切削力试验与数据处理
切削力实验报告
篇一:007 切削力测量实验报告专业班级姓名学号专业班级姓名学号实验日期实验地点40 号楼一楼实验室成绩实验名称切削力测量实验实验目的本次切削力测量实验的目的在于巩固和深化《机械制造技术基础》课堂所学的有关切削力的理论知识,正确认识切削力直接影响切削热、刀具磨损与使用寿命、加工精度和已加工表面质量等问题。
因此,研究切削力的规律,对于分析切削过程和生产实际是十分重要的。
本次实验在实验老师的指导下,达到如下实验目的:1、了解三向切削力实验的原理和方法;2、进行切削力单因素实验,了解背吃刀量、进给量和切削速度三大切削用量对切削力的影响规律,获得三向切削力实验公式;3、了解在计算机辅助下的、利用三向测力仪进行切削力实验的软、硬件系统构成,以及三向切削测力仪标定的原理和方法。
实验基本原理切削力是机械切削加工中的一个关键因素,它直接影响着机床、夹具等工艺装备的工作状态(功率、变形、振动等),影响着工件的加工精度、生产效率和生产成本等。
切削力的来源有两个:一是切削层金属、切屑和工件表层金属的弹塑性变形所产生的抗力;二是刀具与切屑、工件表面间的摩擦阻力。
影响切削力的因素很多,工件材料、切削用量、刀具几何参数、刀具磨损状况、切削液的种类和性能、刀具材料等都对切削力有较大的影响。
实验基本步骤1、实验指导教师讲解实验的目的和要求;强调实验的纪律、进行安全教育。
2、车床及工件的准备:将圆钢棒材(工件)安装在车床上,利用三爪卡盘和活动顶尖将棒材装夹到位;安装车刀,注意刀尖对准车床的中心高,然后启动车床将工件外圆表面加工平整;3、dj-cl-1 型三向切削力实验系统的准备:1)启动切削力实验程序,在“输入实验编号”栏目内,输入年级、专业、班级、组号、实验次数和主题词等,并点击“确定” ;2)点击“零位调整”软按钮,调出零位调整界面,进行三向零位调整;3)点击“切削力实验方式向导”软按钮,调出切削力实验方式向导界面,进行实验方式选择:选择切削力单因素实验;4、进行不改变进给量及切削速度,只改变背吃刀量单因素切削力实验;5、进行不改变进给量及背吃刀量,只改变切削速度单因素切削力实验;6、进行不改变背吃刀量及切削速度,只改变进给量单因素切削力实验;7、建立单因素切削力实验综合公式,并输出实验报告。
刀具,切削力实验报告
实验目录实验一、车刀角度的测量。
实验二、(1)车削力的测定及经验公式的建立。
(2)用切削力动态测量显示系统和YDC-III89型压电式车削测力仪测量三向车削力。
附录:切削力动态测量显示系统和YDC-III89型压电式车削测力仪使用说明书。
实验注意事项一、实验前,学生必须预习实验指导书和教材(包括课堂笔记)上有关内容。
二、进人实验室要注意安全(女同学带工作帽)。
不得擅自开动机床或搬动其它设备手柄等。
三、使用与操作仪器要细心,损坏者按学校规定进行赔偿。
四、实验做完之后,应及时清理切屑,擦净机床,整理收拾工具仪器等。
五、实验完后应对实验数据进行整理、分析讨论,并认真填写实验报告交教师审阅。
六、实验缺课或不及格者,取消参加考试资格。
实验一车刀角度的测量一、实验目的1.熟悉车刀角度,学会一般车刀角度基准面的确定及角度的测量方法。
2.了解不同参考系内车刀角度的换算方法。
二、实验设备,工具和仪器。
1.车刀量角台(三种型式)。
量角台的构造如图1—1。
(1)台座、(2)立柱、(3)指度片、(4)刻度板、(5)螺钉、(6)夹固螺钉、(7)定位块。
2.各种车刀模型。
A型量γ0 、α0、αo·B型量λs C型量K r、K图1—1车刀量角台三、实验内容车刀标注角度的测量。
用车刀量角台测量外园车刀的γ0 、α0 、λs 、K r、K r·、αo·等角。
(a)量前角:如图1-2,将车刀放置在台座上,调整刻度板4和指度片3使指度片的B边位于车刀主剖面内并与前刀面贴合,则由刻度板上读出γ0。
如果指度片位于横向或纵向剖面,则可测得γf或γp 。
(b)量后角:如图1-3,调整刻度板和指度片使指度片A边位于主剖面内,并与后刀面贴合则由刻度板可测得α0。
同理指度片位于横向或纵向剖面内可测得αf或αp。
调整刻度片位于副剖面内,可测得αo〃。
(c)量刃倾角:如图1-4,调整指度片使之位于切削平面内并使其测量边与主切削刃贴合,则由刻度板读出λs。
金属切削实验技术
•粘贴在被测部位上的是一种特殊应变片,当温度变化时,
产生的附加应变为零或相互抵消,这种应变片称为温度
自补偿应变片。利用这种应变片来实现温度补偿的方法 称为应变片自补偿法。
3)热敏电阻补偿
R5 分流电阻
+
R1+⊿R U R3
0
T
R2 Rt
U0 URt
+
Ui
Rt
R4 U0
-
U = Ui - URt
U0
向不同,可用在多向分力的测量而避免分力的相互干 扰。压电晶体传感器的测力仪性能良好,自振频率可 达3-10kHz,适用于要求严格的科研试验。压电晶体 测力仪用于静态力的测量时,力容易产生另点漂移。
压电晶体测力仪使用性能较好,但价格昂贵,且使用
维护要求严格,因此适合在要求较高的科研试验中使 用。
电阻应变片测力传感器在测力仪中使用广泛、车、
半导体应变片受轴向力作用时, 其电阻相对变化为
d dR R (1 2 )
半导体应变片的电阻率相对变化量与所受的应变力有关:d E
式中: π——半导体材料的压阻系数;
σ——半导体材料的所受应力; E——半导体材料的弹性模量; ε——半导体材料的应变。
目前箔式应变片应用较多。
金属丝式应变片使用最早。金属丝式应变片蠕变较大,
金属丝易脱胶,有逐渐被箔式所取代的趋势。但其价格
便宜,多用于应变、应力的大批量、一次性试验。
当传感器的弹性体很薄、尺寸很小时,采用箔式应变 片会由于基底材料和粘结剂的存在而对传感器特性产生 不利影响,可采用薄膜式应变片。
测平均切削力,实际已经被淘汰。电容和电感测力仪 虽可用于测量切削力的瞬时变化值,但由于结构限制,
切削力实验
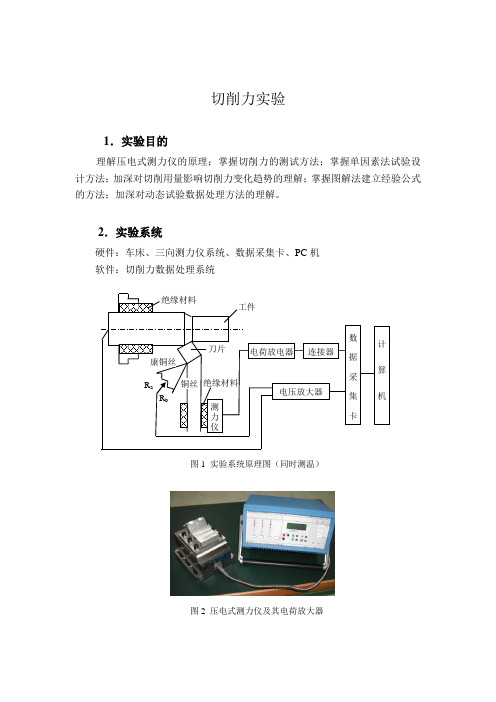
切削力实验
1.实验目的
理解压电式测力仪的原理;掌握切削力的测试方法;掌握单因素法试验设计方法;加深对切削用量影响切削力变化趋势的理解;掌握图解法建立经验公式的方法;加深对动态试验数据处理方法的理解。
2.实验系统
硬件:车床、三向测力仪系统、数据采集卡、PC 机 软件:切削力数据处理系统
图1 实验系统原理图(同时测温)
图2 压电式测力仪及其电荷放大器
图3 信号流程
3.实验过程
1)实验条件范围,准备工件、刀具; 2)单因素法设计实验; 3)实验测试系统,调试;
4)条件下进行切削加工,记录实验数据;
5)数据,获得切削条件与切削力之间的对应数据表; 6)作图法,求切削力经验公式;
7)经验公式分析切削用量对切削力影响的趋势; 8)实验报告。
图4 条件设置界面
图5 三向切削力记录界面(实时改变切削用量)。
车削加工切削力测量实验报告书(附指导书)
车削加工切削力测量实验报告书学号姓名小组时间成绩上海大学生产工程实验中心2014-11一.实验概述切削过程中,会产生一系列物理现象,如切削变形、切削力、切削热与切削温度、刀具磨损等。
对切削加工过程中的切削力、切削温度进行实时测量,是研究切削机理的基本实验手段和主要研究方法。
通过对实测的切削力、进行分析处理,可以推断切削过程中的切削变形、刀具磨损、工件表面质量的变化机理。
在此基础上,可进一步为切削用量优化,提高零件加工精度等提供实验数据支持。
通过本实验可使同学熟悉制造技术工程中的基础实验技术和方法,理解设计手册中的设计参数的来由,在处理实际工程问题中能合理应用经验数据。
二.实验目的与要求1. 掌握车削用量υc 、f 、a p ,对切削力及变形的影响。
2. 了解刀具角度对切削力及变形的影响。
3. 理解切削力测量方法的基本原理、了解所使用的设备和仪器。
4. 理解切削力经验公式推导的基本方法,掌握实验数据处理方法。
三.实验系统组成实验系统由下列设备仪器组成 1、微型数控车床KC0628S 2、车床测力刀架系统(图1),包括 (1)车削测力刀架 (2)动态应变仪 (3)USB 数据采集卡 (4)台式计算机USB 线图1四、实验数据记录与数据处理1. 切削力测量记录表12. 请按指数规律拟合主切削力或背刀力和切削深度、进给量的关系,建立切削力的经验公式。
答:(请将数据处理过程写于此处)附录:车削加工切削力测量实验指导书一. 实验概述切削过程中,会产生一系列物理现象,如切削变形、切削力、切削热与切削温度、刀具磨损等。
对切削加工过程中的切削力、切削温度进行实时测量,是研究切削机理的基本实验手段和主要研究方法。
通过对实测的切削力、进行分析处理,可以推断切削过程中的切削变形、刀具磨损、工件表面质量的变化机理。
在此基础上,可进一步为切削用量优化,提高零件加工精度等提供实验数据支持。
通过本实验可使同学熟悉制造技术工程中的基础实验技术和方法,理解设计手册中的设计参数的来由,在处理实际工程问题中能合理应用经验数据。
切削实验中的数据采集

本科毕业设计(论文)题目:切削加工过程参数测量与数据处理学院机械与汽车工程学院专业机械工程及其自动化学生姓名李秦指导教师全燕鸣提交日期2012年 6 月 6 日摘要本文通过干切削试验,对6Ni3Al和10Ni3Al刀具切削奥氏体不锈钢时的切削性能进行了研究,希望对今后研究新型硬质合金材料的改性、增强材料的性能、扩大材料的范围方面具有实际应用价值。
同时还对加工时切削参数对刀具切削力及磨损的影响做出了研究,从而对新型刀具加工切削奥氏体不锈钢类难加工材料切削参数的选择提出参考。
通过正交切削试验对硬质刀具6Ni3Al,10Ni3Al切削奥氏体不锈钢时对照YG8刀具的切削力进行研究,得出不同切削速度,三种刀具性能的差异通过对新型硬质合金刀具切削奥氏体不锈钢时的刀具磨损面宏观形态进行研究,发现在刀具允许的切削参数范围内,选择切削速度参数改变,刀具的破损有所改变,其中破损失效最严重的的切削速度为150m/min,切削韧性最差的刀具为10Ni3Al通过单因素切削试验对硬质合金刀具切削奥氏体不锈钢时比对YG8的刀具磨损进行研究,实验结论发现新材料刀具的主要磨损形式为刀尖处破损以及刀刃崩裂;切削速度对刀尖处磨损量的影响较显著,应力性的刀具损坏是刀具失效的主要原因;相较同样的切削条件,YG8的磨损形式则主要为前刀面和后刀面的磨损,磨粒磨损、粘结磨损和氧化磨损是刀具的主要磨损机制;新型硬质合金刀具在高速下切削时切深处的沟槽磨损造成刀具破损;另外试验中根据观察前后刀面的磨损状况得出新型刀具的抗磨损性能要优于YG8的结论。
论文还包含了对改进试验用原型刀具的新刀具设计,设计包括对照国家标准重新设计刀片,刀柄几何参数,针对新型材料刀具在实验中的切削性能对刀具的参数选用进行优化,比如优化设计断屑槽和夹紧装置。
关键词:新型硬质合金刀具,切削实验,切削力在线测量,可转位刀具设计AbstractCutting austenitic stainless steel 6Ni3Al and 10Ni3Al tool cutting performance dry cutting tests, I hopeThe study of new carbide material modification in the future, enhance the performance of materials, to expand the scope of the material of practical value. Also on the cutting parameters when machining tool cutting force and wear, the choice of new cutting tool machining austenitic stainless steel class difficult to machine materials cutting parameters reference.Orthogonal cutting tests hard tool 6Ni3Al, 10Ni3Al cutting austenitic stainless steel control YG8 tool cutting force to study and arrive at different cutting speeds, the differences of the three kinds of tool performance through new types of carbide cutting tools cutting austenitic macro tool wear and surface morphology of stainless steel found in the cutting within the parameters allowed by the tool, select the cutting speed parameter change, tool breakage change, which damaged the failure of the most severe cutting speed of 150m/min, cutting toughness worst tool for cutting test by the single factor of carbide cutting tools in 10Ni3Al cutting austenitic stainless steel, than YG8 the tool wear study,The experimental conclusions found that tool wear in the form of new materials is broken and the blade tip at the crack; cutting speed on the tip at the amount of wear than significant stress tool damage is the main reason for tool failure; compared with the same cutting conditions of YG8 form of wear is mainly the rake face and flank wear, abrasive wear, adhesive wear and oxidative wear is the main tool wear mechanism; new carbide cutting tools in high speed cutting, cut a deep ditch groove wear and tear caused by tool breakage;Come to the conclusion of new cutting tool wear resistance superior to YG8 another test according to flank wear before and after the observed position.The paper also includes a new tool designed to improve the production prototype tool, the design including control re-design of the blade, hilt geometric parameters for new material tool cutting performance in the experiment to optimize the selection of the tool parameters, such as to optimize the design of national standards chipbreaker and clamping device.Keywords: new carbide cutting tools, cutting tests, cutting force-line measurement, indexable tool design目录摘要 (II)Abstract (III)第一章绪论 (1)1.1引言 (1)1.2切削力测量的研究现状和发展趋势 (2)1.4 高速干切削 (3)1.4.1高速切削技术 (3)1.4.2干式切削技术 (4)1干式切削技术的的基本原理和特点 (4)2干切削刀具材料及其合理选择 (4)1.5本课题研究的目的意义及主要内容 (4)本章小结 (5)第二章实验基本理论基础,内容,方法 (6)2.1 实验过程中的切削力 (6)2.1 .1切削力的来源、合力及其分力 (6)2.1.2 各分力的作用和测量切削力的方法 (7)2.1.3 影响切削力的因素 (8)2.3 刀具磨损 (9)本章小结 (11)第三章硬质合金刀具的切削实验原理和设备 (12)3.1实验目的 (12)3.2实验条件 (12)3.2.1数控机床参数 (12)3.2.2不锈钢工件材料的加工性 (13)3.3车削刀具材料及新型硬质合金材料技术 (14)3.3.1 硬质合金刀具 (14)3.3.2 Ni3AI用作硬质合金粘结剂 (15)3.4原型刀具的设计 (15)3.4.1刀具材料性能和尺寸 (15)3.4.2 切削用量的选择 (17)3.5 实验采集装置 (17)本章总结 (20)第四章实验的设计、过程、结果分析 (21)4.1实验设计 (21)4.2 实验数据处理和实验结果分析 (21)4.2.1实验内容 (21)4.2.2 实验数据 (22)本章小结 (31)本章主要介绍切削力试验的具体步骤和实验设计正交试验的方法,最后根据实验得出的数据,进行处理,对处理的数据进行分析比对得出切削性能的结论。
实验二-切削力实验

实验二 切削力实验一、实验目的和要求1. 了解切削测力仪的工作原理和测力方法和实验系统;2. 掌握背吃刀量sp a 进给量f 和切削速度c v 对切削力的影响规律;3. 通过实验数据的处理,建立切削力的经验公式。
二、实验及标定原理三向切削力的检测原理,是使用三向车削测力传感器检测三向应变,三向应变作为模拟信号,输出到切削力实验仪器内进行高倍率放大,再经A/D 板又一次放大之后,转换为数字量送入计算机的。
测力系统首先应该通过三向电标定,以确定各通道的增益倍数。
然后,再通过机械标定,确定测力传感器某一方向加载力值与三个测力方向响应的线性关系。
经过这两次标定,形成一个稳定的检测系统之后,才能进行切削力实验。
测量切削力的主要工具是测力仪,测力仪的种类很多。
有机械测力仪、油压测力仪和电测力仪。
机械和油压测力仪比较稳定、耐用。
而电测力仪的测量精度和灵敏度较高。
电测力仪根据其使用的传感器不同,又可分为电容式、电感式、压电式、电阻式和电磁式等。
目前电阻式和压电式用得最多。
图1 由应变片组成的电桥电阻式测力仪的工作原理:在测力仪的弹性元件上粘贴具有一定电阻值的电阻应变片,然后将电阻应变片联接电桥。
设电桥各臂的电阻分别是R 1、R 2、R 3和R 4,如果R 1/R 2=R 3/R 4,则电桥平衡,即2、4两点间的电位差为零,即应变电压输出为零。
在切削力的作用下,电阻应变片随着弹性元件发生弹性变形,从而改变它们的电阻。
如图1所示。
电阻应变片R 1和R 4在弹性张力作用下,其长度增大,截面积缩小,于是电阻增大。
R 2和R 3在弹性压力作用下,其长度缩短,截面积加大,于是电阻减小,电桥的平衡条件受到破坏。
2、4两点间产生电位差,输出应变电压。
通过高精度线性放大区将输出电压放大,并显示和记录下来。
输出应变电压与切削力的大小成正比,经过标定,可以得到输出应变电压和切削力之间的线性关系曲线(即标定曲线)。
测力时,只要知道输出应变电压,便能从标定曲线上查出切削力的数值。
切削力监测与分析方法在金属切削中的应用
切削力监测与分析方法在金属切削中的应用随着工业化的发展,金属切削在许多制造业中扮演着重要的角色。
为了提高生产效率、降低成本和改进产品质量,切削力监测与分析方法在金属切削中得到了广泛的应用。
本文将介绍切削力监测与分析方法的原理和应用,并讨论其在金属切削中的重要作用。
首先,切削力可以被看作是切削过程中所施加在切削刀具上的外部力。
通过监测和分析切削力,可以获得关键的切削参数,如切削力的大小、方向和变化率。
这些参数对于评估切削过程的稳定性、刀具磨损情况和工件表面质量具有重要的意义。
切削力的监测方法可以分为直接方法和间接方法。
直接方法是通过在切削刀具或工件上安装力传感器来直接测量切削力的大小和方向。
这些传感器通常是应变式传感器或压电传感器。
间接方法则是通过测量切削过程中其他相关参数的变化来推断切削力的大小和方向。
例如,通过测量主轴电流、功率和振动等参数的变化来估计切削力的大小和变化情况。
切削力的分析方法有多种,常见的方法包括时间域分析、频域分析和小波分析等。
时间域分析是指对切削力信号进行时间序列分析,如平均值、方差和波形等。
频域分析则是将切削力信号转换到频率域进行分析,如傅里叶变换、功率谱密度和相关频谱等。
小波分析是一种时频分析方法,可以同时获得切削力的时域和频域信息,有助于对切削过程中的异常情况进行检测和诊断。
在金属切削中,切削力的监测与分析对于优化切削参数、提高切削效率和延长刀具寿命具有重要的作用。
首先,通过监测和分析切削力,可以评估切削过程的稳定性和质量。
如果切削力超过一定的阈值,可能会导致刀具振动、加工精度下降和工件表面质量不良。
因此,及时调整切削参数可以减小切削力,提高切削质量。
其次,切削力的监测与分析可以帮助诊断刀具磨损情况。
切削力与刀具磨损之间存在一定的关系,通过监测和分析切削力的变化,可以判断刀具磨损的程度和位置。
这对于刀具的更换和维护具有重要的指导意义,可以避免因过度磨损而导致刀具断裂和加工质量下降。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
切削力试验与数据处理
[摘要] 在切削过程中,切削力直接决定着切削热的产生,并影响刀具磨损、破损、使用寿命、加工精度和已加工表面质量。
在生产中,切削力又是计算切削功率,制定切削用量,监控切削状态,设计和使用机床、刀具、夹具的必要依据。
因此,研究切削力的规律和计算方法,将有助于分析切削机理,并对生产实际有重要实用意义。
切削力的来源有两方面:一是切削层金属、切屑和工件表面层金属的弹性变形、塑性变形所产生的抗力;二是刀具与切屑、工件表面间的摩擦阻力。
[关键词] 切削力刀具磨损切削功率摩擦阻力
一、引言
常见的切削力研究方法有两大类:理论分析与试验测量方法。
理论分析切削力能相当充分反映切削过程,多年来,国内外学者对计算切削力的理论分析公式作了大量工作,大多切削力理论公式考虑到了刀具材料、工件材料、切削用量、刀具几何参数等影响因素[1],却没有考虑到副切削刃及刀尖圆弧半径等的影响,因此,迄今为止还不能说己经得出了与实验结果相吻合的切削力理论分析公式。
通过切削实验,由测力仪可以测得具体切削条件下的切削力。
但由于切削过程非常复杂,影响因素很多,不可能对各种影响因素都进行试验研究。
因此,对切削力的研究应采取理论分析与试验研究相结合的研究方法。
切削力实验是《机械制造技术基础》课程的一个基础实验,通过实验可以验证切削力的基础理论,了解测量三向切削力的基本方法和计算机辅助实验系统的基本构成,了解应变式三向测力传感器的原理和结构。
在完成切削力实验的过程中,可以求出切削用量对三向切削力的影响规律,可以学习和掌握计算机辅助实验的方法和技能,认识信息技术在实验中的作用。
本实验的目的是:1.了解切削测力仪的工作原理和测力方法和实验系统;2.掌握背吃刀量进给量和切削速度对切削力的影响规律;3.通过实验数据的处理,建立切削力的经验公式。
所采用的实验方法是单因素法和正交法。
在实验之前已经对测力系统进行了三通道增益标定、机械标定。
实验过程中还需经常进行三通道零位调整,之后再通过数字显示观察输出情况,若输出稳定就可以进行单因素实验和正交实验。
二、试验设备及试验原理
1.检测三向切削力与标定测力传感器的原理
三向切削力的检测是使用三向车削测力(应变)传感器进行的,其输出的低电压模拟信号经高精度线性放大(放大倍率可达数万倍,没有采用传统的应变仪,有效的简化了调整和操作)后,经A/D板数字化,再送入计算机。
这个测力系
统通过三向电标定和机械标定,可形成一个较高精度的稳定的检测系统。
电标定的作用是确定各向放大倍数,机械标定的作用是确定各向测力传感器输入力值与A/D板三向输出之间的响应关系,获得标定公式,在检测切削力时,利用这个标定公式计算消除向间干扰,获得无干扰的准确度的三向切削力。
在进行机械标定时,必须使用复合国家标准的测力环做基准,才能获得较高的精确度。
2. 切削力实验硬件系统构成
切削力实验硬件系统由重庆迪佳科技有限公司构建,由以下主要器件组成(图1):
图1 切削力实验硬件系统组成简图
安装在车床横拖板上的三向车削测力传感器,三向测力(应变)传感器由北京航空航天大学配套,能够与重庆迪佳科技有限公司生产的高精度线形放大器匹配的北京航空航天大学可提供的传感器有:
1)SDC-L3M型应变式三向车削测力传感器,垂向Fz量程3000N,轴向Fy 和径向Fx量程1500N;
2)SDC-M3M型铣削测力传感器,性能同上;
3)SDC-D2M型钻削测力传感器,Fx、Fy:0~1500N,Fz:0~3000N,Mz:0~15000Ncm;
4)SDC-CJ4M型车、铣、钻、磨测力传感器,Fx、Fy:0~500N,Fz:0~3000N,Mz:0~15000Ncm;
5)SDC-CJ4M型精密车、铣、钻、磨测力传感器,Fx、Fy:0~500N,Fz:0~1000N,Mz:0~1500Ncm;
6)SDC-C3M型车、铣、磨测力传感器,Fx、Fy:0~1500N,Fz:0~3000N;
7)SDC-C3M型精密车、铣、磨测力传感器,Fx、Fy:0~500N,Fz:0~1000N;
8)用于金刚石刀车削的SDC-CJ3SAS型精密车削测力传感器,Fx、Fy 、Fz:0~250N,线性度≤±0.3%,分力干扰≤±2%,滞后≤0.3%,固有频率≈2.5KHz,分辨率Fx、Fy:≈0.1N,Fz≈0.2N;
9)用于金刚石刀车削的SDC-CJ3SAR型车削测力传感器,Fx、Fy 、Fz:0~750N,线性度≤±0.3%,分力干扰≤±2%,滞后≤0.3%,固有频率≈3.0KHz,分辨率Fx、Fy:≈0.25N,Fz≈0.5N。
试验中用到的其它设备还有:l6位A/D板或带放大(10倍)功能的1 216K2型12位A/D板;P3型计算机和键盘、鼠标、打印机等外设;垂直与水平两个方向的螺旋加力装置;符合JB/T1006-99标准的测
力环等。
3.切削力实验软件系统构成
为适应教学实验需要,切削力实验软件系统设置的主要功能有(见图2)。
主菜单界面包含:三向力零位调整界面;系统诊断与电标定界面;系统三向机械标定界面。
三向切削力数字显示界面,同时进行三向力的数字与线图显示,可用于要求不高的切削力实验;单因素切削力实验(改变背吃刀量或进给量或切削速度)界面,可获得三向切削力与单个切削用量之间的实验公式,以及三向切削力与三个切削用量之间的单因素综合实验公式;
切削力正交实验界面,采用正交实验方法,进行9次切削后,获得三向切削力与三个切削用量之间的正交实验公式;自动建立切削力实验数据库,记录实验条件、实验日期时间、实验数据、实验公式;
软件设置帮助系统、按键提示、警告提示和操作提示,必要的过程提示,有效地进行实时指导。
软件设置必要的出错处理,使误操作或干扰不影响实验进程。
4.三向力的数字显示
在三向力数字显示界面(如图3)内,可以实时的观察到切削力的变化情况,以及变化规律。
从而更好的对实验过程进行控制。
三、试验设计及数据处理
1. 试验设计:采用不同的切削条件、不同的可转位车刀片对球墨铸铁进行切削,研究中、高速切削速度时,切削速度、进给量、背吃刀量、不同材质的刀片等因素对切削力的影响规律,确定出因素的主次顺序。
采用正交试验方法,选用L9(34)正交表进行试验设计。
切削力试验方案如表1(球墨铸铁)所示。
然后用极差分析对所测得的数据进行处理,确定各因素对切削力的影响。
2.实验结果分析:根据表1可以看出极差的大小,从而排出各因素对切削力影响的主次:背吃刀量ap对切削力影响最大,进给量f次之,转速n对切削力影响较小,不同材质的刀具对切削力影响最小。
较好的生产条件是:ap1,f1,n3,刀具2。
各因素的水平变化时,切削力的变化怎样呢?我们可以通过因素—指标图来刻画,分别以ap,f,n和刀具型号为横坐标,切削力为纵坐标作图,并连成折线,如图4,图5,图6和图7所示。
1-SNCR190432-V4,2—SNCR190432,3-UMS
由图4,图5,图6和图7可以看出,背吃刀量从2到5变化时,呈上升趋势,并且上升幅度较大;进给量从0.1变到0.3时,切削力也呈上升趋势,变化幅度也较大;而转速从80变化到120时,切削力是逐渐减小的,如果转速继续
提高,切削力也还会随着下降;在使用刀具SNCR190432-V4,SNCR190432和UMS时,刀具SNCR190432 的切削力最小。
四、结论
本篇文章对在不同的背吃刀量、不同的进给量、不同的转速和不同的刀具条件下,对切削力进行了试验研究。
切削试验表明,在中高速(速度大于80m/min)条件下,当所用刀具、背吃刀量、和进给量不变时,切削力会随着切削速度的增加而降低,而切削力会随着背吃刀量、进给量的增加而增大。
因此,在中高速切削时,从切削力角度考虑,应增大切削速度,减小背吃刀量和进给量是有利的。