全自动灌装机的PLC自动控制设计及故障处理
PLC控制的自动灌装机系统的设计毕业设计(已处理)

PLC控制的自动灌装机系统的设计毕业设计(已处理)PLC控制的自动灌装机系统的设计毕业设计毕业设计(论文)题目 PLC控制的自动灌装机系统的设计系 (院)专业班级学生姓名学号指导教师职称PLC控制的自动灌装机系统的设计摘要近年来,社会的发展和进步对各行各业提出了越来越高的要求。
机械化加工企业为了提高生产效率和市场竞争力,采用了机械化流水线作业的生产方式,对不同的产品分别组成了自动流水线。
产品不断地更新换代,也同时要求相应的控制系统随之改,提高产品生产的效率。
在这种情况下,硬连接方式的继电接触式控制系统就不能满足经常更新的要求了。
这是因为,一是成本高,二是周期长。
在早期还出现过矩阵式顺序控制器和晶体管逻辑控制系统,由于这些装置体积大,功能少,本身存在很多不足,虽然在能够提高控制系统的通用性和灵活性,但均未得到广泛应该。
PLC可编程序控制器具有结构简单、编程方便、可靠性高等优点,已广泛用于工业过程和位置的自动控制中。
据统计,可编程控制器是工业自动化装置中应用最多的一种设备。
专家认为,可编程控制器将成为今后工业控制的主要手段和重要的基础设备之一。
由于PLC具有对使用环境适应性强的特性,同时其内部定时器资源十分丰富,液体物体的灌装机发展很快,早已有人工手动灌装发展实现机械自动化灌装,且自动化水平日益提高。
随着科学技术和生产的发展,现在越来越多的将PLC应用于灌装机系统中。
本设计综合可编程控制器和变频器控制的诸多优点,通过可编程控制器输出来控制变频器的多段速调速,让电动机转速跟随检测的反馈信号而变化,实现对灌装啤酒传送带速度的自动控制,使其与灌装机的速度相匹配,提高工业生产的效率。
本次设计将可编程控制器和变频器控制进行了充分的结合运用,将可编程控制器的开关量输出端直接与变频器的开关输入端相连,体现了由新的控制器带来新的控制理念的思想。
关键词:继电接触式控制系统;可编程控制器(PLC);灌装机;自动控制;变频器控制Filling Machine Bssed on the PLC System Design of the Automatic Filling MachineAbstractIn recent years, social development and progress take higher and higher requirements for the various trades.Mechanical processing enterprises takes the introduction of mechanized production lineoperations and the products of different compositions of the auto assemblyline inorder to improve production efficiency and marketcompetitiveness.Products are continuously upgrading which also required along the corresponding control system change to improve production efficiency. In this case, the hard-wired way of relay contact control system can not meet the requirements of a regular update. This is because, first, high costs, and second, a long cycle. Also appeared sequence of matrix transistor logic controllers and control systems in the early, as these devices are bulky, feature little in itself has many deficiencies, although the control system can improve the versatility and flexibility but were not widely should be.The?programmable?preface?in?PLC?controller?is?a?kind?of?new?industry ?methodsofcontiol?the?device,it?regard?microprocessor?as?the?foundation, ?synthesizing?the?calculator?technique,?automatic?control?technique?to?d evelop?with?the?communication?technique?.It?has?the?construction?simple, ?the?plait?distance?is?convenient,?high?etc.?in?dependable?advantage,?al ready?extensive?used?for?the?industry?process?with?the?automatic?control ?of?the?position?inside.According?to?the?covariance,?the?programmable?controller?is?a?kind?o f?equipments?that?industry?automate?to?equip?the?inside?the?application? atthemost.The?expert?thinks,?the?programmable?controller?will?become?the ?main?means?that?aftertime?industry?control?with?the?one?of?the?importan t?foundation?equipmentses,?the?PLC?will?become??major?of?pillar?that?industry?produce.B ecause?the?PLC?has?to?the?strong?characteristic?in?adaptability?in?envir onment?in?usage,?its?inner?part?settles?at?the?same?time?the?machine?res ources?is?abundant?very much.Liquid filling machine objects developed rapidly,the development has long been realized by manual filling machine automatic filling,and the increasing level of automation.With the development of science and technology and production,now PLC will be used more and more and more filling machine system.This design composite integrated programmable controller andinverter control of the many advantages of the programmable controller to control the inverter output multi-speed governor, so that motor speed feedback signal to follow the detection of change, to realize the speed of filling beer belt automatic control, and filler to match the speed and improve the efficiency of industrial production. This design will be programmable controller and inverter control of the combination of full use of the programmable controller switch output terminal directly connected to the inverter switch input, reflected by the new controller brings new control concepts of thinking.Key words: Relay contact control system;Programmable logic controller;Filling machine;Automatic control;Inverter control 目录第一章绪论 11.1研究背景及课题来源 11.2研究现状 11.3解决办法 2第二章 PLC介绍 32.1 PLC的发展 32.2 PLC的应用领域 32.3 PLC的特点 32.4 PLC控制灌装机系统的优点 4 第三章设计方案 53.1自动灌装机系统方案设计 5 第四章罐装传送带调速系统分析 94.1 罐装传送带调速系统工艺流程 9 4.2 输入信息分析 104.3 输出信息分析 11第五章罐装传送带调速控制系统硬件设计 125.1罐装传送带系统总图设计 12 5.2电器元件的选型 13第六章罐装传送带调速控制系统硬件设计 146.1编程平台介绍 146.2具体设计程序及注释 15 6.3灌装传送带调速监控系统软件 19结论 22参考文献 23谢辞 24第一章绪论1.1 研究背景及课题来源近几年,由于PET/HDPE塑料瓶被越来越多地应用到液态食品包装领域,扩大了其在液态食品包装领域中的应用范围。
饮料灌装机的plc控制系统

饮料灌装机的PLC控制系统设计摘要随着计算机和网络通讯技术的发展,企业对生产过程的自动控制和信息通讯提出了更高的要求。
饮料生产线比较复杂,生产环节也很多。
其中饮料的灌装就是饮料生产线上重要的生产环节。
控制系统主要由一台PLC、交流异步电机、液罐、多个灌装状态检测传感器、故障报警蜂鸣器、产量统计显示器等组成。
其中电机用来控制运送饮料瓶的传送带部分。
本控制系统有两个特点:一是输入、输出设备比较多;二是所需实现的控制是顺序逻辑控制、模块控制以及计算统计功能。
西门子S7-300系列PLC在模块控制、高速计数和计算方面的功能较强,实现比较方便。
因此本系统选用了S7-300型号的PLC进行控制,既满足了控制系统所需的I/O点数,又满足了被控对象的控制要求。
采用PLC控制饮料灌装生产线,实现了饮料生产线的自动化、智能化。
对劳动生产率的提高,饮料质量和产量的提高具有深远的意义。
关键词 S7-300可编程序控制器(PLC)/自动化/智能化The design of PLC control system of beverage filling machineAbstractWith the computer and network communication technology, business-to-production process automation and information and communication put forward higher requirements. Beverage production line more complex production processes are also numerous. One drink is a beverage filling production line's most importantproduction areas.Control system mainly by a single PLC, AC asynchronous motor, tank, multiple filling state detection sensor, fault alarm buzzer, the output statistics displays so on. One motor is used to control the delivery of beverage bottles conveyor belt parts.The control system has two characteristics: First, input and output devices are more; second is required in order to achieve control is logic control, module control, and computing statistical functions.Siemens S7-300 series PLC in the module control, high-speed counting and computing functions of a stronger and achieve more convenient. Therefore, this system adopts the S7-300 type of PLC control ,not only the control system to meet the required I / O points, but also to meet the control requirements of the controlled object.Use of PLC control beverage filling production line, to achieve the soft drink production line automation and intelligence. On labor productivity gains, improve beverage quality and yield far-reaching significance.KEY WORDS S7-300 PLC ,Automation ,Intelligence前言工业现代化的进程,对生产过程的自动控制和信息通信提出了更高的要求。
饮料灌装机PLC控制系统设计

饮料灌装机PLC控制系统设计饮料灌装机是饮料加工线上必不可少的设备,它有着高效、精准、可靠的特点。
而PLC控制系统是灌装机的核心,它可以实现灌装过程中的高速控制、精度控制和自动化控制。
1. PLC控制系统的工作原理PLC即可编程逻辑控制器,是现代工业控制的重要组成部分。
PLC控制系统由PLC、传感器、执行器、触摸屏人机界面等组成。
其工作原理是由PLC通过程序控制执行器的运动,实时读取传感器所感应的数据和触摸屏显示器上的指令,达到对灌装过程中物料流量、重量、速度等参数的实时监测和控制。
2. 设计要点饮料灌装机的PLC控制系统设计需要考虑以下几点:(1) 控制方式的选择:灌装机的控制方式分为手动和自动两种,手动控制方式操作简单,适用于小规模生产;自动控制方式可以通过预设程序实现自动加工,适用于大规模生产。
(2) 程序的设计:程序的设计包括监控和管理,需要实现数据采集、运算和调节等功能。
程序设计需要考虑到控制精度和反应速度两个方面,确保灌装过程中的稳定性和速度。
(3) 传感器的选择:传感器可以通过测量传输介质的温度、压力、流量等参数,将实时数据传递给PLC控制器。
传感器的选择需要考虑到其精度、稳定性和可靠性等因素。
(4) 触摸屏人机界面:触摸屏人机界面可以实现现场监控和控制,它需要具备操作简单、易于维护、直观友好等特点,以方便操作管理人员进行实时监控和控制。
(5) 增加安全措施:灌装过程中涉及到高压、高温、高速等复杂环境,需要在PLC控制系统中增加安全措施,如温度传感器报警、超重报警等,以确保职工的安全。
3. 优点PLC控制系统的优点包括:(1) 稳定性高:PLC控制系统运行稳定,能够实时调节灌装流量、速度、质量等参数,使产品质量更加稳定。
(2) 自动化程度高:PLC控制系统可以通过程序预设自动进行灌装过程,实现产品的自动化生产,节省人力成本。
(3) 精度高:PLC控制系统能够实时监测和控制灌装过程中的各项参数,确保产品质量的一致性。
饮料灌装机的PLC程序设计
摘要作为通用工业控制计算机,可编程控制器实现了工业控制领域接线逻辑到存储逻辑的飞跃,在世界工业控制中发挥着越来越重要的作用。
鉴于此,设计者利用PLC的功能和特点设计出了一款饮料灌装生产流水线控制系统。
本课题主要用了三菱PLC,传感器,继电器等。
采用PLC是用了它的自动控制能力好的特点,这样可以在生产过程中无需有人控制。
文章刚开始介绍了PLC的相关知识,给出了PLC的定义、功能、特点及应用范围,并引申到在本系统的应用中。
文章对系统中所用到的元器件的原理也做了详细介绍,在对系统设计的说明中,文章详细的给出了系统实现的功能及其控制方法。
最后对系统的软件编程及程序编辑做了说明。
关键词可编程控制器饮料灌装生产流水线系统元器件 PLC 软件系统目录绪论 (2)第一章可编程控制器概述 (3)1.1 PLC的定义 (3)1.2 PLC的基本组成 (3)1.3 PLC的主要特点 (4)1.4 PLC的功能 (5)1.5 PLC的应用范围 (5)第二章元器件工作原理 (6)2.1 PLC工作原理 (6)2.2 传感器的工作原理 (9)2.3 中间继电器的工作原理 (10)第三章PLC控制系统设计方法 (11)3.1 PLC课程设计原则、方法 (11)3.2 PLC常用编程元件 (12)3.3 PLC软件使用 (14)第四章饮料罐装设备的PLC控制设计 (20)4.1 控制系统分析 (20)4.2 I/O端口分配 (20)4.3 梯形图 (20)4.4语句表 (23)第五章程序调试 (24)5.1 调试方法 (24)5.2 调试过程 (25)第六章结论和展望 (27)致谢 (28)参考文献 (29)绪论一、课题研究背景几年前。
自动化技术只占包装机械设计的30%,现在已占50%以上,大量使用了微电脑设计和机电一体化控制。
提高包装机械自动化程度的目的,一是为了提高生产率:二是为了提高设备的柔性和灵活性;三是为了提高包装机械完成复杂动作的能力。
全自动粉末灌装机常见故障

全自动粉末灌装机作为生产厂家经常使用的设备之一,使用时间长了,难免就会出现一些故障,那比较常见的故障有哪些呢,下边一起来看看吧。
1 、PLC故障PLC故障主要有输出点继电器接点粘连。
如果该点控制电机,故障现象为有信号启动电机后,电机运转,但停止信号发出后,电机却不停止运转,当PLC 停电后,电机才停止运转。
如果该点控制电磁阀。
故障现象为电磁阀线圈不断电,气缸不复位。
如果用外力撞击PLC使粘连点分开的方法,可以协助判断该故障。
PLC输出点故障的维修方法有两种,比较方便的一种是用编程器修改程序,将损坏的输出点修改为备用输出点,同时调线。
如控制电磁阀的1004点损坏,改为备用点1105点。
可用编程器找到1004点的相关语句,keep(014)01004为keep(014)01105。
控制电机的1002点损坏,改为备用点1106,修改1002点相关语句out 01002为out 01106,同时调线即可。
如果没有编程器,则可采用比较麻烦的第二种,拆下PLC,拆开PLC将备用点的输出继电器拆下换到损坏的输出点上。
再按原线号安装即可。
2、接近开关故障灌装机包装机有五个接近开关。
三个用于刀保护,二个用于控制上下膜放膜电机。
其中用于控制刀保护的,偶尔一二次误动作。
就会打断正常的运转过程,且由于故障出现的次数少,时间短,给故障的分析、排除带来一定的困难。
故障原因是熔刀在下降过程中。
没有遇到被包装物。
而熔刀升位接近开关失去信号,就与护刀板接触到被包装物一样,熔刀自动向上返回。
故障维修方法,可将熔刀升位接近开关并联安装一个同型号的开关,双并联工作,以提高其可靠性。
3、磁性开关故障磁性开关用于检测气缸的位置和控制气缸的行程。
叠层、推包、压包和熔刀四个气缸动作相互关联,用磁性开关来检测和控制它们的位置。
故障主要表现为后续气缸不动作,原因是气缸速度较快,导致磁性开关不能检测到信号。
如推包气缸速度太快,推包复位后,压包和熔刀气缸不动作。
全自动灌装机故障常见原因
全自动灌装机故障常见原因全自动灌装机故障常见原因:1. 电源故障:全自动灌装机的电源故障可能导致设备无法正常运行。
例如,电源线松动、电源开关损坏等。
在检查和排除故障时,需要检查电源线是否连接牢固,开关是否正常工作。
2. 机械故障:全自动灌装机的机械部件可能会因为长时间使用或过度磨损而导致故障。
例如,装填头、输送带、电机等可能会出现断裂、损坏等问题。
此时需要检查相关机械部件是否松动或磨损,及时更换和维修。
3. 传感器故障:全自动灌装机通常配备了多个传感器用于检测和控制各种操作。
传感器故障可能会导致设备无法正常工作,例如,液位传感器故障会导致灌装不准确。
对于传感器故障,需要检查传感器是否正常连接,清洁传感器表面,并更换故障传感器。
4. 控制系统故障:全自动灌装机的控制系统是设备正常运行的关键。
控制系统故障可能会导致设备无法操作或出现错误。
例如,PLC控制器故障会导致程序无法执行。
对于控制系统故障,需要检查控制器的连接、电源和程序是否正常,并通过重新加载或更换控制器来解决故障。
5. 泵故障:全自动灌装机的泵用于吸入和输送液体。
泵故障可能会导致液体无法正常输送或流失。
例如,泵密封损坏会导致液体泄漏,泵运转不畅会导致液体输送不正常。
对于泵故障,需要检查泵的连接、密封和轴是否正常,并及时更换或维修。
6. 供液故障:全自动灌装机需要稳定的供液系统来保证正常运行。
供液故障可能会导致灌装操作中断或不准确。
例如,供液管路堵塞、液体缺乏等。
对于供液故障,需要检查供液管路是否通畅,液体是否足够,并及时补充和清洁。
7. 操作错误:全自动灌装机的操作人员使用不当也可能导致设备故障。
例如,设置参数错误、操作程序错误等。
对于操作错误,需要培训操作人员,并确保操作按照正确的流程进行。
以上是全自动灌装机常见故障的一些原因。
在进行故障排除时,需要根据具体的情况进行检查和维修,确保设备能够正常运行。
此外,对于全自动灌装机的维护保养也是预防故障的关键,定期检查和维护设备,及时更换磨损和老化部件,可以延长设备的使用寿命和减少故障发生的可能性。
基于PLC的灌装机的电气控制和监控系统设计
基于 PLC的灌装机的 电气控制和监控系统设计
文 /方 绍 军
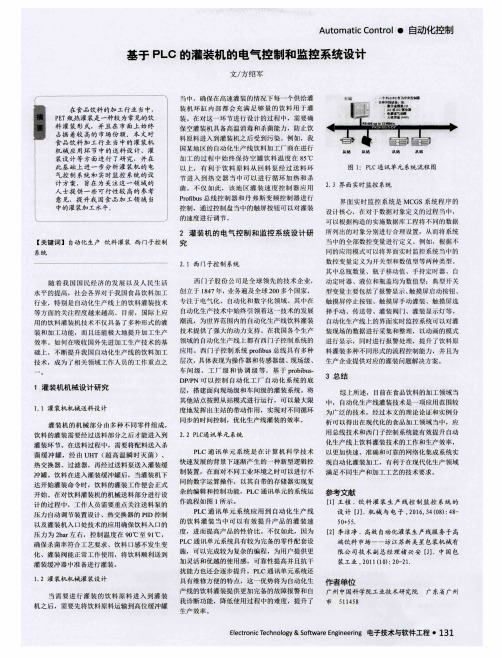
在食 品饮料 的加 工行业 当中, PET瓶 热灌 装是一种较为常 见的饮 料 灌 装形 式,并 且在 市 面上 始终 占据 着较 高的 市场 份 额。本 文对 食 品饮 料 加工 行业 当中的灌 装机 机 械 应用 环 节 中的送料 设 计、灌 装 设 计等 方面 进行 了研 究,并在 此 基 础上 进一 步分 析灌 装机 的 电 气 控 制 系 统 和 实 时监 控 系 统 的 设 计 方 案, 旨在 为关 注这 一领 域 的 人 士提 供 一些 可行 性较 高 的参考 意 见,提 升 我 国食 品加 工领 域 当 中的灌装加 工水平 。
界面实 时监控 系统是 MCGS系统 程序 的 设 计 核 心 , 在 对 于 数据 对 象 定 义 的 过 程 当 中 , 可 以 根 据 构 造 的 实 施 数据 库 I:程将 不 同 的 数据
2 灌 装机的 电气控制 和监 控系统设 计研 所 列 出 的 对 象 分 别 进 行 合 理 设置 , 从而 将 系统
1 灌 装 机 机 械 设 计 研 究
1.I 灌 装 机 机 械 送 料 设 计
灌装机 的机械 部分南 多种 不同零件组成 , 饮 料 的 灌 装 需 要 经 过 送 料 部 分之 后 才能 进 入到 灌 装 环 节 。在 送 料 过 程 中 , 需要 将 配料 送 入 杀 菌缓 冲罐 ,经 由 UHT (超 高温 瞬时 灭菌 )、 热交换器 、过滤 器,再经过送料 泵送 入灌 装缓 冲 罐 。 饮 料 在 进 入 灌 装 缓 冲 罐 后 , 当灌 装 机 下 达开始灌装 命令时 ,饮料 的灌装工作便 会正式 开始。在对饮料灌装机的机械送料 部分进 行设 计 的 过 程 中 ,工 作 人 员需 要 重 点 关注 送 料 泵 的 压 力 自动 调 节 装 置 设 计、 热 交换 器 的 PID控 制 以及灌装机入 口处技术的应用确保饮料入 口的 压 力 为 2bar左 右 , 控 制 温 度 在 90"C至 91℃ , 确保杀菌率符合工艺要求 、饮料 口感不 发生变 化 、 灌 装 阀 能 正 常 工 作 使 用 ,将 饮 料 顺 利 送 到 灌 装 缓 冲 器 中 准 备 进 行 灌 装 。
全自动灌装机的PLC自动控制设计及故障处理毕业设计

毕业设计(论文)题目:全自动灌装机的PLC自动控制设计及故障处理摘要传统的继电器控制设备不仅体积大,耗电多、效率低且故障率高,已无法满足现代生产快速反应、精确度高且连续稳定运行时间长的要求。
另外灌装液体大多粘度(cps)较高因此普通灌装机无法实现液体自流灌装。
PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置,具有通用性好,可靠性高,安装灵活,扩展方便,性价比高等一系列优点,通过PLC控制伺服电机的升降来精确控制灌装量的多少,主要用于高粘度等液体的灌装。
本文主要介绍了基于PLC和伺服系统等机电产品的控制系统可以很好地满足现下各种用户对于灌装设备的使用要求。
关键词PLC 伺服系统全自动灌装调试目录第1章全自动灌装机控制系统用户需求及其分析 (1)第2章电气线路设计2.1总体功能设计 (1)2.2电气产品选型 (3)2.3具体实施 (5)第3章控制模块的程序设计思路及设计3.1PLC与触摸屏的选型 (6)3.2PLC的输入输出点位表和接线图 (7)3.3PLC与触摸屏通讯模块设置 (8)3.4PLC编程要点3.4.1PLC控制补液电机减少生产环节 (9)3.4.2PLC控制急停按钮保护设备及操作人员 (10)3.4.3PLC控制设备清洗次数保持设备清洁 (12)第4章设计过程中的故障处理及设备调试与维护4.1各类传感器的接线过程出现的问题 (13)4.2伺服驱动器与伺服电机及PLC间的通讯问题 (15)4.3PLC与触摸屏间通讯问题 (17)4.4全自动灌装机调试 (18)第5章结论 (19)致谢 (20)参考文献 (21)附录 (22)第1章全自动灌装机控制系统用户需求及其分析近几年随着机器设备自动化的不断升级,自动灌装机的维护,操作和保养越来越容易,自动化技术的升级对自动灌装机操作人员的专业技能也没以前那么复杂和那么高了,所以产品灌装的质量直接与自动灌装机的质量水平和先进水平有关。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕业设计(论文)题目:全自动灌装机的PLC自动控制设计及故障处理系(院):专业:姓名:学号:**********校内指导教师:职称:讲师摘要传统的继电器控制设备不仅体积大,耗电多、效率低且故障率高,已无法满足现代生产快速反应、精确度高且连续稳定运行时间长的要求。
另外灌装液体大多粘度(cps)较高因此普通灌装机无法实现液体自流灌装。
PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置,具有通用性好,可靠性高,安装灵活,扩展方便,性价比高等一系列优点,通过PLC控制伺服电机的升降来精确控制灌装量的多少,主要用于高粘度等液体的灌装。
本文主要介绍了基于PLC和伺服系统等机电产品的控制系统可以很好地满足现下各种用户对于灌装设备的使用要求。
关键词PLC 伺服系统全自动灌装调试目录第1章全自动灌装机控制系统用户需求及其分析 (1)第2章电气线路设计2.1总体功能设计 (1)2.2电气产品选型 (3)2.3具体实施 (5)第3章控制模块的程序设计思路及设计3.1PLC与触摸屏的选型 (6)3.2PLC的输入输出点位表和接线图 (7)3.3PLC与触摸屏通讯模块设置 (8)3.4PLC编程要点3.4.1PLC控制补液电机减少生产环节 (9)3.4.2PLC控制急停按钮保护设备及操作人员 (10)3.4.3PLC控制设备清洗次数保持设备清洁 (12)第4章设计过程中的故障处理及设备调试与维护4.1各类传感器的接线过程出现的问题 (13)4.2伺服驱动器与伺服电机及PLC间的通讯问题 (15)4.3PLC与触摸屏间通讯问题 (17)4.4全自动灌装机调试 (18)第5章结论 (19)致谢 (20)参考文献 (21)附录 (22)第1章全自动灌装机控制系统用户需求及其分析近几年随着机器设备自动化的不断升级,自动灌装机的维护,操作和保养越来越容易,自动化技术的升级对自动灌装机操作人员的专业技能也没以前那么复杂和那么高了,所以产品灌装的质量直接与自动灌装机的质量水平和先进水平有关。
现在我们都知道自动灌装机的种类很多,不同的机械可以满足不同产品灌装要求。
目前各类药品,农药,食品等液体粘稠度普遍较高使用老式液体灌装机无法达到灌装精度的有效控制,因此为了达到用户的要求增强液体灌装时的操作精度使用了可编程控制器(PLC),触摸屏等控制精度高,操作简单的电气设备。
电气分析如下:老式灌装机大多使用液体的特性——自流以达到灌装时的动力。
使用高性能的PLC及伺服系统带动钢板控制灌装缸内的活塞以达到控制下料的精度。
本机采用(PLC)可编程控制,伺服系统,光电传感,气动执行于一体化的高新技术灌装设备。
灌装方法是用定压块,固定流到参数,控制灌料时间来实现的。
操作方便,效率高,可适合各种不含气体的液体灌装。
1.灌装头不滴漏,灌装量精确;2.容易更换瓶子规格,适合任意形状的灌装瓶;3.适用广泛,降低工序成本。
主要参数规格适合粘度:4000CPS以上灌装方式:直线间歇/定位式;灌装误差:小于0.3%(250ml以上容积以上为例);使用电压:380/220V 50Hz;功率:0.75KW~1.5KW;灌装速度参数表1-1(以水计)第二章电气线路设计2.1总体功能设计对于这种全自动生产线的电气设计,必须按照严格的电气设计规则,以规范严格的线路设计排布,保障线路整齐安全,设备能够正常长期,稳定的工作。
控制柜所涉及到的电气元器件分成两大部分:电气部分和气动元件部分。
电气线路主电路图:(见图1-1)电气部分:对于此类设备的设计要求,要求达到灌装精度高即灌装容量准确,因此我们使用松下1.5kw伺服电机+松下伺服驱动器设计目的:使用伺服电机和与之配套的伺服驱动器是为了提高灌装精度。
另外常见的电路保护装置低压断路器,交流接触器,中间继电器,给PLC和传感器供电的100W开关电源,三菱F-1N60MT点PLC,电气设计布局图(见图1-2)气动元件部分:由于灌装机对阀门的开关要求及时准确,因此我在PLC控制下选用电磁阀控制灌装头的开关,气动元件布局图(见图1-3)图1-1电气线路主电路图主电路使用三相四线制布线方式三组220V/50Hz交流电(L,R,S)。
一组零线(N)。
主线路分别有PLC,开关电源,补液电机,伺服驱动器电源以及输送带电机。
控制电路由电源开关,电源指示灯及接触器KM中间继电器常开触点KA接触器KM1组成,通过打开电源开关接通接触器KM导通主电路PLC,输送带电机,开关电源,伺服驱动器得电,指示灯灯亮。
图1-2电气设计布局图图1-3气动元件布局图2.2电气产品选型接线端子排,德力西CJ-X1交流接触器,欧姆龙中间继电器,德力西低压断路器,220V/24V交直流变压器,三菱PLC,伺服驱动器,电缆,(亚德克)电磁阀。
奥托尼克斯光电传感器,电感式接近开关;亚德客磁性开关,液位开关。
OMRON欧姆龙继电器MY4N-J工作DC6V-110V时,耗电为0.9W,AC12-24V时,耗电为1.0-1.2W,AC100-240V时,耗电为0.9-1.1W,4N即表示中间继电器有四组常开常闭触电。
德力西CJ-X1交流接触器:CJX1-12定工作电压:380V,额定绝缘电压:660V,约定发热电流:20A,额定工作电流:12A,辅助触电:两组常开两组常闭。
德力西低压断路器:见表2-1表2-1低压断路器型号表电磁阀:AIRTAC(亚德客)4V110-06 DC\24V4V230C-08 见表2-2表2-2电磁阀型号表松下伺服电机及伺服驱动器松下MDHH5540-1.5kw系列伺服电机及伺服驱动器A5系列电机的特点:功率:从常规品种50W~5kW规格已扩展到15KW,有各种惯量以良好的匹配机械。
特性改善:速度响应高达2kHZ,适合各种高速定位的工业场合;极低齿槽转矩(0.5%以下)高分解率:绝对式17bit、增量式20bit小型超轻化:行业最轻(1kW~5kW)耐环境性能升级: IP67构造A5系列驱动器的特点:电源:单相AC100V、单/3相AC200V控制模式:转矩、速度、位置、全闭环控制。
实时自动增益调整达32级,陷波滤波器达4个,极大降低了机械共振。
符合欧洲规范的安全钮,增加如编码器温度检测等安全措施。
输入/输出脉冲频率可达到4Mpps。
控制参数:扩大自动设定范围。
与PC通信:对应USB 多语言新软件设定,操作性能升级。
FX1n系列PLC是一种普遍选择方案,最多可达128点控制。
由于FX1n系列PLC具有对于输入/输出、逻辑控制以及通讯/链接功能的可扩展性,因此它对普遍的解决方案有广泛的适用范围。
2.3具体实施电气箱中主线路使用1*1电缆线按照电路图依次连接,控制电路和传感器接线使用0.5*1电缆按照电路设计图依次连接。
光电传感器:对于灌装瓶数计数,分别安装在进瓶口和出瓶口,当进瓶个数达到12瓶时,控制灌装机工作的PLC开始工作;当灌装完成时,夹瓶夹松开,开始出瓶,当后光电计数达到5瓶时,前门开,开始进瓶,以此类推,光电不断计数。
电感式接近开关(限位开关):上限位,下限为,最下限位。
这类限位开关在PLC控制系统中的作用:伺服驱动器及伺服电机工作的运行状态,当电机控制下的液压平台到达上限位时,PLC停止对伺服驱动器给方向和脉冲信号,此时电机停止工作。
当电机控制下的液压平台到达下位时,PLC停止对伺服驱动器给方向和脉冲信号,电机停止工作。
最下限为的作用:保证电机及伺服驱动器在异常工作状态下或PLC对伺服驱动器控制失灵时起到保护电机的作用。
一般情况下,液压平台不会触碰最下限位,当液压平台到达最下限为时,电机抱死,伺服驱动器报警,此时伺服电机无论是否给信号电机都无法运转。
磁性开关:上位,下位,中位。
磁性开关在控制系统中,其主要作用是:调节气缸上升或下降的幅度从而保证灌装头上升或下潜的状态。
当气缸活塞到达上位时,PLC气缸上升控制部分不工作,只能作下降运动;当气缸活塞到达中位时,PLC气缸控制部分可上升亦可下降;当气缸活塞到达下位时,PLC气缸控制下降部分不工作,只能作上升运动。
液位开关:为了能使灌装的全自动化,使用自动补液,设计通过液位开关来控制中间继电器带动交流接触器控制补液泵。
当液位低于液位开关最低位时,中间继电器常开触点闭合,交流接触器线圈得电交流接触器吸合补液泵得电工作,达到补液目的;当液位到达液位开关最高位时,中间继电器常开触点断开,交流接触器线圈失电,交流接触器断开,补液泵断电,停止补液。
伺服电机要求使用220V交流电作为其供电电源,同时与PLC相连接的X4端使用了24V 直流电压,电动电机的XB端使用了U,V,W三项电压为伺服电机供电。
其中X4端有四根线与PLC输出端相连,分别是:X0,X1,+24,COM。
(见图1-4)图1-5伺服X4接线图第三章控制模块的程序设计思路及设计3.1 PLC与触摸屏的选型根据本产品使用的灌装头数在1-16之间即PLC输出点数最高要求有24个输出点,三菱F1N-60MT拥有晶体管输入输出点数各为24个适合设备使用要求,价格适中。
三菱F-1N 6OMT软元件编号输入继电器X000~X043 36点,输出继电器Y000~Y027 24点,PLC内部辅助继电器M0~M8255,状态S S0~S999,定时器T T0~T255,计数器C C0~C199(16位增计数器)C200~C234(32位增减计数器)C235~C255(高速计数器),数据寄存器D0~D8255。
使用人机触摸屏威伦TK6070iH为400MHz CPU,128MB 内存;16:9 宽屏,7 寸,65536 色TFT LCD,分辨率800x480; 2个COM端口,1个USB2.0接口。
TK6070iH :显示液晶面板:7" TFT LCD ;亮度:350 cd/m2 ;色彩:65,536 colors ;对比度:500:1 ;分辨率:800 x 480 ;背光灯:LED ;触摸面板:4线模拟电阻式;I/O通讯口:COM1 RS232, COM2 RS485 2W/4W ;USB:USB Client port x 1 ;处理器:32bit RISC CPU 400MHz ;Flash 存储器:128MB ;RAM:64MB DDR2 RAM实时时钟:内建;通用规格,输入电源:24±20% VDC (内建电源隔离器) ,储存环境温度:-20~60°C (-4 ~ 140°F) ,使用环境温度:0~45°C (32 ~ 113°F) ,外形尺寸:200 x 146 x 41.8mm ,开孔尺寸:192 x 138 mm (7.5"x5.4") ;重量: 0.8 kg (1.76 lbs) ;编程软件:编程软件:EB8000 V4.4.2 或者更新3.2 PLC的输入输出点位表和接线图其中输入使用12个输入点,其中分别代表输入为,X0前光电、X1 后光电、X2 手动\自动、X3 急停、X4磁性开关上位、 X5中位、X6下位、X7液位(高)、X10 伺服限位开关上位、X11伺服限位开关下位、X12伺服限位开关最下位、X13液位(低)。