薄壁铝合金检具加工柔性工装夹具的设计_梁建光
铝合金曲面薄壁件柔性工装夹具的设计探讨
作者: 高伟
作者机构: 新疆威奥科技股份有限公司,新疆克拉玛依市834003
出版物刊名: 科技资讯
页码: 46-46页
年卷期: 2014年 第36期
主题词: 柔性 夹具 设计
摘要:机械设计制造中,对于夹持装置的要求越来越高。
汽车工业中,汽车主模型检具中大量采用铝合金曲面薄壁件,为了更好的生产这些模型,需要设计能够满足这些检具生产需要的柔性工装夹具,该文对这类工装夹具的设计原则进行了简要论述,并对汽车主模型检具引擎盖部位的支撑夹紧装置进行了简单的介绍,希望能促进相关人士的研究。
加工中心技师论文——薄壁件的数控铣削加工及工装设计
文档从网络中收集,已重新整理排版.word版本可编辑.欢迎下载支持.国家职业资格全国统一鉴定加工中心技师论文(国家职业资格二级)论文题目: 薄壁件的数控铣削加工及工装设计姓名:身份证号:准考证号:所在省市:江苏省南京市所在单位:薄壁件的数控铣削加工及工装设计姓名:单位:摘要: 薄壁零件已日益广泛地应用在各工业部门,因为它具有重量轻,节约材料,结构紧凑等特点。
但薄壁零件很难加工,原因是薄壁零件刚性差,强度弱,在加工中极容易变形,使零件的形位误差增大,不易保证零件的加工质量。
但是薄壁零件尺寸较大、加工余量大、相对刚度较低。
在切削力、切削热、切削振颤等因素影响下,易发生加工变形,不易控制加工精度和提高加工效率。
加工变形和加工效率问题已成为薄壁结构加工的重要约束本文就以典型薄壁零件的数控加工进加工分析,解决以上问题为更好的加工薄壁零件提供了好的依据及借鉴。
关键词:薄壁;工装设计;工艺分析;数控编程一、计算机辅助制造计算机辅助制造(computer aided manufacturing)是指在机械制造业中,利用电子数字计算机通过各种数值控制机床和设备,自动完成离散产品的加工、装配、检测和包装等制造过程。
简称CAM。
除CAM的狭义定义外,国际计算机辅助制造组织(CAM-I)关于计算机辅助制造有一个广义的定义:“通过直接的或间接的计算机与企业的物质资源或人力资源的联接界面,把计算机技术有效地应用于企业的管理、控制和加工操作。
”按照这一定义,计算机辅助制造包括企业生产信息管理、计算机辅助设计(CAD)和计算机辅助生产、制造3部分。
计算机辅助生产、制造又包括连续生产过程控制和离散零件自动制造两种计算机控制方式。
这种广义的计算机辅助制造系统又称为整体制造系统(IMS)。
采用计算机辅助制造零件、部件,可改善对产品设计和品种多变的适应能力,提高加工速度和生产自动化水平,缩短加工准备时间,降低生产成本,提高产品质量和批量生产的劳动生产率。
铝合金曲面薄壁件柔性工装夹具的加工性能研究
固有频 率 的 降低 更 有 利 于远 离 刀 具 的频 率 , 从 而 避 免 了共 振 的发生 。
表3 柔性 工装 方案 固有 频 率 表
l 3 3 5 5 0 4 1 5 5 7 6 . 4 7
2 高 , 利 用有 限元进 行 振 动状 态 的预 测 越来 越 成 为铣 削参 数 优化
的 有 力 手 段 。
5
l 1 7 0 5 4 2
8 9 l O
3 3 4 9 . 7 7 3 5 7 5 . 2 3 3 6 7 7 . O 5
“ 塞” 进 去的 , 因此不 可能对 工件有着很 大的支承力 。
表 4 代 木 支承 方 案 固有 频 率 表
阶 数
1
2 基 于 Hy p e r Wo r k s 的 模 态 分 析
・
1 1 8・
组 合 机 床 与 自动 化 加 工 技 术
第 6期
在装 夹 时间上 , 代木 由于 需要 不断 调整 、 粘 结等 ,
用时 1 4 m i n , 而柔 性 夹具 仅需 微 调 高度 , 用时 5 a r i n , 为
固有频率 可 以是 多 阶 的 , 当外 激 频 率 和 固 有 频 率 接
1 0
1 6l O 8 . 1 2
鉴 于铣 削 精 加 工 时 余 量 较 小 , 可 忽 略 加 工 后 表 面的壁 厚差 以及 工件 刚度 的 影 响 , 直 接 使 用 工 件 加 T 后 的几何 尺 寸 建 立 模 型 , 这 样 可 以进 一 步 降低 1 二
适用于薄壁件加工的真空柔性夹具设计制造分析
适用于薄壁件加工的真空柔性夹具设计制造分析摘要:真空夹具在薄壁件加工中的应用十分广泛,由于薄壁件加工的特殊性,因此对夹具也有特殊的要求,其中真空柔性夹具的应用范围最广,也最为适用,可以更好的适用于飞机机身、机翼等蒙皮切边和钻铣。
基于此,本文首先提出真空柔性夹具运行机理和传统柔性夹具的劣势,进而提出真空柔性夹具设计制造方案。
关键词:薄壁件;真空柔性夹具;设计制造;方案引言航空航天领域对生产材料要求特别高,其中薄壁件由于强度大、质量轻等优势,在航空航天领域的应用十分广泛,有效降低了航空器的自身重量,提高了飞行机动性和负载能力,有效延长了飞行器的使用寿命。
从薄壁件自身出发,其结构十分复杂、刚度较低、工艺性差、加工难度大,在铣削过程中容易产生变形、振动。
为了保证薄壁件的加工质量,要有相变材料辅助支撑提升结构刚性,保证加工效率、加工质量。
飞机薄壁件表面上有多个型腔,型腔厚度通常在1mm以内,形态多、尺寸多变、结构复杂。
此类构件不适宜使用传统的真空夹具,而是使用专门的真空柔性夹具。
1.真空柔性夹具相关阐述由于薄壁件腹板厚度非常小,在加工过程中会因为刀具轴向切削作用产生变形情况,所以腹板部位要有真空柔性夹具作为支撑,不仅可以保证夹紧力的均匀性,也可以起到支撑腹板的作用。
真空柔性夹具如图1所示,其工作原理为:无油压供应时,夹具处在打开状态;系统供油之后会抬升活塞,吸盘被柱塞弹簧带动上升到直至接触工件,吸盘传感器接触工件后将信息传递给控制系统停止柱塞弹簧继续上升;上述环节完成之后在油压作用下锥套下降,钢球会对套筒产生径向作用,增加了柱塞夹紧工件的作用力,达到系统设置的夹紧力度后,控制系统传递停止继续增加夹紧力。
真空泵在密封腔中抽取空气实现真空环境,在负压的作用下吸附区域产生夹紧力,将工件紧紧抱住。
在完成加工后,打开闭腔,让密封腔与大气相通,让内部气压和外部平衡,这样真空夹紧力会逐渐松弛,松开工件[1]。
真空柔性夹具在实际应用中适应性强、安装便捷,针对不同工件更换组件,输入工件加工编程程序和传感器对工件实时高度监测,中心控制系统按照编程信息加工,即可无需手动进行吸盘高度调整,可以应对多个规格型腔大小腹板结构,更换真空吸附夹具组件即可加工不同的工件。
优化夹具设计提高薄壁铝筒加工质量
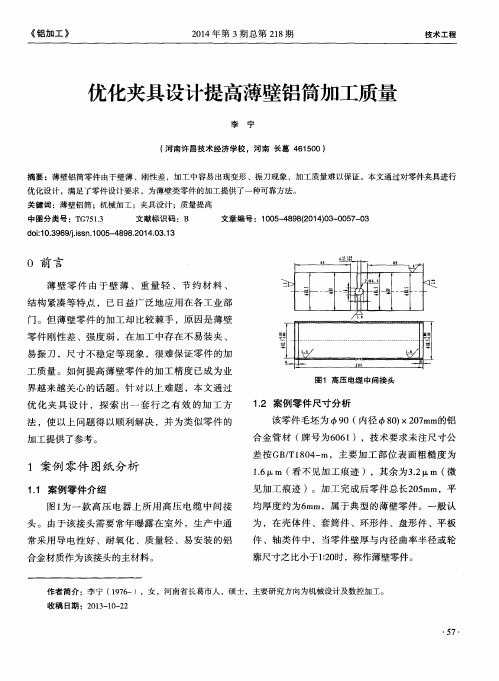
关键词 :薄壁铝 简 ;机械加工 ;夹具设计 ;质量提 高
中图分类号 :T G 7 5 1 - 3 文献标识码 :B 文章编号 :1 0 0 5 — 4 8 9 8 ( 2 O 1 4 ) O 3 一 O O 5 7 一 O 3
和静 态软 化行 为 [ J ] . 中南大 学学 报 (自然科学 版 ),
2 0 0 5 ,3 6( 2):1 8 3 — 1 8 7
[ 5 ] 蒋福林 ,张辉. 4 1 0 4 铝合金高温热压缩过程的再结瓢J ] .
材 料 热 处 理 学 报 ,2 0 1 1 , ( 3 2) 3 :: 5 — 5 5
o f Al u mi n i u m A l l o y AA 2 0 2 4 [ J ] . Ma t e r i a l s S c i e n c e a n d
E n g i n e e i r n g A , 1 9 9 0 , 1 2 3( 2 ) : 2 2 9 — 2 3 7
Di f f e r e n t Ho mo g e n i z a t i o n T r e a t me n t s o n t h e Ho t Wo r k a b i l i t y
提高 。
( 3)结 合 5 0 5 2 铝 合 金 流变 应 力 曲线 和 显微 组 织 对 照 分 析 得 出 :单 道 次 动 态 软 化 和 双 道 次 静 态
作者简介 :李 宁 ( 1 9 7 6 一),女 ,河南省长葛市人 ,硕士 ,主要研究方 向为机械设计及数控加工 。
收 稿 日期 :2 0 1 3 — 1 0 — 2 2
薄壁件三维柔性夹持工装平台设计及FEM分析
薄壁件三维柔性夹持工装平台设计及FEM分析张丽; 郭巧荣【期刊名称】《《中国民航大学学报》》【年(卷),期】2019(037)005【总页数】4页(P51-54)【关键词】薄壁曲面零件; 柔性夹持; 自由振动; 有限元分析; 飞机装配【作者】张丽; 郭巧荣【作者单位】中国民航大学法学院天津 300300; 中国民航大学航空工程学院天津 300300【正文语种】中文【中图分类】V262.4+2; TB332传统飞机装配是基于模拟量传递的刚性装配方式,而现代飞机装配已发展成为全三维数字化的柔性装配模式[1],其中曲面薄壁零件的柔性装配定位问题受到了越来越多的关注[2-3]。
目前,航空工业发达国家已在翼梁和机身、机身壁板集成、升降舵柔性装配、柔性机翼壁板装配以及机器人柔性装配等方面[4-7]实现自动化。
国内飞机装配常采用传统方法或根据使用经验来设计制造,对柔性工装问题涉及较少。
于金等[8]对薄壁件多点柔性加工变形问题进行了分析,采用有限元方法获得了试验较难测量的物理力学参数。
张远远等[9]运用多点技术原理设计了某机型襟翼部件多点支撑定位系统。
在测量技术方面,零件的定位测量装备已应用于飞机结构几何尺寸和位置的测量。
同时,在飞机部件数字化预装配方面,柔性装配的装配顺序、路径优化以及容差分配等问题得到了广泛的关注和研究[10-13]。
在柔性工装系统的研发和应用方面,国内相关研究工作仍停留在应用研究和实验层面,相比发达国家已在飞机生产和新型飞机研制过程中大量应用,差距明显。
虽然已有少量研究对柔性工装进行了改进设计,但成本较高,且没有进行详细的力学响应分析,不能直接用于飞机制造。
夹持定位系统是柔性工装系统的重要组成部分。
研究柔性工装系统中装配元件成本的降低、装配元件操作的简化,可为面向空间曲面薄壁件的柔性工装系统及其应用提供理论参考。
民用飞机机翼与机身薄壁件具有结构尺寸大、易变形的特点,其装配技术一直是机体制造的关键。
铝合金薄壁件加工夹具[实用新型专利]
![铝合金薄壁件加工夹具[实用新型专利]](https://img.taocdn.com/s3/m/cb344db3be23482fb5da4cd0.png)
专利名称:铝合金薄壁件加工夹具专利类型:实用新型专利
发明人:余利平
申请号:CN201721248107.3申请日:20170926
公开号:CN207358621U
公开日:
20180515
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种铝合金薄壁件加工夹具,包括工作台,所述工作台表面固定连接有正方形的装夹台,装夹台上沿装夹台边缘设有数个均匀分布的调节螺杆,每个调节螺杆上套接有压紧板和与调节螺杆螺纹配合的锁紧螺母,所述压紧板底面覆盖有一层保护层,所述装夹台中心处开有环形的嵌入槽,嵌入槽内嵌有与其匹配的固定环和顶环,所述固定环外壁上均匀设有数个限位块,所述装夹台表面嵌入槽的四周外壁处开有与限位块对应匹配的台阶孔。
本实用新型既能对板状的铝合金薄壁件进行夹持,又能对环状的铝合金薄壁件进行夹持,且装夹效率高,装夹稳定。
申请人:成都金雨跃机械有限公司
地址:610000 四川省成都市高新区玉林八期B组1-3幢9号
国籍:CN
代理机构:成都科奥专利事务所(普通合伙)
代理人:李志清
更多信息请下载全文后查看。
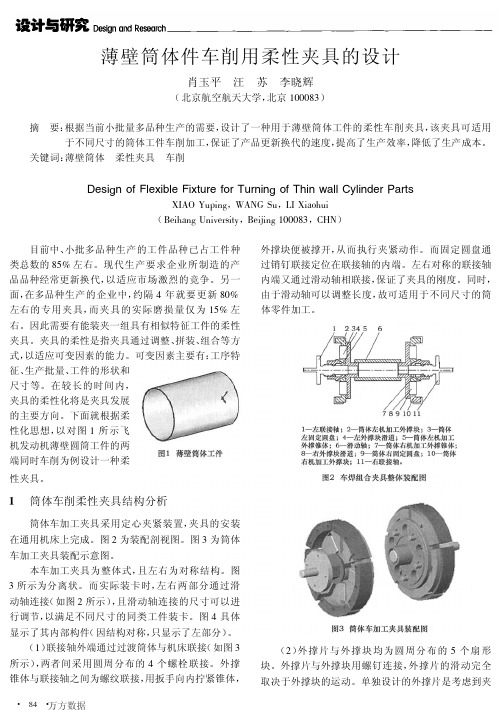
薄壁筒体件车削用柔性夹具的设计
《 机床备件手册》 铁维麟
马慧 + $%%%
定价: &’", (( 元
并附有零配件简图, 标有装置部位和传动系统图 本手册共收集了 &( 大类 &%$ 个系列 &!- 种机型机床备件, 等, 内容较为广泛、 新颖和实用。可供机床备件制造、 供应单位及企业机床维修人员选购机床备件使用。本手册 是机床维修人员、 设备管理人员及机床备件供应人员不可缺少的工具书。 来款请寄北京市朝阳区东直门外望京路 % 号, 邮编: &((&(’ , 机床杂志社收。
万方数据
・# !" ・
薄壁筒体件车削用柔性夹具的设计
作者: 作者单位: 刊名: 英文刊名: 年,卷(期): 被引用次数: 肖玉平, 汪苏, 李晓辉, XIAO Yuping, WANG Su, LI Xiaohui 北京航空航天大学,北京,100083 制造技术与机床 MANUFACTURING TECHNOLOGY & MACHINE TOOL 2005(外撑锥体与外 撑块间为锥度配合。拧动锥体, 使其沿联接轴轴向运 动, 将外撑块向外涨开, 与此同时, 外撑片向外涨开, 直 至与筒体内壁相接触将其夹紧。此夹紧机构的原型为 斜楔夹紧机构, 利用外撑锥体锥面移动时产生的力夹 紧工件。由于设计为圆周分布的 " 个扇形块, " 个方 向的外撑为同轴、 等速进行的, 即同时实现了对工件的 定心, 所以此夹紧机构称为斜楔式定心夹紧机构。 具体的安装步骤如下: (& ) 将筒体机加工夹具的一端通过三爪卡盘安装 在通用机床主轴端; (’) 将筒体工件套入, 适当调整滑动轴的长度, 并 用顶尖支撑夹具的另一端; ($) 用扳手向内拧动外撑锥体, 直至与筒体内壁 紧密接触。左右夹具体最好同步拧紧。如果难以保证 同步, 则应尽量左右交替进行, 以防止因受力不均产生 变形。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
F
P
A
FP
A B
ι μι=2ι μι=ι
B
(a)一端固定另一端自由: μ=2.0 FP
A
(b)两端铰支: μ=1.0
F P
A
μι=0.7ι μι=0.5ι
B
B
(c)一端固定一端铰支:
(d)两端固定:
μ=0.7
μ=0.5
图6 压杆的约束情况与长度系数的关系
当作用于压杆的轴向力 P 达到临界值 Plj 时, 压杆就会失稳,但是出于安全考虑,还需要有一
综合以上要求,设计四种规格的柔性夹具,每 种规格的夹具可调节范围由套筒高度所决定,若规 格一的套筒高度设为 h,理想的情况是升降柱完全 在套筒内时为夹具最低点,升降柱刚刚脱离套筒时 为夹具最高点,则四种规格的柔性夹具理想情况 下的高度范围应是 [h, 2h],[2h, 4h],[4h, 8h],[8h, 16h]。但是由于升降柱不可能完全脱离套筒,于是 可调节的有效高度差应小于套筒距离。在这里,设 升降柱在套筒内的最小余量为 10mm,即可调节 高度范围为 [h, 2h-10],[2h-10, 4h-30],[4h-30, 8h70],[8h-70, 16h-150]。为了保证支承高度的连续性, 每种规格之间设定 10mm 的重合区间,在此重合 区间内的支承点,尽量使用高一级规格的夹具进行 支承以保证支承稳定性,则柔性夹具可调节高度范 围变成 [h, 2h-10],[2h-20, 4h-50],[4h-60, 8h-130], [8h-140, 16h-270]。最后,将吸盘高度等其他不可 调节高度统记为 a,则四种规格的柔性夹具支承高 度 范 围 为 [h+a, (2h-10)+a],[(2h-20)+a, (4h-50)+a], [(4h-60)+a, (8h-130)+a],[(8h-140)+a, (16h-270)
图5 支承模块和滑动示意图
2 柔性工装夹具支承稳定性研究
柔性夹具在支承过程中会受到轴向的铣削力, 这时可以将柔性夹具中的升降柱看作压杆。由于 不同薄壁件的支承点高度范围不同,即使是同一 工件,不同支承点处的高度也有很大差别,如图 1 汽车主模型引擎盖薄壁件所示,引擎盖前端与后 端支承点的高度就相差约 280mm 之多,而支撑杆 的直径又只有 20~30mm,这样一来,支撑杆成了 细长杆(d/h < 1/10),支承的稳定性得不到保证。 因此需要设计不同高度规格的柔性夹具系列,以 满足不同高度的支承需求。首先需要求出满足支 承稳定性杆件的许用长度。
其中,升降杆的高度需小于 473mm,即:
8h-140 ≤ 473mm
(7)
【下转第135页】
参考文献:
[1] 宋广礼. 电脑横机实用手册[M]. 北京: 中国纺织出版社, 2010.
[2] 景建桥, 马晓建. 横机三角动力学特性分析及优化设计 [J]. 针织工业, 2006, 206(03): 15-18.
[6] 余剑, 陈莉. 电脑横机编织效率的影响因素[J]. 毛纺科
技, 2011, 39(04): 39-41. [7] 谢焕, 朱文俊. 电脑横机三角系统的调试及故障分析[J].
上海毛麻科技, 2011, 86(03): 6-9. [8] 李日东, 杨柳. 国产电脑横机编织过程及常见故障分析
[J]. 纺织导报, 2009, 783(02): 68-71. [9] 雷杰, 朱文俊, 臧衍乐. 国产电脑横机选针过程分析及常
图4 顶珠示意图
夹紧结构:由升降柱顶部的真空吸盘(如图 5 所示)和真空泵组成。真空吸盘应具有足够的柔度 和贴合度,才能满足工件表面的吸附要求。真空 泵的选取要使得吸盘对工件有足够的吸附力,以 减小加工过程中由振动或翘曲引起的变形。
ืইዹ அజ ༫ཤ ༫ཤፗ
থӱ3 ࣂ3
থӱ2
ࣂ2
ࣂࡆ3
(6)
对 于 本 文 中 的 柔 性 工 装 夹 具, 将 其 简 化 为 直 径 为 16mm 的 压 杆, 轴 向 力 P 为 最 大 铣 削 力 600N[8]。 铝 合 金 弹 性 模 量 E=68GPa, 查 手 册 得 μ=2, nw=3。将以上条件代入式 (5) 中,求得 l 最大 值为 473mm。即升降柱的长度应小于 473mm 才能 保证支撑过程中的稳定性要求。由于引擎盖最高 与最低加工点的差距为 280mm,因此柔性夹具能 支撑的最大最小距离应至少间隔 280mm 以上。
收稿日期:2012-05-23 基金项目:江苏省科技成果转换专项基金(BA2009109) 作者简介:梁建光(1986-),男,广西桂平人,硕士研究生,研究方向为材料加工。
【108】 第34卷 第11期 2012-11(上)
大于 10.5mm。
ဌಎ ۥዩ ߾ॲ
S21/6
1.工件 2.真空吸附夹具 3.底板 4.真空泵 5.导轨 6.液压控制箱 图2 柔性工装系统整体构思图和实物照片
2! 3!
4
!
1.真空吸盘 2.顶珠 3.真空接口 图3 柔性工装夹具结构示意图
顶珠材料为 LY12 铝合金,通过 502 胶水粘在 吸盘内部。顶珠上部为球头形,下部为柱形,方 便加工时的夹持。吸盘与顶珠的设计在铣削加工 中起到支承和减振的作用。
顶珠顶部的球头结构同曲面薄壁件表面始终 为点接触,可以很好的适应各种曲面结构。但并 不是所有曲率的曲面都可以吸附,对于曲率还是 有一定的要求。如图 4 所示,理想情况下,假设 工件表面无限光滑,吸盘与顶珠能够吸住工件的 最小半径为 10.5mm,但实际上由于工件表面存在 粗糙度等因素,满足工件正常吸附的最小半径将
[3] 宋广礼. 成形针织产品设计与生产[M]. 北京: 中国纺织 出版社, 2006.
[4] 杨荣贤. 横机羊毛衫生产工艺设计[M]. 北京: 中国纺织 出版社, 2008.
[5] MAYER K. Textile maschinen fabrik GmbH. Rising above the conventional[J]. Kettenwirk Praxis, 2003 (3):3-5.
不同刚性支承条件下的压杆,由静力学平衡 方法得到的平衡微分方程和边界条件都可能各不 相同,确定临界载荷的表达式亦因此而异,但基 本分析方法和分析过程却是相同的。
对 于 细 长 杆, 这 些 公 式 可 以 写 成 通 用 形 式, 称为欧拉公式 [6]:
(1)
第34卷 第11期 2012-11(上) 【109】
其中,μl 为不同压杆屈曲后挠曲线上正弦半 波的长度,称为有效长度;μ 为反映不同支承影响 的系数,称为长度系数,可由屈曲后的正弦半波 长度与两端铰支压杆初始屈曲时的正弦半波长度 的比值确定。
长 细 比 又 称 柔 度 (Compliance), 用 λ 表 示。 长细比是综合反映压杆长度、约束条件、截面尺 寸和截面形状对压杆分叉载荷影响的量,由(2) 式确定:
国外波音公司及空客公司在加工大型薄壁覆 盖件时用到了柔性度极高的多点夹具,如西班牙 的 TORRESMILL 和 TORRESTOOL、美国的 CAN 系统 [4,5]。本文借鉴国内外相关研究结果,旨在开 发出一套能适用于检具制造精度要求的柔性夹具 系统。
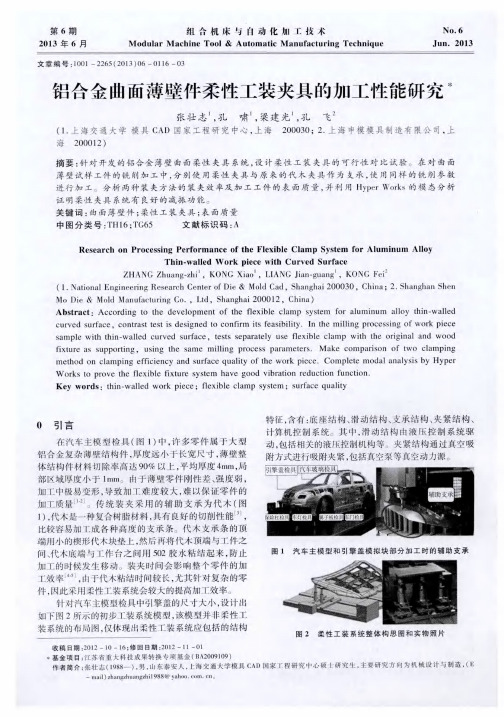
图1 汽车主模型和引擎盖部分加工时的辅助支承
ᆅয়߃ॠਏ ഛכի૱ॠਏ
ԍ၃ߘॠਏ ڨכॠਏ ᅵጱӱॠਏ כோॠਏ
脂材料,具有良好的切削性能 [3],比较容易加工 成各种高度的支承条。代木支承条的顶端用小的 楔形代木块垫上,然后再将代木顶端与工件之间、 代木底端与工作台之间用 502 胶水粘结起来,防 止加工的时候发生移动。
然而代木支承存在以下弊端:生产准备时间 长;支承位置凭经验确定,疏密不一,无法控制 精度;刚性较差,支承稳定性不够;大部分代木 与工件的接触方式为线接触,且接触位置为工件 外缘曲边上,支承效果不理想;借助 502 胶水来 固定代木,加工后需要用有机溶剂丙酮清洗,长 期吸入丙酮对工人的健康不利。
应用中的计算机控制系统部分。
关键词: 汽车主模型检具;曲面薄壁件;柔性工装夹具;代木
中图分类号:U466
文献标识码:A 文章编号:1009-0134(2012)11(上)-0108-03
Doi: 10.3969/j.issn.1009-0134.2012.11(上).31
0 引言
在汽车主模型检具(如图 1 所示)中,许多零 件属于大型铝合金复杂薄壁结构件,厚度远小于 长宽尺寸,薄壁整体结构件材料切除率高达 90% 以上,平均厚度 4mm,局部区域厚度小于 1mm。 由于薄壁零件刚性差、强度弱,加工中极易变形, 导致加工难度较大,难以保证零件的加工质量 。 [1,2]
(1.上海交通大学,上海 200030;2.上海申模模具制造有限公司,上海 201203)
摘 要: 本文根据汽车主模型检具曲面薄壁件在铣削加工中的工装特点,结合工装夹具的理论和柔性夹
具的设计要求,设计了用于不同尺寸,不同曲率薄壁件切削加工的柔性工装夹具。阐述了柔性
工装夹具的使用方式,针对杆件的支承稳定性制定了夹具的高度规格。最后介绍了夹具在实际
【110】 第34卷 第11期 2012-11(上)
个安全储备,故许用载荷形式的稳定条件为:
(4)
式中 nw 称为稳定安全系数。一般规定比强度 安全系数要大。在具体计算时,nw 的数值可从有 关设计手册中查阅,结合本文中柔性工装夹具的 情况,取 nw=4。
根据式 (1) 和式 (4) 可得:
(5)
其中,根据圆柱惯性矩公式有:
见故障排除[J]. 针织工业, 2010, 261(10): 14-16. [10] 鲁 献 荣 , 徐 斌 . 横 机 磨 针 三 角 装 置 [ P ] . 中 国 专 利 :
CN201942849U, 2011-08-24. [11] 王红凯. 基于ARM的嵌入式横机硬件系统设计[J]. 制