纸箱加工工艺流程图
瓦楞纸箱工艺流程图
1.5市面上常用原纸克重
瓦楞纸
国产高强瓦楞纸(90g、110g、120g、140g、160g)
箱纸板
进口箱纸板黄板(200g、250g、280g) 国产箱纸板黄板(140g、170g、200g、250g) 国产箱纸板白板(140g、170g)
13
二、生产工艺介绍
14
2.1瓦楞纸板生产线(流水线)
2.6.2、瓦楞纸箱尺寸测量
39
3.瓦楞纸箱物理性能
★空箱抗压强度BCT---≥N或kg ★边压强度ECT--- ≥ N/m或KN/m 或Lb /in ★耐破强度BST--- ≥ kpa (kgf /㎝2)或Lb /in 2 ★粘合强度--- ≥ N/m或N/m·楞 ★ 戳穿强度PET--- ≥ J ★纸板厚度--- ≥ mm
3MM
压线和开槽边缘并
非在同一直线上
配合最后一个宽度 尺寸上的-3MM
确保纸箱成型后在
搭接舌部分有 6MM开槽宽度
34
2.6.2、瓦楞纸箱尺寸测量
35
2.6.2、瓦楞纸箱尺寸测量
内径长宽要测量结舌部位 内径长、宽要测量结舌部位
36
2.6.2、瓦楞纸箱尺寸测量
37
2.6.2、瓦楞纸箱尺寸测量
38
40
3.1空箱抗压强度
定义:把纸箱压溃所需要的压力-----既纸箱能承受的最大压力。
影响纸箱抗压的因素: ★材质、楞型、尺寸 ★印刷压力 ★内装物形态 ★堆码方式 ★手提孔 ★堆码时间 ★气候环境(湿度)
41
3.1空箱抗压强度-理论计算
已知堆码层数、内装物重量,如何推算纸箱要求抗压? 抗压强度=内装物重量*(堆码层数-1)*安全系数 ---计算出单位是kg ---安全系数取法:内装物起到支撑作用取1.65,内装
《纸箱生产流程》课件

2023
REPORTING
THANKS
感谢观看
优先选择环保、无毒、无异味的粘合 剂,以降低对环境和人体的危害。
粘合剂性能
选择粘合力强、干燥速度快、耐水耐 温性能好的粘合剂,以提高纸箱的粘 合质量和稳定性。
2023
PART 03
纸箱生产设备
REPORTING
纸板生产线
纸板机
将原纸卷制成硬纸板,经过压光 处理,提高纸板的平滑度和厚度
。
切纸机
将生产出来的纸板按照所需规格进 行切割。
纸箱的质量标准与检测
总结词
纸箱的质量标准主要包括抗压强度、耐破强度、边压强度等,检测方法包括外观检测、性能检测等。
详细描述
1. 质量标准:抗压强度、耐破强度、边压强度等是衡量纸箱质量的重要指标,直接影响纸箱的承重能 力和保护效果。2. 检测方法:外观检测主要检查纸箱的印刷质量、尺寸、外观等;性能检测则包括抗 压强度、耐破强度、边压强度等测试,以确保纸箱在实际使用中的性能表现。
人工成本控制
合理安排人员,提高劳 动效率,降低人工成本 。
生产质量监控与改进
质量标准制定
根据客户需求和行业标准,制定合理的质量标准,确保产品质量符 合要求。
质量检验与监控
对生产过程中的各个环节进行质量检验和监控,及时发现并处理质 量问题。
质量改进措施
针对质量问题,制定改进措施,提高产品质量和稳定性。
生产调度安排
02
根据生产计划,合理安排生产设备、原材料、人员等资源,确
保生产流程顺畅。
生产进度监控
03
实时监控生产进度,及时调整生产计划和调度安排,确保生产
任务按时完成。
生产成本控制
原材料成本控制
纸箱工艺流程ppt课件

纸箱生产工艺
---生产工艺图
原纸
原纸是形成纸板、纸箱产品质量的重 要因素之一,是纸板、纸箱组成的主要 原料。按用途可分为二大类即箱纸板 (GB13024-91)和瓦楞原纸(GB1302391)
箱纸板
用作瓦楞纸箱的面纸、里纸或中心纸。其质量等级 为A、B、C、D。其中A、B、C为挂面纸板。根据纸张的颜 色及表面处理方式,又可细分为白版纸与牛皮纸。
圆压平模切机:
模版安装与平板上, 作直线往复式运动,而模切 压力则是通过圆辊筒的圆周 运动来实现。
平压平模切机:
模板及刀垫安装在可开合的二块平板上,有整体式及分体式, 所谓整体式就是我们说的“老虎嘴”,其可加工的纸板规格通常 较小,一般不超过1.5m*1.5m。当需加工的纸板规格较大时,只 能使用分体式。分体式根据其上料方式可分为半自动及全自动。
我国规定(推荐)瓦楞形状介于U形和V形之间,称 为UV形,其弹性和加工性能优于V形,而平压强度和用料 方面又优于U形。
UV形瓦楞纸板具有U形和V形瓦楞纸板的优点,应用广泛。
瓦楞纸板的楞型
瓦楞高度以及每300mm长度上的瓦楞数称为瓦楞纸板 的楞型。楞型实际是对瓦楞尺寸的有关规定。常用的楞 型有:A瓦(型)、B瓦(型)、C瓦(型)、E瓦(型) ,随着瓦楞辊制作技术及包装业的发展,一些更小的如F 、G、N、O等楞型也随之出现。
瓦楞原纸
用作瓦楞纸箱中瓦楞制作的原纸。其质量等级分为A、 B、C、D。一般来说A、B级的称为高强度瓦楞原纸,C、 D级的为中强瓦楞原纸。
按制造商来分可分为国产纸、进口纸,而 进口纸中又可细分美卡、俄卡等。
主要技术指标:
定量(克重): 每平方米原纸的重量(g/m2 )。一般来说目前的克 重范围在100 g/m2 --400 g/m2 。
纸箱生产工艺流程课件
纸箱生产工艺流程课件1. 简介纸箱作为一种常见的包装材料,在各个行业中都得到广泛应用。
纸箱生产工艺流程是指制作纸箱的全过程,包括原材料准备、纸板加工、纸箱成型、印刷和包装等环节。
本课件将介绍纸箱生产工艺流程的各个环节。
2. 原材料准备2.1 纸板材料选择纸箱的主要原材料是纸板,纸板的种类和质量直接影响着纸箱的质量。
常见的纸板材料有瓦楞纸板和纸箱纸板两种。
瓦楞纸板由瓦楞纸和面纸组成,瓦楞纸负责承重和缓冲,面纸则提供纸箱的外观和保护功能。
纸箱纸板则更注重纸箱表面的性能,常见于高档商品包装中。
2.2 纸板加工纸板加工是指将原纸板进行裁切、压痕、开槽等工序,制作成符合纸箱设计要求的板材。
裁切过程通过切割机将纸板按照尺寸要求裁剪成相应的大小。
压痕和开槽是利用压力和刀具将纸板表面进行加工,以便在纸箱折叠时能够形成所需的形状和结构。
3. 纸箱成型3.1 折叠和粘合纸箱成型是指将经过加工的纸板按照设计要求进行折叠并进行粘合,形成有固定结构的纸箱。
折叠过程需要工人按照纸箱设计图纸的指示将纸板完成特定的折叠操作,保证纸箱的结构和形状。
粘合则是通过使用特定的胶水或胶带将纸板的边缘和底部粘合在一起,确保纸箱的强度和密封性。
3.2 空气压缩某些纸箱需要经过空气压缩处理,以增加其密封性和承重能力。
空气压缩是将纸箱放入特定的机器中,通过对内部空气施加压力,使纸箱的结构更加紧密和坚固。
通过空气压缩处理,纸箱能够更好地承受运输和堆放过程中的压力。
4. 印刷和包装4.1 印刷印刷是纸箱生产过程中的一项重要环节,可以为纸箱提供个性化的外观和品牌标识。
常见的印刷方法有胶印和丝网印刷。
胶印是将设计好的纸箱图案转移到印刷版上,然后再将图案转移到纸箱表面。
丝网印刷则是通过在丝网上涂上油墨,然后使用刮板将油墨推印到纸箱表面上。
4.2 包装包装是将印刷好的纸箱进行整理和打包,以便储存和运输。
常见的包装方式有码垛和封箱。
码垛是将纸箱按照一定的规则和方式堆放在一起,以节省储存和运输空间。
纸箱生产工艺流程(图文)

纸箱生产工艺流程(图文)包装纸箱用途广泛,可用来包装食品、饮料、家用电器、医药、日用化妆品、机电等产品。
包装纸箱优点•重量轻三层(单瓦楞)纸板的重量按用纸175/150/150g/m2 计算,约600 g/m2 ,而同样3mm 厚度的木板的重量约为 2000 g/m2 ,是纸板的3倍以上。
•成本低其原料为原纸,可用木浆(木材的边角料)、草浆制作,并可方便地回用再利用(无公害)。
(环保)•易加工由于纸张的平整性,决定了其可以方便地进行印刷。
•便于储存和运输由于纸箱能够折叠,在储存与运输时占用的空间很小很方便储存与运输,而这是木材包装、金属包装所不具备的。
•结构合理瓦楞的楞型(U、V、UV)结构大大地提供了纸箱的抗压、耐破能力。
原纸是形成纸板、纸箱产品质量的重要因素之一,是纸板、纸箱组成的主要原料。
按用途可分为二大类即箱纸板(GB13024-91)和瓦楞原纸(GB13023-91)用作瓦楞纸箱的面纸、里纸或中心纸。
其质量等级为A、B、C、D。
其中A、B、C为挂面纸板。
根据纸张的颜色及表面处理方式,又可细分为白版纸与牛皮纸按制造商来分可分为国产纸、进口纸,而进口纸中又可细分美卡、俄卡等。
瓦楞的基本形状有U形和V形,U形的楞峰接近圆形,V] 形的楞峰接近尖形,如下图所示。
a)单瓦楞纸板(三层板) b)双瓦楞纸板(五层板)c)三瓦楞纸板(七层板)瓦楞纸箱是以箱坯为基础,通过结合、封箱和捆扎而成为箱形结构的。
瓦楞纸板生产线纸板形成工艺:瓦楞生产线的结构:瓦线按其最高生产速度可分为中低速(150m/min 以下)、中高速(150m/min以上)。
一般一条瓦楞生产线由下列单机和系统组成:•a)原纸支架。
• 作用是支撑原纸,使其可以一定的速度进行生产。
目前一般采用的均是液压无轴方式。
对先进的瓦线在原纸支架上可带有自动接纸机,保证换纸时的质量及效率。
•b)预热器。
• 对进入瓦楞辊前原纸进行预热,使其便于成型及粘合。
纸箱生产工艺流程图

客户订单 主料、辅料采购
辅料:油墨、白乳胶等
主料:瓦楞纸板
辅料检验(含GMC检验)
进料检验(含GMC检验)
检验OK 入库
检验NG
安排生产排程
领料
压线、修边
首件OK
检验NG
IPQC NG 退货
着色开槽(着色或着色且开槽)
首件OK
检验NG
模切轧合
首件OK
检验NG
钉合、贴合
模切轧合 首件OK 检验NG
钉合、贴合
模切轧合 首件OK 检验NG
钉合、贴合
首件OK
检验NG
钉合、贴合 首件OK 检验NG
组装、糊底
组装、糊底
钉合、贴合
半成品
全检OK 成品包装
检验OK
产品入库
全检NG 检验NG
报废/退货 重工/报废
备料理货 检验OK
出货
Hale Waihona Puke 检验NG重工/报废
瓦楞纸箱工艺流程教材(ppt共48张)

浆糊粘度---主要和外界温度变化有关
例如:冬季 :25秒~28秒 夏季 :23秒~25秒
上糊量---与车速 配合,自动控制
车速越快上糊量越小,车速越慢上糊量越大
瓦 楞 纸 箱 工 艺流程 教材( PPT48页 )
17
瓦 楞 纸 箱 工 艺流程 教材( PPT48页 )
印刷后
22
瓦 楞 纸 箱 工 艺流程 教材( PPT48页 )
2.2.2开槽部基本示意图
進紙
工序前
瓦 楞 纸 箱 工 艺流程 教材( PPT48页 )
工序后
23
瓦 楞 纸 箱 工 艺流程 教材( PPT48页 )
2.2.3模切部基本示意图
進紙
工序前
瓦 楞 纸 箱 工 艺流程 教材( PPT48页 )
单瓦楞纸板:A、C、B、E 双瓦楞纸板:AB、CB、BE
单面瓦楞纸
单瓦楞纸板(三层)
双瓦楞纸板(五层)
瓦 楞 纸 箱 工 艺流程 教材( PPT48页 )
19
瓦 楞 纸 箱 工 艺流程 教材( PPT48页 )
2.1.5瓦楞纸板的压线类型和特点
➢ 凹凸压线(推荐使用此压线类型) 易成型,不易爆线,但不适合满版印刷 ➢ 尖尖压线(对角压线) ➢ 平面压线(铁板压线) 不易成型,容易爆线,适合满版印刷
工序后
24
瓦 楞 纸 箱 工 艺流程 教材( PPT48页 )
2.2.4关键工艺控制点
印刷内容正确:印版版号、图稿控制 印刷版面位置:与图稿标注位置一致,由于设备精度限
制有2mm偏差。
印刷颜色偏差:上下限色卡(标准光源) 开槽压线:通过预压轮和压线轮控制成型效果 模切:通过预压轮破坏瓦楞,然后再模切可以确保成型效果
XX纸品厂纸箱生产工艺流程图
模切轧合 首件OK 检验NG
钉合、贴合
模切轧合 首件OK 检验NG
钉合、贴合首ຫໍສະໝຸດ OK检验NG钉合、贴合 首件OK 检验NG
组装、糊底
钉合、贴合
组装、糊底
半成品
全检OK 成品包装
检验OK
产品入库
全检NG 检验NG
报废/退货 重工/报废
备料理货 检验OK
出货
检验NG
重工/报废
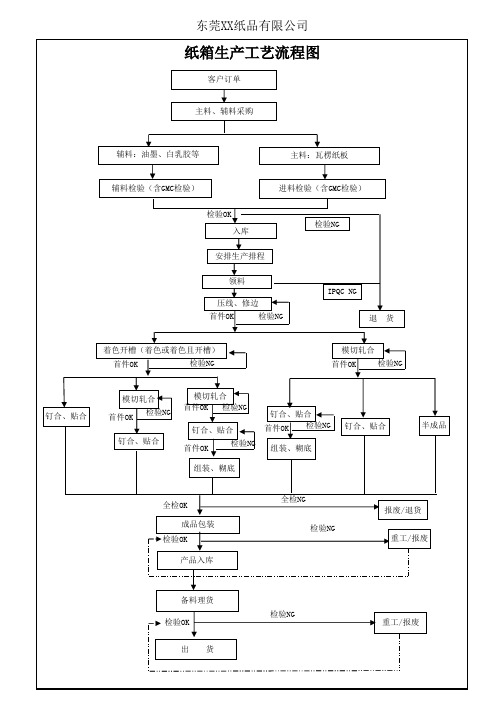
东莞XX纸品有限公司
纸箱生产工艺流程图
客户订单
主料、辅料采购
辅料:油墨、白乳胶等
主料:瓦楞纸板
辅料检验(含GMC检验)
进料检验(含GMC检验)
检验OK 入库
检验NG
安排生产排程
领料
压线、修边
首件OK
检验NG
IPQC NG 退货
着色开槽(着色或着色且开槽)
首件OK
检验NG
模切轧合
首件OK
检验NG
钉合、贴合