钻铣组合机床设计
双面二工位铣钻组合机床PLC与组态控制系统设计毕业设计(论文)
目录第一章绪论 (1)第一节设计要求 (3)第二节设备介绍及设计依据 (4)第二章组态控制................................... - 8 -第一节MCGS简介 . (8)第二节双工位组态控制画面 (9)第三节双工位铣钻加工机数据库列表 (11)第四节双工位铣钻加工组态控制脚本程序 (12)第三章可编程控制................................ - 20 -第一节PLC-200系列简介 (20)第二节硬件电路 (22)第三节I/O口地址分配表 (26)第四节可编程控制程序 (27)附录............................................ - 31 -总结 (31)致谢 (32)参考文献和资料 (33)毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:学位论文原创性声明本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。
除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。
铣钻汽车_十字_轴的组合机床设计_郑建喜
数控转位刀架转位时间:2×3=6 s
工件装夹时间:10 s
所以,单件总工时为:
2.86+6.4+6+10=25.26 s
按每天工作时间为 8 h,每月上班 22 天算,则每月总
产量为:22×8×60×60/25.26=25083 件,达到每月产量 2 万
件以上的目标。
62 机械工程师 2006 年第 2 期
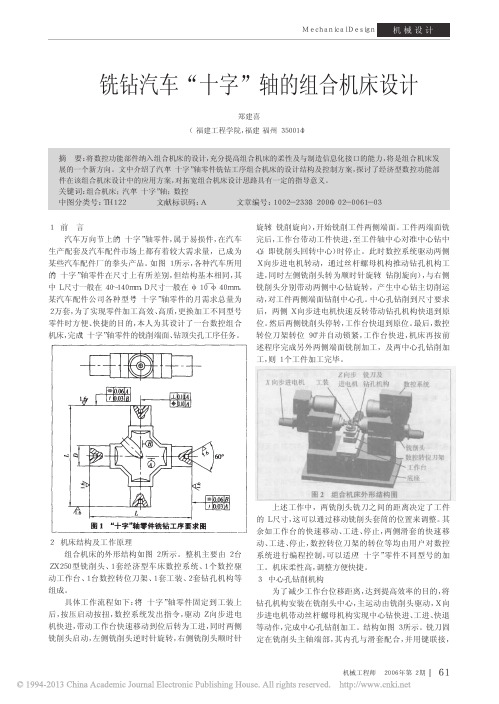
2 机床结构及工作原理 组合机床的外形结构如图 2 所示。整机主要由 2 台
ZX250 型铣削头、1 套经济型车床数控系统、1 个数控驱 动工作台、1 台数控转位刀架、1 套工装、2 套钻孔机构等 组成。
具体工作流程如下:将“ 十字”轴零件固定到工装上 后,按压启动按扭,数控系统发出指令,驱动 Z 向步进电 机快进,带动工作台快速移动到位后转为工进,同时两侧 铣削头启动,左侧铣削头逆时针旋转,右侧铣削头顺时针
!!!!!!!!!! 作者简介:郑建喜( 1973- ),男,现任福建工程学院台钻厂技术副厂
长,工程师,工程硕士研究生,主要研究方向为机械设计、 机电一体化和虚拟样机。 收稿日期:2005- 08- 31
机械工程师 2006 年第 2 期 63
M03
//两铣削头启动( 铣削转向)
G01 W- 20 F600 //工作台工进,进行端面铣削加工
M04
//左侧铣削头换向( 钻削转向)
G00 W- 13
//工作台快进,使工件中心对准中心钻中心
G01 U- 5 F400 //钻两侧中心孔
W- 3 F200 //钻两侧 60°锥
G00 X0 M05 //钻削滑套快退到原位,同时铣削头停转
常用同名端判定的方法:直流法,即用电池( 3 V、6 V、 9 V)和万用表判定其同名端。
架体(4 15)钻孔组合机床设计

编号本科生毕业设计架体(4⨯Φ15)钻孔组合机床设计Frame body (415) Drilling Machine Tool Design学生姓名专业机械制造及其自动化学号指导教师分院机电工程分院年月摘要本机床设计是架体(4⨯Φ15)钻孔组合机床,组合机床是以通用部件为基础,配以少量专用部件,对一种或若干种工件按预先确定的工序进行加工的机床。
它能够对工件进行多刀、多轴、多面、多工位的同时加工,机床自动化程度高。
并根据零件加工工艺方法,使设计的机床能达到其要求的加工精度、表面粗糙度及技术要求。
机床包括主轴箱、动力箱、滑台、床身、中间底座;而我主要是设计主轴箱,根据动力箱输出轴的转速520r/min,通过一系列的齿轮传动,达到我所设计的主轴转速633r/min。
传动比为1/1.2也达到了为使结构紧凑的目的。
在传动比方面采用的是在最后一级使传动比升速是为了使主轴上的齿轮不过大,也到达了传动系统的要求。
遵循主轴部件结构的主要特征,前端轴承我采用了推力球轴承和向心球轴承的组合。
因为主轴是进行钻削加工,轴向切削力较大,所以选用了推力球轴承,而用向心球轴承承受径向力。
在传动系统方面我采用的是一根输出轴带动两根对称的中间轴,两根中间轴各带动两根主轴,符合传动系统的一般要求,做到了主要传动件规格少,数量少,体积小;这些便是我设计组合机床方案制定的主要内容。
关键词:切削用量主轴主轴箱动力箱齿轮ABSTRACTThis engine bed is according to is the braking was mad the pump body drill hole designs the aggregate machine-tool, the aggregate machine-tool is take the general part as a foundation, matches by the few special-purpose parts, according to the working procedure which determined in advance carries on the processing to one kind of or certain kind of work pieces the engine bed. It can carry on the multi- knives to the work piece, multiple spindle,the multi- surface, the multi- locations simultaneously the processing.Engine bed including headstock, power box, Skids platform ,lathe bed, middle foundation; But I mainly design the headstock, according to power box output shaft rotational speed 520r/min,Through a series of gear drive, achieved I design main axle rotational speed 567r/min。
钻孔组合机床毕业设计

钻孔组合机床毕业设计钻孔组合机床毕业设计随着工业的发展和技术的进步,机械制造行业对于高效、精确的加工设备的需求也越来越大。
而钻孔组合机床作为一种多功能的加工设备,具备钻孔、铣削、镗孔等多种功能,被广泛应用于各个领域。
本文将围绕钻孔组合机床的毕业设计展开讨论,探讨其设计要点、应用领域以及未来发展趋势。
一、设计要点在进行钻孔组合机床的毕业设计时,需要考虑以下几个要点。
1. 结构设计:钻孔组合机床的结构设计是整个设计的基础,需要考虑到机床的稳定性、刚性以及加工精度。
合理的结构设计可以提高机床的工作效率和精度,同时降低故障率。
2. 控制系统:钻孔组合机床的控制系统是保证机床正常运行的核心部分。
在设计控制系统时,需要考虑到机床的自动化程度、操作简便性以及安全性。
合理的控制系统设计可以提高机床的生产效率和操作便捷性。
3. 刀具选择:钻孔组合机床的刀具选择直接影响到加工的效果和质量。
在设计中,需要根据不同的加工需求选择合适的刀具类型和规格,以提高加工效率和加工质量。
4. 动力系统:钻孔组合机床的动力系统是保证机床正常工作的关键。
在设计动力系统时,需要考虑到机床的功率、转速和扭矩等参数,以满足不同加工需求的要求。
二、应用领域钻孔组合机床具有多种功能,广泛应用于各个领域。
1. 机械制造:钻孔组合机床在机械制造行业中被广泛应用于各种零部件的加工。
通过钻孔、铣削、镗孔等多种功能的组合使用,可以实现复杂零部件的加工,提高生产效率和加工精度。
2. 汽车制造:钻孔组合机床在汽车制造行业中的应用也非常广泛。
通过钻孔组合机床可以加工汽车发动机的缸体、曲轴、连杆等零部件,提高汽车的性能和质量。
3. 航空航天:在航空航天领域,钻孔组合机床被广泛应用于飞机发动机、机翼等零部件的加工。
通过钻孔组合机床可以实现复杂结构的加工,提高飞机的性能和安全性。
4. 电子制造:在电子制造行业中,钻孔组合机床被用于加工电子元件的外壳和连接孔。
通过钻孔组合机床可以实现高精度的加工,提高电子产品的质量和可靠性。
设计一台钻镗两用组合机床的液压系统

设计一台钻關用组合机床的液宦索统LG GROUP system office room [ LG A16H-LG Y Y-LGU A8Q8-LG A162] 绪论 (1)1钻镇液压机床的设计 (2)机床的设计要求 (2)机床的设计参数 (2)2执行元件的选择 (3)分析系统工况 (3)工作负载 (3)惯性负载 (3)阻力负载 (3)负载循环图和速度循环图的绘制 (3)主要参数的确定 (5)初选液压缸工作压力 (5)确定液压缸主要尺寸 (5)计算最大流量需求 (7)3拟定液压系统原理图 (9)速度控制回路的选择 (9)换向和速度换接回路的选择 (9)油源的选择和能耗控制 (10)压力控制回路的选择 (12)4液压元件的选择 (14)确定液压泵和电机规格 (14)计算液压泵的最大工作压力 (14)计算总流量 (14)电机的选择 (15)阀类元件和辅助元件的选择 (15)阀类元件的选择 (15)过滤器的选择 (16)空气滤清器的选择 (16)油管的选择 (17)油箱的设计 (18)油箱长宽高的确定 (18)隔板尺寸的确定 (19)各种油管的尺寸 (19)5验算液压系统性能 (20)验算系统压力损失 (20)判断流动状态 (20)计算系统压力损失 (20)验算系统发热与温升 (23)6设计总结 (24)7参考文献 (25)绪论随着科学技术和工业生产的飞跃发展,国民经济各个部门迫切需要各种各样的质量优、性能好、能耗低、价格廉的液压机床产品。
其中,产品设计是决定产品性能、质量、水平、市场竞争能力和经济效益的重要环节。
产品的设讣包括液压系统的功能分析、工作原理方案设计和液压传动方案设讣等。
这些设计内容可作为液圧传动课程设计的内容。
很明显,液压系统设计本身如果存在问题,常常属于根本性的问题,可能造成液压机床的灾难性的失误。
因此我们必须重视对学生进行液压传动设计能力的培养。
作为一种高效率的专用机床,组合机床在大批、大量机械加工生产中应用广泛。
钻孔组合机床设计 机电
编号: 毕业论文(设计)题目钻孔组合机床设计指导教师学生姓名学号专业机械设计制造及其自动化教学单位机电工程系(盖章)二O一二年五月三日毕业论文(设计)开题报告书毕业论文(设计)中期检查表院(系):机电工程系专业:机械设计制造及其自动化2012年3月15日目录摘要及关键词 (1)1 引言 (1)1.1 机床设计的目的、内容、要求 (1)2 组合机床的总体设计 (2)2.1 组合机床工艺方案的制定 (2)2.2 确定切削用量及选择刀具 (3)2.3 组合机床的总体方案设计 (3)2.4 钻孔组合机床总设计“二图一卡”的编制 (4)2.5 多轴箱的设计 (11)3 夹具设计 (15)3.1 机床夹具的概述 (15)3.2工件结构特点分析 (16)3.3 工件定位方案和定位元件的设计 (16)3.4 夹紧方案 (16)3.5 组合机床的夹具设计特点 (16)3.6 夹具体的设计 (17)3.7 误差的分析与计算 (17)3.8 夹具精度分析计算 (17)3.9 夹具视图 (18)4 结论 (18)参考文献 (20)谢辞 (21)钻孔组合机床设计摘要:钻孔组合机床是根据工件加工需要,以大量通用部件为基础,配以少量专用部件组成的一种高效专用机床。
它能从多面,多工位,多轴对一个或几个工件同时进行加工,和一般的机床相比,具有设计周期短,成本低,自动化程度高,加工质量稳定,减轻工人劳动程度等优点。
设计内容包括:确定机床的切削用量,拟定传动方案和传动系统图,确定传动副的传动比及齿轮的齿数,并计算主轴的实际转速与标准的相对误差,初算传动轴的直径、齿轮的模数;确定动力箱;计算多轴箱尺寸及设计传动路线。
完成装配草图后,要验算传动轴的直径,齿轮模数否在允许范围内。
还要验算主轴主件的静刚度。
并绘制装配图和零件工作图。
关键词:钻孔组合机床;主轴;齿轮1 引言机械加工工艺是实现产品设计,保证产品质量,节约能源,降低消耗的重要手段,是企业进行生产准备,计划调度,加工操作,安全生产,技术检测和健全劳动组织的重要依据,也是企业中品种,上质量,上水平,加速产品更新,提高经济效益的技术保证。
柴油机曲轴铣钻组合机床及夹具设计
班级学生姓名指导教师设计题目柴油机曲轴铣钻组合机床及夹具设计设计原始参数1.被加工零件:柴油机曲轴;2.生产纲领:5000件/年;3.生产方式:单班制,半自动操作,人工装卸工件;4. 柴油机曲轴专用组合铣钻床设计;5.专用组合机床精度符合国家标准;6.尽量贯彻产品系列化、标准化和通用化的原则。
设计工作内容具体内容为:1. 柴油机曲轴设计;2. 进行一台专用组合机床总体设计,完成以下工作:1)绘制被加工零件工序图,完成1张A1图;2)绘制加工示意图,完成1张A1图;3)绘制机床联系尺寸图,完成1张A1图。
3. 专用夹具总体设计及零件设计,完成3张A1图;4. 编写生存率计算卡1份;5. 撰写开题报告1份;6. 撰写毕业设计说明书1份;7. 翻译外文资料(约2000~3000字)。
设计工作基本要求1. 指导教师的指导下,独立完成规定的设计内容,写出完整的毕业设计说明书,完成要求的实习内容。
2. 应用有关材料的基础知识和专业知识分析、解决设计中出现的问题,使理论与实验结果相联系,使理论认识深化,知识领域扩展。
3. 查阅国内外文献,了解本课题国内外发展动态。
每个学生至少查阅并翻译1篇有关本课题的外文文献。
建立起查阅、收集、整理参考文献的能力。
4. 设计中,学生必须树立正确的设计思想,培养严肃认真的科学态度和严谨求实的工作作风,保证实验方案合理,实验结果可靠,计算准确。
5. 制定正常合理的设计方案,并具有适时调整的能力。
掌握设计的基本步骤,培养较强的实验动手能力。
6. 认真细致的编写毕业设计说明书,毕业设计说明书应努力做到条理清楚,语言通顺规范。
毕业设计工作进程:第 3、4周调查研究,查阅资料、外文资料翻译、开题第 5、6周柴油机曲轴设计及工艺分析、绘制被加工零件工序图、绘制加工示意图第7、8 周绘制加工示意图、绘制机床联系尺寸图第9、10周绘制机床联系尺寸图第11、12周编写生存率计算卡、专用夹具设计第13、14周专用夹具设计、撰写毕业设计说明书第15、16周撰写毕业设计说明书、毕业设计答辩主要参考资料及文献1.姜永武. 组合机床设计.西安:西安交通大学出版社,2004.2.丛凤廷. 组合机床设计.上海:上海科学技术出版社,1994.3.许晓旸.专用机床设备设计. 重庆:重庆大学出版社,2003.4.张接信.组合机床及其自动化.北京:人民交通出版社2009.5.谢家瀛.组合机床简明设计手册.北京:机械工业出版社.1996.6.于英华.组合机床设计.北京:清华大学出版社,2012.7.何庆.机械制造专业毕业设计指导与范例.北京:化工工业出版社,2008.8.机械设机械计手册编委会.机械设计手册. 北京:机械工业出版社, 2004.9.孟宪栋.机床夹具图册. 北京:机械工业出版社,1997.10.陈宏钧.实用机械加工工艺手册. 北京:机械工业出版社,2003.11.李益民.机械制造工艺设计简明手册.北京:机械工业出版社,2003.12.陈心昭.机械加工工艺装备设计手册.北京:机械工业出版社,1998.指导教师(签字):教研室主任(签字):分管院长(签字):。
钻孔组合机床的总体结构设计设计说明书471774975(CAD要的联系)

钻孔组合机床的总体结构设计设计说明书471774975(CAD要的联系)共页⽬录引⾔ (Ⅰ)中⽂摘要 (Ⅱ)英⽂摘要 (Ⅲ)1组合机床的总体设计 (10)1.1 组合机床⽅案的制定定制 (10)1.1.1 制定⼯艺⽅案 (10)1.1.2 确定组合机床的配置形式和结构⽅案 (10)1.2 确定切削⽤量及选择⼑具 (12)1.2.1 确定⼯序间余量 (12)1.2.2 选择切削⽤量 (12)1.2.3 确定切削⼑、切削扭矩、切削功率 (13)1.2.4 选择⼑具结构 (14)1.3 “三图⼀卡”的编制 (14)1.3.1 被加⼯零件⼯序图 (14)1.3.2 加⼯⽰意图 (16)1.3.3 机床联系尺⼨图 (20)1.3.4 ⽣产率计算卡 (23)1.4 多轴箱的设计 (26)1.4.1 绘制多轴箱设计原始依据图 (26)1.4.2 主轴、齿轮模数的选择 (27)1.4.3 多轴箱的传动设计 (27)1.4.4 绘制传动系统图 (36)共页1.4.5 传动零件的校核 (31)1.5 确定机械重块平衡机构 (35)1.6 液压系统 (36)1.6.1 Z轴液压泵的确定 (36)1.6.2 Y轴液压动⼒的确定 (38)1.6.3 拟定液压系统图 (39)2 夹具设计 (42)2.1机床夹具的概述 (42)2.1.1机床夹具的组成 (42)2.1.2机床夹具的类型 (42)2.2 ⼯件机构特 (42)2.3 ⼯件定位⽅案和定位元件的设计 (42)2.4 夹紧⽅案和夹紧元件的设计 (42)2.5 夹具的性能及优点 (43)2.6 夹具体的设计 (43)2.7 误差分析与计算 (44)2.8 夹具精度分析计算 (44)2.9 夹具设计及操作的简要说明 (46)3 谢辞 (47)参考⽂献 (48)共页摘要本论⽂主要说明组合机床设计的基本过程及要求。
组合机床是按⾼度集中原则设计的,即在⼀台机床上可以同时完成同⼀种⼯序或多种不同⼯序的加⼯。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要本次毕业设计的题目是“液压半自动钻铣组合机床”。
本组合机床要求能实现钻中心孔和铣两端面,能进行手动和自动控制,铣削头能作10mm的微调。
本人的设计的主要内容是:进行了机床总体布局设计;对机床的进给和传动部分进行了设计;机床料架的夹紧方案的选取和设计;对机床液压系统进行了设计,绘制了液压原理图;最后根据液压图和系统的工作循环,设计了电气控制系统,并编制了PLC 程序图。
通过此设计,本机床完全能满足设计要求,与传统的机床相比,本机床具有自动化程度高,生产率高,精度高等优点。
关键词:组合机床;铣削头;工作循环;自动AbstractThe topic of this graduation design is"The Hydraulic Pressure Module Machine Tool of Drilling & Milling".This module machine tool needs to be realized to drill the center bore and mill the ends of the axle.Also it can do with automatic control and by hand. The cutter head can move 10 mm forward or backward.The main contents of my design is: To proceed the total distribution in machine tool in machine design;To design the entering and moving parts of the module machine tool;To design the hydraulic of the machine tool and draw the hydraulic system principle diagram;finally according to the hydraulic diagram and the circulation of the work of the system system, design the electricity control system, and draw up PLC procedure diagram.Passing this designs, this machine tool can satisfy completely the design requests. compared with traditional machine tool, this machine has the high degree automation and high precision, also the rate of production is high.Key words: module machine tool; the cutter head ; work circulation ;automation目录摘要.............................................................................................. 错误!未定义书签。
Abstract ............................................................................................ 错误!未定义书签。
第一章引言 .................................................................................. 错误!未定义书签。
第二章设计题目简介及总体方案确定 .. (6)2.1 题目简介 (6)2.1.1 设计题目 (6)2.1.2 题目简介 (6)2.1.3设计参数及性能要求 (6)2.1.4现场加工设备简介 (6)2.2机床设计方案确定 (7)2.3液压系统的设计原则和设计依据 (8)2.4组合机床及其自动线电气控制系统设计 (9)第三章铣削用量的选择和铣削力的计算 (10)3.1加工工件简介 (10)3.2铣削用量选择及铣削力的计算 (10)3.3钻削用量选择及钻削力的计算 (12)第四章料架的设计 (13)4.1料架的组成及其工作原理 (14)4.1.1 料架的组成 (14)4.1.2 料架的工作原理 (14)4.2 V型块的设计 (14)4.2.1 V型块外形尺寸确定 (14)4.2.2 V型块的夹紧力计算 (15)4.3左右螺旋丝杠的设计 (16)4.4变速器的设计 (20)4.4.1变速器传动比分配 (20)4.4.2变速器齿轮设计 (20)4.5轴的设计 (21)4.5.1丝杠螺杆轴的设计 (21)4.5.2单叶片摆动液压马达输出轴的设计 (22)第五章液压系统的设计计算 (22)5.1动力滑台部分 .................................................................. 2错误!未定义书签。
5.1.1 动力和运动参数分析 ........................................... 2错误!未定义书签。
5.1.2 工作负载分析 ....................................................... 2错误!未定义书签。
5.1.3 负载图和速度图的绘制 (24)5.1.4 液压缸主要参数确定 (25)5.2动力钻头部分 (29)5.2.1 动力和运动参数分析 (29)5.2.2 工作负载分析 (30)5.2.3 负载图和速度图的绘制 (31)5.2.4钻轴伸缩油缸的设计计算 (32)5.2.5钻轴伸缩油缸缸筒的设计计算 (32)5.3旋转油缸的设计计算 (33)第六章传动部分的设计计算 (34)6.1电机的选择 (35)6.2主轴直径的选择 (35)6.3主轴箱传动齿轮的设计 (36)6.3.1动力运动参数分配 (36)6.3.2传动齿轮设计 (37)第七章组合机床电气控制系统的设计 (44)7.1概述 (45)7.2组合机床液压电气回路及其控制系统的设计 (45)7.3机床加工总时间的确定 (46)参考文献 (48)致谢 (49)第一章引言对于培养工程技术人才的工科性大学来说,学生们的实践活动就显得非常重要。
然而,四年的大学生活,我们基本是以书本上的理论学习为主,实习大都以参观为主,基本上没有什么自己动手操作的机会,所以,提高学生的实践动手能力和熟悉工程现场的能力是很必要的。
而最后的毕业设计,是真正的理论与实践相结合,综合运用大学四年所学知识解决工程实际问题的过程。
所以,我们要充分珍惜这难得的机会,努力提高自己,为以后的工作打下良好的基础。
本次毕业设计,我和张杰同学选择了液压半自动钻铣组合机床的设计。
本次设计历时一个学期,在尹明老师的知道下,通过我和张杰的认真设计,较为圆满的完成了该机床的基本设计工作。
下面是我们对本组合机床的主要设计内容:1机床总体布局方案:根据所给参数和现场条件,确认机床的总体方案;主轴的驱动及减速方案;铣销,钻销的进给方案;工件夹紧方案;机床操作方案等。
2主轴箱设计:(1)主轴箱电机的选取,转速分配;(2)齿轮的设计;(3)轴的设计;(4)轴承等的选取;(5)钻轴,铣轴的布局等3料架的设计:(1)料架夹紧装置设计;(2)料架进给系统设计;(3)相关齿轮,轴的设计;(4)相关附件的选取4液压电气控制系统设计:(1)液压原理设计;(2)液压油缸,油泵的设计或选取;(3)液压控制元件的选取;(4)电气控制系统原理的设计;(5)以PLC 程序顺序控制举例设计。
金属切削机床(Metal cutting machine tools)是用切削的方法将金属毛坯加工成机器零件的机器,它是制造机器的机器,所以又称为“工作母机”或“出具机”,习惯上简称为机床。
在一般的机械制造工厂中,机床约占机器设备总台数的50-70%,它所担负的工作量约占总劳动量的一半。
组合机床(Modular machine)是以系列化、标准化的通用部件为基础,配以少量的专用部件组成的专用机床。
它适宜于在大批、大量生产中对一种或几种类似零件的一道或几道工序进行加工。
这种机床既具有专用机床的结构简单、生产率和自动化程度高的特点,又具有一定的重新调整能力,以适应工件变化的需要。
组合机床可以对工件进行多面、多主轴加工,一般是半自动的。
组合机床具有以下特点:(1)组合机床上的通用部件和标准件约占全机的70~80%,因而设计和制造的周期短、投资少、经济效果好。
(2)组合机床采用多刀加工并且自动化程度高,不仅生产效率高,而且劳动强度低。
(3)组合机床的通用部件都是经过长期的生产实践考验的,因而不但结构稳定,工作可靠,而且使用和维修方便。
(4)在组合机床上加工零件时,由于采用专用夹具、刀具和导向装置,因而加工质量稳定,对操作工人的技术要求不高。
(5)组合机床便于产品更新,当改过加工对象时,其通用部件和标准件可以重复使用,而不必另行设计和制造。
(6)用组合机床易于联成组合机床自动线,以适应大规模生产需要。
组合机床是以通用部件为基础,配以按工件特定形状和加工工艺设计的专用部件和夹具,组成的半自动或自动专用机床。
组合机床一般采用多轴、多刀、多工序、多面或多工位同时加工的方式,生产效率比通用机床高几倍至几十倍。
由于通用部件已经标准化和系列化,可根据需要灵活配置,能缩短设计和制造周期。
因此,组合机床兼有低成本和高效率的优点,在大批、大量生产中得到广泛应用,并可用以组成自动生产线。
组合机床一般用于加工箱体类或特殊形状的零件。
加工时,工件一般不旋转,由刀具的旋转运动和刀具与工件的相对进给运动,来实现钻孔、扩孔、锪孔、铰孔、镗孔、铣削平面、切削内外螺纹以及加工外圆和端面等。
有的组合机床采用车削头夹持工件使之旋转,由刀具作进给运动,也可实现某些回转体类零件(如飞轮、汽车后桥半轴等)的外圆和端面加工。
二十世纪70年代以来,随着可转位刀具、密齿铣刀、镗孔尺寸自动检测和刀具自动补偿技术的发展,组合机床的加工精度也有所提高。
铣削平面的平面度可达0.05毫米/1000毫米,表面粗糙度可低达2.5~0.63微米;镗孔精度可达IT7~6级,孔距精度可达0.03~0.02微米。