机床六工位转塔动力刀架的设计
多工位数控转塔动力刀架设计
高精度鼠 牙盘进行精确定位。它能有效搭栽 1 2把动 力刀具 , 搭载的刀具 由伺服 电机提供动力 , 根据刀具类型
的不 同, 可以实现车、 铣等 多种加 工。其特点是刀具转位速度快, 分位精度 高, 重复精度 高, 可靠性强 。
c u e o e dfee ttp so l ,i c n a he e mi i g u i g a d oh rp o e sn .I fa u e a tto h g st n, a s t i rn e t s t a c iv l n ,tr n n te r c si g t e t r sfs l a e p i o f h y f o l n o cn o i s b—btl g r cso ig p aa i t d rl i t . u i l h p e iin.h h r e t bl y a ei h y i e i n b a K e r s u r t o t o p ig;h d a l y t m y wo d :t r ;t h e u l e n y r ui s s c e
r q r me t fd sg i n CNC ur n e t r o i ain o lcr e uie ns o e i nnga t nig c n e ,ac mb n t fee to— h d a lc c n rlo na c mu t p sto t re o y r u i o to dy mi l i— o iin u r t f
( ei frai i c n cnl yu i rt, ei 10 9 ,C i ) B in i om t ns e e dt h o g nv sy B in jg n o cn a e o ei j g 0 12 hn a
6工位刀架设计

目录摘要 (I)Abstract (II)1 绪论 (1)1.1 数控机床产生的背景及现实意义 (1)1.2 国内外数控机床的发展现状 (2)1.3 自动回转刀架的发展趋势 (3)2 系统与总体结构设计 (5)2.1 自动控制系统设计 (5)2.2 总体结构设计 (5)2.2.1 自动刀架的分类 (5)2.2.2 刀架的抬起 (6)2.2.3 刀架的回转和选位 (7)2.2.4 刀架的下降、定位和压紧 (7)2.2.5 减速传动机构的设计 (8)3 电机的选择及传动蜗杆副的设计 (9)3.1 电动机的选择 (9)3.2 蜗杆副的选用 (9)3.3 蜗杆副的设计 (10)3.3.1 按齿面接触疲劳强度设计 (10)3.3. 2校核涡轮齿根弯曲疲劳强度 (12)3.3. 3蜗杆的设计计算 (12)3.4 蜗杆传动的润滑 (13)4 自动回转刀架的工作原理 (14)5 电气控制部分设计 (16)5.1 机电系统的分类及组成 (16)5.2 硬件电路的设计 (17)5.3 控制软件的设计 (19)结论 (22)参考文献 (23)致谢 (24)摘要数控车床的刀架是机床的重要组成部分,刀架用于夹持切削用的刀具,其结构直接影响机床的切削性能和切削效率。
因此数控车床的刀架设计的好与坏、效率高与低将直接影响到产品的加工时间和质量,进而影响到制造业的飞速发展。
本设计主要对总体结构设计、主要传动部件的设计和电气控制部分设计计算。
包括减速传动机构的设计、上刀体锁紧与精定位机构的设计及刀架抬起机构的设计,蜗杆副的设计计算,以及硬件电路及控制软件的设计。
本设计的自动回转刀架控制系统电路简单,可靠性高,有效地解决了传统机床换刀主要依靠手工换刀,辅助时间长,精度不高,累积误差大,加工出的产品既费时且质量不如数控加工的问题,也为车床数控改造中的自动换刀问题提供一种有效的解决途径。
关键词:数控机床;系统控制;自动回转刀架AbstractCNC lathe’s tool carrier is an important part of machine. Knife used f or cutting tool clamping, its structure directly affect the efficiency of machine tools, cutting and cutting. Therefore, CNC lathe turret design is good or bad, high efficiency and low will have a direct impact on processing time and quality of the product, thereby affecting the rapid development of manufacturing sector.This design mainly on the overall structural design, primarily the design of transmission components and electrical control design and calculation. Including reduction drive mechanism design, the cutter body lock and precision positioning mechanism design and the design of turret lifting bodies, worm gear design calculations, as well as hardware circuits and control software design.The design of the automatic revolving turret control system is simple, reliable and effective solution to the traditional machine tool change mainly rely on manual tool change, supporting a long time, accuracy is not high, the errors large, processing the time-consuming and the quality of products the question as CNC machining, but also Lathe automatic tool changer problem to provide an effective solution.Keywords:CNC Lathe System Control Auto-rotating Turret1 绪论1.1 数控机床产生的背景及现实意义数控机床是数字控制机床(Computer numerical control)的简称,是一种装有程序控制系统的自动化机床。
6刀自动刀架系统设计

摘要数控车床将向中高档发展,对数控刀架需求量将大大增加。
随着数控车床的发展,数控刀架也向快速换刀、电液组合驱动和伺服驱动方向发展。
本课题主要对六刀位自动刀架的机械结构和控制系统进行设计。
通过对多种方案的分析确定出了免抬式自动刀架的设计方案。
按照设计规范对结构进行了分析与设计计算。
同时用ProE对机械结构部分进行三维实体建模,验证结构较合理。
利用PLC、位置传感器进行了系统软、硬件设计,较好地实现了换刀控制要求。
本文所设计的免抬式6刀位自动刀架,结构简单,换刀快速,可成为一个独立的单元,既可用于普通机床以减少辅助换刀时间,又适用于经济型数控机床,改善刀架结构。
关键词免抬式自动刀架,传感器,三维实体建模,PLCABSTRACTNumerical Control lathe will be the middle and senior grade development in the future.It is estimated that the demand for NC tool carrier will be much greater. NC tool start to the rapid tool change, electro-hydraulic servo drive and portfolio-driven direction with the development of NC lathes.The mechanical structure and the control system of six Automatic Tool lift are designed in this thesis. Analyzing many plans, It be gotten that the blue print of the Automatic Tool Lift. And then,The structure be analyzed and calculated. At the same time, the ProE is used for the 3D solid modeling of mechanical structure, which shows the structure of the tool lift is reasonable. That PLC and sensors is applicated in the design of the soft and hard components of the tool lift .It makes the control of tool change more efficient.Automatic Tool Lift in this thesis, with its simple structure and rapid auxiliary tool change (ATC), will become an independent unit which can be used not only on general machine tools to reduce ATC time, but also on economic NC machine tools to improve the structure Tool.Key words Automatic Tool lift, Sensors ,3D Solid Modeling, PLC目录摘要 (Ⅰ)ABSTRACT (Ⅱ)1 绪论 (1)1.1 国内外研究现状 (1)1.2 总体设计 (1)2 自动刀架系统机械部分设计 (2)2.1 刀架结构方案的确定 (2)2.1.1刀架体设计 (2)2.1.2 传动方案设计 (2)2.1.3 定位方案的确定 (3)2.2 主要零件部件设计计算 (3)2.2.1刀具受力计算 (3)2.2.2 刀架体设计计算 (4)2.2.3端齿盘主要参数的设计计算 (5)2.2.4压缩弹簧设计 (9)2.2.5蜗杆蜗轮设计 (11)2.2.6螺杆、螺套设计及验算 (14)2.3 电机的选择 (16)2.4 联轴器结构选择 (16)2.5 润滑与密封 (16)3 自动刀架控制部分设计 (18)3.1控制系统分析 (18)3.1.1控制方案设计 (18)3.1.2 PLC的分类 (18)3.1.3 PLC的特点及主要功能 (19)3.1.4自动换刀控制系统要求 (21)3.2控制元件的选择 (21)3.2.1接近开关的类别 (21)3.2.2接近开关的选择 (22)3.3 PLC选型 (23)3.3.1分析控制系统所需要的I/O接点数 (23)3.3.2PLC外接电器元件选择 (23)3.4 系统控制元件列表 (24)3.5PLC的I/O地址的分配 (25)3.6PLC外围接线图 (25)4控制系统PLC程序设计 (27)4.1 系统流程图的设计 (27)4.2PLC程序设计 (27)4.2.1程序结构设计 (27)4.2.2自动换刀程序设计 (28)4.2.3手动换刀程序 (31)4.2.4数据传送程序的设计 (33)4.3 程序的调试 (34)结论 (35)参考文献 (36)致谢 (37)1 绪论1.1 国内外研究现状从自动换刀系统发展的历史来看,1956年日本富士通研究成功数控转塔式冲床,美国IBM公司同期也研制成功了“APT”(刀具程序控制装置)。
数控车床刀架的设计

摘要数控加工的加工精度高,生产率高,能减轻操作者劳动强度,改善劳动条件,有利于生产管理的现代化以及经济效益的提高。
它的发展和运用,影响着制造业水平高低,实现生产过程的数控化,已经成为当今制造业的发展方向,所以非常值得我们去研究。
本设计通过对数控车床六工位自动控制刀架工作原理的分析,综合考虑刀架工作过程的优缺点,确定了设计方案,得到了最终设计的结果,也达到了预先设定的目的。
本设计主要包括了数控车床刀架机构的主要部件,其中包括转位机构,刀架的定位机构,驱动伺服电机的选择,蜗轮蜗杆的设计,刀架主轴的结构设计等。
最终得到常用的数控车床六工位刀架应满足的要求。
关键词:六工位;电动刀架ABSTRACTWith its high working accuracy and productivity, the numerical control processing can reduce the operators’ labor intensity, improve labor condition, and is thus advantageous in the modernization of manufacturing management as well as improvement of economic benefit. Hence,the development and the utilization the numerical control processing play a role and become the development direction in the advancement of manufacturing industry.Based on the analysis of operating principle and process of six-station automatic control knife rest of numerically controlled lathe, this paper determines its solution approach and conclusion. The paper first discusses how to choose such critical pieces of the knife rest of numerically controlled lathe as indexing mechanism, positioning mechanism, drive servo motors, and then discusses the design of worm gear, worm drive, and the structure of principle axis of the knife rest, etc.. The paper then concludes the requirements of common six-station automatic control cutter of numerically controlled lathe.Key words: six-location; electronic knife rest第一章引言1.1 毕业设计的背景及目的。
数控车床六角旋转刀架三维设计设计word版

毕业设计(论 文) G RADUATE D ESIGN (T HESIS ) 设计(论文)题目 数控车床六角旋转刀架三维设计 学 生 宋超 学习中心 黑龙江双鸭山学习中心 专 业 机械工程及自动化 指导教师 温泉二〇一四年 八 月 五 日东北大学毕业设计(论文)东北大学继续教育学院摘要国际上数控机床的发展日新月异,我国数控转塔刀架行业亦发生了根本性的改变,但是,产能只是满足量的一面,低档次产品价格低廉、功能不齐、适应性差,其生命力亦不会太强。
只有满足质的方面、满足数控机床性能要求方面的产品才是最重要的。
我国的数控机床行业与世界先进制造行业相比,存在很大的差距,而重要的原因是功能部件行业赶不上数控机床的发展。
数控车床是数控机床的主要品种之一,它在数控机床中占有非常重要的位置,几年来受到世界各国的普遍重视并得到了迅速的发展。
本课题研究的是数控车床最重要的部件之一:旋转刀架。
数控车床的刀架是机床的重要组成部分。
刀架用于夹持切削用的刀具,因此其结构直接影响机床的切削性能和切削效率。
在某种程度上,刀架的结构和性能体现了机床的设计和制造技术水平。
关键词:数控机床数控车床旋转刀架目录1.绪论 (4)1.1 选题的目的和意义 (4)1.2 数控刀架的发展现状及发展趋势 (4)1.3 我国数控刀架的发展现状 (6)1.4 本文主要研究内容 (6)2.总体结构设计 (5)2.1 机床刀架的基本要求与功用 (7)2.2 总体方案的确定 (8)2.3 刀架基本结构、工作原理及动作顺序 (10)2.4 刀架转位机构设计 (12)2.5 刀架定位机构设计 (14)2.6 电动机选择及安装形式的确定 (17)2.7 本章小结 (19)3.运动设计及刀架主参数确定 (20)3.1 运动设计 (20)3.2 刀架主参数确定 (21)3.3 本章小结 (21)4.刀架零件设计、计算及校核 (23)4.1 蜗杆蜗轮选用及校核 (22)4.2 蜗杆轴结构设计及校核 (28)4.2.1 蜗杆轴材料选择 (28)4.2.2 初算轴径 (28)4.2.3 蜗杆轴结构设计 (29)4.2.4 轴的受力分析 (31)4.2.5 校核轴的强度 (36)4.2.6 校核见链接的强度 (37)4.3 齿盘结构设计 (38)4.4 本章小结 (43)结论 (47)1. 绪论1.1 选题的目的和意义数控机床是集机械、电气、液压、气动、微电子和信息等多项技术为一体的机电一体化产品。
推荐-数控车床六角刀架设计 精品

说明书数控车床六角刀架设计班级:学号:姓名:学院:专指导教师:软件工程软件学院数控车床六角刀架设计摘要单轴六角自动车床刀架进给装置的工作原理是利用电机带动分配轴转动,然后由分配轴上的三个凸轮分别控制三个杠杆,再由杠杆控制刀架的运动来进行对工件的切削,三个刀架的结构基本相同,他们都是沿着各自导轨作垂直于主轴轴线方向移动。
工艺动作过程为:首先由送料机构运行提供要加工的工件,然后电机带动分配轴转动,固定在分配轴上的三个安装方向不同的凸轮共同转动。
第一个凸轮先控制前刀架运动:控制前刀架的凸轮带动杠杆比为1:1的杠杆摆动,控制装有车刀的前刀架滑板移动,刀架移动控制车刀分为快速送进、匀速切削、快速退出、静止四个阶段运动,前刀架的刚性较好,用于强力和成形车削。
第二个凸轮控制后刀架运动:控制后刀架的凸轮带动杠杆摆动,由于后刀架装在机床后部,离第二个凸轮的距离较远,且进给方向与前刀架正好相反,所以采用两级杠杆进行传动,也控制车刀完成四个阶段运动。
第三个凸轮控制上刀架运动:控制上刀架的凸轮除了通过两级杠杆外,还经过拉杆带动上部的杠杆,从而带动上刀架滑座沿导轨上下移动,同样也完成四个阶段运动对工件进行切削。
关键词:数控车床,六角刀架,凸轮C lathe turret designAbstractThe working principle of single axis six angle automatic lathe feeding device is driven by the motor distribution shaft to rotate,and then by three on the camshaft control respectively the three lever,the lever tool movement of the workpiece cutting tool,structure three is basically the same,they are all along the respective guide for vertical movement in the direction of the spindle axis.Technological action process: first by the feeding mechanism operation to provide the workpiece to be processed,and then the motor drives the distribution shaft,fixed on the distribution on the axis of the three different installation directions cam rotates together.The first cam to control tool movement: cam control front rest drive lever ratio for swing lever 1:1, control a tool before sliding carriage mobile, mobile control tool holder are divided into fast feeding, uniform cutting, rapid retreat, rest four stages before the motion, the rigidity of the knife is better, for strength and forming turning. The second cam control tool movement: control tool driven cam swing lever, the turret mounted on the machine back, far away from the second cam distance, and feed direction and the front tool rest is just the opposite, so the two lever drive, also control tool plete four stage movement. The third cam control tool movement: control tool CAM except through two levels of leverage, but also through the draw rod drives the upper lever, which drives the tool slide along the guide rail to move up and down, also pleted the four stages of movement of the workpiece cutting.Keywords:Numerical control lathe,Turret ,CAM.目录1 引言制造是人类经济活动的重要基石,也是人类历史发展和文明进步的动力。
专用转塔车床转塔刀架部件设计
1.1选题的背景
数控机床的上的转塔刀架是机床安放刀架提高机床工作效率的重要部分。数控机床的出现和发展已经有五十多年的时间了,这段时间中数控机床的取得了长足的发展。进入到21世纪后,随着科技的发展,尤其是微电子和计算机技术的进步,对数控机床提出的要求也越来越高。转塔刀架作为数控机床上的重要部件之一,也随着数控机床的发展一直处于更新换代中。美国、德国和日本等发达国家,一直对数控机床和转塔刀架等重要部件的发展作为其工业发展的战略地位[1]。世界上比较先进的数控机床的转塔刀架都是由欧美等工业强国设计生产的,比如德国的西门子,日本的FANUC公司开发了市场上所需的各种低、中、高档次的转塔刀架,其技术领先,产量居世界第一,同时占有国际市场的很大份额。我国正在从工业大国向工业强国的方向发展,对数控机床转塔刀架的需求也越来越迫切。然而我国对转塔刀架的设计生产主要都是依赖于先进国家的,国内自己生产的刀架在质量和性能上都与国际上同类产品有着一定的差距[2]。
有关数控机床中六工位的转塔动力刀架的优化分析
有关数控机床中六工位的转塔动力刀架的优化分析摘要本文针对数控机床转塔动力刀架的工作特点,从系统结构设计到软件编程等方面,介绍了数控机床的六工位转塔动力刀架优化方法。
本文所提方法皆经过生产实践的检验,有助于数控机床操作人员对转塔动力刀架操控能力的提高。
关键词转塔动力刀架;数控机床;数控应用技术0引言数控机床由于加工精度高、成品率高及投入的加工综合成本低等优点,广泛应用于机械加工和生产过程中。
目前,数控车床和数控车削中心主要采用的加工工具是转塔动力刀架系统。
普通车床一般采用的普通刀架系统,由操作人员人工换刀,操作效率低下,过程复杂。
数控机床采用自动换刀系统,可以实现四工位、六工位、八工位和多工位加工。
由于采用自动转塔动力刀架系统,因此,可大幅度提高加工效率和精度。
如何在设计和应用中进一步提高加工精度,更大发挥转塔动力刀架的优势,本文将从多个角度,详细分析数控机床六工位动力刀架系统的优化方法[1]。
1 数控机床转塔动力刀架的优化分析目前,采用转塔动力刀架系统的数控机床,主要是数控车床,而数控车床正在向数控车削中心方向转化。
数控车削中心的主要加工设备也是自动刀架系统。
在整个数控车床或数控车削加工中心设备投入中,刀架系统的造价占据一半左右。
该系统发生故障超过一半也与自动刀架系统有关。
可想而知,自动刀架系统在数控车削加工中心和数控车床中所占据的重要地位。
也就说,想提高数控车削加工系统的加工精确度和加工效率就必须从机械结构和系统控制方面优化自动刀架系统。
1.1 数控车削加工自动刀架系统的优化指标数控车床和数控车削中心的刀架系统的自动换刀过程如图1所示。
刀架系统分为两大类,一是带有刀库的自动换刀系统,一般由刀库、换刀机械手和伺服驱动系统组成。
二是转塔动力刀架系统。
这类系统将刀具固定在转塔上,根据加工需要转动转塔,从而更换刀具,实现加工目的。
采用转塔换刀系统,有四项指标是衡量数控转塔刀架系统性能的优劣的标准。
一是转位夹紧时间,二是故障率,三是转位准确度,四是换刀时间。
数控车床工位自动回转刀架结构设计范本
数控车床工位自动回转刀架结构设计范本1.设计目标本设计范本旨在设计一种数控车床工位自动回转刀架,满足以下要求:-刀架应具有高刚性和稳定性,以保证加工过程中的切削精度和稳定性。
-刀具选取和切换应尽可能自动化,提高加工效率。
-刀具切换过程应尽可能简洁和快速,减少加工停机时间。
2.结构设计基于以上目标,我们可以设计以下结构:-主轴箱:主轴箱是刀架的主体部分,固定在数控车床主轴上。
它具有高刚性和稳定性,以保证在切削过程中的切削精度和稳定性。
-刀位接口:刀位接口是用于连接刀具的部分,通过快速接头连接刀片和主轴箱。
快速接头具有快速切换刀具的功能,减少刀具更换时间。
-刀位存储装置:刀位存储装置是用于存储和选择刀具的部分。
它包括多个刀位和一个自动选取装置。
自动选取装置可以根据加工程序要求自动选择合适的刀具,并通过传送带或机械手将刀具送至刀位接口。
-刀架驱动装置:刀架驱动装置是用于控制刀架旋转和切换刀具的部分。
它可以根据加工程序要求自动选择刀位和切换刀具。
刀架驱动装置可以采用电动或液压驱动,具体根据实际需求确定。
-控制系统:控制系统是用于控制刀架和刀具切换的部分。
它可以通过编程控制刀架的旋转和刀具的切换,实现自动化加工。
3.工作原理当数控车床启动时,控制系统通过编程选择合适的刀具,并通过自动选取装置将刀具送至刀位接口。
刀位驱动装置根据控制信号控制刀架的旋转和切换刀具。
切削过程中,主轴箱提供切削力和切削力矩。
4.结束语数控车床工位自动回转刀架结构设计是一项复杂而关键的工作,需要综合考虑刀具选取、切换速度、刚性和稳定性等因素。
本设计范本提供了一个基本框架和参考思路,具体结构和细节设计需要根据实际情况进行定制。
希望以上内容对您的设计工作有所帮助。
数控课程设计 六工位刀架
天津职业技术师范大学TianJin University of T echnology and Education数控课程设计(数控车床六工位刀架设计)专业:机械维修及检测技术教育班级学号:学生姓名:指导教师:(讲师)系别:二〇一二年六月目的为了进一步提高数控机床的加工效率,数控机床正向着工件在一台机床上一次装夹即可完成多道工序或全部工序的方向发展,因此出现了各种类型的加工中心,如车学中心、镗铣中心、钻穴中心等。
这类多工序加工的数控机床在加工过程中要使用多种刀具,因此必须有自动换刀装置,以便选用不同的刀具,完成不同工序的加工工艺。
自动换刀装置应当具备换刀时间短、刀具重复定位精度高、足够的刀具储备量、占地面积小、安全可靠等特性。
摘要数控车床的刀架是机床的重要组成部分,刀架用于夹持切削用的刀具,其结构直接影响机床的切削性能和切削效率。
因此数控车床的刀架设计的好与坏、效率高与低将直接影响到产品的加工时间和质量,进而影响到制造业的飞速发展。
本次主要是研究数控车床的机械结构和刀架控制系统。
其中分析了数控车床刀架的基本种类,数控车床六工位刀架控制系统的机械机构和电气控制以及六工位刀架的PLC程序;测绘数控车床六工位刀架部分的电气原理图、接线图;对六工位刀架的动作过程的分析。
关键字:刀架;plc控制;编码器;数控机床目录第1节概述........................................................................... 错误!未定义书签。
1.1 数控刀架的发展趋势................................................ 错误!未定义书签。
1.2 发展方向.................................................................... 错误!未定义书签。
1.3 课题研究意义 (1)第2节刀架机械结构 (2)2.1 刀架总述 (2)2.2 刀架的基本结构 (2)2.3 刀架的几种典型结构 (3)第3节换刀工作原理 (4)3.1 数控车床编码器刀架换刀工作原理 (5)3.2 编码器真值表 (5)3.3 编码器的工作原理 (5)3.4 刀架转位过程 (6)第4节数控车刀架电气控制系统设计 (7)4.1 刀架的控制和接口 (7)4.2 六工位刀架PLC接线原理图 (8)4.3 PLC编程的基本步骤及基本编程 (10)4.4 六工位刀架梯形图.................................................... 错误!未定义书签。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
( )行程限位机构 行程限位机构给动力刀架提供 4 下一个动作信号 ,使其按照既定 的动作流程做出反应 。
( )液压系统 5 两个液压缸和相应的阀组 成了动力
下刀架问齿 盘啮合 ,从而实现精确定位要求 。 ( )传感器定位 由于机械式行程开关 的灵敏度较 1 差 ,且 大部分是接触式的行程 开关 ,长时间使用 ,会 因 为摩擦损耗而使 其失灵 。采用 传感器 可避 免上述 问题 , 本例使用两个传感器来 限制上刀架 的抬起位 置和上刀架 的转位角度 ,保证 动作 的准 确性 。由于是初定 位 阶段 ,
铰等加工 ,在提高被加工零件加工精度 的同时 ,还可提
高生产效率和工人操作的安全性 ,继而为企业节 约了生 产成本和机械维修维护的费用。
/ 1 『 / 4 J \_ L l /
/j
由呻 —
一
1 设计要求 .
转塔动力刀架要求动作平稳 ,转位准确 ,回转分 度
刀架 的液压系统 ,提供抬起 和转位的动力。 ()密封系统 保证液压油的压力 ,并 防止外 界污 6
染物进入。
由这六个部分和电动机及传动件组成 的转塔动力刀
对传感器的定位精度也不需要很高 ,只要保证从 动齿轮
磊 工 ~ 。
—
脱离啮合并滑出导 向齿轮即可 。
已知输 入 的转矩 2 N・ 6 m,主动轮转 速 n=14 0/ i 4 rm n 传动 比 i ,工作寿命假定 9 6 :】 .
误差 ≤ ± ” 3 ,刀架 能根 据需要 自动转 位 ,并 在转位后 提
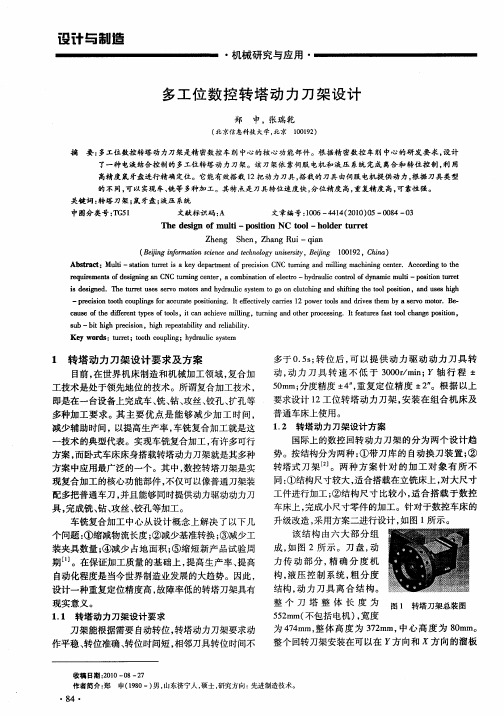
图 l 转塔动 力刀架布局
1 .主轴 2 .上 刀架 3 .下刀架 4 底架 5 带 传动箱 6 电动 机 .
供动力驱动 主轴转动。根据这些情况设计 的六工位转塔 动力刀架 ,可安装在组合机床及卧式 车床上使用。
\/ ) — -
--re- 7 , r r
方案二 :端面齿盘定位结构具有分 度准确 、重复定
位精度高 、能 自动定心 、无 角位 移空程 、齿 面磨损对定
5 .其他结构设计说明
转塔动力刀架 的主要装 配结 图4 齿轮啮合
位精度基本不影响 、承载能力强 、定位刚性好 、使用寿 命 长等其他分度 、定位装置 不具 备的独特优点。但这种 结构 的缺点是经济性不高 ,加工难度较大 且没有 自锁功
能
构如图 5所示 ,选型说明如下 。 1 导向销 2 碟形弹簧 ・ - ( ) 上刀 架 碟形 弹簧 的 选 。 锥齿轮 ・ 1 ・ 主轴 型 因夹 紧需要 ,非换刀期间碟 传动轴齿轮 矗传 动轴
方案三 :锥 面齿 盘定 位 ( 图 3 是 方 案 二 的 改 见 ) 进 ,即将平 面的齿盘 改成锥
2 设计方案 .
—
( )抬起机构 1
抬起机构 由一个非标件的液压缸来
匦 匦
堰圈《 鲞: 靠 羹 } 4 二
图 2
完成上 刀架的抬起 和下 降动作 。液压缸进 油时 ,液压油 压力使得上刀架随同液压缸抬起 ,接到转位结束 的信号 后 ,卸去油压 ,在碟形弹簧的压力和 自重 的作 用下 ,上 刀架下降。 ( )转位机构 2 上刀架的转位依靠 一非标件 的 6 。 O 结构 中有两个设计难点 ,即刀 架的定位 、主轴头齿 轮与传动轴齿轮的脱 离及 啮合 。本文对关键 部位的设计 作如 下说 明。
案三作为最终 方案 。应注意,所选方案 中锥面齿盘 2是 以齿圈形式用定位销和螺钉 镶嵌 在上刀架 1和下 刀架 3
×1 。 0h
,
( )齿盘定位 目前在动力刀架 中使用的定位方式 2 有 圆销定位 、齿盘定位 、钢珠定位及 反靠 定位等。现就 应用较为普遍 的圆销定位方式和齿盘定位方式作一 个对
比。
有轻 微振动 。由接触疲
劳强度算得的模数 m= ,选择 传 2
动齿轮 的齿数为 : 5 , 2 ,导向齿
福建铁路机 电学校 ( 福州 3 0 1 ) 苏 晓晖 50 3
针对孔 的加工工艺特点,笔者设计 了一种转塔动力
架 ( 见图 1 ,完成 抬起 、转 位 、落下 、夹 紧 四个转 位 )
换刀动作和加工 。其动作流程图如 图 2所示 。
刀架 ,可同时安装多把刀具 。工件 在一 次安装 中,通过 刀架的 自动转位 ,多把刀具能分别对零 件进行钻 、扩及
面形式 ,从 而具 备 了 自锁功
能 ,这 一 点 对 于 需 要 4 。 5 放
置 的结构来说尤为重要。 作 为转 位 时 的 精 定 位 ,
图 3 锥 面齿盘定位
.上刀 架 2 锥 面齿盘 . 定位精 度要求 ≤ ±3。比较 1 ”
上述三种方 案 ,最终选 择方
3 .下刀架
扇形液压缸 完成 。液 压缸 的一 端进 油推 动扇 形活 塞摆 动 ,带动中间轴抬起 缸活塞及上 刀架完成 6 。 0 旋转 ,回 转分度误差 ≤ ± ” 3。
3 .定位 装置设计
根据转塔刀架加工特点 ,采取初定位与精确 定位两 个 阶段达到回转分度 误差 ≤ ±3的要求 。初定位 阶段 在 ”
( )夹紧机构 3
上刀架靠碟形弹簧的预紧力和 自重
上刀架抬起 开始 ,外置传感器 控制下刀架旋转缸进油 推 动扇形活塞旋 转,并 带动上 刀架旋转 6 。 0 ,这一阶段起
到大致定位 的作用。精确定位 阶段是在 上刀架落下后 与
分力作用 在上 刀架 和下 刀架 的结 合锥 面上 ,形 成 夹 紧
轮的齿数 、截面的齿 形角 、模 数 以及 截 面形 状 与 传 动齿 轮 都 相
同 ,且做同样的热处理 。
\— / i —
O
, — _一、
方案一 :圆销 定位 结构 简 单 ,经济 性较 好 ,但 分
度 、定位精度不高 ,取决于加工 和安装精 度 ,且 对圆销 和弧槽耐磨性要求较高 ,加工难度大。
20101203加工超限小径齿轮用胎具设计新乡日升数控轴承装备股份有限公司河南453003多年来针对我公司齿顶圆小于40mm的斜齿轮和齿顶圆小于30mm的齿轮轴在制齿环节上一直是一个难题由于加工范围受限这类零件只能靠外协加工成本居高不下
咖 卫. .圜 . J ; 墨
机 床 六 工 位 转 塔 动 力 刀 架 的 设 计