机械毕业设计英文外文翻译199混凝土泵车液压系统的认识
液压动力系统中英文对照外文翻译文献

中英文对照外文翻译文献(文档含英文原文和中文翻译)原文:FEATURE-BASED COMPONENT MODELS FOR VIRTUALPROTOTYPING OF HYDRAULIC SYSTERMAbstract:This paper proposes a feature-based approach for the virtual prototyping of hydraulic systems. It presents a framework which allows the designer to develop a virtual hydraulic system prototype in a more intuitive manner, i.e. through assembly of virtual components with engineering data. The approach is based on identifying the data required for the development of the virtual prototypes, and separating the information into behaviour, structural, and product attributes. Suitable representations of these attributes are presented, and the framework for the feature-based virtual prototyping approach is established,based on the hierarchical structure of components in a hydraulic system. The proposed framework not only provides a precise model of the hydraulic prototype but also offers the possibility of designing variation classes of prototypes whose members are derived by changing certain virtual components with different features.Key words: Computer-aided engineering; Fluid power systems;Virtualprototyping1.IntroductionHydraulic system design can be viewed as a function-to-form transformation process that maps an explicit set of requirements into a physical realisable fluid power system. The process involves three main stages: the functional specification stage,the configuration design stage, and the prototyping stage.The format for the description of the design in each stage is different.The functional specification stage constitutes the initial design work. The objective is to map the design requirements. To achieve this, the design problems are specified Correspondence and offprint requests to: Dr S. C. Fok, Schoool of Mechanical and Production Engineering, Nanyang Technological University, Nanyang Avenue, Singapore 639798. The designer must identify the performance attributes, which can include pressure, force, speed, and flowrate, with the required properties such as size, cost, safety and operating sequence. performance requirements for each attribute. In this stage, the design is abstracted in terms of the performance attributes with associated values.The objective of the configuration design stage is to synthesise a hydraulic circuit that performs the required functions conforming to the performance standards within defined constraints. A typical hydraulic system is made up of many subsystems. The smallest building block in a subsystem is the standard hydraulic component (such as valves, cylinders,pumps, etc.). Each type of standard component serves a specific elemental function. The design effort in the configuration design stage is fundamentally a search for a set of optimal arrangements of standard components (i.e. hydraulic circuit) to fulfil the functional requirements of the system. Based on this framework, the designers would normally decompose the overall system functions in terms of subfunctions. This will partition the search space and confine the search for smaller hydraulic subcircuits to perform the subfunctions.Computers are often used to support the configuration design process. For example, Kota and Lee devised a graph-based strategy to automate the configuration of hydraulic circuits. After the development of the hydraulic circuits, digital simulation tools are often used to study and evaluate these configurations. With these tools, designers can compare the behaviour of different circuits and also analyse the effects when subcircuits are combined. In the configuration design stage, the design is traditionally represented as a circuit drawing using standard icons to symbolise the type of standard component. This is a form of directed graph S(C,E) where the circuit S contains components C in the form of nodes with relations between components denoted by edges E.The prototyping stage is the verification phase of the system design process where the proposed hydraulic circuit from the configuration design stage isdeveloped and evaluated. Physical prototyping aims to build a physical prototype of the hydraulic system 666 S. C. Fok et al. using industrial available components. The process of physical prototyping involves the following: Search for appropriate standard components from different manufacturers. Pre-evaluation and selection of components based on individual component cost, size, and specification, and compatibility factors between components. Procurement and assembly of the selected components.Test and evaluate the physical prototype based on the overall system requirements. Use other components or redesign the circuit (or subcircuits)if necessary.Besides dynamics, the development of the physical prototype must take into consideration other factors including structure,cost, and weight. The dynamics data are used to confirm the fluid power system behaviour whereas the geometric information is used to examine the assembly properties. The development of the physical prototype will provide the actual performance,structure, and cost of the design.The main disadvantage of physical prototyping is that it is very tedious and time consuming to look for a set of suitable combinations of standard components from among so many manufacturers. Although the basic functions of the same types of standard component from different manufacturers do not differ, their dynamics, structural and cost characteristics may not be similar, because of design variation. Hence, for a given hydraulic circuit, different combinations of parts from differentmanufacturers can have implications on the resulting system,in terms of dynamics, structure, and cost. Value engineering can be used at this stage to improve the system design by improving the attributes at the component level. This includes maximizing the performance-to-cost ratio and minimising the size-to-performance ratio. Virtual prototyping can be viewed as a computer-aided design process, which employs modelling and simulating tools to address the broad issues of physical layout, operationalconcept, functional specifications, and dynamics analysis under various operating environments. The main advantage of virtual prototyping is that a hydraulic system prototype can be assembled, analysed, and modified using digital computers without the need for physical components, thus saving lead time and cost.The main requirement of a virtual hydraulic system prototype is to provide the same information as a physical prototype for the designer to make decisions.To achieve this, the virtual prototype must provide suitable and comprehensive representations of different data. Furthermore, transformation from one representation to another should proceed formally. Xiang et al. have reviewed the past and current computer-aided design and prototyping tools for fluid power systems. The work revealed that the current tools could not provide a completerepresentation of the design abstractions at the prototyping stage for design judgement. Most of the tools concentrate on the dynamics behaviour. Vital geometrical and product information that relates to the system prototype consideration and evaluation is frequently missing.To advance the development of computer-aided virtual prototyping tools for fluid power systems, there is a need to address the formal representations of different abstractions of behaviour,structural, and product data along with their integration. This paper focuses on these issues and proposes the formalism of a unified component model and the taxonomy based on the feature-based approach. In Section 2, we discuss the feature- based approach focusing on the key information and their representations required for hydraulic system prototyping. Section 3 presents a formalism of the feature-based model and structure for the development of virtual hydraulic system prototypes.The structure is illustrated with an example. Future work and conclusions are given in Section 4.2. Feature-Based ApproachFeatures can be defined as information sets that refer to aspects of attributes that can be used in reasoning about the design, engineering or manufacturing processes. The concept of using features to integrate CAD/CAPP/CAM is not new and there are many papers on the application of this approach in CIM. In all these applications, the feature model is regarded as the basis whereas design by features is the key for the integration. To develop a feature model, the relevant information concerning the design must be identified and grouped into sets based on the nature of the information. The relevant information should contain sufficient knowledge for activities such as design, analysis, test, documentation, inspection, and assembly, as well as support various administrative and logistic functions. Design by features is the process of building a model of the design using features as primitive entities. The feature model provides the standardisation of relevant data. Through the design by features approach, vital knowledge of the design will be generated and stored. Together, the feature model and the design by features approach will provide the essential information, which can be used, not only for the simultaneous consideration of many different concerns with the design, but also to interface the many activities in the design realisation process, including the life cycle support operations. The main drawback of the feature-based design approach is that the feature model should be properly defined . This can be difficult, as features are sets of knowledge that are application dependent. The organisation of the features can also be application specific. Non-trivial data-management problems could arise if the feature model is not properly defined. To avoid these problems, the type,representation and structure of the features should be resolved prior to using the feature-based design methodology. The main concern when developing afeature model is that it is application-specific. In the domain of virtual prototyping of hydraulic systems, the details of the constituent standard components must be able to be used to describe the overall system. The component features are bearers of knowledge about that part. To create a suitable feature model for hydraulic system design based on the assembly of standard components, the relevant information associated with various standard components must be identified and classified. This definition Feature-Based Component Models 667 of the component feature set can then be extended to encompass the subsystem feature set based on the hierarchical structure between the components in the subsystem. In the same manner, a hierarchical structure for the hydraulic system feature representation would evolve by considering the system as a hierarchy of subsystems.The necessary information required for a proper description of the virtual prototype must be no less than that derived by the designer from a physical prototype for decision making. These data should generally include the shape, weight, performance properties, cost, dimensions, functionality data, etc. Comparison with the physical prototyping process, the information required for each standard component could be separated into three distinct groups: behaviour attributes, structural attributes, and product attributes.2.1 Behaviour AttributesThe behaviour of a hydraulic component can be defined in terms of the dynamics characteristics used to satisfy the functional requirements. Consider a hydraulic cylinder connected to a load. Its function is to transmit a force from the stroke of the piston to the load. The maximum force it can transmit can be used to define the functionality and the behaviour requirements can be specified in terms of the desired load acceleration characteristics. Hence for a hydraulic component, behaviour attributes express functionality and can be reflected in the dynamics characteristics. The designer is responsible for the proper definition of the overall system behaviour characteristics in terms of the desired dynamics. A standard component will have its own behaviour and provide a specific plex functions that cannot be achieved by a single standard component are derived using a combination of components. Hence, the behaviour of the standard component will play an important role as the individual behaviours of components together with their arrangement can alter the overall system function .The behaviour of a standard component can be nonlinear and can be dependent on the operating conditions. When two components are combined, it is possible that their behaviours can interact and produce undesired or unintended characteristics. These unwanted behaviours are assumed to have been resolved during the configuration design stage. The hydraulic circuit used in theprototyping stage is assumed to be realisable and without any undesirable interacting behaviours. This means that the output behaviour of a component will provide the input to the subsequent component.The representation of behaviours for hydraulic systems has been widely investigated. These representations include transfer functions, state-space and bond graphs. Transfer functions (for single-input–single-output systems) and state-space equations (for multiple-input–multiple-output systems) are based on the approximation of the dynamics about a nominal operating condition. The power bond graph model is based on the causal effects that describe the energy transformations in the hydraulic system. This approach is appealing for hydraulic system analysis. The main disadvantage is that the derivation of the dynamics equation in a bond graph of a complicated fluid power system can become very tedious. As a result, recent work has concentrated on the used of artificial intelligence to represent the nonlinear mapping between the input and output data, which can be obtained via experimental work. These nonlinear mappings can be accomplished using artificial neural networks .It is quite natural for a hydraulic system designer to use input–output data to describe the behaviour of a hydraulic component. The configuration design of a hydraulic system is often achieved through steps of function decomposition. To design a hydraulic system, the designer often tries to decompose the functions and their requirements down to the component level.译文:基于原型液压系统特征的机构模型摘要:本文为原型液压系统的设计提出了一种基于特征的方法。
液压传动系统外文文献翻译、中英文翻译、外文翻译

中国地质大学长城学院本科毕业设计外文资料翻译系别工程技术系专业机械设计制造及其自动化学生姓名彭江鹤学号 05211534指导教师王泽河职称教授2015 年 5 月 4 日液压传动系统作者:Hopmans, ArthurH.摘要液压传动是由液压泵、液压控制阀、液压执行元件和液压辅件组成的液压系统。
液压泵把机械能转换成液体的压力能,液压控制阀和液压辅件控制液压介质的压力、流量和流动方向,将液压泵输出的压力能传给执行元件,执行元件将液体压力能转换为机械能,以完成要求的动作。
关键词:液压传动;气压传动;传动系统;许多液压传动先前已经设计出允许操作者无限变化输出的变速器,或甚至逆转的传动装置的输出作为相对于输入。
通常情况下,这已经通过使用一个旋转斜盘是要么由操作者手动或操作液压动机来改变通过旋转泵头部具有轴向移动的活塞流动的液压流体的。
液压流体从泵头活塞的流动,依次转动的马达头通过激励相应的一组活塞在其中违背一固定凸轮的,因此,旋转安装在电动机头的输出轴。
通常情况下,在现有技术的变速器已被被设置有各种功能,例如齿轮减速,刹车设定装置等。
不幸的是,这些功能通常是提供外部发送的和显著增加整个装置的体积和质量。
申请人确定,这是很期望具有其中基本上所有的这些需要或希望的功能,可以在内部提供的发送,同时还产生一个非常有效的和非常有效的传输的综合传输。
特别是,这种类型的变速器上经常使用的设备,如“零转动半径”剪草机之类的其中一个潜在的危险情况面对操作者,旁观者和设备本身,如果设备我们允许继续被推进应的操作者释放控制,由于当操作者无意中从装置抛出或变得受伤。
因此,“故障自动刹车”机制经常被设置为传输自动地返回到中立配置在这种情况下,使得该装置不会继续供电,如果控制被释放。
先前传输这种类型的一般依靠某种外部设备,比如其目的是为了在操作者控制轴返回到中立位置应操作者释放所述轴的反操作偏压弹簧。
这种类型的外部设备,可以容易地由用户或篡改损坏。
中英文文献翻译-混凝土泵车液压系统的认识
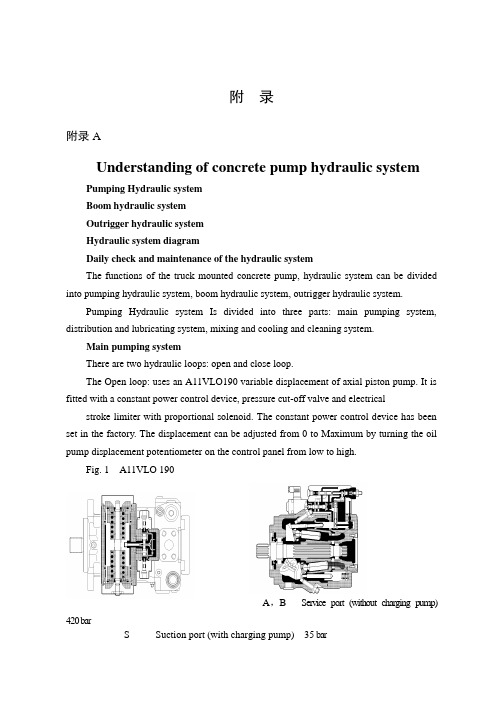
附录附录AUnderstanding of concrete pump hydraulic systemPumping Hydraulic systemBoom hydraulic systemOutrigger hydraulic systemHydraulic system diagramDaily check and maintenance of the hydraulic systemThe functions of the truck mounted concrete pump, hydraulic system can be divided into pumping hydraulic system, boom hydraulic system, outrigger hydraulic system.Pumping Hydraulic system Is divided into three parts: main pumping system, distribution and lubricating system, mixing and cooling and cleaning system.Main pumping systemThere are two hydraulic loops: open and close loop.The Open loop: uses an A11VLO190 variable displacement of axial piston pump. It is fitted with a constant power control device, pressure cut-off valve and electrical stroke limiter with proportional solenoid. The constant power control device has beenset in the factory. The displacement can be adjusted from 0 to Maximum by turning the oil pump displacement potentiometer on the control panel from low to high.Fig. 1 A11VLO 190A,B Service port (without charging pump) 420 barS Suction port (with charging pump) 35 barT1, T2 Air bleed, tankR Air bleed, oil drainM1 Measuring point, regulating chamberM Measuring point, service portG Port for positioning pressure (controller) for version with stroke limiter (H.., U2), HD and EP with screwed fitting GE10 – PLM (otherwise port G closed)The other is the control line, which can change the flow direction and the displacement of main pump through constant power valve, proportional solenoid pressure reducing valve, directional control valve and servo valve of main pump.The Closed loop: There is an auxiliary pump with relief valve that the setting pressure is 3.5Mpa in A4VG180. The auxiliary pump has two output ways. One is the charge oil line, which connects with suction line of main pump through the check valve in two pressure relief valves and add oil to main pump. At the same time excessive hydraulic oil return to oil tank through flushing valve and cooler to realize heat exchange for closed loop.A, B Service line ports SAE 1 1/4", high pressure series 420 barT1 Case drain or filling portT2 Case drain M33×2; 18 deepM A, M B Pressure gauge - operating pressure A, BR Air bleedS Boost suction portX1, X2Control pressure ports (before the orifice)G Pressure port for auxiliary circuitP S Control pressure supplyFa Filter outletFa1Filter outlet (filter assembly)Fe Filter inlet M33×2; 18 deepF S Port from filter to suction line (cold start)M H Port for balanced high pressureY1, Y2Remote control ports (only for HD control)Flushing valveUsed for closed loop to prevent excessive heat build-up in closed circuit operation. The setting pressure of flushing valve is 3.0MPaPressure reducing valve with proportional solenoidUsed for closed loop. The Output pressure is connected with the remote control port of main pump to control the displacement and is controlled by a proportional current signal and constant power valve. The displacement can be adjusted from 0 to Maximum by turning the displacement adjusting potentiometer.Constant power valveUsed for closed loop. When the hydraulic system pressure is over the setting pressure, the valve works to reduce the output pressure of the pressure reducing valve and maintain the constant power.Fig.3 Constant power valveMain pump suction filterOpen loop: filtration fineness 100u.Close loop: filtration fineness 20u.When the indicator in the vacuum gauge exceeds the safe area or the electric signal instrument gives a warning, the cartridge may be blocked. It should be clean or replace filter cartridge promptly.Filter filtration fineness is 20u in open loop. When the reading pressure of the vacuum gauge exceeds 0.35Mpa, the cartridge may be blocked. It should be clean or Return filterreplace filter cartridge promptly.Filter filtration fineness is 10u in closed loop. When the electricity deliver reports to the police, the cartridge may be blocked, it should be clean or replace filter cartridge promptly.Distribution and lubricating systemConstant pressure pumpFig.4 Constant pressure pumpAn A10VO28 constant pump is used for the distribution system of supply oil.The setting of the pressure control valve of the pump is 16Mpa. Once the system pressure is reached, the bump will keep this pressure then decrease the displacement. Thereis a pressure relief valve in the distribution circuit to act as a safety valve, which is set to 18Mpa.Plate ball valve (shut-off valve)Used to discharge the accumulator. It must be rotated the lever of shut-off valve anti-clockwise when the pumping finishes or stopped for maintenance, in order to discharge the pressure of theaccumulator. (Pressure gauge of distribution system is zero) AccumulatorInflation pressure is 8-9Mpa. Use Only Nitrogen to fill the accumulator. Charging pressure should not exceed these figures.Lubricating systemThere are two types. One is reciprocating centralized lubrication that is driven by oil from the swing cylinders of distribution system includes lubricating single pump (or double pump), distributor, damper and filter. The other is automatic centralized lubrication that is driven by a D.C motor with an independent grease tank and independent from the hydraulic system. The interval time of lubrication is carried out in the factory. The lubrication system works automatically when pumping.Mixing, cooling, cleaning systemOnly the Mixing, cooling, cleaning system are driven by motor in open loop.Gear pumpGear pump supplies oil to the mixing, cooling, cleaning system.Sandwich type relief valveThe pressure is set to 14Mpa.Ressure relayIf the mixing blade is stuck, the system pressure will raise. When the pressure exceeds the setting value (usually 10Mpa), the pressure relay will give a warning. The Solenoid directional control valve changes direction to let the mixing motor to rotate anti-clockwise. After 6 second the solenoid valve will reset, and the mixing motor will rotate clockwise again.Return filterThe filtration fineness is 10u in closed loop. The cartridge may be blocked when the electric alarm sounds. It should be replace promptly.Boom hydraulic systemBoom pumpBoom and outrigger use the same pump.37m and 40m truck mounted concrete pumps: A2FO23 fixed displacement pump44m and 47m truck mounted concrete pumps: A7VO55LRDS variable displacement pump, or A7VO55DRS variable displacement pump46m and 49m truck mounted concrete pumps: A7VO55LRDS variable displacement pumpFig.5 A7VO55DRS Fig.6 A7VO55LRDS Fig.7 A2FO23Boom proportional directional spool valveThe proportional directional spool valve with electro-hydraulic consists of pressure relief valve, pressure reducing valve, and flow control valve, and can becontrolled manual or by remote control.Fig.8 Boom proportional directional spool valveLoad-holding valveLoad-holding valve has thre e functions. (1) It acts as a lock when the cylinder isn’t moving. (2) Load-holding valve has twice relief function to protect boom against vibrating. It will be adjusted in the factory. (3) When the boom moves downward asSlewing load-holding valvegravity load, it can limit speed to prevent the boom falling too quickly and shaking.There are three main functions. Lock, overload protection and speed limiting.Outrigger hydraulic systemOutrigger hydraulic system and boom hydraulic system are used the same pump to supply oil. Outriggers should be set up before the boom is operated by the control levers or electric control button on both sides of the truck mounted concrete pump.Outrigger proportional directional spool valveIt is an integrated unit with a relief valve inside to control maximum pressure of theoutrigger hydraulic system.Fig .9 Outrigger proportional directional spool valveOutrigger hydraulic lockIt is used to lock the outrigger cylinders and pay attention to the vertical moving of the outrigger cylinder when working .Pressurerelief附录B混凝土泵车液压系统的认识泵送单元液压系统 臂架液压系统 支腿液压系统 液压原理图液压系统的日常保养及维护泵车液压系统按泵车功能可划分为泵送单元液压系统、臂架液压系统、支腿液压系统。
液压机械与液压泵外文翻译文献

液压机械与液压泵外文翻译文献液压机械与液压泵外文翻译文献(文档含中英文对照即英文原文和中文翻译)Hydraulic machinery and pumpHydraulic machinery are machines and tools which use fluid power to do work. Heavy equipment is a common example.In this type of machine, high-pressure liquid - called hydraulic fluid - is transmitted throughout the machine to various hydraulic motors and hydraulic cylinders. The fluid is controlled directly or automatically by control valves and distributed through hoses and tubes.The popularity of hydraulic machinery is due to the very large amount ofpower that can be transferred through small tubes and flexible hoses, and the high power density and wide array of actuators that can make use of this power.Hydraulic machinery is operated by the use of hydraulics, where a liquid is the powering medium. Pneumatics, on the other side, is based on the use of a gas as the medium for power transmission, generation and control.Hydraulic circuitsFor the hydraulic fluid to do work, it must flow to the actuator and or motors, then return to a reservoir.The fluid is then filtered and re-pumped. The path taken by hydraulic fluid is called a hydraulic circuit of which there are several types. Open center circuits use pumps which supply a continuous flow. The flow is returned to tank through the control valve's open center; that is, when the control valve is centered, it provides an open return path to tank and the fluid is not pumped to a high pressure. Otherwise, if the control valve is actuated it routes fluid to and from an actuator and tank. The fluid's pressure will rise to meet any resistance, since the pump has a constant output. If the pressure rises too high, fluid returns to tank through a pressure relief valve.Hydraulic pumps supply fluid to the components in the system. Pressure in the system develops in reaction to the load. Hence,a pump rated for 5,000 psi is capable of maintaining flow against a load of 5,000 psi.Pumps have a power density about ten times greater than an electric motor (by volume). They are powered by an electric motor or an engine, connected through gears, belts, or a flexible elastomeric coupling to reduce vibration.Common types of hydraulic pumps to hydraulic machinery applications are;Gear pump: cheap, durable, simple. Less efficient, because they are constant displacement, and mainly suitable for pressures below 20 MPa (3000 psi).Vane pump: cheap and simple, reliable (especially in g-rotor form). Good for higher-flow low-pressure output.Axial piston pump: many designed with a variable displacement mechanism, to vary output flow for automatic control of pressure. There are various axial piston pump designs, including swashplate and checkball. The most common is the swashplate pump.Radial piston pump: A pump that is normally used for very high pressure at small flows.Piston pumps are more expensive than gear or vane pumps, but provide longer life operating at higher pressure, with difficult fluids and longer continuous duty cycles. Pistonpumps make up one half of a hydrostatic transmission. Control valvesDirectional control valves route the fluid to the desired actuator. They usually consist of a spool inside a cast iron or steel housing.Directional control valves are usually designed to be stackable, with one valve for each hydraulic cylinder, and one fluid input supplying all the valves in the stack.The spool position may be actuated by mechanical levers, hydraulic pilot pressure, or solenoids which push the spool left or right.The main valve block is usually a stack of off the shelf directional control valves chosen by flow capacity and performance. Some valves are designed to be proportional (flow rate proportional to valve position), while others may be simply on-off. The control valve is one of the most expensive and sensitive parts of a hydraulic circuit.Pressure relief valves are used in several places in hydraulic machinery; on the return circuit to maintain a small amount of pressure for brakes, pilot lines, etc... On hydraulic cylinders, to prevent overloading and hydraulic line rupture. On the hydraulic reservoir, to maintain a small positive pressurewhich excludes moisture and contamination.Pressure reducing valves reduce the supply pressure as needed for various circuits.Check valves are one-way valves, allowing an accumulator to charge and maintain its pressure after the machine is turned off, for example.Counterbalance valves are in fact a special type of pilot controlled check valve. Whereas the check valve is open or closed, the counterbalance valve acts a bit like a pilot controlled flow control.Hydraulic pump typesGear pumpsGear pumps (with external teeth) (fixed displacement) are simple and economical pumps. The swept volume or displacement of gear pumps for hydraulics will be between about 1 cm3(0.001 litre) and 200 cm3(0.2 litre). These pumps create pressure through the meshing of the gear teeth, which forces fluid around the gears to pressurize the outlet side. Some gear pumps can be quite noisy, compared to other types, but modern gear pumps are highly reliable and much quieter than older models.Rotary vane pumpsRotary vane pumps (fixed and simple adjustable displacement) have higher efficiencies than gear pumps, but are also used for mid pressures up to 180 bars in general. Some types of vane pumps can change the centre of the vane body, so that a simple adjustable pump is obtained. These adjustable vane pumps are in general constant pressure or constant power pumps: the displacement is increased until the required pressure or power is reached and subsequently the displacement or swept volume is decreased until an equilibrium is reached.Screw pumpsScrew pumps (fixed displacement) are a double Archimedes' screw, but closed. This means that two screws are used in one body. The pumps are used for high flows and relatively low pressure (max 100 bar). They were used on board ships where the constant pressure hydraulic system was going through the whole ship, especially for the control of ball valves, but also for the steering gear and help drive systems. The advantage of the screw pumps is the low sound level of these pumps; the efficiency is not that high.Bent axis pumpsBent axis pumps, axial piston pumps and motors using the bent axis principle, fixed or adjustable displacement, exists in two different basic designs. The Thoma-principle (engineer Hans Thoma, Germany, patent 1935) with max 25 degrees angle and the Wahlmark-principle (GunnarAxel Wahlmark, patent 1960) with spherical-shaped pistons in one piece with the piston rod, piston rings, and maximum 40 degrees between the driveshaft centerline and pistons (V olvo Hydraulics Co.). These have the best efficiency of all pumps. Although in general the largest displacements are approximately one litre per revolution, if necessary a two-liter swept volume pump can be built. Often variable-displacement pumps are used, so that the oil flow can be adjusted carefully. These pumps can in general work with a working pressure of up to 350–420 bars in continuous work.Axial piston pumps swashplate principleAxial piston pumps using the swashplate principle (fixed and adjustable displacement) have a quality that is almost the same as the bent axis model. They have the advantage of being more compact in design. The pumps are easier and more economical to manufacture; the disadvantage is that they are more sensitive to oil contamination.Radial piston pumpsRadial piston pumps (fixed displacement) are used especially for high pressure and relatively small flows. Pressures of up to 650 bar are normal. In fact variable displacement is not possible, but sometimes the pump is designed in such a way that the plungers can be switched off one by one, so that a sort of variable displacement pump is obtained.Peristaltic pumpsPeristaltic pumps are not generally used for high pressures.Pumps for open and closed systemsMost pumps are working in open systems. The pump draws oil from a reservoir at atmospheric pressure. It is very important that there is no cavitation at the suction side of the pump. For this reason the connection of the suction side of the pump is larger in diameter than the connection of the pressure side. In case of the use of multi-pump assemblies, the suction connection of the pump is often combined. It is preferred to have free flow to the pump (pressure at inlet of pump at least 0.8 bars). The body of the pump is often in open connection with the suction side of the pump.In case of a closed system, both sides of the pump can be at high pressure. The reservoir is often pressurized with 6-20 bars boost pressure. For closed loop systems, normally axial piston pumps are used. Because both sides are pressurized, the body of the pump needs a separate leakage connection.Multi pump assemblyIn a hydraulic installation, one pump can serve more cylinders and motors. The problem however is that in that case a constant pressure system is required and the system always needs the full power. It is more economic to give each cylinder and motor its own pump. In that case multi pump assemblies can be used. Gearpumps can often be obtained as multi pumps.The different chambers (sometimes of different size) are mounted in one body or built together. Also vane pumps can often be obtained as a multi pump. Gerotor pumps are often supplied as multi pumps. Screw pumps can be built together with a gear pump or a vane pump. Axial piston swashplate pumps can be built together with a second pump of the same or smaller size, or can be built together with one or more gear pumps or vane pumps (depending on the supplier). Axial plunger pumps of the bent axis design can not be built together with other pumps.翻译:液压机械及泵液压机械是机械和工具,它使用流体的力量去做的工作。
液压专业毕业设计外文翻译有译文外文文献值得收藏哦

外文原文:The Analysis of Cavitation Problems in the Axial Piston Pumpshu WangEaton Corporation,14615 Lone Oak Road,Eden Prairie,MN 55344This paper discusses and analyzes the control volume of a piston bore constrained by the valve plate in axial piston pumps。
The vacuum within the piston bore caused by the rise volume needs to be compensated by the flow; otherwise, the low pressure may cause the cavitations and aerations。
In the research, the valve plate geometry can be optimized by some analytical limitations to prevent the piston pressure below the vapor pressure。
The limitations provide the design guide of the timings and overlap areas between valve plate ports and barrel kidneys to consider the cavitations and aerations。
_DOI: 10。
1115/1.4002058_ Keywords: cavitation ,optimization, valve plate,pressure undershoots 1 IntroductionIn hydrostatic machines,cavitations mean that cavities or bubbles form in the hydraulic liquid at the low pressure and collapse at the high pressure region, which causes noise,vibration,and less efficiency.Cavitations are undesirable in the pump since the shock waves formed by collapsed may be strong enough to damage components. The hydraulic fluid will vaporize when its pressure becomes too low or when the temperature is too high. In practice,a number of approaches are mostly used to deal with the problems:(1) raise the liquid level in the tank,(2)pressurize the tank, (3)booster the inlet pressure of the pump,(4) lower the pumping fluid temperature,and (5) design deliberately the pump itself.Many research efforts have been made on cavitation phenomena in hydraulic machine designs。
毕业论文中英文文献翻译液压专业毕业论文[管理资料]
![毕业论文中英文文献翻译液压专业毕业论文[管理资料]](https://img.taocdn.com/s3/m/4105879e58fafab068dc020e.png)
本科毕业论文--外文原文学院(系):年级专业:液压学生姓名:指导教师:完成日期:Why decompression is necessary in hydraulic systemsHydraulics & PneumaticsJun. 11, 2008 12:00amWhy decompression is necessary in hydraulic systemsIn high-pressure circuits with large-bore, long-stroke cylinders -- and the accompanying large pipes and/or hoses -- there is a good chance for system shock. In circuits with large components, when high-pressure oil rapidly discharges to tank, decompression shock results.Decompression shock is one of the greatest causes of damage to piping, cylinders, and valves in hydraulically powered machines. The energy released during decompression breaks pipes, blows hoses, and can instantly displace cylinder seals. Damage from decompression shock may take time to show up because the energy released by a single shock may be small. After repeated shocks however, weaker parts in the circuit start to fail.The potential for decompression shock is usually easy to determine beforehand and the design can be revised to avoid it. Shock from decompression normally occurs at the end of a pressing cycle when valves shift to stop pressing and retract the cylinder. The compressibility of the oil in the circuit, cylinder tube expansion, and the stretching of machine members -- all add to stored energy. The more energy stored, the worse the effects of decompression. Any time stored energy is a problem in a hydraulic system, a simple decompression circuit will add reliability and extend the system’s service life.One type of decompression shock that is hard to overcome occurs when a cylinder builds tonnage, then breaks through the work. Because pressure is resistance to flow, once the resistance is removed, the oil expands and decompresses rapidly. Such is the case when punching holes in a part. Punching a pplications pose one of the worse shock conditions any hydraulic circuit meets. To help reduce this type shock, keep piping as short as possible and anchor it rigidly. Some manufacturers offer resisting cylinders that slow the workingcylinder’s movement at breakthrough. These special cylinders may reduce or eliminate decompression shock.Another type of shock occurs when oil flowing at high velocity comes to a sudden stop. This might happen when a cylinder bottoms out or when a directional valve shifts to a blocked condition. Whatever the cause, the effect is the same as trying to stop a solid mass moving at high speed. Use an accumulator or deceleration valve to control shock caused by a sudden flow stop. (See Chapter 1 on accumulators.)The ensuing text describes applications where decompression shock might cause a problem. Also shown is the operation of some typical decompression circuits.When using a decompression circuit, cycle time becomes longer. Instead of the cylinder immediately retracting after finishing its working stroke, there is a short delay while stored energy dissipates. (It may be possible to arrange to decrease cylinder traverse time to make up for decompression time.) In any case, the added cycle time, if necessary, will decrease down time and maintenance problems.Press circuit without decompressionFigure 7-1 shows a schematic diagram for a typical medium- to large-bore cylinder without provision for decompression. A cylinder always needs a decompression circuit -- while cylinders with bores under 10 in. may get by without one. The main criteria are the volume and pressure of the stored fluid. The more high-pressure oil in a circuit, the greater the decompression shock. Long lengths of hose also cause and/or amplify decompression shock. It is best to install a decompression circuit when there is any chance it may be necessary. The expense of a decompression circuit is minimal and only adds to the cycle time if used.Fig. 7-1. Press circuit without decompression protection – at rest with the pumprunning.The circuit in Figure 7-1 has a directional valve with an all-ports-open center condition. The pump unloads to tank when the valve shifts to this center condition. The cylinder stays retracted because there is a counterbalance valve on the rod port.In Figure 7-2 the cylinder is pressing at a working pressure of 2800 psi. The 10-in. bore by 40-in. stroke cylinder holds approximately 3141 of oil. Added to this is another 800 of oil is in the pipe between the valve and the cylinder’s cap end. At a compressibility of approximately 1/2% per thousand psi, and allowing another 1/2% per thousand psi for physical expansion of the cylinder and pipe, plus frame stretch, total volume expansion could be up to 1% per thousand psi. Multiplying () X (2800 psi) X (3941 ) indicates that there are approximately 110 of extra oil in the cylinder when pressing at 2800 psi.Fig. 7-2. Press circuit without decompression protection – while extended cylinder is at full tonnage.When the directional valve shifts to retract the cylinder, a large portion of the 110 of extra oil rapidly flows to tank. Every corner this fast moving fluid turns and every restriction it meets causes system shock. The shock only lasts a few milliseconds during each cycle but the damage accumulates. In a small system like this one, the shock may not be audible or give a noticeable jerk to the pipes. However each shock adds to the last one, and the damage eventually shows up in leaking fittings or broken machine members.Press circuit with decompressionThe circuit depicted in Figure 7-4 is the same as in Figures 7-1, 7-2, and 7-3, but a decompression circuit has been added. Also, the directional valve’s center condition has ports P, B, and T interconnected, while port A is blocked. A pressure switch and a single-solenoid directional valve (the decompression valve)are added to the basic circuit to make decompression automatic and adjustable. The cylinder is at full tonnage in Figure 7-4, ready for decompression before beginning to retract.Fig. 7-3. Press circuit without decompression protection – cylinder just starting to retract.Fig. 7-4. Press circuit with decompression protection – while extended cylinder is at full tonnage.In this circuit, the signal to the retract solenoid on the directional valve passes through the normally closed contacts on the pressure switch. With a pressure switch setting of 350 psi, the retract solenoid will not be energized until pressure in the cap end of the cylinder lowers to that level and the contacts close. Set the shift pressure of the pressure switch high enough to shorten the decompression time as much as possible, yet still low enough to eliminate decompression shock.In Figure 7-5, the extend solenoid on the directional valve has just been deenergized, and a 115-V AC signal to retract the cylinder is on, but is blocked at the pressure switch’s open contacts. The 115-V AC signal does go to the decompression valve’s solenoid and that valve shi fts, opening a path to tank for any stored energy. Until pressure in the cap end of the cylinder deteriorates to the pressure switch setting, the cylinder sits still. The main flow of trapped oil in the cylinder is stopped at the directional valve’s blocke d A port. This part of the cycle completely eliminates all shock damage -- although it does add to cycle time.Fig. 7-5. Press circuit with decompression protection –while cylinder isdecompressing.Note the orifice in the line going to tank from the decompression directional valve. A fixed or adjustable orifice works equally well here. The orifice size determines the length of decompression time. If the orifice is too large, shock is less but may still be enough to cause damage. If the orifice is too small, there is no shock but cycle time may slow.When pressure in the cylinder’s cap end drops to the pressure switch setting -- as in Figure 7-6 -- the pressure switch shifts to its normal condition. The normally closed contacts on the pressure switch pass a signal to the retract solenoid on the directional valve, and the cylinder retracts.Fig. 7-6. Press circuit with decompression protection –while cylinder isretracting.Large press circuit with prefill valve and decompressionOn presses with large-bore cylinders or rams, oil compressibility is a problem. Another problem can be how to fill the ram as it approaches the work at high speeds and how to empty the ram when it retracts rapidly. The circuit in Figures 7-7 through 7--12 shows how to use a prefill valve to fill and empty a large ram. This type of prefill valve also can decompress the ram automatically without electrical controls.Fig. 7-7. Press circuit with prefill and decompression valves – at rest with pump running.Figure 7-7 shows the parts of a typical high-tonnage press. Small double-acting cylinders A (sometime called outriggers or pull-back cylinders) rapidly extend and retract the large ram. A small volume of oil cycles the outriggers for fast advance and return. Counterbalance valve B keeps the outriggers from running away and sequence valve C directs all fluid to the outriggers until the platen meets resistance. As the ram advances, vacuum opens prefill valve D, sucking fluid out of the tank to fill the large volume. Piloting the prefill valve open on retract first decompresses trapped oil, then allows free return flow to tank from the ram.附录四燕山大学本科毕业论文--外文译文文章名称:为什么减压在液压系统中是必要的学院(系):年级专业:液压学生姓名:指导教师:完成日期: 2013年6月13日为什么减压在液压系统中是必要的在高压油路和大缸径、长行程气缸——以及随之而来的大型管道和/或软管——很有可能对系统冲击。
机械 外文翻译 外文文献 英文文献 液压系统
机械外文翻译外文文献英文文献液压系统Hydraulic SystemHydraulic presser drive and air pressure drive hydraulic fluid asthe transmission is madeaccording to the 17th century, Pascal's principle of hydrostatic pressure to drive the development of an emerging technology, the United Kingdom in 1795 • Braman Joseph (JosephBraman ,1749-1814), in London water as a medium to form hydraulic press used in industry, the birth of the world's first hydraulic press. Media work in 1905 will be replaced by oil-water and further improved.After the World War I (1914-1918) ,because of the extensive application of hydraulic transmission, espec- ially after 1920, more rapid development. Hydraulic components in the late 19th century about the early 20th century, 20 years, only started to enter the formal phase of industrial production. 1925 Vickers (F. Vikers) the invention of the pressure balanced vane pump, hydraulic components for the modern industrial or hydraulic transmission of the gradual establishment of the foundation. The earl y 20th century G • Constantimscofluct- uations of theenergy carried out by passing theoretical and practical research; in 1910 on the hydraulic trans- mission (hydraulic coupling, hydraulic torque converter, etc.) contributions, so that these two areas ofdevelo- pment.The Second World War (1941-1945) period, in the United States 30% of machine tool applications in the hydraulic transmission. It should be noted that the development of hydraulic transmission in Japan than Europe and the United States and other countries for nearly 20 years later. Before and after in 1955, the rapid development of Japan's hydraulic drive, set up in 1956, "Hydraulic Industry." Nearly 20 to 30 years, the development of Japan's fast hydraulic transmission, a world leader.Hydraulic transmission There are many outstanding advantages, it is widely used, such as general industr- ial use of plastics processing machinery, the pressure of machinery, machine tools, etc.; operating machinery engineering machinery, construction machinery, agricultural machinery, automobiles, etc.; iron and steel indu- stry metallurgical machinery, lifting equipment, such as roller adjustment device; civil water projects with flo- od control and dam gate devices, bed lifts installations, bridges and other manipulation of institutions; speed turbine power plant installations, nuclear power plants, etc.; ship from the deck heavy machinery (winch), the bow doors, bulkhead valve, stern thruster, etc.; special antenna technology giant with control devices, measu- rement buoys, movements such as rotating stage; military-industrial control devices used in artillery, ship anti- rolling devices, aircraft simulation, aircraft retractable landing gear and ruddercontrol devices and other devi- ces.A complete hydraulic system consists of five parts, namely, power components, the implementation of co- mponents, control components, auxiliary components and hydraulic oil.一个完整的液压系统由五个部分组成,即动力元件、执行元件、控制元件、辅助元件和液压油。
DOC-机械专业毕业设计外文翻译--什么是液压-液压系统

DOC-机械专业毕业设计外文翻译--什么是液压-液压系统What is Hydraulic?A complete hydraulic system consists of five parts, namely, power components, the implementation of components, control components, no parts and hydraulic oil. The role of dynamic components of the original motive fluid into mechanical energy to the pressure that the hydraulic system of pumps, it is to power the entire hydraulic system. The structure of the form of hydraulic pump gears are generally pump, vane pump and piston pump. Implementation of components (such as hydraulic cylinders and hydraulic motors) which is the pressure of the liquid can be converted to mechanical energy to drive the load for a straight line reciprocating movement or rotational movement. Control components (that is, the various hydraulic valves) in the hydraulic system to control and regulate the pressure of liquid, flow rate and direction. According to the different control functions, hydraulic valves can be divided into the village of force control valve, flow control valves and directional control valve. Pressure control valves are divided into benefits flow valve (safety valve), pressure relief valve, sequence valve, pressure relays, etc.; flow control valves including throttle, adjusting the valves, flow diversion valve sets, etc.; directional control valve includes a one-way valve , one-way fluid control valve, shuttle valve, valve and so on. Under the control of different ways, can be dividedinto the hydraulic valve control switch valve, control valve and set thevalue of the ratio control valve. Auxiliary components, including fuel tanks, oil filters, tubing and pipe joints, seals, pressure gauge, oil level, such as oildollars. Hydraulic oil in the hydraulic system is the work of the energy transfer medium, there are a variety of mineral oil, emulsion oil hydraulic molding Hop categories.Hydraulic principleIt consists of two cylinders of different sizes and composition of fluid in the fluid full of water or oil. Water is called "hydraulic press"; the said oil-filled "hydraulic machine." Each of the two liquida sliding piston, if the increase in the small piston on the pressure of a certain value, according to Pascal's law, small piston to the pressure of the pressure through the liquid passed to the large piston, pistontop will go a long way to go. Based cross-sectional area of the small piston is S1, plus a small piston in the downward pressure on the F1. Thus, a small piston on the liquid pressure to P = F1/SI, Can be the same size in all directions to the transmission of liquid. "By the large piston is also equivalent to the inevitable pressure P. If the large piston is the cross-sectional area S2, the pressure P on the piston in the upward pressure generated F2 = PxS2Cross-sectional area is a small multiple of the piston cross-sectional area. From the type known to add in a small piston of asmaller force, the piston will be in great force, for which thehydraulic machine used to suppress plywood, oil, extract heavy objects, such as forging steel.History of the development of hydraulicAnd air pressure drive hydraulic fluid as the transmission is made according to the 17th century, Pascal's principle of hydrostatic pressure to drive the development of an emerging technology, the United Kingdom in 1795 Joseph (Joseph Braman ,1749-1814), in London water as a medium to form hydraulic press used in industry, the birth of theworld's first hydraulic press. Media work in 1905 will be replaced byoil-water and further improved.World War I (1914-1918) after the extensive application of hydraulic transmission, especially after 1920, more rapid development. Hydraulic components in the late 19th century about the early 20th century, 20 years, only started to enter the formal phase of industrial production. 1925 Vickers (F. Vikers) the invention of the pressure balanced vane pump, hydraulic components for the modern industrial or hydraulic transmission of the gradual establishment of the foundation. The early 20th century Constantine (G • Constantimsco) fluctuations of the ener gy carried out by passing theoretical and practical research; in 1910 on the hydraulic transmission (hydraulic coupling, hydraulic torque converter, etc.) contributions, so that these two areas of development.The Second World War (1941-1945) period, in the United States 30% of machine tool applications in the hydraulic transmission. It should be noted that the development of hydraulic transmission in Japan thanEurope and the United States and other countries for nearly 20 years later. Before and after in1955, the rapid development of Japan's hydraulic drive, set up in 1956, "Hydraulic Industry." Nearly 20 to 30 years, the development of Japan's fast hydraulic transmission, a world leader.Hydraulic transmission There are many outstanding advantages, it is widely used, such as general workers. Plastic processing industry, machinery, pressure machinery, machine tools, etc.; operating machinery engineering machinery, construction machinery, agricultural machinery, automobiles, etc.; iron and steel industry metallurgical machinery, lifting equipment, such as roller adjustment device; civil waterprojects with flood control the dam gates and devices, bed lifts installations, bridges and other manipulation of institutions; speed turbine power plant installations, nuclear power plants, etc.; ship deck crane (winch), the bow doors, bulkhead valves, such as the sternthruster ; special antenna technology giant with control devices, measurement buoys, movements such as rotating stage; military-industrial control devices used in artillery, ship anti-rolling devices, aircraft simulation, aircraft retractable landing gear and rudder control devices and other devices.什么是液压,一个完整的液压系统由五个部分组成,即动力元件、执行元件、控制元件、无件和液压油。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
附录附录AUnderstanding of concrete pump hydraulic systemPumping Hydraulic systemBoom hydraulic systemOutrigger hydraulic systemHydraulic system diagramDaily check and maintenance of the hydraulic systemThe functions of the truck mounted concrete pump, hydraulic system can be divided into pumping hydraulic system, boom hydraulic system, outrigger hydraulic system.Pumping Hydraulic system Is divided into three parts: main pumping system, distribution and lubricating system, mixing and cooling and cleaning system.Main pumping systemThere are two hydraulic loops: open and close loop.The Open loop: uses an A11VLO190 variable displacement of axial piston pump. It is fitted with a constant power control device, pressure cut-off valve and electricalstroke limiter with proportional solenoid. The constant power control device has been set in the factory. The displacement can beadjusted from 0 to Maximum by turning the oil pump displacement potentiometer on the control panel from low to high.Fig. 1 A11VLO 190A,B Service port (without charging pump) 420 barS Suction port (with charging pump) 35 bar T1, T2 Air bleed, tankR Air bleed, oil drainM1Measuring point, regulating chamberM Measuring point, service portG Port for positioning pressure (controller) for version with stroke limiter(H.., U2), HD and EP with screwed fitting GE10 – PLM (otherwise port G closed)The other is the control line, which can change the flow direction and the displacement of main pump through constant power valve,proportional solenoid pressure reducing valve, directional control valve and servo valve of main pump.The Closed loop: There is an auxiliary pump with relief valve that the setting pressure is 3.5Mpa in A4VG180. The auxiliary pump has twooutput ways. One is the charge oil line, which connects with suction line of main pump through the check valve in two pressure relief valves and add oil to main pump. At the same time excessive hydraulic oil return to oil tank through flushing valve and cooler to realize heat exchange for closed loop.A, B Service line ports SAE 1 1/4", high pressure series 420 barT1 Case drain or filling portT2 Case drain M33×2; 18 deepM A, M B Pressure gauge - operating pressure A, BR Air bleedS Boost suction portX1, X2Control pressure ports (before the orifice)G Pressure port for auxiliary circuitP S Control pressure supplyFa Filter outletFa1Filter outlet (filter assembly)Fe Filter inlet M33×2; 18 deepF S Port from filter to suction line (cold start)M H Port for balanced high pressureY1, Y2Remote control ports (only for HD control)Flushing valveUsed for closed loop to prevent excessive heat build-up in closed circuit operation. The setting pressure of flushing valve is 3.0MPa Pressure reducing valve with proportional solenoidUsed for closed loop. The Output pressure is connected with the remote control port of main pump to control the displacement and is controlled by a proportional current signal and constant power valve. The displacement can be adjusted from 0 to Maximum by turning the displacement adjusting potentiometer.Constant power valveUsed for closed loop. When the hydraulic system pressure is over the setting pressure, the valve works to reduce the output pressure of thepressure reducing valve and maintain the constant power.Power settingFig.3 Constant power valveMain pump suction filterPilot pressure settingOpen loop: filtration fineness 100u.Close loop: filtration fineness 20u.When the indicator in the vacuum gauge exceeds the safe area or the electric signal instrument gives a warning, the cartridge may be blocked. It should be clean or replace filter cartridge promptly.Filter filtration fineness is 20u in open loop. When the reading pressure of the vacuum gauge exceeds 0.35Mpa, the cartridge may be blocked. It should be clean orReturn filterreplace filter cartridge promptly.Filter filtration fineness is 10u in closed loop. When the electricity deliver reports to the police, the cartridge may be blocked, it should be clean or replace filter cartridge promptly.Distribution and lubricating systemConstant pressure pumpSetting screw for pressurecontrol zero /Stroke pressureFig.4 Constant pressure pumpAn A10VO28 constant pump is used for the distribution system of supply oil.The setting of the pressure control valve of the pump is 16Mpa. Once the system pressure is reached, the bump will keep this pressure then decrease the displacement. There is a pressure relief valve in the distribution circuit to act as a safety valve, which is set to 18Mpa.Plate ball valve (shut-off valve)Used to discharge the accumulator. It must be rotated the lever of shut-off valve anti-clockwise when the pumping finishes or stopped for maintenance, in order to discharge the pressure of theaccumulator. (Pressure gauge of distribution system is zero)AccumulatorInflation pressure is 8-9Mpa. Use Only Nitrogen to fill the accumulator. Charging pressure should not exceed these figures.Lubricating systemThere are two types. One is reciprocating centralized lubrication thatis driven by oil from the swing cylinders of distribution system includes lubricating single pump (or double pump), distributor, damper and filter. The other is automatic centralized lubrication that is driven by a D.C motor with an independent grease tank and independent from the hydraulic system. The interval time of lubrication is carried out in the factory. The lubrication system works automatically when pumping.Mixing, cooling, cleaning systemOnly the Mixing, cooling, cleaning system are driven by motor in open loop.Gear pumpGear pump supplies oil to the mixing, cooling, cleaning system.Sandwich type relief valveThe pressure is set to 14Mpa.Ressure relayIf the mixing blade is stuck, the system pressure will raise. When the pressure exceeds the setting value (usually 10Mpa), the pressure relay will give a warning. The Solenoid directional control valve changes direction to let the mixing motor to rotate anti-clockwise. After 6 second the solenoid valve will reset, and the mixing motor will rotate clockwise again.Return filterThe filtration fineness is 10u in closed loop. The cartridge may be blocked when the electric alarm sounds. It should be replace promptly.Boom hydraulic systemBoom pumpBoom and outrigger use the same pump.37m and 40m truck mounted concrete pumps: A2FO23 fixed displacement pump44m and 47m truck mounted concrete pumps: A7VO55LRDS variable displacement pump, or A7VO55DRS variable displacement pump46m and 49m truck mounted concrete pumps: A7VO55LRDS variable displacement pumpFig.5 A7VO55DRS Fig.6 A7VO55LRDS Fig.7 A2FO23Boom proportional directional spool valveThe proportional directional spool valve with electro-hydraulic consists of pressure relief valve, pressure reducing valve, and flow control valve, and can becontrolled manual or by remote control.Fig.8 Boom proportional directional spool valveLoad-holding valveLoad-holding valve has three functions. (1) It acts as a lock when the cylinder isn’t moving. (2) Load-holding valve has twice relief function to protect boom against vibrating. It will be adjusted in the factory. (3) When the boom moves downward asSlewing load-holding valvegravity load, it can limit speed to prevent the boom falling tooquickly and shaking.There are three main functions. Lock, overload protection and speed limiting.Outrigger hydraulic systemOutrigger hydraulic system and boom hydraulic system are used the same pump to supply oil. Outriggers should be set up before the boom is operated by the control levers or electric control button on both sides of the truck mounted concrete pump.Outrigger proportional directional spool valveIt is an integrated unit with a relief valve inside to control maximumpressure of the outrigger hydraulic system.Fig .9 Outrigger proportional directional spool valveOutrigger hydraulic lockIt is used to lock the outrigger cylinders and pay attention to the vertical moving of the outrigger cylinder when working .Pressure reliefvalve附录B混凝土泵车液压系统的认识泵送单元液压系统臂架液压系统支腿液压系统液压原理图液压系统的日常保养及维护泵车液压系统按泵车功能可划分为泵送单元液压系统、臂架液压系统、支腿液压系统。