双头螺栓作业指导书
【精编范文】螺丝作业指导书-范文模板 (7页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==螺丝作业指导书篇一:螺丝检验作业指导书德信诚培训网螺丝检验作业指导书一﹑目的正确有效地指导检查﹐确保物料满足规定要求﹐使来料检验规范化二﹑适用范围适用于所有的螺丝来料检验作业指导三﹑内容3.1所需量规仪器卡尺3.2抽样方案详见《来料检查作业指导书》3.3缺陷划分四﹑缺陷判定表更多免费资料下载请进:好好学习社区篇二:螺钉SOP作业指导书XXX有限公司文件名称:SOP作业指导书文件编号:CF-QC-03 版本:VA生效日期:201X/6/23 页码:共3页编制:XX日期: 201X/6/21 审核: XX日期: 201X/6/23批准:XX 日期:201X/6/231、目的为确保打头机的正常生产作业,并生产出符合要求的产品品质,特制定此作业指导书。
2、范围本程序通用于本公司所有打头机生产作业。
3、操作步骤:3.1开机前注意事项:3.1.1 打开电源检查是否通电,是否稳定,检查油路是否通畅;3.1.2 将调机所用全部工具,量尺及模具等备用品放置到安全位置,并擦干所有运转部位(如飞轮)的油渍、污迹。
3.2 试开机:3.2.1 用手按住转动或按触动开关慢转1-2转,检查转动是否正常;3.2.2 准备好正确的量具,模具及线材等,并将线材上架;3.2.3 检查送料滚轮与线径是否相符,并将线材前段校直送入滚轮内并压住。
3.2.4 装上剪模及剪刀,将剪刀对准主模孔锁紧,退回对准线模孔,锁紧线模固定螺线;3.2.5 装上主模,注意模前端面不可突出,以防剪刀面碰撞损坏模具与机器;3.2.6 装上一冲模(上冲),手动运转,调整行程的最顶点与主模之间的距离为1mm左右;3.2.7 调整剪刀与冲模的时间配合,以免互相碰撞损坏模具与设备3.2.8 调整针身与头部尺寸并装上二冲(下冲),依据工程图纸调整头部成型位置与尺寸;3.2.9 调整冲击力度,注意不可超压,以免断顶针;3.2.10开快机观察设备运转是否正常,然后试打几十粒产品,先自检合格后再送品管首检,首检合格后锁紧固定各主要螺丝,并清理机台上的废料,然后开机生产。
双头螺栓紧固执行标准

双头螺栓紧固执行标准一、材质选择双头螺栓的材质应符合相关标准要求,一般采用优质碳钢或不锈钢材料。
对于重要部位或特殊环境下,应选择更高质量的合金钢材料。
二、表面处理双头螺栓的表面处理应符合以下要求:1.螺栓头部和螺杆部应进行镀锌、喷漆、喷镀等防腐处理,以提高螺栓的防腐蚀性能和使用寿命。
2.螺栓表面应无裂纹、毛刺、折叠、结疤等缺陷,以保证螺栓的强度和可靠性。
三、精度要求双头螺栓的精度要求应符合以下标准:1.螺栓的直径、长度等尺寸公差应符合相关标准要求。
2.螺栓的螺纹应符合相关标准要求,如螺纹的牙形、螺距等。
3.螺栓的表面粗糙度应符合相关标准要求,以保证螺栓的连接性能和使用寿命。
四、紧固方法双头螺栓的紧固方法应符合以下要求:1.采用合适的工具进行紧固,如扳手、螺丝刀等。
2.按照规定的拧紧力矩进行紧固,以保证螺栓的连接性能和使用寿命。
3.对于需要预紧力的场合,应采用扭矩控制法或角度控制法进行紧固。
4.在高温或低温环境下,应采用相应的紧固方法,如高温下采用耐热工具进行紧固。
五、防松措施为防止双头螺栓在使用过程中松动脱落,应采取以下防松措施:1.在螺栓连接部位涂抹防松剂或使用防松螺母等防松元件。
2.采用开口销、止退垫片、弹簧垫圈等机械防松措施。
3.采用螺栓预紧力控制法,通过控制拧紧力矩和预紧力的大小,实现防松效果。
4.在振动较大的设备上,采用弹性减震元件或阻尼器等减震防松措施。
5.对于重要部位或特殊环境下的螺栓连接,可采用双重防松措施,如采用高强度螺栓连接并加装弹簧垫圈等。
六、安装要求双头螺栓的安装要求应符合以下标准:1.在安装前应对双头螺栓进行清洗和检查,去除毛刺、污垢等杂质,保证安装质量和安全性。
2.在安装过程中,应保证连接件的清洁和干燥,避免杂质和水分对连接性能的影响。
螺栓紧固指导书

篇一:紧固螺钉,螺栓作业指导书1 目的紧固螺钉、螺栓作业指导书编号:ise-zd-sc3-09 版号:a1在装配过程中,为保证工件与工件之间连接牢固,使设备能够正常稳定运转,生产任务有序进行,特做出此操作规程。
2 范围本文件仅适用生产设备的紧固件生产装配工作。
3 规范性引用文件无 4 术语和定义无 5 职责本部门装配人员在生产过程中必须遵守本管理制度,装配组长需要对生产过程进行监督和人员调度。
6 紧固件操作要求 6.1 螺纹连接的技术要求6.1.1 螺钉、螺栓和螺母紧固时严禁打击。
紧固后螺钉槽、螺母和螺钉、螺栓头不得损坏。
6.1.2 螺钉扭紧后必须使用记号笔作以下标记:正确(√)错误(x)6.1.3班组长和工艺必须使用扭矩扳手对已拧的螺钉进行抽检,抽检比例不得低于20%(常用螺栓扭矩表见附图1,不锈钢螺钉相当于6.9级)。
6.1.4 同一零件用多个螺钉或螺栓紧固时,各个螺钉或螺栓需要按一定顺序(一般为对角顺序)逐步拧紧,如有定位销,应从靠近定位销的螺钉或螺栓开始,如下图:6.1.5 用双螺母时,应该先装薄螺母,两个螺母对顶拧紧,使螺栓在旋合断内受拉而螺母受压,构成螺纹连接副纵向压紧;先用最大拧紧力矩的80%拧紧里面的螺母,再用100%的拧紧力矩(常用螺栓扭矩表见附图1,不锈钢螺钉相当于6.9级)拧紧外面的螺母。
6.1.6 螺钉螺栓和螺母拧紧后,其支承面应与被紧固零件贴合 6.1.7 沉头螺钉拧紧后,钉头不得高出沉孔断面。
6.1.8 所有螺钉、螺栓及螺母紧固之后必须进行用红色记号标记,用于查漏。
6.2 预防不锈钢螺钉螺栓锁死问题6.2.1正确选择适合长度的螺钉,螺栓。
如螺丝的抗拉强度与螺母保证的载荷,螺杆的长度要适当,以弹垫圈压平后,露出2-4个牙距为准。
6.2.2 使用前看螺纹孔间是否有铁屑或污垢,有则清理干净。
6.2.3 旋入螺钉螺栓及螺母是的力度要适当,不要过大或者过快,速度过快会使温度急速上升而导致锁死。
电缆终端头安装作业指导书
电缆终端头安装作业指导书1 适用范围本指导书适用于电缆终端头的安装。
2 编制依据2.1《铁路电力管理规则》和《铁路电力安全工作规程》(铁运〔1999〕103号)2.2《高速铁路电力管理规则》(铁总运[2015]49号)2.3《铁路电力安全工作规程补充规定》(铁总运[2015]51号)2.4《杭州供电段高速铁路电力设备运行管理细则》2.5《杭州供电段高速铁路电力设备检修管理细则》3 安全风险提示3.1 风险识别3.1.1 电缆终端头安装过程中存在触电伤害。
3.1.2 电缆终端头安装过程中存在高空坠落伤害。
3.2 管控措施3.2.1电缆终端头安装过程中必须执行“三戴二穿”制度,合理安排作业人员,做好必要的防护措施。
3.2.2 电缆终端头安装过程中,对于必须停电的高压设备停电要彻底,并在有可能来电的方向设置接地封线,悬挂“禁止合闸,有人工作!”的标示牌。
3.2.3 电缆终端头安装过程中需要登杆的作业,严格执行登杆作业指导书,确认停电区段、杆号,用对讲机与工作执行人确认作业范围,用验电笔验电确认无电压,防止误登杆。
3.2.4 电缆终端头安装过程中,现场设置安全监护人员,督促高空作业人员系好安全带,佩戴工具袋,衣着灵便,安全带不得高挂低用。
3.2.5 电缆终端头安装过程中,对于必须停电的高压设备停电要彻底,并在有可能来电的方向设置接地封线,悬挂“禁止合闸,有人工作!”的标示牌。
3.2.6施工中要保持手和工具、材料的清洁,操作时不应做其它无关的事。
4 作业内容4.1作业前准备4.1.1执行“三戴二穿”制度,合理安排作业人员,作业人员明确所分担的作业任务和作业安全事项。
4.1.2准备好作业所需的工具材料,如照明用具、个人工具包、对讲机等。
4.1.3电缆头在安装时要防潮,不应在雨天、雾天、大风天做电缆头,平均气温低于0℃时,电缆应先预加热。
4.1.4电缆头的安装工作,必须使用验收合格的电缆头,验收标准如下。
4.1.4.1接线端头压接符合制作标准。
【推荐下载】螺丝作业指导书-实用word文档 (7页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==螺丝作业指导书篇一:螺丝检验作业指导书德信诚培训网螺丝检验作业指导书一﹑目的正确有效地指导检查﹐确保物料满足规定要求﹐使来料检验规范化二﹑适用范围适用于所有的螺丝来料检验作业指导三﹑内容3.1所需量规仪器卡尺3.2抽样方案详见《来料检查作业指导书》3.3缺陷划分四﹑缺陷判定表更多免费资料下载请进:好好学习社区篇二:螺钉SOP作业指导书XXX有限公司文件名称:SOP作业指导书文件编号:CF-QC-03 版本:VA生效日期:201X/6/23 页码:共3页编制:XX日期: 201X/6/21 审核: XX日期: 201X/6/23批准:XX 日期:201X/6/231、目的为确保打头机的正常生产作业,并生产出符合要求的产品品质,特制定此作业指导书。
2、范围本程序通用于本公司所有打头机生产作业。
3、操作步骤:3.1开机前注意事项:3.1.1 打开电源检查是否通电,是否稳定,检查油路是否通畅;3.1.2 将调机所用全部工具,量尺及模具等备用品放置到安全位置,并擦干所有运转部位(如飞轮)的油渍、污迹。
3.2 试开机:3.2.1 用手按住转动或按触动开关慢转1-2转,检查转动是否正常;3.2.2 准备好正确的量具,模具及线材等,并将线材上架;3.2.3 检查送料滚轮与线径是否相符,并将线材前段校直送入滚轮内并压住。
3.2.4 装上剪模及剪刀,将剪刀对准主模孔锁紧,退回对准线模孔,锁紧线模固定螺线;3.2.5 装上主模,注意模前端面不可突出,以防剪刀面碰撞损坏模具与机器;3.2.6 装上一冲模(上冲),手动运转,调整行程的最顶点与主模之间的距离为1mm左右;3.2.7 调整剪刀与冲模的时间配合,以免互相碰撞损坏模具与设备3.2.8 调整针身与头部尺寸并装上二冲(下冲),依据工程图纸调整头部成型位置与尺寸;3.2.9 调整冲击力度,注意不可超压,以免断顶针;3.2.10开快机观察设备运转是否正常,然后试打几十粒产品,先自检合格后再送品管首检,首检合格后锁紧固定各主要螺丝,并清理机台上的废料,然后开机生产。
螺纹锁固涂胶作业指导书
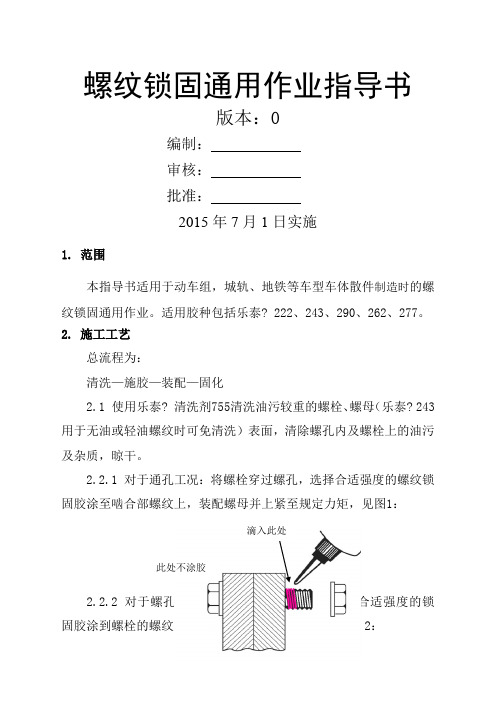
螺纹锁固通用作业指导书版本:0编制:审核:批准:2015年7月1日实施1. 范围本指导书适用于动车组,城轨、地铁等车型车体散件制造时的螺纹锁固通用作业。
适用胶种包括乐泰? 222、243、290、262、277。
2. 施工工艺总流程为:清洗—施胶—装配—固化2.1 使用乐泰? 清洗剂755清洗油污较重的螺栓、螺母(乐泰? 243用于无油或轻油螺纹时可免清洗)表面,清除螺孔内及螺栓上的油污及杂质,晾干。
2.2.1 对于通孔工况:将螺栓穿过螺孔,选择合适强度的螺纹锁固胶涂至啮合部螺纹上,装配螺母并上紧至规定力矩,见图1:2.2.2 对于螺孔深大于螺栓长的通孔工况:选择合适强度的锁固胶涂到螺栓的螺纹上,装配并上紧至规定力矩,见图2:图22.2.3 对于盲孔工况:将锁固胶滴至盲孔底部,选择合适强度的锁固胶涂到螺栓的螺纹上,装配并上紧至规定力矩;如盲孔开口向下,则只需将锁固胶涂在螺栓的螺纹上即可,盲孔内不需涂胶,见图3:图32.2.4 对于双头螺栓工况:将乐泰? 262滴至螺孔中,再在螺栓上涂乐泰? 262,将螺柱装配并上紧至规定力矩;装配其它零件后将乐泰? 243涂在螺柱与螺母啮合部位,装配螺母并上紧至规定力矩;如盲孔开口向下,则孔内不需滴胶,见图4:图4孔内不涂胶螺栓涂胶螺栓涂胶螺母部分涂乐泰? 243螺栓孔内部分涂乐泰? 262滴到螺纹上乐泰? 290滴入螺纹啮合处,注意不要让胶瓶的嘴碰到金属,以免污染瓶中胶液使胶液,使其自行渗入即可,见图5:图52.2.6装配后用棉签或棉布擦除多余胶液。
见图6:图62.3 施工注意:2.3.1. 施胶前摇晃胶瓶使胶液恢复均匀,使用中尽量避免胶嘴接触金属物质。
2.3.2. 每螺纹啮合部位涂胶应在3~5扣以上,胶液应充分填满螺纹间隙。
2.3.3. 为提高现场作业效率,可将胶液倒在塑料材质浅盒内,将螺栓蘸入,进行快速涂胶,但塑料盒内的胶液用毕不可再倒回原包装瓶内。
2.3.4. 乐泰? 755清洗剂中含有机溶剂,故不建议用于清洗玻璃钢、橡胶、塑料、铝覆膜等有机材质工件。
螺栓检测作业指导书
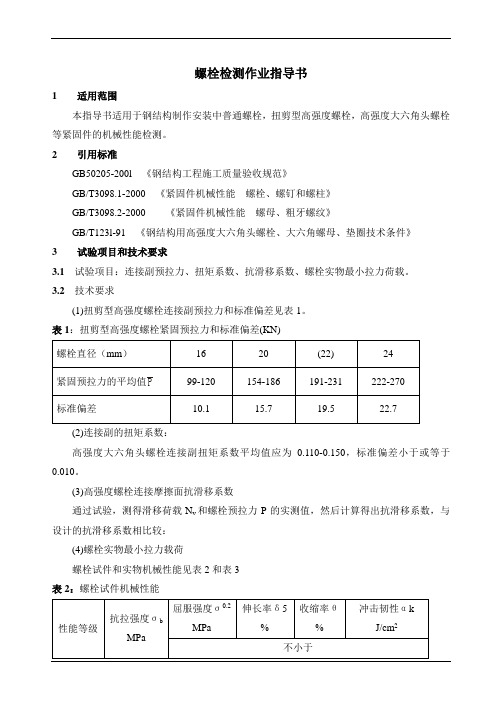
螺栓检测作业指导书1 适用范围本指导书适用于钢结构制作安装中普通螺栓,扭剪型高强度螺栓,高强度大六角头螺栓等紧固件的机械性能检测。
2 引用标准GB50205-200l 《钢结构工程施工质量验收规范》GB/T3098.1-2000 《紧固件机械性能 螺栓、螺钉和螺柱》 GB/T3098.2-2000 《紧固件机械性能 螺母、粗牙螺纹》GB/T123l-91 《钢结构用高强度大六角头螺栓、大六角螺母、垫圈技术条件》 3 试验项目和技术要求3.1 试验项目:连接副预拉力、扭矩系数、抗滑移系数、螺栓实物最小拉力荷载。
3.2 技术要求(1)扭剪型高强度螺栓连接副预拉力和标准偏差见表1。
表1:扭剪型高强度螺栓紧固预拉力和标准偏差(KN)(2)连接副的扭矩系数:高强度大六角头螺栓连接副扭矩系数平均值应为0.110-0.150,标准偏差小于或等于0.010。
(3)高强度螺栓连接摩擦面抗滑移系数通过试验,测得滑移荷载N v 和螺栓预拉力P 的实测值,然后计算得出抗滑移系数,与设计的抗滑移系数相比较:(4)螺栓实物最小拉力载荷螺栓试件和实物机械性能见表2和表3 表2:螺栓试件机械性能表3:螺栓试件机械性能4检测方法4.1扭剪型高强度螺栓连接副预拉力复验。
l、抽样方法施工现场待安装的每一规格螺栓批中,随机抽取,每批应抽取8套连接副进行复验。
2、试验设备电测轴力计、油压轴力计、电阻应变仪、扭矩板子等,其误差不得超过2%。
3、试验方法采用轴力计方法复验连接副预拉力时,应将螺栓直接插入轴力计,紧固螺栓力初拧,终拧两次进行,初拧应采用手动扭矩板手或专用定扭电动板手;初拧值应为预拉力标准值的50%左右。
终拧应采用专用电动板手,至尾部梅花头拧掉,读出预拉力值。
每套连接副只应做一次试验,不得重复使用。
在紧固中垫圈发生转动时,应更换连接副,重新试验。
4.2高强度螺栓连接副施工扭矩检验高强度螺栓连接副扭矩检验含初拧、复拧、终拧的现场无损检验,检验所用的扭矩板手其扭矩精度误差应不大于3%。
紧固螺钉螺栓作业指导书

紧固螺钉螺栓作业指导书Coca-cola standardization office【ZZ5AB-ZZSYT-ZZ2C-ZZ682T-ZZT18】1 目的在装配过程中,为保证工件与工件之间连接牢固,使设备能够正常稳定运转,生产任务有序进行,特做出此操作规程。
2 范围本文件仅适用生产设备的紧固件生产装配工作。
3 规范性引用文件无4 术语和定义无 5 职责本部门装配人员在生产过程中必须遵守本管理制度,装配组长需要对生产过程进行监督和人员调度。
6 紧固件操作要求 螺纹连接的技术要求螺钉、螺栓和螺母紧固时严禁打击。
紧固后螺钉槽、螺母和螺钉、螺栓头不得损坏。
螺钉扭紧后必须使用记号笔作以下标记:正确(√) 错误(X )螺钉 被连接件 记号线班组长和工艺必须使用扭矩扳手对已拧的螺钉进行抽检,抽检比例不得低于20%(常用螺栓扭矩表见附图1,不锈钢螺钉相当于级)。
同一零件用多个螺钉或螺栓紧固时,各个螺钉或螺栓需要按一定顺序(一般为对角顺序)逐步拧紧,如有定位销,应从靠近定位销的螺钉或螺栓开始,如下图:用双螺母时,应该先装薄螺母,两个螺母对顶拧紧,使螺栓在旋合断内受拉而螺母受压,构成螺纹连接副纵向压紧;先用最大拧紧力矩的80%拧紧里面的螺母,再用100%的拧紧力矩(常用螺栓扭矩表见附图1,不锈钢螺钉相当于级)拧紧外面的螺母。
螺钉螺栓和螺母拧紧后,其支承面应与被紧固零件贴合沉头螺钉拧紧后,钉头不得高出沉孔断面。
所有螺钉、螺栓及螺母紧固之后必须进行用红色记号标记,用于查漏。
预防不锈钢螺钉螺栓锁死问题.1正确选择适合长度的螺钉,螺栓。
如螺丝的抗拉强度与螺母保证的载荷,螺杆的长度要适当,以弹垫圈压平后,露出2-4个牙距为准。
使用前看螺纹孔间是否有铁屑或污垢,有则清理干净。
旋入螺钉螺栓及螺母是的力度要适当,不要过大或者过快,速度过快会使温度急速上升而导致锁死。
用力的方向,螺母必须垂直于螺丝孔的轴线进行拧入,同时加平垫圈,能有效的防止锁紧问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SL-01-01
工位
器具
编号
2
直径d
下料重量表或 产品流程卡
0-25外径千分尺
2只/小时
2次/班 2只/次
√
车 间
下料车间
名称
铁箱
操
作
规
范
作 业 前 准 备
工 作 规 范
1、员工穿戴好工作服,做好防护。
2、熟悉工艺文件和工作要求。
1
设定工件下料长度;
2
按100T冲床操作要求启动设备,并检查设备运行是否正常;
日期
标记
处数
更改文件号
签字
日期
【共11 页 · 第03页】
工序名称:切 边
产 品 型 号
工艺装备
工序质量管理点
产 品 名 称
设备
型号
J23-100T
序号
控制项目
技术要求
控制手段/检测工具
检验方案
重要性
零(部)件图号
名称
冲床
自检
专检
A
B
C
零(部)件名称
夹具
编号
1
对边宽度S
产品图纸
0-150游标卡尺
3只/半小时
√
材 料 牌 号
名称
专用弹簧夹头
工 序 编 号
SL-01-02
工位
器具
编号
2
长度L
螺栓坯料倒角 尺寸表
0-150游标卡尺
3只/半小时
5次/班 1只/次
√
车 间
金工车间
名称
铁箱
操
作
规
范
作 业 前 准 备
工 作 规 范
1、员工穿戴好工作服,做好防护。
2、熟悉工艺文件和工作要求。
1
用专用弹簧夹头将工件夹紧;
工序名称:下 料
产 品 型 号
工艺装备
工序质量管理点
产 品 名 称
设备
型号
J23-100T
序号
控制项目
技术要求
控制手段/检测工具
检验方案
重要性
零(部)件图号
名称
冲床
自检
专检
A
B
C
零(部)件名称
夹具
编号
1
重量G
下料重量表或 产品流程卡
天平秤
5只/半小时
5次/班 1只/次
√
材 料 牌 号
名称
专用下料模具
锻压工艺图
0-25外径千分尺
3只/半小时
5次/班 1只/次
√
材 料 牌 号
名称
成型上下模
2
长度L
锻压工艺图
0-150游标卡尺
3只/半小时
5次/班1只/次
√
工 序 编 号
SL-01-03
工位
器具
编号
3
同轴度
锻压工艺图
杠杆百分表+V型块
2只/小时
4次/班 2只/次
√
车 间
锻压车间
名称
铁箱
4
首件
以上要求
操
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
【共11 页 · 第02页】
工序名称:锻 压
产 品 型 号
工艺装备
工序质量管理点
产 品 名 称
设备
型号
JB31-165B
序号
控制项目
技术要求
控制手段/检测工具
检验方案
重要性
零(部)件图号
名称
冲床
自检
专检
A
B
C
零(部)件名称
夹具
编号
1
直径d
5次/班 1只/次
√
材 料 牌 号
名称
切边上下模
2
对称度
产品图纸
0-150游标卡尺
3只/半小时
5次/班 1只/次
√
工 序 编 号
SL-01-04
工位
器具
编号
3
外观
允许少量毛刺
目测
3只/半小时
5次/班 1只/次
√
车 间
锻压车间
名称
铁箱
4
首件
以上要求
操
作
规
范
作 业 前 准 备
工 作 规 范
1、员工穿戴好工作服,做好防护。
处数
更改文件号
签字
日期【共11 页 · 第源自1页】工序名称:车两端倒角
产 品 型 号
工艺装备
工序质量管理点
产 品 名 称
设备
型号
C0630
序号
控制项目
技术要求
控制手段/检测工具
检验方案
重要性
零(部)件图号
名称
仪表车床
自检
专检
A
B
C
零(部)件名称
夹具
编号
1
角度a
螺栓坯料倒角尺寸表
角度样板
3只/半小时
5次/班 1只/次
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
【共11 页 · 第04页】
工序名称:抛 丸
产 品 型 号
工艺装备
工序质量管理点
产 品 名 称
设备
型号
Q326
序号
控制项目
技术要求
控制手段/检测工具
检验方案
重要性
零(部)件图号
名称
抛丸机
自检
专检
A
B
C
零(部)件名称
2、熟悉工艺文件和工作要求。
1
根据工件宽度安装上下模具,先装下模,再装上模,安装时注意保证上
5
切边过程中,随时测量工件尺寸,发现异常立即调整;
下模的同心度,再将模具固定牢固,然后锁紧冲床的锁紧螺母;
6
把合格的工件放入指定的工位器具中;
2
模具装好后按冲床操作要求启动设备,并检查设备运行是否正常;
7
按要求做好过程检验记录。
2
按专用倒角车床操作要求启动设备,并检查设备运行是否正常;
3
工件倒角测量首件尺寸,调整定位装置直至符合技术要求;
作 业 后 活 动
4
加工过程中,随时测量工件尺寸;
下班前,应做好工作现场的清理、清洁,并填写记录。
5
把合格的工件放入指定的工位器具中;
6
按要求做好过程检验记录。
编制(日期)
审核(日期)
标准化(日期)
3
工件下料,测量首件重量,调整定位装置直至重量符合技术要求;
作 业 后 活 动
4
下料过程中,随时测量工件重量;
下班前,应做好工作现场的清理、清洁,并填写记录。
5
把合格的工件放入指定的工位器具中;
6
按要求做好过程检验记录。
编制(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
作
规
范
作 业 须 知
工 作 规 范
1、操作人员在作业前穿戴好工作服、保护用品;
2、熟悉需加工产品的工艺文件和要求;
3、准备、整理好作业所需工具;
4、下班后须清理、清洁设备,工装模具,工具和工作场地。
1
按产品型号、规格不同选择相匹配模具,按照模具过程中应注意保证上
验结果填写在过程检验记录表中,作为首件记录;
作 业 后 活 动
3
将工件大端放入下模内孔中进行挤压切边,用专用顶料柱把工件顶入上
下班前,应做好工作现场的清理、清洁,并填写记录。
模模腔(注意顶料柱的放置方向),再用钳子将工件推出即可,取出顶料柱
并将飞边扫除至上下模的工作区域,以免影响正常操作;
4
按要求测量首件的尺寸,调整模具直至符合技术要求;
编制(日期)
下模的同轴度;
5
锻压的试件如不能满足规定要求,应对模具作及时调整,直至
2
将工件加热至600-750℃范围,并控制节拍保证每个工件加热温度均匀;
符合工艺要求为止;
3
检视工件是否有裂纹、过烧,坯件死角处是否饱满,根据坯料形变状况
6
机床模具调整完毕,首件检验合格后即可进行批量生产;
飞边大小和工艺要求尺寸等情况可对加热温度进行适当调整,确保坯件
装备
编号
1
表面
无锈迹、氧化层、
毛刺等缺陷
目测
抽检/箱
7
在正常生产过程中应经常检视、测量坯件外观、尺寸是否在控
无过烧、开裂及包皮、夹层等缺陷;
制范围,发现异常及时进行调整;
4
对锻压完成的试样全尺寸检验,检验的试件符合全部工艺要求后,将检
8
操作人员、检验人员按要求做好自检、巡检记录。
编制(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字