(死折)用手抹平,3次,不允许有断PIN。
6.8.2根据使用情况对不同材质的FPC(DVP800、MP3)取3到5PCS用手将FPC连接线反复弯
折180°(保留一下的间隙,依产品装配情况而定),3次,不允许有断PIN。
7.0电性测试
参照SAMPLE,用相应LCD测试架测试来料不允许有无显示、显示不全、缺划、多划、花屏、屏闪、显示时有时无、显示乱码、显示偏色、显示深、显示浅、显示条纹及开关机时所出现的任何不良。
8.0缺陷分类教育
参见《来料检验缺陷分类》。