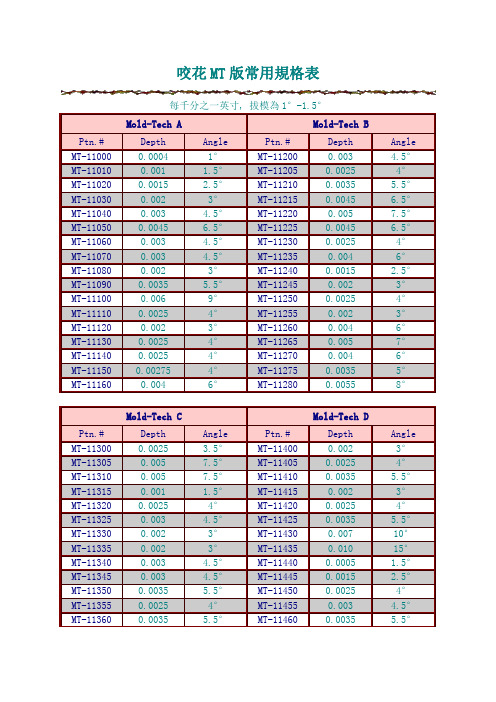
模具斜度与蚀纹关系对照表
模具表面处理种类与规格
抛光(Polish) 火花纹(Thin Fire Texture) 化学蚀纹(Texture)
蚀纹处理和模具斜度
电镀(Plating) 喷砂(Blasting)
抛光(Polish)
பைடு நூலகம்
SPI - Society of the Plastics Industry 塑料工业协会
Diamond Mold Polishing & Finishing Specifications
0.0508
0.0762 0.1143 0.0762 0.0762 0.0508 0.0889 0.1524 0.0635 0.0508 0.0635
MT-11140
MT-11150 MT-11160
0.0635
0.0698 0.1016
蚀纹处理和模具斜度的关系
Mold-Tech A Mold-Tech B
Ptn.# MT-11200 MT-11205 MT-11210 MT-11215 MT-11220 MT-11225 MT-11230 MT-11235 MT-11240 MT-11245 MT-11250 MT-11255 MT-11260 MT-11265 MT-11270 MT-11275 MT-11280
Plaque #7 Ptn.# Depth(mm) MT325 0.003 MT964 0.003 MT1038 0.002 MT1043 0.002 MT1170 0.0025 MT1192 0.0015 MT1239 0.003 MT1240 0.003 MT1241 0.002 MT1242 0.002 MT1243 0.002 MT1244 0.0025 MT1250 0.003 MT2019 0.0025 MT2020 0.002 MT2028 0.0025 23053 0.002 23064 0.0015
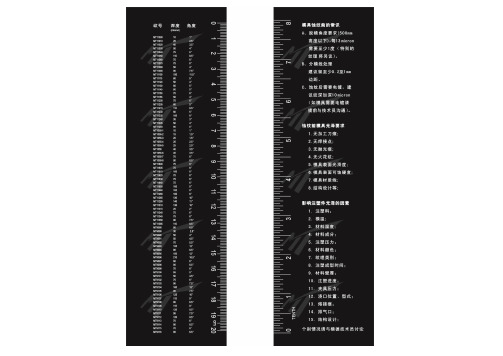
模具斜度与蚀纹关系对照表

附
录D
蚀纹样板
最小脱 模斜度
蚀纹号
3° 3° 4° 4.5° 4° 4.5° 4.5° 4.5° 4.5° 5° 5° 3° 4.5° 3° 5.5° 5° 4.5° 5° 5.5° 5° 7.5° 7.5° 7.5°
最小脱
模斜度
1° 1.5° 2.5° 3° 4.5° 6.5° 4.5° 4.5° 3° 5.5° 9° 4° 3° 4° 4° 4° 6°
蚀纹号
MT-11200 MT-11205 MT-11210 MT-11215 MT-11220 MT-11225 MT-11230 MT-11235 MT-11240 MT-11245 MT-11250 MT-11255 MT-11260 MT-11265 MT-11270 MT-11275 MT-11280
深度
0.010 0.015 0.020 0.025 0.025 0.030 0.030 0.040 0.050 0.060 0.085 0.035 0.035 0.040 0.040 0.045 0.045 0.050 0.055 0.060 0.065 0.070 0.090
附
录D
蚀纹样板
最小脱 模斜度
0.075 0.13 0.13 0.11 0.18 0.11 0.18 0.18 0.19 0.20 0.20 0.055 0.055 0.12 0.085 0.090 ° 3° 2.5° 2.5° 2.5° 4.5° 4.5° 4.5° 5° 5°
最小脱
模斜度
3° 4° 5.5° 3° 4° 5.5° 10° 15° 1.5° 2.5° 4° 4.5° 5.5° 7.5° 3° 3° 4.5°
塑胶产品模具的拔模角度确定
角度没有太大的规定!一般做整数方便加工就可!不过落差一定要0.02以上!大的高度落差就做大一点!角度一般做2-3度之间!大的产品做到5度!讨论拔模角度讨论一下拔摸斜度,请发表高见,多大的产品需要多大的拔摸斜度。
请大家举例说明。
拔摸斜度和产品的深度有关系.看你要达到什么目的了.而且对于产品外观的拔摸斜度和产品的表面处理有关系.相同的深度,表面咬花需要的拔摸斜度比光面要大. 而BOSS柱和加强肋就不是要求很严,以容易脱模和不缩水为原则.我们外形一般用1~2度左右以下是我的经验值:电视产品缺省的斜度是1:40,前壳为1.5度(我刚做了一个2度的)。
后盖因为牵扯到皮纹,如果深度不大(小于30毫米),一般不等小于3度。
深度较大,一般不小于6~8度。
至于有什么理论公式,还请版主赐教这个话题刚好我在别的论坛上发表过先转贴过来了:「拔模角」这个问题对机构人员来说,是个非常重要的课题 .什麼情况要画拔模斜度?什麼情况不需要斜度?外观斜度要多少?补强肋,螺丝驻斜度要多少?真的都需要经验,及和模具设计人员讨论对机构人员来说,不要画拔模角是最好的因為在画所有的结构时,标尺寸的参考只有「一条线」加了斜度后,正式图看起来就有「二条线」万一选错条,以后就麻烦了(有经验的人应该听的懂吧!)提供一下个人的经验:拔模斜度可以在所有的结构都完成后,再来一次画出来一方面可以避免出错一方面可以加快软体运算的速度.其实一个负责任的机构人员 .应该是要把「该有」的「所有拔模斜度」都画出来 .如果你把这项工作交给模具设计人员来画的时候 .他怎麼知道你哪些地方是做「紧配合」,哪些有「间隙」?而且拔模基準面应该是以「底部」,还是「顶部」為準呢?一旦「猜错」了,有可能成品就会有干涉了 .还有有些比较高,比较深的结构是做「入子」的以及有些螺丝孔是做「套筒」的那时需不需要做斜度,那裡不需要做斜度就要跟模具人员好好讨论了「拔模斜度」这个话题还有很多可以讨论的常常為了这个问题会让模具设计人员对机构设计人员有很大的抱怨这个可以多听听版上那些模具设计人员的心声一般我的经验是:能不作斜度的尽量不作!原则是:1、作模具的时候容易加的!2、作大作小关系不大的!外观的如果是出模方向的,斜度一定要作!如果是行位上出的,可以作直的!一些柱子、筋等,如果不是很深也不作!需要配合的,斜度一定要作!斜度的大小一般根据蚀纹的型号,有具体的数值,可以查的!基本全是经验值,要考虑模具的制作方法!。
7.蚀纹参考斜度表

參考斜度 1
1.5 2.5
3 4.5 6.5 4.5 4.5
3 5.5
9 4 3 4 4 4 6 3
Moldtech K7000G depth 0.015 mm => release dr 类似charmilles 18,深0.02mm,出模角 Moldtech K9000G is Charmilles 18, depth 0.0 类似charmilles 18,深0.015mm,出模角 Moldtech K9070G is Charmilles 21, depth = 0. 类似charmilles 18,深0.02mm,出模角 Moldtech K5024G is Charmilles ? => relea 类似charmilles 30,深 0.04mm,出模角 Moldtech K2400G is Charmilles ?, depth = 0.0 类似charmilles 30,深 0.05mm,出模角 Moldtech MT9050 is Charmilles ?, depth 0.01 类似charmilles 33,深0.055mm,出模角 Moldtech MT9052 is Charmilles ?, depth 0.02 类似charmilles 33,深 0.06mm,出模角 Moldtech MT9053 is Charmilles ?, depth 0.10 类似charmilles 36,深 0.075mm,出模角
harmilles ? => release draft 2,5°. ,出模角2.5度。
harmilles ?, depth = 0.0? mm => release draft 4°. ,出模角3度。
3产品蚀纹与拔模角关系
G ---半光澤
G ---半光澤
HN26 HN27 HN28 HN29 HN30 HN31 HN1000 HN1001 HN1002 HN1003 HN1004 HN1005 HN1006 HN1007 HN1008 HN1009 HN1010 HN1011 HN1012 HN1013 HN1014 HN1015 HN1016 HN1017 HN2000 HN2001 HN2002 HN2003 HN2004 HN2005 HN2006 HN2007 HN2008 HN2009 HN2010 HN2011 HN2012 HN2013
昵宏咬花規格表
咬花番號 HN-DS11 HN-DS12 HN-DS13 拔模斜度 1° 1.5° 2° 平均值 μ 5 ~ 7 10 ~ 13 12 ~ 15 打光程度 800 600 ~ 800 600 ~ 800 加工種類
噴砂咬花
HN-DS14 HN-DS01 HN-DS02 HN-DS03 HN-DS04 HN-DS05 HN-DS06 HN-DS07 HN-DS08 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. HN20 HN21 HN22 HN23 HN24 HN25 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9
0.005 0.002 0.002 0.003 Plaque Ptn.# MT980 MT901 MT945 MT970 MT972 MT973 MT974 MT978 MT985 MT1055-1 MT1055-2 MT1055-3 MT1055-4 MT1055-5 MT1055 MT1055-6 MT1055-7
关于模具设计模板

医用床挂板冲压工艺分析及模具设计摘要本次毕业设计的任务是医用床挂板冲压工艺及模具分析。
通过查阅了相关文献资料对医用床挂板进行了工艺及设计有关的计算,如:选择基本工序,确定其顺序,工序数目及工序组合形式。
介绍了主要零部件的设计概念,详细解剖了设计过程中的一些思路。
阐述了工位级进模的设计特点,使产品质量达到设计要求。
冲压的成型作为现代的工业中一种十分重要的加工方法,用以生产各种板料零件,具有很多独特的优势,其成型具有自重轻,刚度大,强度高,互换性好,成本低,生产过程便于实现机械自动化及生产效率高等特点,是一种其他加工方法所不能相比和不可替代的先进制造技术,在制造业中具有很强的竞争力,被广泛应用于各种行业,和日常生活的生产当中。
Abstract Punching die has been w1ff8 idely used in industrial production.In the traditional industrial production,the worker work very hard,and there are too much work,so the efficiency is low.With the development of the science and technology nowadays,the use of punching die in the industial production gain more attention,and be used in the industrial production more andmore.Self-acting feed technology of punching die is also used inproduction,punching die could increase the efficience of production and could alleviate the work burden,so it has significant meaning in technologic progress and economic value.copyright dedecms31.Romanovski,V.P."Dictionary of cold-stamping",Ed,Tehnica,Bucharest,197032.Teodorescu M."the technology of coldl-forming",Ed.didactica and pedagogica,Bucharest,1980The article mainly discussed the classification,feature and the developmental direction of the pnnching technology.Elaborated the punching components formation principle,the basic dies structure and the rate process and the principle of design;and designed some conventional punching die:the die for big diameter three direction pipe which solved the problom of traditional machining,the drawing and punching compound die with float punch-matrix,the drawing and cutting compound dies with unaltered press,the compound die forthe back bowl of the noise keeper,the design of the compound die which could produce two workpieces in one punching,the bending die for the ring shape part,the bending die which used the gemel,automate loading die for cutting,the drawing,punching and burring compound dies with sliding automated loading,the punching die for the long pipe with two row of hole,the drawing die for the square box shape workpiece and the burring die for the box shape workpiece.The punching dies that utilized the feature of the normal punch shaped the workpiece in the room temperature,and its efficiency and economic situation is excellent第一章 Handset(手机)Structure & AssemblyHandset 的装配设计由彩色效果图 (Rendering)开始,可以从外形及结构两方面交叉进行。
电动工具模具斜度

电动工具模具斜度
电动工具模具斜度
铝模1-1.5度为宜塑模有0.5度为宜如果短的话可以减少斜度
拔模斜度:对结构而言
1.精度的模具是沒有出模角的,但也比教贵;
2.外表面的拔模斜度一定要画,而且要先画,否则以后很难加上去的,有配合的地方也要画,深度比较大的肋,柱位也要画;
3.表面有蚀纹的,斜度要加大,有相关规格可查;
4.公模面較母模面要小,有利於射出,避免黏滯母模;
5.行位上,可以作直的,也可作适当斜度;
对模具而言:
如果没有标拔模斜度,要按照以下规定来理解:如果是轴状特征,拔模斜度要使得最大端跟模型或图纸相符。
即拔模斜度要使轴变得更细;对孔状结构,跟上面的正相反。
注塑工艺
因为做电机的大都需要注塑件,特贴上部分材料的鉴别方法,希望对大家了解样机有用。
模具斜度与蚀纹干系对照表
Q/TKM 3 — 2003附录C益新电机蚀刻有限公司蚀纹样板(1/2)蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度YS 110000.0050.15°YS 92800.0101°YS 82800.0302°YS 72800.075 4.5°YS 110010.0080.25°YS 92810.0151°YS 82810.040 2.5°YS 72810.070 4.5°YS 110020.0100.5°YS 92820.020 1.5°YS 82820.0503°YS 72820.0805°YS 110030.0151°YS 92830.025 1.5°YS 82830.040 2.5°YS 72830.085 5.5°YS 110040.020 1.5°YS 92840.025 1.5°YS 82840.040 2.5°YS 72840.090 5.5°YS 110050.025 1.5°YS 92850.0302°YS 82850.045 2.5°YS 72850.0956°YS 110060.025 1.7°YS 92860.0302°YS 82860.070 4.5°YS 72860.090 5.5°YS 110070.0302°YS 92870.040 2.5°YS 82870.070 4.5°YS 72870.0805°YS 110080.033 2.2°YS 92880.0503°YS 82880.070 4.5°YS 72880.159°YS 110090.035 2.5°YS 92890.060 3.5°YS 82890.0805°YS 72890.1911°YS 110100.0403°YS 92900.085 4.5°YS 82900.0805°YS 72900.1911°YS 110110.0151°YS 92910.0352°YS 72910.070 4.5°YS 110120.018 1.5°YS 92920.0352°YS 62800.075 4.5°YS 72920.0604°YS 110130.0202°YS 92930.040 2.5°YS 62810.137.5°YS 72930.072 4.5°YS 110140.0202°YS 92940.040 2.5°YS 62820.137.5°YS 72940.085 5.5°YS 110150.025 2.3°YS 92950.045 2.5°YS 62830.117°YS 72950.0805°YS 110160.028 2.5°YS 92960.045 2.5°YS 62840.1810°YS 72960.085 5.5°YS 110170.0303°YS 92970.0505°YS 62850.117°YS 72970.137.5°YS 110180.035 3.2°YS 92980.055 5.5°YS 62860.1810°YS 72980.137.5°YS 110190.038 3.5°YS 92990.060 6.5°YS 62870.1810°YS 72990.137.5°YS 110200.040 3.5°YS 93000.0657.5°YS 62880.1911°YS 110210.0424°YS 93010.0708.5°YS 62890.2012°YS 110220.045 4.5°YS 93020.09011°YS 62900.2012°YS 62910.0553°YS 62920.0553°YS 62930.127.5°YS 62940.085 5.5°YS 62950.090 5.5°YS 62990.127.5°YS 62960.070 4.5°YS 63000.117°YS 62970.117°YS 63010.0127.5°YS 62980.127.5°YS 63020.0127.5°益新电机蚀刻有限公司蚀纹样板(2/2)蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度YS 52800.106°YS 42800.0503°YS 32800.070 4.5°YS 22800.040 2.5°YS 52810.090 5.5°YS 42810.0503°YS 32810.0604°YS 22810.040 2.5°YS 52820.106°YS 42820.0604°YS 32820.085 5.5°YS 22820.0503°YS 52830.137.5°YS 42830.075 4.5°YS 32830.085 5.5°YS 22830.040 2.5°YS 52840.137.5°YS 42840.0604°YS 32840.0855°YS 22840.045 2.5°YS 52850.137.5°YS 42850.074 4.5°YS 32850.137.5°YS 22850.0553°YS 52860.137.5°YS 42860.070 4.5°YS 32860.127.5°YS 22860.045 2.5°YS 52870.137.5°YS 42870.075 4.5°YS 32870.127.5°YS 22870.0503°YS 52880.137.5°YS 42880.070 4.5°YS 32880.0604°YS 22880.0503°YS 52890.159°YS 42890.0805°YS 32890.159°YS 22890.0654°YS 52900.159°YS 42900.0825°YS 32900.169.5°YS 22900.0604°YS 52910.106°YS 42910.0503°YS 32910.0503°YS 22910.0654°YS 52920.106°YS 42920.070 4.5°YS 32920.0503°YS 22920.0604°YS 52930.0956°YS 42930.0553°YS 32930.075 4.5°YS 22930.0604°YS 52940.090 5.5°YS 42940.085 5.5°YS 32940.090 5.5°YS 22940.0604°YS 52950.106°YS 42950.0805°YS 32950.0805°YS 22950.0805°YS 52960.085 5.5°YS 42960.070 4.5°YS 32960.0805°YS 22960.070 4.5°YS 52970.2012°YS 42970.0805°YS 32970.0825°YS 22970.070 4.5°YS 52980.2012°YS 42980.085 5.5°YS 32980.0825°YS 22980.090 5.5°YS 52990.085 5.5°YS 42990.0805°YS 32990.0825°YS 22990.0805°YS 53000.090 5.5°YS 43000.137.5°YS 33000.085 5.5°YS 23000.0604°YS 53010.2012°YS 43010.137.5°YS 33010.090 5.5°YS 23010.0805°YS 53020.1911°YS 43020.137.5°YS 33020.090 5.5°YS 23020.090 5.5°YS 12800.0101°YS 12870.040 2.5°YS 12940.040 2.5°YS 13010.0503°YS 12810.0151°YS 12880.0503°YS 12950.040 2.5°YS 13020.0553°YS 12820.020 1.5°YS 12890.060 3.5°YS 12960.045 2.5°YS 12830.025 1.5°YS 12900.075 4.5°YS 12970.045 2.5°YS 12840.025 1.5°YS 12910.0352°YS 12980.0503°YS 12850.0302°YS 12920.0352°YS 12990.0503°YS 12860.0302°YS 12930.040 2.5°YS 13000.0503°华生模具蚀刻厂蚀纹样板蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度HS31010.002″1°HS41010.007″ 3.5°HS51010.010″5°HS31020.003″ 1.5°HS41020.007″ 3.5°HS51020.012″6°HS31030.004″2°HS41030.008″4°HS51030.016″8°HS31050.006″3°HS41050.013″ 6.5°HS51050.016″8°HS31060.009″ 4.5°HS41060.015″7.5°HS51060.020″10°HS31070.011″ 5.5°HS41070.015″7.5°HS51070.020″10°HS31080.011″ 5.5°HS41080.015″7.5°HS51080.025″12.5°HS31090.012″6°HS41090.015″7.5°HS51090.025″12.5°HS31100.013″ 6.5°HS41100.018″9°HS51100.030″15°HS31110.015″7.5°HS41110.018″9°HS51110.015″7.5°HS31120.017″8.5°HS41120.019″9.5°HS51120.015″7.5°HS31130.013″ 6.5°HS41130.010″5°HS51130.012″6°HS31140.005″ 2.5°HS41140.012″6°HS51140.015″7.5°HS31150.007″ 3.5°HS41150.017″8.5°HS51150.015″7.5°HS31160.005″ 2.5°HS41160.013″ 6.5°HS51160.015″7.5°HS31170.007″ 3.5°HS41170.013″ 6.5°HS51170.017″8.5°HS31180.008″4°HS41180.013″ 6.5°HS51180.020″10°HS31190.008″4°HS41190.020″10°HS51190.020″10°HS31200.009″ 4.5°HS41200.025″12.5°HS51200.020″10°HS31210.010″5°HS41210.025″12.5°HS51210.025″12.5°HS31220.010″5°HS41220.025″12.5°HS51220.025″12.5°HS31230.011″ 5.5°HS41230.018″9°HS51230.026″13°HS31240.012″6°HS41240.020″10°HS51240.028″14°HS61010.008″4°HS61090.020″10°HS61160.015″7.5°HS61020.013″ 6.5°HS61100.070″ 3.5°HS61170.023″11.5°HS61030.014″7°HS61110.011″ 5.5°HS61180.023″11.5°HS61050.016″8°HS61120.010″5°HS61190.025″12.5°HS61060.016″8°HS61130.018″9°HS61200.020″10°HS61070.020″10°HS61140.020″10°HS61210.030″15°HS61080.013″ 6.5°HS61150.015″7.5°HS61220.030″15°15Q/TKM 3 — 2003附录F妮红咬花(香港)有限公司蚀纹样板蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度珩、搪1°以上镜面HN10001°以上#600~800HN 20002°以上#600HN 3000 1.5°以上#800~1000 NO.21°以上镜面10011°以上600~80020013°以上6003001 1.5°以上600~800 NO.32°以上镜面1002 1.5°以上600~8002002 3.5°以上40030022°以上600~800 NO.43°以上#800~100010031°以上600~80020034°以上4003003 2.5°以上600~800 NO.54°以上800~10001004 1.5°以上600~8002004 5.5°以上4003004 2.5°以上400~600 NO.6 1.5°以上800~10001005 1.5°以上600~80020057°以上40030053°以上400~600 NO.7 1.5°以上600~80010062°以上400~60020068°以上40030063°~4°400~600 NO.82°以上600~8001007 2.5°以上400~60020077°以上4003007 1.5°以上600~800 NO.9 2.5°以上400~8001008 2.5°以上400~60020087.5°以上40030082°以上400~600 NO.10 2.5°以上400~6001009 1.5°以上400~60020094°以上4003009 2.5°以上400~600 NO.113°~4°400~60010102°以上400~60020103°以上4003010 2.5°以上400~600 NO.124°~5°400~60010113°以上400~60020113°以上40030113°以上400~600亚光NO.12°以上#60010123°~4°320~4002012 3.5°以上4003012 3.5°以上400~600 NO.2 2.5°以上40010134°~5°320~4002013 3.5 以上4003013 3.5°以上400~600 NO.33°以上40010145°~6°320~40020143°以上400N.TONE012°以上#600 NO.4 3.5°以上320~40010153°~4°320~40020154°以上400N.TONE02 2.5°以上600 NO.54°以上320~40010164°~5°320HN 20 2.5°以上#600N.TONE033°以上600 NO.65°以上320~40010175°~6°32021 2.5°以上400~600N.TONE04 3.5°以上600 NO.76°以上320HN2016 4.5°以上#400223°~4°320~400N.TONE054°以上600 NO.8 6.5°以上3202017 4.5°以上400234°~5°320N.TONE06 4.5°以上600 NO.97°以上32020186°以上400243°以上320N.TONE073°以上600 HN-DS013°#32020199°以上40025 3.5°以上320N.TONE08 3.5°以上600 DS024°32020203°以上400264°以上320N.TONE094°以上600 DS034°3202021 3.5°以上40027 4.5°以上320N.TONE105°以上600 DS04 4.5°3202022 3.5°以上400285°~6°320N.TONE115°以上600 DS05 1.5°80020234°以上400295°~6°320N.TONE126°以上600 DS062°8002024 6.5°以上400308°以上320N.TONE131°以上800 DS07 2.5°60020257.5°以上400319°以上320N.TONE142°以上800 DS083°40020269°以上400HN-DS111°以上#800N.TONE15 1.5°以上800 HN-TS012°以上#600HN-TS044°以上#400DS12 1.5°以上600~800N.TONE16 3.5°以上600 TS02 3.5°以上400TS05 4.5°以上400DS132°以上600~800N.TONE172°以上800 TS033°以上400TS065°以上400DS142°以上600~800N.TONE18 5.5°以上600。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Q/TKM 3 —2003附录CM o l d-T e c h蚀纹样板蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度MT-11000 ″1°MT-11200 ″°MT-11300 ″°MT-11400 ″3°MT-11010 ″°MT-11205 ″4°MT-11305 ″°MT-11405 ″4°MT-11020 ″°MT-11210 ″°MT-11310 ″°MT-11410 ″°MT-11030 ″3°MT-11215 ″°MT-11315 ″°MT-11415 ″3°MT-11040 ″°MT-11220 ″°MT-11320 ″4°MT-11420 ″4°MT-11050 ″°MT-11225 ″°MT-11325 ″°MT-11425 ″°MT-11060 ″°MT-11230 ″4°MT-11330 ″3°MT-11430 ″10°MT-11070 ″°MT-11235 ″6°MT-11335 ″3°MT-11435 ″15°MT-11080 ″3°MT-11240 ″°MT-11340 ″°MT-11440 ″°MT-11090 ″°MT-11245 ″3°MT-11345 ″°MT-11445 ″°MT-11100 ″9°MT-11250 ″4°MT-11350 ″°MT-11450 ″4°MT-11110 ″4°MT-11255 ″3°MT-11355 ″4°MT-11455 ″°MT-11120 ″3°MT-11260 ″6°MT-11360 ″°MT-11460 ″°MT-11130 ″4°MT-11265 ″7°MT-11365 ″7°MT-11465 ″°MT-11140 ″4°MT-11270 ″6°MT-11370 ″6°MT-11470 ″3°MT-11150 ″4°MT-11275 ″5°MT-11375 ″6°MT-11475 ″3°MT-11160 ″6°MT-11280 ″8°MT-11380 ″6°MT-11480 ″°MT 9000 MT 9013 MT 9045 MT 9050MT 9001 MT 9015 MT 9046 MT 9051MT 9002 MT 9016 MT 9047 MT 9052MT 9003 MT 9017 MT 9048 MT 9053MT 9004 MT 9036 MT 9049 MT 9054MT 9005 MT 9037 MT 9060 MT 9055MT 9006 MT 9038 MT 9061 MT 9056MT 9007 MT 9039 MT 9062 MT 9057MT 9008 MT 9040 MT 9063 K 5000GMT 9009 MT 9041 K 9000G K 5024GMT 9010 MT 9042 K 9070G K 2400G11MT 9011 MT 9043 K 7000G K 1600G MT 9012 MT 9044 K 7050GQ/TKM 3 —2003附录D蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度YS 11000 °YS 9280 1°YS 8280 2°YS 7280 °YS 11001 °YS 9281 1°YS 8281 °YS 7281 °YS 11002 °YS 9282 °YS 8282 3°YS 7282 5°YS 11003 1°YS 9283 °YS 8283 °YS 7283 °YS 11004 °YS 9284 °YS 8284 °YS 7284 °YS 11005 °YS 9285 2°YS 8285 °YS 7285 6°YS 11006 °YS 9286 2°YS 8286 °YS 7286 °YS 11007 2°YS 9287 °YS 8287 °YS 7287 5°YS 11008 °YS 9288 3°YS 8288 °YS 7288 9°YS 11009 °YS 9289 °YS 8289 5°YS 7289 11°YS 11010 3°YS 9290 °YS 8290 5°YS 7290 11°YS 11011 1°YS 9291 2°YS 7291 °YS 11012 °YS 9292 2°YS 6280 °YS 7292 4°YS 11013 2°YS 9293 °YS 6281 °YS 7293 °YS 11014 2°YS 9294 °YS 6282 °YS 7294 °YS 11015 °YS 9295 °YS 6283 7°YS 7295 5°YS 11016 °YS 9296 °YS 6284 10°YS 7296 °YS 11017 3°YS 9297 5°YS 6285 7°YS 7297 °YS 11018 °YS 9298 °YS 6286 10°YS 7298 °YS 11019 °YS 9299 °YS 6287 10°YS 7299 °YS 11020 °YS 9300 °YS 6288 11°YS 11021 4°YS 9301 °YS 6289 12°YS 11022 °YS 9302 11°YS 6290 12°YS 6291 3°YS 6292 3°YS 6293 °YS 6294 °12YS 6295 °YS 6299 °YS 6296 °YS 6300 7°YS 6297 7°YS 6301 °YS 6298 °YS 6302 °Q/TKM 3 —2003附录D蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度YS 5280 6°YS 4280 3°YS 3280 °YS 2280 °YS 5281 °YS 4281 3°YS 3281 4°YS 2281 °YS 5282 6°YS 4282 4°YS 3282 °YS 2282 3°YS 5283 °YS 4283 °YS 3283 °YS 2283 °YS 5284 °YS 4284 4°YS 3284 5°YS 2284 °YS 5285 °YS 4285 °YS 3285 °YS 2285 3°YS 5286 °YS 4286 °YS 3286 °YS 2286 °YS 5287 °YS 4287 °YS 3287 °YS 2287 3°YS 5288 °YS 4288 °YS 3288 4°YS 2288 3°YS 5289 9°YS 4289 5°YS 3289 9°YS 2289 4°YS 5290 9°YS 4290 5°YS 3290 °YS 2290 4°YS 5291 6°YS 4291 3°YS 3291 3°YS 2291 4°YS 5292 6°YS 4292 °YS 3292 3°YS 2292 4°YS 5293 6°YS 4293 3°YS 3293 °YS 2293 4°YS 5294 °YS 4294 °YS 3294 °YS 2294 4°YS 5295 6°YS 4295 5°YS 3295 5°YS 2295 5°YS 5296 °YS 4296 °YS 3296 5°YS 2296 °YS 5297 12°YS 4297 5°YS 3297 5°YS 2297 °YS 5298 12°YS 4298 °YS 3298 5°YS 2298 °YS 5299 °YS 4299 5°YS 3299 5°YS 2299 5°YS 5300 °YS 4300 °YS 3300 °YS 2300 4°YS 5301 12°YS 4301 °YS 3301 °YS 2301 5°YS 5302 11°YS 4302 °YS 3302 °YS 2302 °YS 1280 1°YS 1287 °YS 1294 °YS 1301 3°13YS 1281 1°YS 1288 3°YS 1295 °YS 1302 3°YS 1282 °YS 1289 °YS 1296 °YS 1283 °YS 1290 °YS 1297 °YS 1284 °YS 1291 2°YS 1298 3°YS 1285 2°YS 1292 2°YS 1299 3°YS 1286 2°YS 1293 °YS 1300 3°14Q/TKM 3 —2003附录E蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度HS3101 ″1°HS4101 ″°HS5101 ″5°HS3102 ″°HS4102 ″°HS5102 ″6°HS3103 ″2°HS4103 ″4°HS5103 ″8°HS3105 ″3°HS4105 ″°HS5105 ″8°HS3106 ″°HS4106 ″°HS5106 ″10°HS3107 ″°HS4107 ″°HS5107 ″10°HS3108 ″°HS4108 ″°HS5108 ″°HS3109 ″6°HS4109 ″°HS5109 ″°HS3110 ″°HS4110 ″9°HS5110 ″15°HS3111 ″°HS4111 ″9°HS5111 ″°HS3112 ″°HS4112 ″°HS5112 ″°HS3113 ″°HS4113 ″5°HS5113 ″6°HS3114 ″°HS4114 ″6°HS5114 ″°HS3115 ″°HS4115 ″°HS5115 ″°HS3116 ″°HS4116 ″°HS5116 ″°HS3117 ″°HS4117 ″°HS5117 ″°HS3118 ″4°HS4118 ″°HS5118 ″10°HS3119 ″4°HS4119 ″10°HS5119 ″10°HS3120 ″°HS4120 ″°HS5120 ″10°HS3121 ″5°HS4121 ″°HS5121 ″°HS3122 ″5°HS4122 ″°HS5122 ″°HS3123 ″°HS4123 ″9°HS5123 ″13°HS3124 ″6°HS4124 ″10°HS5124 ″14°HS6101 ″4°HS6109 ″10°HS6116 ″°HS6102 ″°HS6110 ″°HS6117 ″°HS6103 ″7°HS6111 ″°HS6118 ″°HS6105 ″8°HS6112 ″5°HS6119 ″°HS6106 ″8°HS6113 ″9°HS6120 ″10°HS6107 ″10°HS6114 ″10°HS6121 ″15°HS6108 ″°HS6115 ″°HS6122 ″15°Q/TKM 3 —2003妮红咬花(香港)有限公司蚀纹样板蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度珩、搪1°以上镜面HN1000 1°以上#600~800 HN 2000 2°以上#600 HN 3000 °以上#800~1000 1°以上镜面1001 1°以上600~800 2001 3°以上600 3001 °以上600~8002°以上镜面1002 °以上600~800 2002 °以上400 3002 2°以上600~8003°以上#800~1000 1003 1°以上600~800 2003 4°以上400 3003 °以上600~8004°以上800~1000 1004 °以上600~800 2004 °以上400 3004 °以上400~600°以上800~1000 1005 °以上600~800 2005 7°以上400 3005 3°以上400~600°以上600~800 1006 2°以上400~600 2006 8°以上400 3006 3°~4°400~6002°以上600~800 1007 °以上400~600 2007 7°以上400 3007 °以上600~800°以上400~800 1008 °以上400~600 2008 °以上400 3008 2°以上400~600°以上400~600 1009 °以上400~600 2009 4°以上400 3009 °以上400~6003°~4°400~600 1010 2°以上400~600 2010 3°以上400 3010 °以上400~6004°~5°400~600 1011 3°以上400~600 2011 3°以上400 3011 3°以上400~600 亚光2°以上#600 1012 3°~4°320~400 2012 °以上400 3012 °以上400~600 °以上400 1013 4°~5°320~400 2013 以上400 3013 °以上400~6003°以上400 1014 5°~6°320~400 2014 3°以上400 2°以上#600°以上320~400 1015 3°~4°320~400 2015 4°以上400 °以上6004°以上320~400 1016 4°~5°320 HN 20 °以上#600 3°以上6005°以上320~400 1017 5°~6°320 21 °以上400~600 °以上6006°以上320 HN2016 °以上#400 22 3°~4°320~400 4°以上600°以上320 2017 °以上400 23 4°~5°320 °以上6007°以上320 2018 6°以上400 24 3°以上320 3°以上600 HN-DS01 3°#320 2019 9°以上400 25 °以上320 °以上600 15DS02 4°320 2020 3°以上400 26 4°以上320 4°以上600 DS03 4°320 2021 °以上400 27 °以上320 5°以上600 DS04 °320 2022 °以上400 28 5°~6°320 5°以上600 DS05 °800 2023 4°以上400 29 5°~6°320 6°以上600 DS06 2°800 2024 °以上400 30 8°以上320 1°以上800 DS07 °600 2025 °以上400 31 9°以上320 2°以上800 DS08 3°400 2026 9°以上400 HN-DS11 1°以上#800 °以上800 HN-TS01 2°以上#600 HN-TS04 4°以上#400 DS12 °以上600~800 °以上600 TS02 °以上400 TS05 °以上400 DS13 2°以上600~800 2°以上800 TS03 3°以上400 TS06 5°以上400 DS14 2°以上600~800 °以上600 16。