制程成品抽查表
(半成品)QRPG-022 IPQC制程巡检表
生产会签:
核准:
审核:
巡检员: 版本(Rev)A.1 QRPG-022
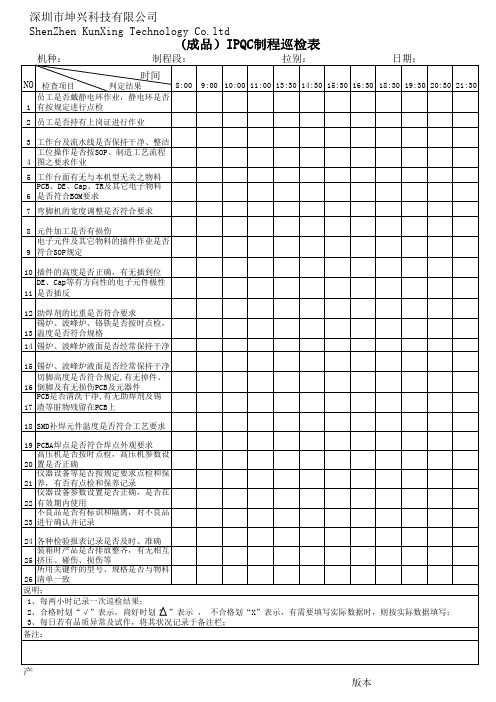
深圳市坤兴科技有限公司shenzhenkunxingtechnologycoltd成品ipqc制程巡检表员工是否戴静电环作业静电环是否有按规定进行点检工位操作是否按sop制造工艺流程图之要求作业pcbdecaptr及其它电子物料是否符合bom要求电子元件及其它物料的插件作业是否符合sop规定decap等有方向性的电子元件极性是否插反锡炉波峰炉铬铁是否按时点检温度是否符合规格切脚高度是否符合规定有无掉件倒脚及有无损伤pcb及元器件pcb是否清洗干凈有无助焊剂及锡渣等脏物残留在pcb上smd补焊元件温度是否符合工艺要求pcba焊点是否符合焊点外观要求高压机是否按时点检高压机参数设置是否正仪器设备等是否按规定要求点检和保养有否有点检和保养记录仪器设备参数设置是否正确是否在有效期内使用不良品是否有标识和隔离对不良品进行确认并记录装箱时产品是否排放整齐有无相互挤压碰伤损伤等1每两小时记录一次巡检结果
10 插件的高度是否正确,有无插到位 DE、Cap等有方向性的电子元件极性 11 是否插反 12 助焊剂的比重是否符合要求 锡炉、波峰炉、铬铁是否按时点 13 检,温度是否符合规格 锡炉、波峰炉液面是否经常保持干 14 净 锡炉、波峰炉液面是否经常保持干 15 净 切脚高度是否符合规定,有无掉件、 16 倒脚及有无损伤PCB及元器件 PCB是否清洗干凈,有无助焊剂及锡 17 渣等脏物残留在PCB上 18 SMD补焊元件温度是否符合工艺要求 19 PCBA焊点是否符合焊点外观要求 高压机是否按时点检,高压机参数 20 设置是否正确 仪器设备等是否按规定要求点检和 21 保养,有否有点检和保养记录 仪器设备参数设置是否正确,是否 22 在有效期内使用 不良品是否有标识和隔离,对不良 23 品进行确认并记录 24 各种检验报表记录是否及时、准确 装箱时产品是否排放整齐,有无相 25 互挤压、碰伤、损伤等 所用关键件的型号、规格是否与物 26 料清单一致 说明: 1、每两小时记录一次巡检结果; 2、合格时划“√”表示,尚好时划“ ”表示 , 不合格划“X”表示,有需要填写实际数据时,则按实际数据填写; 3、每日若有品质异常及试作,将其状况记录于备注栏; 备注:
制程及成品检验管理程序(含表格)
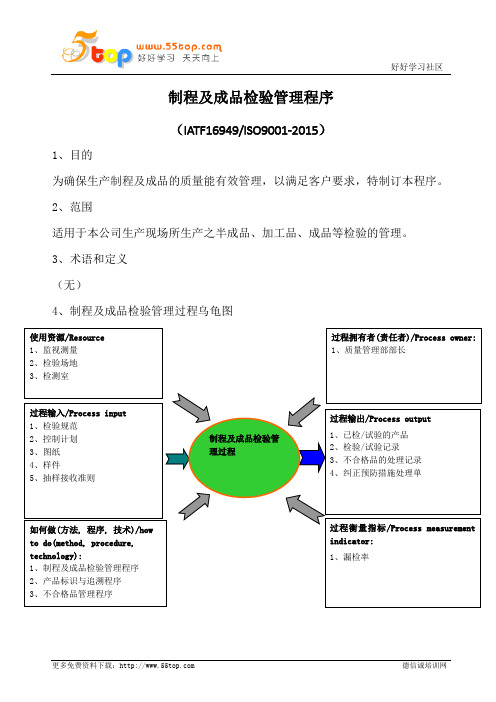
制程及成品检验管理程序(IATF16949/ISO9001-2015)1、目的为确保生产制程及成品的质量能有效管理,以满足客户要求,特制订本程序。
2、范围适用于本公司生产现场所生产之半成品、加工品、成品等检验的管理。
3、术语和定义 (无)4、制程及成品检验管理过程乌龟图制程及成品检验管理过程过程输出/Process output1、已检/试验的产品2、检验/试验记录3、不合格品的处理记录4、纠正预防措施处理单过程输入/Process input 1、检验规范 2、控制计划3、图纸4、样件5、抽样接收准则 过程衡量指标/Process measurement indicator: 1、漏检率如何做(方法, 程序, 技术)/how to do(method, procedure, technology): 1、制程及成品检验管理程序 2、产品标识与追溯程序 3、不合格品管理程序 4.纠正与预防措施程序使用资源/Resource1、监视测量2、检验场地3、检测室过程拥有者(责任者)/Process owner:1、质量管理部部长5、 工作流程和内容编号 作业流程图权责部门/人作业要求 使用表单5.1制造部班/线长 5.1生产前对来料进行确认,确认内容包括:零部件/半成品种类,质量状况,外观,数量等相关信息 5.2制造部5.2.1首件生产时间: a.每日刚开始生产时;b.换机、换人、换产品生产时。
c.修机、异常处理后重新生产时。
5.3制造部5.3.1 自检负责人:线组长/线组长指定的员工 5.3.2首件生产完后依照工艺卡执行首件自检,并按照要求填写自检记录 5.3.3 自检不合格执行《不合格品管理程序》 5.3.4自检合格交与质量管理部进行首件确认5.3.5 质量管理部在首件确认前,制造部不得进行批量生产《自检记录表》5.4质量管理部 5.4.1首件确认人员可包括:巡检员/下线检验员/质量工程师5.4.2首件确认人员胜任要求:对产品故障模式熟悉,对产品的质量要求非常熟悉,了解产品市场故障动态5.4.3质量管理部在执行首件确认后务必按实填写《巡检表》中的首件确认栏5.4.4首件确认合格后通知制造部投入批量生产,并做好《首检合格标签》,在生产线指定区域悬挂首件,当班生产完成,首件随当班产品入库。
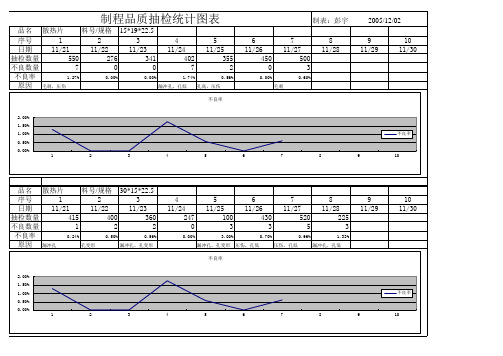
出货品质抽检统计图表
不良率
制表:彭宇 6 11-26 450 0
0.00% 毛刺200Fra bibliotek/12/02 9 11-29 10 11-30
7 11-27 500 3
0.60%
8 11-28
2.00% 1.50% 1.00% 0.50% 0.00%
1 2 3 4 5 6 7 8 9 10
不良率
品名 散热片 料号/规格 30*15*22.5 序号 1 2 3 日期 11-21 11-22 11-23 抽检数量 415 400 360 不良数量 1 2 2 不良率 0.24% 0.50% 0.56% 原因 漏冲孔 孔变形 漏冲孔,孔变形
不良率
4 11-24 247 0
制程巡回查检表
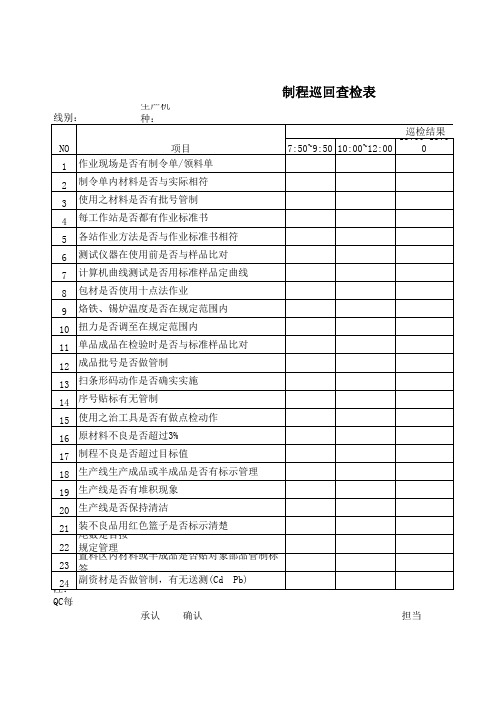
生产机种:7:50~9:5010:00~12:0013:00~15:00
1
2
3
4
5
6
7
8
910111213141516171819202122尾数是否按规定管理
2324注:QC每日须依据此查检表进行查核并将结果记录于此查检表内
承认 确认 担当
单品成品在检验时是否与标准样品比对
生产线是否有堆积现象
项目使用之材料是否有批号管制每工作站是否都有作业标准书各站作业方法是否与作业标准书相符计算机曲线测试是否用标准样品定曲线包材是否使用十点法作业成品批号是否做管制
制程巡回查检表
NO
巡检结果线别:
烙铁、锡炉温度是否在规定范围内扭力是否调至在规定范围内
测试仪器在使用前是否与样品比对作业现场是否有制令单/领料单制令单内材料是否与实际相符生产线是否保持清洁
装不良品用红色篮子是否标示清楚
副资材是否做管制,有无送测(Cd Pb)
扫条形码动作是否确实实施
序号贴标有无管制
使用之治工具是否有做点检动作
生产线生产成品或半成品是否有标示管理
置料区内材料或半成品是否贴对象部品管制标签
原材料不良是否超过3%
制程不良是否超过目标值
日期:
果
备注15:10~17:0018:00~。
EMI IPQA Check List
判定
Remark
人
4.工作時是否做與工作不相關的事情。 5.特殊工位是否按照要求配戴好口罩和耳塞。 6. 設備維護人員是否按照要求穿勞保鞋。 7.設備維護人員在清理濺鍍腔體內的粉塵時是否有戴口罩。 9.臨時文件/正式文件手改之后是否仍在有效期內。 10.各工序之間是否有堆疊產品現象。 12.生產及檢驗的治具,是否按SOP進行定期效驗,并貼好效驗標簽.免效驗的儀器是否 做好標識.。 13.生產線領班是否及時做好首件.各相關人員是否及時簽核、確認首件。 1.開機前設備維護人員是否在規定期限內做好點檢和日常保養工作。. 2.每台機器設備是否定期做保養并記錄(日,月,周保養)。 3.各機器是否有安全保護裝置和標示。 4.各機器設備運作時的實際參數是否符合操作指導書和參數設計表的要求。 5.清冼機內的各槽水是否按照要求進行及時更換 6.產線/IPQC/OQA使用的各種治具、測試設備是否有列清單進行管控。 7.各儀器是否有進行校驗﹐設備運行是否在校驗有效期內 。 8.烤箱是否清潔﹐有無定期清理。烘烤箱運作時,烤箱門是否關好;排氣口是否被其 它物擋住。 9.是否有足夠的儀器可以測試產品的信賴性要求 。 1.物料管控是否有做到先進先出 。 2.GP原料是否有適當標識? 3.生產之GP產品時﹐所加入之原料是否符合GP要求? 4.生產現場所用輔助物料是否有GP標示? 5.物料儲存環境是否適合物料放置﹐物料擺放是否整齊合理。 6.物料的擺放區域是否有明確的標識﹐物料擺放是否與標示相符,半成品﹑待檢品﹑ 拒收品﹑驗收OK后成品是否有明確的區域放置﹐是否按規定區域放置 7.工程變更前后之產品是否做好管控﹐并區分標示清楚 。 8.來料異常是否經相關人員確認後才用于生產 。 9.呆料或放置時間超過規定期限內的產品是否有做復檢﹐是否有相關的條文規定及 書面記錄 。 10.對正在生產的產品料號是否同MPI對應? 11.調漆記錄是否填寫。 1.是否按MPI規定分配崗位﹐作業員作業內容是否與MPI、PMP、QII、操作指導書 相符 2.待返工產品,待確認產品的各項工作是否在24小時之內完成,有無IE制定的返工指 導書或現場有工程人員指導返工 3.是否有制定相關信賴性測試方法及標准(QII﹐PMP﹐MPI,FLOW CHART ) 4.首/尾件是否妥善保存并做好記錄。 表MPT-4-0939A 5.各種送檢單﹑狀況紙﹑PASS單﹑拒收單﹑Hold單是否按規定填寫。 6.是否有定做相應的治具以提高電鍍的效果和效率。
制程巡检报表

订单号:
机型:
序
项目
要求
1 产品一致性确认 每个时段抽查成品是否同OQC保留样品一致
是否悬挂对应的指导书
生产是否严格按照指导书内容及顺序作业
2 作业规范性 现场是否存在野蛮作业现象
半成品/成品作业过程中是否进行有效的外观防护
是否按要求进行老化作业
3
仪器部分 称重及条码输入系统是否正常工作
螺丝刀扭力是否正常
福建索天信息科技股份有限公司 生产制程巡检报表
巡检员:
分类 线别
A B A B B A A A B A A B A A B B C B
8:00—10:00
主管确认: 13:00—15:00
加班时段
说明:1、A类问题一经发现需马上要求生产改善并提报异常,B类问题一经发现需马上要求生产改善,经要求2次未改善则提报异常,C类问题一经发现需马上要求生产改善,经要求3次未改善则提报异常; 2、特别跟踪项目部分,依据生产作业实际情况增减变动; 3、巡视正常打“√”,不符打“X”,无此项目则打“/”。
4
静电部分 员工静电手环是否按要求正确佩戴
PCB制板是否堆叠
外壳是否堆叠
5
物料部分 备料区物料是否按订单堆放
多种物料是否产生混料
现场或维修区各不良物料ຫໍສະໝຸດ 否区分有序放置6标识部分 生产检验不合格品是否贴有不良标识及故障现象
不良品是否用防护垫隔层并用红色周转框放置
7
成品部分 产成品是否按栈板堆放整齐
装箱人员是否存在暴力堆放问题
保存期限:三年
表单编号:
成品制程巡回检表
正常异常正常异常正常异常正常异常料号客户名称
批量生产线别型号
喷油件无明显色差
锁头带扣、锁喇叭底板是否到位
功能、外观检查是否有漏检
不良品是否有做标示并隔离
制令单号制单号码
生产日期支架规格是否正确
喇叭使用是否正确
过机线焊接是否牢固且绝缘良好
喇叭焊接是否有极性反现象
喷油件油漆附着力是否合格
喇叭点胶合格、无掉喇叭现象
喇叭焊点是否加锡
13:00~15:00检查项目
SOP 是否正确/悬挂
成品作业扭力是否正确
喇叭焊点打热熔胶是否规范合格
加班各组件与材料清单核对规格是否正确
08:00~10:0010:10~12:00各组件与样品核对是否正确
是否有按SOP标准作业
//
//“/”表示未作巡检或生产未作业或无此项;正常在栏内打“√”;异常打“×”或直接填入栏内;
检查者/审核确认者
主管: 组长: IPQC: 生产:状态□半成品 ■成品螺丝使用是否正确
设备是否有点检
特殊产品生产前是否有清洁拉台
喷油件是否有按要求用胶框摆放好
各组件装配间隙符合标准
制程巡回检查表
15:10~17:00喇叭焊接手法是否符合SOP要求
/异常叙述:经修理后的产品是否有再检验
装配各工序是否严重堆机
装配过程是否有做到轻拿轻放。
品质部检查表(来料、制程、出货)
每日趋势是否通过Cpk日报表控制
Cp/Cpk超过限度时是否进行对策分析管理控制
确认可修理品是否投入到前期工序进行检查确认
是否有制程变更通知。
发生变更时是否按照规定的程序及内容进行申请,并满足有害物质管理基准?
对有害物质变更时是否给提出相关的检证结果?
是否保持检验记录?检验记录是否有显示合格与否,是否有验证人员签章?
出货检验的变更纪录是否经过专人确认
出货检验水平是否高于顾客的接收检验水平?
检验的结果是否收集并且定期分析汇总(周、月报)
是否有顾客需要的检查表或能反映检查结果的表单
特采有无授权人员(或顾客)批准?
是否有首检的相关文件规定?是否严格按规定进行首检作业?
在产品交付和使用后发现不合格时,是否采取了措施?是否有效实施?
不合格批次的特别选别是否符合相关的程序(是否进行重检)
要求重检的不合格批次的是否在进行重检?是否有相应的记录?
过程检中发现的不良是否采取对策并实施,对不良采取的对策在确认后是否进行记录
对让步处理是否作出了规定?让步处理时是否向客户或有关部门报告?是否保留了不合格特征的记录?
7
Q.7.4.3采购产品的验证
是否建立来料检验指导文件?
是否按来料检验指导文件进行来料检验?是否有来料检验的记录?
各种检验和试验作业的检验项目/检验方法/验收标准的抽检方法要求是否明确?
是否有文件说明产品特准放行的办法?
特准放行之产品是否留有记录和标示?
当检验不合格时,是否有发出退货返工单交供应商改善?不合格品是否对其进行标示及隔离放置?
是否对本部门的环境因素进行了识别?
识别时是否考虑了三种时态及三种状态?
品质制程检验表格
六C01 制程检验标准书 No.
厂长:主管:制表:
说明:1.依据检验标准作为生产部门及检验部门之品质判定依据;
2.依不同的工序制定。
六C02 作业标准书 No.
说明:1.本标准书由技术部作成,经厂长认可(修订亦同);
2.作为生产部门各工序作业之依据。
六C07 制程抽检日报表
日期:
说明:1.控制产品可计量之项目,分析其准确度与精密度;
2.本表如使用单一产品,可作为不同时间别或不同控制项目别使用。
六C08 重工返修日报表
六C09 制程异常通知书
编号:
说明:1.在生产过程中发生重大事故时使用;
2.可以由制造部门或生产部门填单;
3.做好根本对策,防止再发生。
六C10 品质变异联络单
No.
说明:1.在生产过程中发生重大事故时使用; 2.可以由制造部门或生产部门填单; 3.做好根本对策,防止再发生。
六C11 月份层别统计表
说明:1.将当月份各不良项目统计;
2.依比率作顺位调整;
3.针对重点项目采取改善措施。
六C12 操作者自主管理查检表
部门:
200
151050
100
80
60
40
20
%
n =195
产品
说明:1.自主检验的项目以目视及使用量规为原则;
2.检查记录使用符号:√良,△尚可,╳差。