DFMEA 表(1)
合集下载
dfmea评分准则
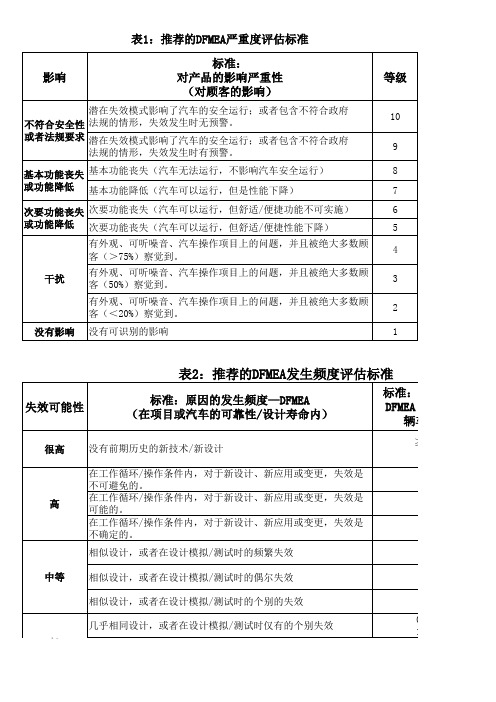
表2:推荐的DFMEA发生频度评估标准 推荐的DFMEA发生频度评估标准 DFMEA
失效可能性 标准:原因的发生频度—DFMEA 标准:原因的发生频度—DFMEA 在项目或汽车的可靠性/设计寿命内) (在项目或汽车的可靠性/设计寿命内)
没有前期历史的新技术/新设计 在工作循环/操作条件内,对于新设计、新应用或变更,失效是 不可避免的。 在工作循环/操作条件内,对于新设计、新应用或变更,失效是 可能的。 在工作循环/操作条件内,对于新设计、新应用或变更,失效是 不确定的。 相似设计,或者在设计模拟/测试时的频繁失效 中等 相似设计,或者在设计模拟/测试时的偶尔失效 相似设计,或者在设计模拟/测试时的个别的失效 几乎相同设计,或者在设计模拟/测试时仅有的个别失效 低 0.01/1000 1/100,000
探测几率 标准: 标准:被设计控制探测到的可能性 等级 10 9 8
没有探测几率 没有现行控制;无法探测或并未分析 在任何阶段都 不容易探测 在设计定稿 后,设计发布 之前 设计分析/探测控制的探测能力很弱;虚拟分析(例如:CAE, FEA等等)与预期的实际操作条件没有关联 没有关联 在设计定稿后,设计发布之前,使用通过/不通过 通过/ 通过 不通过试验对产品进 行确认(用接受标准来测试系统或子系统,例如:乘坐与操纵, 托运评估等)。 在设计定稿后,设计发布之前,通过试验到失效的 试验到失效的试验对产品进 试验到失效的 行了确认(对系统或子系统进行测试,直到故障发生;进行系统 相互作用试验等)。 在设计定稿后,设计发布之前,通过老化 老化试验对产品进行确认 老化 (在耐久性试验之后进行系统或子系统测试,例如:功能检查) 。 在设计定稿之 在设计定稿之前,进行产品确认(可靠性试验,开发/确认试 前 验),使用通过/不通过 过 不通过试验来确认(例如:性能接受标准,功 能检查等)。 在设计定稿之前,对进行产品确认(可靠性试验,开发/确认试 验),使用试验直到失效 试验直到失效的试验来验证(例如:持续试验直到有 试验直到失效 泄露、弯曲、破裂等现象) 在设计定稿之前,对产品进行确认(可靠性试验,开发/确认试 验),使用老化 老化试验来确认(例如:数据趋势,前/后的数值, 老化 等等)。 设计分析/探测控制的探测能力很强;虚拟分析(例如:CAE, FEA等等)在设计定稿前,与实际或预期的操作条件关联性很高。 关联性很高。 关联性很高
DFMEA表示例一

持续改善
规划和准备(步骤一)
公司名称: Acme Automotive 工程地点: 德国慕尼黑 顾客名称: Jackson Industry 年型/平台: 2020 PX 123 结构分析(步骤二)
功能分析(步骤三)
历史/ 变更授权 (适用时)
1. 上一较高级 别
2. 关注要素
3. 下一较低级 1.上一较高级 2.关注要素功 别或特性类型 别功能及要求 能及要求
LL
姓名, 为降低频度所 为改善探测所 不是职 需的附加措施 需的附加措施 称或部
门
尚未确
定,尚未
决策(可
年月或 年月日
选),尚 未执行 (可
选),已
完成,不
执行
已采取 措施的 描述以 及文档 编号、 报告名 称和日 期,等
年月或 年月日
2
L
无
MRJ1140最 终产品测试: 根据测试规范 MRJ1140在 最苛刻条件下
一个要求) 一个要求)
(示例) 车窗升降电机 换向系统
电刷盒基座
根据参数设置 将电能转换为
机械能
换向系统在电 磁转换系统的 线圈对之间传
输电流
析(步骤三)
设计失效模式和影响分析(设计FMEA)
项目: PX 123 上部导管架 DFMEA开始日期: 2018年3月19日 DFMEA修订日期: 2018年9月25日
车窗升降电机 的扭矩和转动
速度过低
(支撑交换接
触点)
1-10 6
子系统、系统 或接口如何未 能实现作为关 注要素所应具 子系统、组件 备的功能并导 或接口如何未 初始状态 - 过 致失效影响, 能实现下一较 去经过验证的 当存在准确的 低级别中描述 控制和/或将 失效链时,可 的功能,并导 要采用的控制 对失效模式、 致实现模式 失效影响或失 效起因进行失
规划和准备(步骤一)
公司名称: Acme Automotive 工程地点: 德国慕尼黑 顾客名称: Jackson Industry 年型/平台: 2020 PX 123 结构分析(步骤二)
功能分析(步骤三)
历史/ 变更授权 (适用时)
1. 上一较高级 别
2. 关注要素
3. 下一较低级 1.上一较高级 2.关注要素功 别或特性类型 别功能及要求 能及要求
LL
姓名, 为降低频度所 为改善探测所 不是职 需的附加措施 需的附加措施 称或部
门
尚未确
定,尚未
决策(可
年月或 年月日
选),尚 未执行 (可
选),已
完成,不
执行
已采取 措施的 描述以 及文档 编号、 报告名 称和日 期,等
年月或 年月日
2
L
无
MRJ1140最 终产品测试: 根据测试规范 MRJ1140在 最苛刻条件下
一个要求) 一个要求)
(示例) 车窗升降电机 换向系统
电刷盒基座
根据参数设置 将电能转换为
机械能
换向系统在电 磁转换系统的 线圈对之间传
输电流
析(步骤三)
设计失效模式和影响分析(设计FMEA)
项目: PX 123 上部导管架 DFMEA开始日期: 2018年3月19日 DFMEA修订日期: 2018年9月25日
车窗升降电机 的扭矩和转动
速度过低
(支撑交换接
触点)
1-10 6
子系统、系统 或接口如何未 能实现作为关 注要素所应具 子系统、组件 备的功能并导 或接口如何未 初始状态 - 过 致失效影响, 能实现下一较 去经过验证的 当存在准确的 低级别中描述 控制和/或将 失效链时,可 的功能,并导 要采用的控制 对失效模式、 致实现模式 失效影响或失 效起因进行失
设计潜在失效模式DFMEA表

秦元礼 程济阳 黄文延 汪洋
严 重 潜在失效后果 度 S
承载力下降导致 变形,使承载物 跌落易伤人 承载力下降,易 折弯或变形
产品使用用途:成年人,快捷消费品。
特 性 别 级 现行设计 潜在失效 起因 控制预防
设计时根据测试标 准选取合理的材料 厚度 根据测试要求确定 钢带韧性 根据测试要求确定 螺丝及壁虎尺寸 根据设计要求确定 正确的开孔位置 根据设计要求确定 孔位尺寸 根据设计软件确定 合适的弧度 设计时根据运输测 试标准确定好防护 品种类及数量 设计时根据运输测 试标准确定好包装 箱纸质
第1页共1页
鑫鸿源五金塑胶制品厂
设计潜在失效模式及后果分析表(DFMEA)
产品名称: 产品编号: APQP小组: 窗帘杆 CLG-01 过程责任: 关键日期: 研发部 2011.04.04 编制人: DFMEA日期(编写): 黄文延 2011.04.14 DFMEA编号: 修订:
XHY/ENG-FMEA-001-A.0
措施执行效果 探测 度 D
3
项目
要求
潜在失 效模式
功能
钢带厚度 材料厚度不够
频 度 O
2
控制探测
组装成品的 承重模拟测 试 组装成品的 承重模拟测 试 组装成品的 承重模拟测 试 支架试装测 试 支架试装测 试 支架试装测 试
R P N
建议措施
责任人及主要控 制记录
采取的措施及 完成效果
S
O
D
R P N
8
2
4
64
7
2
3
42
8
2பைடு நூலகம்
3
48
3
2
3
18
防护品种 类及数量
DFMEA第五版表格

公司名称
设计地点
顾客名称
车型年/平台 持续改善
结构分析
产品、元素或过程的系统结构
功能分析 产品或过程的功能概述
问题
历史/变更 上一较高
授权
级别
关注要素
下一较低级别 上一较高级别功 或特性类型 能及要求
关注要素功能及要求
车窗升降 电机
换向系统
根据参数设置将 换向系统在电磁转化
电刷盒基座 电能转换为机械 系统的线圈对之间传
5%,
电机选型不合 理
对比现有产品 进行
4
高速超过7%
电磁参数不合 理
优化设计 设计评审
4
使用电量不足 寿命降低
7
热态输出电流 小于设计要求
散热结构不合 理
优化设计 设计评审
4
绝缘材料高温
变形造成螺钉 松动而接触不
材料论证
5
良
提供旋转磁场
不发电
骨架不合理漆 流通道不畅
4
漆流评审
浸漆验证
8 磁场引出线断
尚末确定/ 决策/执行
已完成
采用基于 证据的措
施
不执行
抽样测
试:依据
测试规范
MRJ82/60 I测量电刷
2
L
盒的弹性
和塑性变
形影响
根据测试
规范
MRJ1140 在最苛刻
XX
条件下测
试电流
已计划
热态性能
测试 匹配验证
2
L
无
无
2L
热态高温 寿命试验 急变速试 验 振动试验 材料高温 耐压力试 验
3L
M
重新材料 论证
之间传输力,为碳刷弹簧 的扭矩和转动 系统提供X/Y/Z方向的支 速度过低
设计地点
顾客名称
车型年/平台 持续改善
结构分析
产品、元素或过程的系统结构
功能分析 产品或过程的功能概述
问题
历史/变更 上一较高
授权
级别
关注要素
下一较低级别 上一较高级别功 或特性类型 能及要求
关注要素功能及要求
车窗升降 电机
换向系统
根据参数设置将 换向系统在电磁转化
电刷盒基座 电能转换为机械 系统的线圈对之间传
5%,
电机选型不合 理
对比现有产品 进行
4
高速超过7%
电磁参数不合 理
优化设计 设计评审
4
使用电量不足 寿命降低
7
热态输出电流 小于设计要求
散热结构不合 理
优化设计 设计评审
4
绝缘材料高温
变形造成螺钉 松动而接触不
材料论证
5
良
提供旋转磁场
不发电
骨架不合理漆 流通道不畅
4
漆流评审
浸漆验证
8 磁场引出线断
尚末确定/ 决策/执行
已完成
采用基于 证据的措
施
不执行
抽样测
试:依据
测试规范
MRJ82/60 I测量电刷
2
L
盒的弹性
和塑性变
形影响
根据测试
规范
MRJ1140 在最苛刻
XX
条件下测
试电流
已计划
热态性能
测试 匹配验证
2
L
无
无
2L
热态高温 寿命试验 急变速试 验 振动试验 材料高温 耐压力试 验
3L
M
重新材料 论证
之间传输力,为碳刷弹簧 的扭矩和转动 系统提供X/Y/Z方向的支 速度过低
IATF16949DFMEA检查表 (A1)

8 是否对高风险顺序数项目确定了适当的纠正措施?
9 是否对高严重度项目确定了适当的纠正措施?
10 当纠正措施实施完成并经验证后, 风险顺序数是否得到评审修
正?
修订等级:
N/A
评价/要求的措施
负责人 完成日期
编制:
审核:
修订 人:
修订日期:
第 1 页,否识别特殊特性?
5 供应商提供产品的途经特性是否得到识别?是否和受影响的供应商
一起,就供应链里FMEA的一致和控制,对特性进行评审?
6 是否和受影响的供应商一起,对由顾客或本公司制定的特殊特性进
行评审,以保证FMEA的一致性?
7 对高风险顺序失效模式有影响的设计特性是否得到识别?
DFMEA检查表
JL/QR04-91A
零部件名称/图号:
问题
是否
1 DFMEA在准备过程中,是否使用了克莱斯勒、 福特和通用汽车公
司潜在的失效模式及后果分析(FMEA)参考手册和顾客的特殊要求
来制定 SFMEA 和/或 DFMEA?
2 是否已对过去已发生事件的保修数据进行了评审?
3 是否已考虑了从类似的零件DFMEA中吸取最佳实践和教训?
dfmea发生度评价准则表
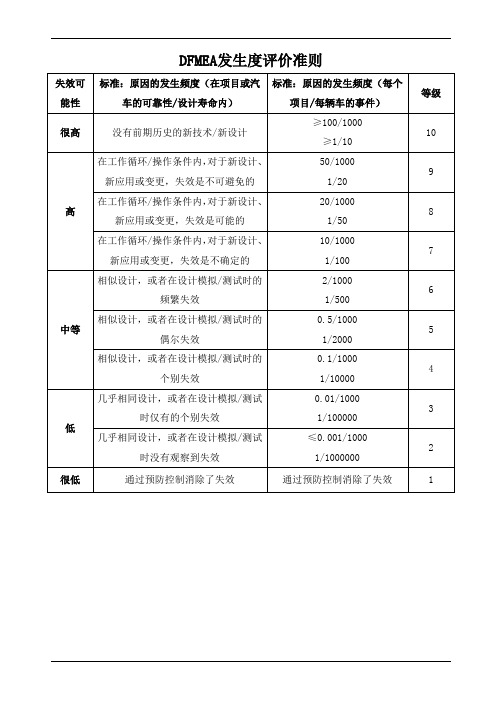
1/10000
4低Βιβλιοθήκη 几乎相同设计,或者在设计模拟/测试时仅有的个别失效
0.01/1000
1/100000
3
几乎相同设计,或者在设计模拟/测试时没有观察到失效
≤0.001/1000
1/1000000
2
很低
通过预防控制消除了失效
通过预防控制消除了失效
1
20/1000
1/50
8
在工作循环/操作条件内,对于新设计、新应用或变更,失效是不确定的
10/1000
1/100
7
中等
相似设计,或者在设计模拟/测试时的频繁失效
2/1000
1/500
6
相似设计,或者在设计模拟/测试时的偶尔失效
0.5/1000
1/2000
5
相似设计,或者在设计模拟/测试时的个别失效
0.1/1000
DFMEA发生度评价准则
失效可能性
标准:原因的发生频度(在项目或汽车的可靠性/设计寿命内)
标准:原因的发生频度(每个项目/每辆车的事件)
等级
很高
没有前期历史的新技术/新设计
≥100/1000
≥1/10
10
高
在工作循环/操作条件内,对于新设计、新应用或变更,失效是不可避免的
50/1000
1/20
9
在工作循环/操作条件内,对于新设计、新应用或变更,失效是可能的
4低Βιβλιοθήκη 几乎相同设计,或者在设计模拟/测试时仅有的个别失效
0.01/1000
1/100000
3
几乎相同设计,或者在设计模拟/测试时没有观察到失效
≤0.001/1000
1/1000000
2
很低
通过预防控制消除了失效
通过预防控制消除了失效
1
20/1000
1/50
8
在工作循环/操作条件内,对于新设计、新应用或变更,失效是不确定的
10/1000
1/100
7
中等
相似设计,或者在设计模拟/测试时的频繁失效
2/1000
1/500
6
相似设计,或者在设计模拟/测试时的偶尔失效
0.5/1000
1/2000
5
相似设计,或者在设计模拟/测试时的个别失效
0.1/1000
DFMEA发生度评价准则
失效可能性
标准:原因的发生频度(在项目或汽车的可靠性/设计寿命内)
标准:原因的发生频度(每个项目/每辆车的事件)
等级
很高
没有前期历史的新技术/新设计
≥100/1000
≥1/10
10
高
在工作循环/操作条件内,对于新设计、新应用或变更,失效是不可避免的
50/1000
1/20
9
在工作循环/操作条件内,对于新设计、新应用或变更,失效是可能的
DFMEA和PFMEA评分原则
一部分产品必须废弃。偏离基本过程,包括降低生产线速度或增人力
7
中等中断
100%的产品必须离线返工后再被接受
6
一部分产品必须离线返工后被接受
5
中等中断
100%的产品在处理前,必须在线返工
4
一部分产品在处理前,必须在线返工
3
微小中断
对过程,操作或操作员造成轻微的不便
2
没有影响
没有可识别的影响
1
表5 PFMEA发生度(O)评价标准
3
≤0.001/1000 1/1000000
2
很低
通过预防控制消除了失效
1
表6 PFMEA探测度(D)评价准则
探测几率
标准:通过过程控制来探测的可能性
等级
探测
可能性
没有探测几率
没有现行控制;无法探测或并未分析
10
几乎不可能
在任何阶段都不容易探测
失效模式和/或错误(原因)不容易被探测到(比如:随机审核)
失效可能性
标准:原因的发生度—
(每个项目/每辆车的事件)
等级
很高
≥100/1000≥1/10
10
高
50/1000 1/20
9
20/1000 1/50
8
10/1000 1/100
7
中等
2/1000 1/500
6
0.5/1000 1/2000
5
0.1/1000 1/10000
4
低
0.01பைடு நூலகம்1000 1/100000
基本功能丧失(汽车无法运行;不影响汽车安全运行)。
8
基本功能降低(汽车可以运行;但是性能下降)。
7
7
中等中断
100%的产品必须离线返工后再被接受
6
一部分产品必须离线返工后被接受
5
中等中断
100%的产品在处理前,必须在线返工
4
一部分产品在处理前,必须在线返工
3
微小中断
对过程,操作或操作员造成轻微的不便
2
没有影响
没有可识别的影响
1
表5 PFMEA发生度(O)评价标准
3
≤0.001/1000 1/1000000
2
很低
通过预防控制消除了失效
1
表6 PFMEA探测度(D)评价准则
探测几率
标准:通过过程控制来探测的可能性
等级
探测
可能性
没有探测几率
没有现行控制;无法探测或并未分析
10
几乎不可能
在任何阶段都不容易探测
失效模式和/或错误(原因)不容易被探测到(比如:随机审核)
失效可能性
标准:原因的发生度—
(每个项目/每辆车的事件)
等级
很高
≥100/1000≥1/10
10
高
50/1000 1/20
9
20/1000 1/50
8
10/1000 1/100
7
中等
2/1000 1/500
6
0.5/1000 1/2000
5
0.1/1000 1/10000
4
低
0.01பைடு நூலகம்1000 1/100000
基本功能丧失(汽车无法运行;不影响汽车安全运行)。
8
基本功能降低(汽车可以运行;但是性能下降)。
7
DFMEA-PFMEA空白表(1)
对FC和FM 现行探测控
der FU Frequency (F) of FC
筛选符号 (可选)
DetectionDFMEA编号 : 由 公 司 决 定 Action 设 计 责 任 : DFME A 所 有 者 的 部门 保密级别: 商务用,保密的,专利的,等
DFMEA探 测措施
目标完成时
采取措施的
失效影响
Responsib ile Person
Target Completio n on date
Taken with
Completio n Date
Pointer to Evidence
责任人
பைடு நூலகம்
目标完成时 间
采取措施的 完成的时间
证据
Supplemental MSR OPTIMIZATION (STEP 6)
Ta ken
wi th
Point er to
Evid ence
Com pl eti o n Da te
DFMEA预 防措施
责任人
优 化 (第 6步 ) 状 态 (进 行 中,已完 成,取消)
系统反应之
失效原 频率的原因
因的频
Supplem后e最nt严al重M的SR Risk Ana率ly(sFi)s(Stey 5) (F)
Name of customer(s) or [product family]
DFMEA Reversion Date
Latest revision date
Continuous Improvemen
Model Year/Platform
名称:
公司
位置:
工程
名称:
客户
DFMEA表格
潜在失效模式及后果分析
(设计FMEA)
项目 核心小組 部品名称
Back light unit
设计責任
FMEA编号 DFM070035 共 2 頁, 第 1 頁 编制人 陈胜彬 FMEA日期(编制)
R P N 措施结果 建议措施 责任及目标完成日 期 采取的措施 S O D R P N
部品功能
均匀面光源
胶框断裂
丧失固定功能
8 设计上断裂处强度不足 3 胶框材质过脆导致在组 装时,产生胶框屑 与背板配合过紧造成
1
作业规范
外观检查
6
48
胶框屑产生
引起发光面不良
1
作业规范
外观检查
7
21
黑屏漏光 无法与其他元 件组合 铁框 承载及固定元件 贴付电子基板/为金 属材质
黑屏发光品味差
3
胶框平度NG 尺寸不符规格公差
作业规范 作业规范 作业规范 作业规范
外观检查 外观检查 外观检查 外观检查
7 3 1 7
56 24 21 28
深圳鸿瑞祥光学有限公司
潜在失效模式及后果分析
(设计FMEA)
项目 HRX070035 核心小組 设计責任 叶世挺、朱升双、欧志用、吴亚辉、沈彬、陈胜彬
严 重 度 S 频 度 O 探 现行过程控 现行过程控制 测 制预防 探测 度 D R P N 措施结果 建议措施 责任及目标完成日期 采取的措施 S O D R P N
产生静电污
发光面产生区域性吸 附性光学不良
产生Mura现象 扩散片 光散射元件 材质为高分子聚合 物 无法遮盖网点 刮伤导光板或 棱镜片
发光面产生色偏 发光面可见导光板网 点 发光面出现伤痕
LED组件
(设计FMEA)
项目 核心小組 部品名称
Back light unit
设计責任
FMEA编号 DFM070035 共 2 頁, 第 1 頁 编制人 陈胜彬 FMEA日期(编制)
R P N 措施结果 建议措施 责任及目标完成日 期 采取的措施 S O D R P N
部品功能
均匀面光源
胶框断裂
丧失固定功能
8 设计上断裂处强度不足 3 胶框材质过脆导致在组 装时,产生胶框屑 与背板配合过紧造成
1
作业规范
外观检查
6
48
胶框屑产生
引起发光面不良
1
作业规范
外观检查
7
21
黑屏漏光 无法与其他元 件组合 铁框 承载及固定元件 贴付电子基板/为金 属材质
黑屏发光品味差
3
胶框平度NG 尺寸不符规格公差
作业规范 作业规范 作业规范 作业规范
外观检查 外观检查 外观检查 外观检查
7 3 1 7
56 24 21 28
深圳鸿瑞祥光学有限公司
潜在失效模式及后果分析
(设计FMEA)
项目 HRX070035 核心小組 设计責任 叶世挺、朱升双、欧志用、吴亚辉、沈彬、陈胜彬
严 重 度 S 频 度 O 探 现行过程控 现行过程控制 测 制预防 探测 度 D R P N 措施结果 建议措施 责任及目标完成日期 采取的措施 S O D R P N
产生静电污
发光面产生区域性吸 附性光学不良
产生Mura现象 扩散片 光散射元件 材质为高分子聚合 物 无法遮盖网点 刮伤导光板或 棱镜片
发光面产生色偏 发光面可见导光板网 点 发光面出现伤痕
LED组件
DFMEA第五版表格
公司名称
设计地点
顾客名称
车型年/平台
持续改善
结构分析
产品、元素或过程的系统结构
功能分析 产品或过程的功能ห้องสมุดไป่ตู้述
问题
历史/变更 上一较高
授权
级别
关注要素
下一较低级别 上一较高级别功 或特性类型 能及要求
关注要素功能及要求
车窗升降 电机
换向系统
根据参数设置将 换向系统在电磁转化
电刷盒基座 电能转换为机械 系统的线圈对之间传
对比现有产品 进行
4
高速超过7%
电磁参数不合 理
优化设计 设计评审
4
使用电量不足 寿命降低
7
热态输出电流 小于设计要求
散热结构不合 理
优化设计 设计评审
4
绝缘材料高温
变形造成螺钉 松动而接触不
材料论证
5
良
提供旋转磁场
不发电
骨架不合理漆 流通道不畅
漆流评审
4
浸漆验证
8 磁场引出线断 漆材料不合理
材料论证
已论
采用纯 PPS材料 加强材料 老化检查
M
振动试验
急变速试 验
3
M
◆ 修改骨架 结构
◆
P
施 必要措施
完成日期
筛 严 发探 选 重 生 测 AP 器 备注 度 度度 代
码
6 21 L
2018.6.2 5
7
23
能
输电流
交流发电 机
输出直流电,供 给车载用电设备 及蓄电池充电
整流部分 传动部分 定子总成
骨架
转子总成
漆包线 转子铁芯 爪机 爪机 轴承
DFMEA
设计地点
顾客名称
车型年/平台
持续改善
结构分析
产品、元素或过程的系统结构
功能分析 产品或过程的功能ห้องสมุดไป่ตู้述
问题
历史/变更 上一较高
授权
级别
关注要素
下一较低级别 上一较高级别功 或特性类型 能及要求
关注要素功能及要求
车窗升降 电机
换向系统
根据参数设置将 换向系统在电磁转化
电刷盒基座 电能转换为机械 系统的线圈对之间传
对比现有产品 进行
4
高速超过7%
电磁参数不合 理
优化设计 设计评审
4
使用电量不足 寿命降低
7
热态输出电流 小于设计要求
散热结构不合 理
优化设计 设计评审
4
绝缘材料高温
变形造成螺钉 松动而接触不
材料论证
5
良
提供旋转磁场
不发电
骨架不合理漆 流通道不畅
漆流评审
4
浸漆验证
8 磁场引出线断 漆材料不合理
材料论证
已论
采用纯 PPS材料 加强材料 老化检查
M
振动试验
急变速试 验
3
M
◆ 修改骨架 结构
◆
P
施 必要措施
完成日期
筛 严 发探 选 重 生 测 AP 器 备注 度 度度 代
码
6 21 L
2018.6.2 5
7
23
能
输电流
交流发电 机
输出直流电,供 给车载用电设备 及蓄电池充电
整流部分 传动部分 定子总成
骨架
转子总成
漆包线 转子铁芯 爪机 爪机 轴承
DFMEA
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FMEA編號:WI-FMEA-RD00-036序號:1
產品型號:M1906製表人:周家平
設計名稱:□Array□Cell□系統■機構系統分類:□系統□子系統■零件初版日期:2009.4.12
設計成員:王巖、周家平、楊志梅、李海梅、陽普普、沈峰、孔佑芝修訂日期:
零件名稱
零件功能
產品型態
潛在失效模式
失效的影響
1.霧度太低
1
作業規範
外觀檢查
7
49
刮傷導光板或稜鏡片
發光面出現傷痕
2
1.擴散粒子太大
2.擴散粒子太硬
2
作業規範
外觀檢查
7
28
燈管組品
與高壓機板結合背光模組發光元件
燈管斷裂
無法發光
8
1.矽膠套包附過緊2.焊點過大擠壓其他元件3.矽膠套過薄,造成保護效應不足
1
IQC入料檢查
點燈檢查
4
32
1.評估焊點縮小的焊接方式2.矽膠套放寬間隙,與燈管組合有彈性空間3.將矽膠套增厚,增加與其他元件擠壓的強度4.機構上設計擋牆,避免擠壓
4
1.變形
2.靜電造成無法服貼
1
作業規範
外觀檢查
7
28
產生靜電污
發光面產生區域性吸附性光學不良
6
1.與擴散片搭配不良2.靜電造成
1
作業規範
外觀檢查
7
42
擴散片
光散射元件/材質高分子聚合物
產生mura現象
發光面產生色偏
4
1.厚度太薄
2.尺寸NG
2
作業規範
外觀檢查
7
56
無法遮蔽網點
發光面可見導光板網點
7
4
1.反射片變形
2.反射片尺寸NG
3.組合時與其他元件擠壓
1
作業規範
外觀檢查
4
16
黃化
發光面產生偏黃現象
4
1.非抗UV處理
1
作業規範
外觀檢查
4
16
燈管
主動發光元件
輝度不足
光學未達規格並影響壽命
7
1.螢光粉塗佈不均2.燈管漏氣
3.惰性氣體比例錯誤
1
IQC入料檢查
出貨輝度檢查
4
28
黑點
影響壽命及輝度
5
1.汞聚集現象
SHUT DOWN
無法發光
7
1.焊點空焊斷裂
2.導線破皮
3.端子接觸不良
2
IQC入料檢查
點燈檢查
2
28
燈管漏氣
燈管色偏輝度大幅下降
8
1.焊接溫度過高
2.重焊次數過高造成
1
IQC入料檢查
出貨光學檢查
8
64
1.焊接製程定義焊接溫度2.定義重焊次數為兩次內
反射片
光線反射進導光板內部
產生mura現象
發光面產生色偏差
固定貼布
固定元件
黏性不佳
易脫落功能失效
7
1.膠質黏度不夠
1
材質評估驗證
外觀檢查
7
49
絕緣貼布
隔絕電子元件短路
SHUT DONW
短路
7
1.基材太薄容易破裂
1
材質評估驗證
點燈檢查
4
28
5
1.網點設計失效
2.入光側邊現有圓角現象3.變形
1
作業規範
點燈檢查
7
35
膠框
放置Panel固定光學元件/為高分子聚合物材質
1.panel破裂
panel顯示功能喪失
7
1.與panel接觸之尺寸超過規格2.膠框承載處有不明突出物
1
作業規範
外觀檢查
4
28
2.光學膜片造成擠壓
發光面產生色偏(mura/wave)
4
1,z軸向所需的尺寸間隙NG 2.膠框變形產生
2
作業規範
外觀檢查
7
56
3.膠框斷裂
喪失固定功能
8
1.膠框材質過脆導致斷裂2.設計上斷裂處強度不足
1
作業規範
外觀檢查
6
48
1.化驗膠框材質的成份,分析是否雜料過高2.提出設計變更,加強膠框斷裂處之強度
4.膠框屑產生
引起發光面不良
3
1.膠框材質過脆導致組合時,易產生膠框屑
2.螢光粉塗佈雜質
1
IQC入料檢查
成品點燈檢查
7
35
燈罩
反射燈管光源
變形
漏光/組裝困難
4
1.尺寸NG
2.材質過薄
3.材質太軟
2
IQC入料檢查
外觀檢查
4
32
割破導線
SHUT DOWN
8
1.燈罩邊緣鋒利
1
廠商模具處理
外觀檢查
2
16
1.評估焊點縮小的焊接方式2.矽膠套放寬間隙,與燈管組合有彈性空間3.將矽膠套增厚,增加與其他元件擠壓的強度4.機構上設計擋牆,避免擠壓
2.與背板配合過緊造成
1
作業規範
外觀檢查
7
21
背板
承載及固定元件,鎖附模組電子基板/為金屬材質
無法與其他元件組合
組裝困難並嚴重機構干涉
7
1.尺寸不符規格公差2.變形
1
作業規範
外觀檢查
4
28
生鏽
影響外觀及電子基本之運作
4
1.材質非防鏽材質
2
作業規範
外觀檢查
7
56
影響光學規格
影響外觀及電子基本之運作
4
1.變形
3.網點設計失效4.變形
1
作業規範
輝度檢查
3
21
均齊度不足
模組輝度不足未達到需求的光學規格
6
1.油墨比例失調
2.網點設計失效3.變形
1
作業規範
輝度檢查
3
18
局部暗影
發光面產生不均亮現象,發光品味不佳
5
1.印刷面網點不全2.網點設計失效3.變形
1
作業規範
點燈檢查
7
35
局部亮線或亮塊
發光面產生不均亮現象,發光品味不佳
2
作業規範
外觀檢查
3
24
稜鏡片
集光元件/材質高分子聚合物
輝度不足
模組輝度不足未達到需求的光學規格
7
1.稜鏡片角度搭配錯誤
3
作業規範
外觀檢查
1
21
產生干涉條紋(moire)
發光出現干涉條紋影響發光品質
4
1.稜鏡片角度搭配錯誤2.與panel搭配光形不符合
1
作業規範
外觀檢查
7
28
產生mura現象
發光面產生色偏
漏光
光學品味不佳
4
1.元件造成干涉擠壓2.元件變形
3.組立不良
2
各部材尺寸檢查
成品點燈檢查
7
56
亮線
引起發光面不良
6
1.元件造成干涉擠壓
2.元件變形
3.組立不良
1
各部材尺寸檢查
成品點燈檢查
7
42
導光板
將光均勻分佈,為高透明材質
Notebook
中心輝度不足
模組輝度不足未達到需求的光學規格
7
1.油墨比例失調2.入光側拋光度不
偵測性
R
P
N
RECOMMANDED ACTION(S)
RESPONSIBILITY & TARGET COMPLETION DATE
ACTIONS TAKEN
ACTION RESULTS
預防措施
偵測方法
嚴重性
發生性
偵測性
R
P
N
Back light unit
均勻面光源
產品型號:M1906製表人:周家平
設計名稱:□Array□Cell□系統■機構系統分類:□系統□子系統■零件初版日期:2009.4.12
設計成員:王巖、周家平、楊志梅、李海梅、陽普普、沈峰、孔佑芝修訂日期:
零件名稱
零件功能
產品型態
潛在失效模式
失效的影響
1.霧度太低
1
作業規範
外觀檢查
7
49
刮傷導光板或稜鏡片
發光面出現傷痕
2
1.擴散粒子太大
2.擴散粒子太硬
2
作業規範
外觀檢查
7
28
燈管組品
與高壓機板結合背光模組發光元件
燈管斷裂
無法發光
8
1.矽膠套包附過緊2.焊點過大擠壓其他元件3.矽膠套過薄,造成保護效應不足
1
IQC入料檢查
點燈檢查
4
32
1.評估焊點縮小的焊接方式2.矽膠套放寬間隙,與燈管組合有彈性空間3.將矽膠套增厚,增加與其他元件擠壓的強度4.機構上設計擋牆,避免擠壓
4
1.變形
2.靜電造成無法服貼
1
作業規範
外觀檢查
7
28
產生靜電污
發光面產生區域性吸附性光學不良
6
1.與擴散片搭配不良2.靜電造成
1
作業規範
外觀檢查
7
42
擴散片
光散射元件/材質高分子聚合物
產生mura現象
發光面產生色偏
4
1.厚度太薄
2.尺寸NG
2
作業規範
外觀檢查
7
56
無法遮蔽網點
發光面可見導光板網點
7
4
1.反射片變形
2.反射片尺寸NG
3.組合時與其他元件擠壓
1
作業規範
外觀檢查
4
16
黃化
發光面產生偏黃現象
4
1.非抗UV處理
1
作業規範
外觀檢查
4
16
燈管
主動發光元件
輝度不足
光學未達規格並影響壽命
7
1.螢光粉塗佈不均2.燈管漏氣
3.惰性氣體比例錯誤
1
IQC入料檢查
出貨輝度檢查
4
28
黑點
影響壽命及輝度
5
1.汞聚集現象
SHUT DOWN
無法發光
7
1.焊點空焊斷裂
2.導線破皮
3.端子接觸不良
2
IQC入料檢查
點燈檢查
2
28
燈管漏氣
燈管色偏輝度大幅下降
8
1.焊接溫度過高
2.重焊次數過高造成
1
IQC入料檢查
出貨光學檢查
8
64
1.焊接製程定義焊接溫度2.定義重焊次數為兩次內
反射片
光線反射進導光板內部
產生mura現象
發光面產生色偏差
固定貼布
固定元件
黏性不佳
易脫落功能失效
7
1.膠質黏度不夠
1
材質評估驗證
外觀檢查
7
49
絕緣貼布
隔絕電子元件短路
SHUT DONW
短路
7
1.基材太薄容易破裂
1
材質評估驗證
點燈檢查
4
28
5
1.網點設計失效
2.入光側邊現有圓角現象3.變形
1
作業規範
點燈檢查
7
35
膠框
放置Panel固定光學元件/為高分子聚合物材質
1.panel破裂
panel顯示功能喪失
7
1.與panel接觸之尺寸超過規格2.膠框承載處有不明突出物
1
作業規範
外觀檢查
4
28
2.光學膜片造成擠壓
發光面產生色偏(mura/wave)
4
1,z軸向所需的尺寸間隙NG 2.膠框變形產生
2
作業規範
外觀檢查
7
56
3.膠框斷裂
喪失固定功能
8
1.膠框材質過脆導致斷裂2.設計上斷裂處強度不足
1
作業規範
外觀檢查
6
48
1.化驗膠框材質的成份,分析是否雜料過高2.提出設計變更,加強膠框斷裂處之強度
4.膠框屑產生
引起發光面不良
3
1.膠框材質過脆導致組合時,易產生膠框屑
2.螢光粉塗佈雜質
1
IQC入料檢查
成品點燈檢查
7
35
燈罩
反射燈管光源
變形
漏光/組裝困難
4
1.尺寸NG
2.材質過薄
3.材質太軟
2
IQC入料檢查
外觀檢查
4
32
割破導線
SHUT DOWN
8
1.燈罩邊緣鋒利
1
廠商模具處理
外觀檢查
2
16
1.評估焊點縮小的焊接方式2.矽膠套放寬間隙,與燈管組合有彈性空間3.將矽膠套增厚,增加與其他元件擠壓的強度4.機構上設計擋牆,避免擠壓
2.與背板配合過緊造成
1
作業規範
外觀檢查
7
21
背板
承載及固定元件,鎖附模組電子基板/為金屬材質
無法與其他元件組合
組裝困難並嚴重機構干涉
7
1.尺寸不符規格公差2.變形
1
作業規範
外觀檢查
4
28
生鏽
影響外觀及電子基本之運作
4
1.材質非防鏽材質
2
作業規範
外觀檢查
7
56
影響光學規格
影響外觀及電子基本之運作
4
1.變形
3.網點設計失效4.變形
1
作業規範
輝度檢查
3
21
均齊度不足
模組輝度不足未達到需求的光學規格
6
1.油墨比例失調
2.網點設計失效3.變形
1
作業規範
輝度檢查
3
18
局部暗影
發光面產生不均亮現象,發光品味不佳
5
1.印刷面網點不全2.網點設計失效3.變形
1
作業規範
點燈檢查
7
35
局部亮線或亮塊
發光面產生不均亮現象,發光品味不佳
2
作業規範
外觀檢查
3
24
稜鏡片
集光元件/材質高分子聚合物
輝度不足
模組輝度不足未達到需求的光學規格
7
1.稜鏡片角度搭配錯誤
3
作業規範
外觀檢查
1
21
產生干涉條紋(moire)
發光出現干涉條紋影響發光品質
4
1.稜鏡片角度搭配錯誤2.與panel搭配光形不符合
1
作業規範
外觀檢查
7
28
產生mura現象
發光面產生色偏
漏光
光學品味不佳
4
1.元件造成干涉擠壓2.元件變形
3.組立不良
2
各部材尺寸檢查
成品點燈檢查
7
56
亮線
引起發光面不良
6
1.元件造成干涉擠壓
2.元件變形
3.組立不良
1
各部材尺寸檢查
成品點燈檢查
7
42
導光板
將光均勻分佈,為高透明材質
Notebook
中心輝度不足
模組輝度不足未達到需求的光學規格
7
1.油墨比例失調2.入光側拋光度不
偵測性
R
P
N
RECOMMANDED ACTION(S)
RESPONSIBILITY & TARGET COMPLETION DATE
ACTIONS TAKEN
ACTION RESULTS
預防措施
偵測方法
嚴重性
發生性
偵測性
R
P
N
Back light unit
均勻面光源