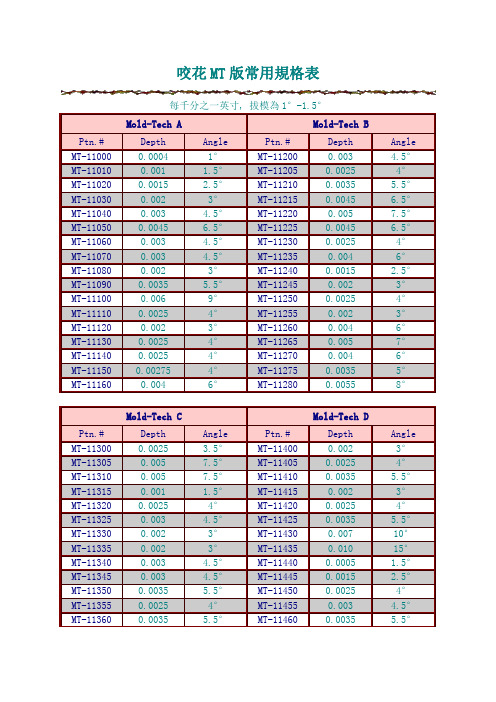
蚀纹深度与出模斜度的关系
模具表面处理种类与规格
抛光(Polish) 火花纹(Thin Fire Texture) 化学蚀纹(Texture)
蚀纹处理和模具斜度
电镀(Plating) 喷砂(Blasting)
抛光(Polish)
பைடு நூலகம்
SPI - Society of the Plastics Industry 塑料工业协会
Diamond Mold Polishing & Finishing Specifications
0.0508
0.0762 0.1143 0.0762 0.0762 0.0508 0.0889 0.1524 0.0635 0.0508 0.0635
MT-11140
MT-11150 MT-11160
0.0635
0.0698 0.1016
蚀纹处理和模具斜度的关系
Mold-Tech A Mold-Tech B
Ptn.# MT-11200 MT-11205 MT-11210 MT-11215 MT-11220 MT-11225 MT-11230 MT-11235 MT-11240 MT-11245 MT-11250 MT-11255 MT-11260 MT-11265 MT-11270 MT-11275 MT-11280
Plaque #7 Ptn.# Depth(mm) MT325 0.003 MT964 0.003 MT1038 0.002 MT1043 0.002 MT1170 0.0025 MT1192 0.0015 MT1239 0.003 MT1240 0.003 MT1241 0.002 MT1242 0.002 MT1243 0.002 MT1244 0.0025 MT1250 0.003 MT2019 0.0025 MT2020 0.002 MT2028 0.0025 23053 0.002 23064 0.0015
电话机的结构设计
TEL 技术资料室内无绳电话机结构设计指引(Design Guide Line)--- Revision 2 ---、、、、、、、、、1999年 10月序言111111111111111111111111111“室内无绳电话机结构设计指引” (Design Guide Line) 是 1998 年由 TEL/DE (M) 工程师集体编写,经过一年来的实践,吸取了许多工程师的经验,特别是 Canada 机械部及 Hong Kong R&D 的意见,我们对其进行了修改、补充,力求完善。
本 Design Guide Line 的撰写,旨在总结我们多年来无绳电话机的设计经验,重点阐述本公司对于机械结构设计的要求,避免不同的工程师在设计时,以前的错误,以后又重复出现。
使设计更加规范化、标准化,利于进一步提高产品质量,利于生产的顺利进行。
本文供 TEL/DE(M) 工程师设计时参考,也可供本公司内部其他工程师参阅。
本文的撰写,旨在抛砖引玉,我们将不断地总结设计经验,完善Design Guide Line,使我们的机械设计做得更好。
曾令军 / 邝达盛10/20/1999 1111111111、、、、、、、、、、、、、、、、、、、、、、、、、、、、、目录第一章 Handset (手机)Structure & Assembly ( 4---11)一、外形设计 ---Line Drawing 的确定二、结构设计 ---Assembly Drawing 的确定1、设计的一般规则2、零件结构设计2.1、 Case Front2.2、 Case Rear2.3、 Battery Door2.4、 Lens2.5、 Light Guide2.6、 Volume Rubber Key2.7、 Slide Switch2.8、 Charge Contact2.9、 Buzzer 和 Mic Holder2.10、 Belt Clip2.11、 Jack Cover2.12、 Antenna 及附件第二章 Base Unit(座机) Structure & Assembly (12---- 20)一、外形设计 ---Line Drawing 的确定二、零件结构设计1、 Base top上的Cradle 设计2、电池仓设计3、 Key 及 Keypad 的设计4、喇叭位的设计5、天线结构设计6、 Light Guide 设计7、 Charge Contact 设计、、、8、 Wall Mount 设计9、 Base 细节设计10、PU Foot、、、10、排线设计第三章 Plastic Part Structure Design (21--- 26)一、孔结构二、柱结构三、骨位结构四、壁厚设计第四章 Rubber Keypad Design、、(27--- 29)一、设计参数二、结构设计1、 Key 的结构设计2、与胶件配合的结构设计3、 Keypad 设计的其它一些要点第五章 Metal Part Design (30--- 32)一、材料1、 P-bronze with Cu-Ni Plating2、 Nickel Silver3、 CRS 和 Galvanized steel4、 Brass二、充电片设计要注意的问题三、性能测试11111111111111111111第一章 Handset(手机)Structure & AssemblyHandset 的装配设计由彩色效果图 (Rendering)开始,可以从外形及结构两方面交叉进行。
咬花知识整理_Bonnie_2015.11.3

当您准备选择纹理时,可从以下几个方面考虑: 1.采用该纹理的产品的类别; 2.产品外观的整体风格; 3.产品的材质; 4.纹理的手感; 5.抗磨损性; 6.光泽度; 7.深度; 8.时尚性; 9.经济效应.
蚀纹前准备
模具的蚀纹技术涉及很多方面,其中在蚀纹前的工作对蚀纹的效果有着重要作用,因此不可忽视一套模具在蚀纹前所 需的每一点细节。 模具蚀纹前的知识 A、脱模角度要求(500mm 高度以下),每 13micron 至少需要 1 度(特别的纹理除外) B、抛光要求 5microns 左右的要求用 1200 以上砂纸 10microns 左右的用 1000 砂纸
7.蚀纹参考斜度表

參考斜度 1
1.5 2.5
3 4.5 6.5 4.5 4.5
3 5.5
9 4 3 4 4 4 6 3
Moldtech K7000G depth 0.015 mm => release dr 类似charmilles 18,深0.02mm,出模角 Moldtech K9000G is Charmilles 18, depth 0.0 类似charmilles 18,深0.015mm,出模角 Moldtech K9070G is Charmilles 21, depth = 0. 类似charmilles 18,深0.02mm,出模角 Moldtech K5024G is Charmilles ? => relea 类似charmilles 30,深 0.04mm,出模角 Moldtech K2400G is Charmilles ?, depth = 0.0 类似charmilles 30,深 0.05mm,出模角 Moldtech MT9050 is Charmilles ?, depth 0.01 类似charmilles 33,深0.055mm,出模角 Moldtech MT9052 is Charmilles ?, depth 0.02 类似charmilles 33,深 0.06mm,出模角 Moldtech MT9053 is Charmilles ?, depth 0.10 类似charmilles 36,深 0.075mm,出模角
harmilles ? => release draft 2,5°. ,出模角2.5度。
harmilles ?, depth = 0.0? mm => release draft 4°. ,出模角3度。
3产品蚀纹与拔模角关系
G ---半光澤
G ---半光澤
HN26 HN27 HN28 HN29 HN30 HN31 HN1000 HN1001 HN1002 HN1003 HN1004 HN1005 HN1006 HN1007 HN1008 HN1009 HN1010 HN1011 HN1012 HN1013 HN1014 HN1015 HN1016 HN1017 HN2000 HN2001 HN2002 HN2003 HN2004 HN2005 HN2006 HN2007 HN2008 HN2009 HN2010 HN2011 HN2012 HN2013
昵宏咬花規格表
咬花番號 HN-DS11 HN-DS12 HN-DS13 拔模斜度 1° 1.5° 2° 平均值 μ 5 ~ 7 10 ~ 13 12 ~ 15 打光程度 800 600 ~ 800 600 ~ 800 加工種類
噴砂咬花
HN-DS14 HN-DS01 HN-DS02 HN-DS03 HN-DS04 HN-DS05 HN-DS06 HN-DS07 HN-DS08 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. HN20 HN21 HN22 HN23 HN24 HN25 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9
0.005 0.002 0.002 0.003 Plaque Ptn.# MT980 MT901 MT945 MT970 MT972 MT973 MT974 MT978 MT985 MT1055-1 MT1055-2 MT1055-3 MT1055-4 MT1055-5 MT1055 MT1055-6 MT1055-7
关于模具设计模板

医用床挂板冲压工艺分析及模具设计摘要本次毕业设计的任务是医用床挂板冲压工艺及模具分析。
通过查阅了相关文献资料对医用床挂板进行了工艺及设计有关的计算,如:选择基本工序,确定其顺序,工序数目及工序组合形式。
介绍了主要零部件的设计概念,详细解剖了设计过程中的一些思路。
阐述了工位级进模的设计特点,使产品质量达到设计要求。
冲压的成型作为现代的工业中一种十分重要的加工方法,用以生产各种板料零件,具有很多独特的优势,其成型具有自重轻,刚度大,强度高,互换性好,成本低,生产过程便于实现机械自动化及生产效率高等特点,是一种其他加工方法所不能相比和不可替代的先进制造技术,在制造业中具有很强的竞争力,被广泛应用于各种行业,和日常生活的生产当中。
Abstract Punching die has been w1ff8 idely used in industrial production.In the traditional industrial production,the worker work very hard,and there are too much work,so the efficiency is low.With the development of the science and technology nowadays,the use of punching die in the industial production gain more attention,and be used in the industrial production more andmore.Self-acting feed technology of punching die is also used inproduction,punching die could increase the efficience of production and could alleviate the work burden,so it has significant meaning in technologic progress and economic value.copyright dedecms31.Romanovski,V.P."Dictionary of cold-stamping",Ed,Tehnica,Bucharest,197032.Teodorescu M."the technology of coldl-forming",Ed.didactica and pedagogica,Bucharest,1980The article mainly discussed the classification,feature and the developmental direction of the pnnching technology.Elaborated the punching components formation principle,the basic dies structure and the rate process and the principle of design;and designed some conventional punching die:the die for big diameter three direction pipe which solved the problom of traditional machining,the drawing and punching compound die with float punch-matrix,the drawing and cutting compound dies with unaltered press,the compound die forthe back bowl of the noise keeper,the design of the compound die which could produce two workpieces in one punching,the bending die for the ring shape part,the bending die which used the gemel,automate loading die for cutting,the drawing,punching and burring compound dies with sliding automated loading,the punching die for the long pipe with two row of hole,the drawing die for the square box shape workpiece and the burring die for the box shape workpiece.The punching dies that utilized the feature of the normal punch shaped the workpiece in the room temperature,and its efficiency and economic situation is excellent第一章 Handset(手机)Structure & AssemblyHandset 的装配设计由彩色效果图 (Rendering)开始,可以从外形及结构两方面交叉进行。
PP mold desigh(PP模具设计指南)

聚丙烯模具设计参考资料一.产品设计1.加强筋设计加强筋的目的是为再保持最小产品壁厚时增加产品的刚性和强度.此外,加强筋可以帮助控制塑料在模具型腔内的流动和产品重要部位的变形.加强筋的底部因应设计一个正常壁厚25%~50%的圆角。
研究表明应力(因此收缩印)在圆角是50%壁厚时最小。
加强筋的底部宽度应该是其临近处名义壁厚的约50%(电饭锅类产品有时为35%),其两面应该有0.5~1度的脱模斜度,其高度应该是不超过壁厚的1.5倍.可以用更高的加强筋,然而,由于脱模斜度的要求,其底部应该更厚. 更高的加强筋通常会增加顶出的困难,并引起加强筋跟部交汇点的缩印.模具表面的抛光也是不可忽视的问题,应该在开模具时提出要求,以防被制模厂家忽略。
图1,推荐的加强筋设计(图中尺寸仅供参考)从此图可见, 加强筋应该窄且低,而不是厚而高2. 圆角半径用圆角的结构来分散应力和减少缩印是聚丙烯产品设计的好方法. 所有的尖角部位,内部或外部,都应考虑 . 内部圆角半径应是正常壁厚的25%~50% , 外部圆角应是正常壁厚的125% ~150%,这样可以保持一个恒定不变的壁厚.图2, 尖角的推荐壁厚设计不恰当的尖角设计推荐的尖角设计3. 脱模斜度为了方便脱模,产品的动模和定模都应设计脱模斜度. 通常每边1º的脱模斜度是合适的,虽然更大的脱模斜度会更容易脱模. 如果是高结晶的聚丙烯,通常应比不结晶的聚丙烯设计更大的脱模斜度,因为前者在模具内的发生的收缩比比后者大.虽然在有些情况下,也可以用小于1º的脱模斜度, 但最好在有相似产品开模经验的基础上才用. 模具有蚀纹时要额外增加脱模斜度。
模具蚀纹深度是0.025mm时,模具的每边应增加1º脱模斜度。
4. 突出结构(强制脱模结构)应避免突出结构. 然而, 对必须有螺纹突出结构或倒扣装配的部件(如罩子), 突出结构应设计约25º的导向角以便脱模. 突出结构的根部也应尽可能设计0.010 到0.015 in(英寸),即0.25到0.375 mm的圆角.如图3所示圆形产品的突出结构的尺寸取决于其外径“T”和内径“E”的尺寸差的百分数此百分数代表突出结构允许变形的的百分数. 根据经验,如果变形超过5%就可能引起不可回弹的永久性变形.故(T-E)/T 应小于5%.图3, 内部突出结构示意图.5. 柱位柱位常作为装配固定用. 为避免柱位缩印,可参照加强筋对脱模斜度和圆角及厚度尺寸的设计,应细心设计柱位以保持恒定的壁厚.下图表示了不同的柱位设计.其中图a效果差,图b和图c的效果较好.图d和图e表明柱位内孔应最低升高到产品壁厚的30%时效果较好(图中0.5t 仅供参考)如上所示将柱位跟部减胶掏空的方法也常用于减轻柱位缩水。
蚀纹前注意事项及常见纹路拔模角度

蚀纹前注意事项及常见纹路拔模角度温馨提示:您的前期工作是否到位,直接影响蚀纹工作的顺利进展。
一、模具蚀纹报价注意事项:1、请将模具或产品3D图蚀纹区域染色后截图做成PPT。
2、提供纹理编号、模具材质、模具穴数、产品尺寸。
3、蚀纹面是否有镶件、行位、斜顶等辅助成型部件?如果有,请提供图片并注明数量。
4、如果是汽车项目,请提供项目编号或车型。
5、模德根据贵司提供的信息,进行估价。
正式报价单需等模具到达模德并药检后提供给贵司。
药检后,发现蚀纹区域有严重火花、烧焊等大问题,正式报价价格可能会比前期估价偏高;如果实际模具大小、结构与前期报价资料一致,且药检后未发现大问题,正式报价与前期估价基本一致。
二、欲蚀纹模具递送模德前须注意:1.模具试模样件是否已经OK?如果NG,请修模改善至OK。
2.蚀纹面是否有残留火花纹、省模线、刀割线尚未省干净?如果未省干净,请继续省模到位。
3.蚀纹面是否有碰穿位?如果有,请务必作划线处理。
4.蚀纹面是否有烧焊?如果有,请将烧焊部件进行整体回火处理,如果部件太大,须局部回火。
(注意:焊条材质请选用与模芯同样的材质)5.请再次确认纹理编号、蚀纹区域是否已经确定无误。
6.请确认关键部位出模角度是否足够?如出模角度偏小,请事先知会我司,以便我司将纹理浅化处理,以免出模拉伤。
7.请在试模样件上画好蚀纹区域并标明蚀纹编号,连同模芯一起递送至我司,部件递送地址如下。
感谢您的耐心配合,我们将在最短的时间内,做好蚀纹工作,并及时通知贵司提货。
模德模具(东莞)有限公司东莞市清溪镇厦坭村江背路8号2012/6/15常见纹路深度及拔模角度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
#320
HN 27
38 ~ 43
以上
#320
HN 28
42 ~ 47
5 ~ 60
#320
HN 29
47 ~ 52
5 ~ 60
#320
HN 30
70 ~ 75
80以上
#320
HN 31
75 ~ 80
90以上
#320
HN 1000
3 ~ 5
10以上
#600 ~ #800
HN 1001
4 ~ 7
10以上
#320 ~ #400
NO、7
45 ~ 50
60以上
#320
文件编号:GMWI-MENG0022
页号:4/6
适用于:制模工厂
版本: A
NO、8
64 ~ 69
以上
#320
NO、9
68 ~ 73
70以上
#320
NO、1
3 ~ 6
10
镜面
NO、2
3 ~ 5
10
镜面
NO、3
2 ~ 5
10
镜面
NO、4
3 ~ 6
蚀纹深度与出模斜度的关系
文件名称:
蚀纹深度与出模斜度
的关系
分发部门:
行政部□财务部□品质部□营业部□
注塑工厂□生产管理部□制模工厂□项目技术部□
修 订 记 录
版本
内容
参考
生效日期
编 制工程课长
签 名 姓 名 职 位 日 期
核 准制模工场长
签 名 姓 名 职 位 日 期
文件编号:GMWI-MENG0022
30以上
#400
HN 2017
42 ~ 47
以上
#400
HN 2018
56 ~ 61
60以上
#400
HN 2019
86 ~ 90
90以上
#400
HN 2020
15 ~ 20
30以上
#400
HN 2021
21 ~ 26
以上
#400
HN 2022
27 ~ 32
以上
#400
HN 2023
36 ~ 41
40以上
#320
HN 1017
45 ~ 50
5 ~ 60
#320
梨地 NO、1
13 ~ 18
20以上
#400
NO、2
15 ~ 20
以上
#400
NO、3
17 ~ 21
30以上
#400
NO、4
19 ~ 23
以上
#320 ~ #400
NO、5
25 ~ 30
40以上
#320 ~ #400
NO、6
30 ~ 35
50以上
HN 20
10 ~ 15
20以上
#320 ~ #400
HN 21
13 ~ 18
20以上
#320 ~ #400
HN 22
21 ~ 26
30以上
#320 ~ #400
HN 23
31 ~ 36
40以上
#400
HN 24
18 ~ 23
30以上
#320
HN 25
22 ~ 27
以上
#320
HN 26
27 ~ 32
34 ~ 39
40以上
#400
HN 2010
45 ~ 50
以上
#400
HN 2011
20 ~ 25
30以上
#400
HN 2012
26 ~ 31
以上
#400
HN 2013
31 ~ 36
以上
#400
HN 2014
19 ~ 24
30以上
#400
HN 2015
25 ~ 30
30以上
#400
HN 2016
37 ~ 42
#400
HN 2004
50 ~ 55
以上
#400
HN 2005
66 ~ 71
70以上
#400
文件编号:GMWI-MENG0022
页号: 5/6
适用于:制模工厂
版本: A
HN 2006
71 ~ 76
80以上
#400
HN 2007
60 ~ 65
70以上
#400
HN 2008
65 ~ 70
以上
#400
HN 2009
#400 ~ #600
NO、11
24 ~ 29
3 ~ 40
#400 ~ #600
NO、12
27 ~ 34
4 ~ 50
#400 ~ #600
HN 2000
8 ~ 12
20以上
#600
HN 2001
14 ~ 19
30以上
#600
HN 2002
23 ~ 28
以上
#400
HN 2003
36 ~ 41
40以上
10以上
#800 ~ #1000
NO、5
4 ~ 6
10以上
#800 ~ #1000
NO、6
6 ~ 8
以上
#800 ~ #1000
NO、7
8 ~ 11
以上
#600 ~ #800
NO、8
9 ~ 12
20以上
#600 ~ #800
NO、9
13 ~ 15
以上
#600 ~ #800
NO、10
16 ~ 20
30以上
HN 3002
8 ~ 13
#600 ~ #800
HN 3003
9 ~ 14
20
#600 ~ #800
HN 3004
13 ~ 18
20
#400 ~ #600
HN 3005
17 ~ 22
#400 ~ #600
HN 3006
25 ~30
#400 ~ #600
HN 3007
6 ~ 10
#600 ~ #800
HN 1006
9 ~ 12
以上
#400 ~ #600
HN 1007
11 ~ 16
20以上
#400 ~ #600
HN 1008
16 ~ 20
以上
#400 ~ #600
HN 1009
6 ~ 9
以上
#400 ~ #600
HN 1010
8 ~ 11
20以上
#400 ~ #600
HN 1011
14 ~ 19
以上
#400
HN 2024
54 ~ 59
以上
#400
HN 2025
66 ~ 71
以上
#400
文件编号:GMWI-MENG0022
页号: 6/6
适用于:制模工厂
版本: A
HN 2026
84 ~ 89
90以上
#400
HN 3000
4 ~ 7
10
#800 ~ #1000
HN 3001
5 ~ 9
#600 ~ #800
页号: 2/6
适用于:制模工厂
版本: A
附录6:蚀纹深度与出模斜度的关系
下述表格是日本妮红咬花公司提供的参数。若蚀其他公司型号要对照两者纹板找到相当的型号再参照表。表格中出模斜度是根据ABS料测定而得。实际运用时要根据成形条件,成形材料,胶厚的变化等情况作调整。
蚀纹型号
蚀纹深度
出模斜度
蚀纹前须表面粗糙度
HN 3008
9 ~14
20
#400 ~ #600
HN 3009
13 ~ 18
#400 ~ #600
HN 3010
14 ~ 19
#400 ~ #600
HN 3011
20 ~ 25
30
#400 ~ #6ቤተ መጻሕፍቲ ባይዱ0
HN 3012
24 ~ 29
#400 ~ #600
HN 3013
31 ~ 36
#400 ~ #600
#400 ~ #600
HN 1012
24 ~ 29
3 ~ 40
#320 ~ #400
HN 1013
35 ~ 40
4 ~ 50
#320 ~ #400
HN 1014
47 ~ 52
5 ~ 60
#320 ~ #400
HN 1015
21 ~ 26
3 ~ 40
#320 ~ #400
HN 1016
36 ~ 41
4 ~ 50
#600 ~ #800
HN 1002
6 ~ 9
以上
#600 ~ #800
HN 1003
3 ~ 6
10以上
#600 ~ #800
HN 1004
4 ~ 6
以上
#600 ~ #800
文件编号:GMWI-MENG0022
页号: 3/6
适用于:制模工厂
版本: A
HN 1005
5 ~ 8
以上
#600 ~ #800