3 焊接监控记录表
焊接作业安全点检记录表

气瓶附件不全、漏气
28
氧气瓶、乙炔瓶平放卧倒
29
气瓶无防震圈和防护帽
30
氧气瓶、乙炔瓶曝晒
31
氧气、乙炔气管混用
32
用锤子、凿子、管钳等开启瓶阀
33
瓶阀和减压阀冻结时用火烤法解冻
34
点燃和关闭焊(割)炬时氧气、乙炔阀开关程序颠倒
35
作业后未卸下减压器拧上安全帽
36
焊接作业和油漆、防水交叉作业
37
8
二次线泡在水中,并被物料压在下方
焊割时未配备灭火设备
10
焊接时未有监护(看火)人员,焊渣阴燃引起明火
11
焊把线或气焊软管从有易燃易爆物品场所穿过
12
焊把线与气焊软管放在一起
13
高处焊接作业无接盘措施,下方洞口未封闭,或未清理周围易燃物
14
电焊工未穿绝缘鞋戴绝缘手套
15
电焊工未使用防护面罩
16
室外焊机未搭设防雨、防砸棚
非焊工操作
焊接作业安全点检记录表
编号
检查内容
标准要求
存在问题
整改措施
备注
1
焊接作业
电焊施工火花四溅
2
电焊机未单独设开关和漏电保护装置,外壳未做保护接零
3
电焊机一次线长度大于5米,二次线长度大于30米,两侧接线未压牢
4
电焊机未安防护罩
5
电焊机周围堆放易燃易爆品和其他杂物
6
电焊机的焊钳和焊把线有破损或绝缘不好
7
焊把线与回路零线没有双线到位,借用金属管道、脚手架、轨道等作回路
17
雨天露天施焊
18
清除焊渣时,面对焊缝清理
19
焊接参数记录表

车间/班组:生产日期:表格编号:
序号
产品
项目
产品焊合号
生产
数量
设备
编号
焊接
电流
焊接
时间
预热电流
预热时间
气压(Mpa)
预压
时间
加压
时间
操作人
备注
1
2
3
4
5
6
7
8
9
10
11
12
注:
3.相关参数如实填写,没有相关参数的打“/”;
4.实际生产参数与作业指导书不符或者其他异常要在备注栏内加以备注。
焊接参数检查记录表(点焊机)
车间/班组:生产日期:表格编号:
序号
产品
项目
产品焊合号
生产
数量
设备
编号
焊接
电流
焊接
时间
气压(Mpa)
预压
时间
加压
时间
维持
时间
休止
时间
操作人
备注
1
2
3
4
567ຫໍສະໝຸດ 891011
12
注:
1.相关参数如实填写,没有相关参数的打“/”;
2.实际生产参数与作业指导书不符或者其他异常要在备注栏内加以备注。
焊接质量控制验收记录表
焊接质量控制验收记录表项目信息- 项目名称:- 项目编号:- 项目负责人:- 验收日期:1.验收目的本验收记录表旨在确认焊接工作的质量控制措施是否符合要求,并对焊接质量进行评估和验收。
2.验收内容2.1 焊接工艺文件- 验证焊接工艺文件的正确性和完整性。
- 检查焊接工艺文件是否符合国家和行业标准。
2.2 焊工资质- 验证焊工的证书和技术资质是否合格。
- 检查焊工是否具有相关经验并熟悉所需焊接工艺。
2.3 材料准备- 检查焊接材料的合格证书和原材料质量。
- 验证焊接材料的存放和保管是否符合要求。
2.4 设备和工具- 确认使用的焊接设备和工具是否符合安全和质量要求。
- 验证焊接设备的检定合格证书是否有效。
2.5 焊接过程控制- 观察焊接过程中的操作是否规范,包括焊接流程、焊接参数等。
- 检查焊接过程中的试样或测试记录。
2.6 焊接质量检测- 根据焊接工艺要求进行焊缝外观检查。
- 验证焊缝的尺寸、几何形状和密实性是否符合要求。
3.验收结果3.1 焊接工艺文件- 验证结果:合格/不合格3.2 焊工资质- 验证结果:合格/不合格3.3 材料准备- 验证结果:合格/不合格3.4 设备和工具- 验证结果:合格/不合格3.5 焊接过程控制- 验证结果:合格/不合格3.6 焊接质量检测- 验证结果:合格/不合格4.验收结论根据以上验收结果,确认焊接质量控制是否符合要求,并对整体焊接质量进行评估。
5.验收人员- 验收人员1:- 验收人员2:6.备注(可填写其他备注信息,如存在的问题、改进建议等)以上为焊接质量控制验收记录表的内容,用于记录焊接工作的质量控制情况和评估结果。
请及时填写并保存此记录表,并确保记录的准确性和完整性。
---请注意,该记录表仅供参考和使用,具体内容和要求请根据实际情况进行调整和补充。
焊接作业检查记录表

检查单位
检查负责人检ຫໍສະໝຸດ 人员被检查单位被检查单位负责人
检查时间
年月 日
检查类型
焊接作业安全检查
检查部位
钢筋加工场
序号
检查内容
检查要求
检查结果
符合
不符合及
主要问题
整改
要求
整改
结果
1
防护用品
作业人员作业时是否佩戴绝缘手套、安全帽、绝缘鞋
高处作业是否扎安全带
作业人员作业时是否佩戴面罩、防尘口罩
2
施工环境
高空作业时,焊接工具是否按规定摆放,是否设专人监视
是否在可燃粉尘浓度高的环境下进行焊接作业
施工时,应清除周围的易燃、易爆物品
施工场地是否干净整洁,无潮湿
禁止两台电焊机同时接在一个电源开关上
严禁利用建筑物的金属结构、易燃易爆管道或其它金属物体搭接起来形成焊接回路
电焊机要设单独的开关,开关应放在防雨的闸箱内,拉合时应佩戴手套侧向操作
焊接过程记录与检查表

. . .. . .
焊接过程记录与检查表(环焊缝)
.. .专业. .
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
. . .. . .
焊接过程记录与检查表(角焊缝)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(闪光对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(电阻对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .。
焊接质量检查记录表
焊接质量检查记录表
1. 项目信息
- 日期:[填写日期]
- 项目名称:[填写项目名称]
- 焊工姓名:[填写焊工姓名]
- 焊接工艺:[填写焊接工艺]
- 检查人员:[填写检查人员姓名]
- 焊接材料:[填写焊接材料]
2. 检查内容
2.1 准备工作
- 材料准备:[填写材料准备情况,如焊条、焊丝等]
- 工具准备:[填写工具准备情况,如焊接机、电钳等]
- 环境准备:[填写焊接环境准备情况,如通风、安全措施等]
2.2 焊接过程
- 焊接温度:[填写焊接过程中的温度情况]
- 焊接时间:[填写焊接过程中的时间情况]
- 焊接电流:[填写焊接过程中的电流情况]
- 焊接电压:[填写焊接过程中的电压情况]
- 焊接速度:[填写焊接过程中的速度情况]
2.3 焊缝质量
- 焊缝外观:[填写焊缝外观质量,如焊缝是否饱满、平整等] - 焊缝尺寸:[填写焊缝尺寸情况,如宽度、高度等]
- 焊缝密度:[填写焊缝密度情况,如焊缝内是否有气孔、夹渣等问题]
- 焊缝强度:[填写焊缝强度情况,如焊接的连接强度是否达到要求]
3. 检查结果
- 合格:[填写检查结果是否合格]
- 不合格原因:[填写不合格的具体原因]
- 处理措施:[填写如何处理该焊接不合格情况]
- 备注:[填写其他需要备注的事项,如检查人员的建议、注意事项等]
4. 检查人员签名
- 检查人员:[检查人员姓名]
- 签名:[检查人员签名] - 日期:[填写日期]。
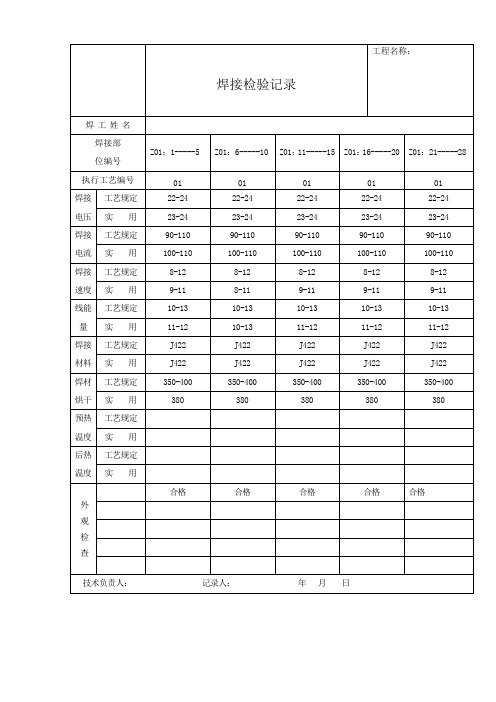
焊接检查记录

平煤建安公司安装处第二项目部
焊 接 检 查 记 录
首山一矿主井井架安装工程 平煤建安公司安装处第二项目部
3
热和焊 接后热处
理情况
序 号
焊接 型 材料 号、 名称 规格
干燥
焊接设 备 使用电流 气候及环境
时
注:1、施焊者的编号必须标志在焊缝两侧。 2、记录人必须是施焊者。
说明:(重要构件的焊缝图示)
检查人:
记录人:
烘 干 记 录
日期 电焊条 数量 烘干温 烘干时 记录人
型号
(kg) 度
间
烘 干 记 录
建设单 位
焊接检查记录
记录日期:
单位 工程 名称
分部工程名称
年月日
分项工 程名称
施工 图号
施工日期
起止
序 号
允许偏 检查项目 差
(MM)
1
各检查点(处、件)偏差值 2 3 4 5 6 7 8 9 10
1
焊 高度 缝 宽度
+2 +3
深度 0.5
连续
2
咬 长度 肉 一条
焊缝
两侧
总长
度
100 10%
焊接前预
焊接检验记录表
电压
工艺规定
22-24
实 用
23-24
焊接
电流
工艺规定
90-110
实 用
100-110
焊接
速度
工艺规定
8-12
实 用
9-11
线能
量
工艺规定
10-13
实 用
11-12
焊接
材料
工艺规定
J422
实 用
J422
焊材烘干
工艺规定
350-400
实 用
380
预热
温度
工艺规定
实 用
后热
温度
工艺规定
实 用
外 观 检 查
焊接检验记录
工程名称:
焊 工 姓 名
焊接部
位编号
Z02:1-----9
Z02:10-----18
执行工艺编号
01
01
焊接
电压
工艺规定
22-24
22-24
实 用
23-24
23-24
焊接
电流
工艺规定
90-110
90-110
实 用
100-110
100-110
焊接
速度
工艺规定
8-12
8-12
实 用
9-11
8-11
焊 工 姓 名
焊接部
位编号
Z01-8:1-----8
执行工艺编号
01
焊接
电压
工艺规定
22-24
实 用
23-24
焊接
电流
工艺规定
90-110
实 用
100-110
焊接
速度
工艺规定