轴承压装曲线不良原因分析
轴承压装力曲线不合格的原因及处理
文章编号 :1002-7602(2003 05-0033-02轴承压装力曲线不合格的原因及处理孟庆江 , 邓立 , 范文明(北京铁路局秦皇岛车辆段 , 河北秦皇岛 066000中图分类号 :U 270. 331+. 2文献标识码 :B1问题的提出轴承是货车的重要组成部分 , 在运用过程中 , 承受着转向架、车体和货物的重量 , 且受力复杂。
轴承压装质量不高是列车发生热轴、切轴事故的原因之一 , 而轴承压装力又是直接影响滚动轴承压装质量的关键参数。
正确判断压装力的大小 , 保证轴承压装质量 , 对保障行车安全至关重要。
微机的应用及轴承压装力曲线的建立解决了这一难题 , 可以通过微机计算、判断、打印出轴承压装力值和曲线来判断压装质量是否合格。
秦皇岛车辆段仅在 1998年 9月— 11月间压装的 276组轴承中 , 就有 65组轴承压装力曲线不合格 , 占压装总数的 23. 6%。
经全面剖析发现 , 微机对轴承压装力误判是造成压装力曲线不合格的主要原因。
因此 , 对这一问题进行认真分析并采取相应的对策十分重要。
2所用压装机与轴承压装力曲线简介2. 1压装机秦皇岛车辆段在用轴承压装机为大连机车车辆厂收稿日期 :2002-08-21作者简介 :孟庆江 (1969- , 男 , 工程师。
1992年制造的 , 压力采集部分采用南京紫金山天文台的产品 , 其油缸为套筒结构 , 定位顶尖与压套为二级缸结构。
当轴承压装时 , 顶尖先伸出 , 将轮对定位 , 然后压套伸出 , 推动轴承进入轴颈。
压装过程中 , 顶尖油缸内的液压油是靠压装油缸的压力通过溢流阀返回油箱的 , 顶尖油缸内的压力保持溢流阀调定的压力。
2. 2轴承压装力曲线把轴承整个压装过程各个阶段压装力的数值用图形显示出来即为轴承压装力曲线 , 它用来对轴承压装质量进行最终控制。
轴承与轴颈的压装过程主要是前后 2列轴承、 2个密封座和 1个后挡串联压入的过程。
SDB80型地铁车辆轴箱轴承压装问题分析
SDB80型地铁车辆轴箱轴承压装问题分析作者:李茂原来源:《现代商贸工业》2019年第17期摘;要:对SDB80型地铁车辆轴箱轴承压装划伤问题、压装曲线跳吨进行分析,根据摩擦润滑、摩擦振动理论和实践经验,提出解决问题的措施。
关键词:轴箱轴承;压装;跳吨;划伤;分析中图分类号:TB;;;;;文献标识码:A;;;;;;doi:10.19311/ki.1672-3198.2019.17.0951;引言中车四方股份公司设计的SDB80型地铁车辆应用于多个城市轨道交通项目,车辆轴箱轴承采用压装的方式组装。
在车辆架、大修轴承检修退卸过程中,发现少数轴承、车轴存在划伤问题。
以往轴箱轴承的压装使用移动式压力机,压装力从压力表上读取,压装过程力不能实时记录,难以提前发现压装潜在质量问题。
2016年开始,公司采用能实时记录压装力并绘制压力曲线的压力机压装,通过研究压力曲线,发现部分轴承压装过程中压力曲线上升异常及压力曲线存在压力波动(跳吨)问题。
其中压装力上升异常的轴承退卸后,车轴、轴承易存在划伤问题,划伤严重的车轴及轴承不能修复导致产品报废,压力波动(跳吨)导致产品组装合格率降低,造成返工。
因此,研究解决轴承压装压力上升异常、跳吨问题对于降低轴承退卸划伤率、提高轴箱轴承压装合格率有重要意义。
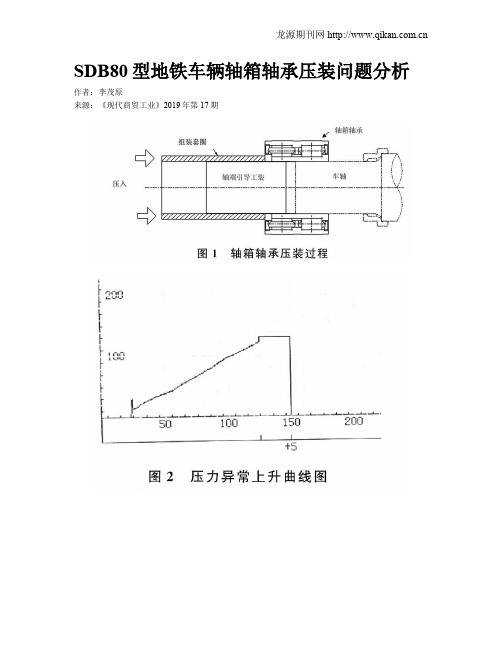
2;轴箱轴承压装简介轴箱轴承压装过程为:清洁车轴轴颈并在距轴端60mm的范围内涂抹二硫化钼润滑剂,利用车轴端部三个螺孔及中心孔在车轴端部定位组装轴端引导工装,将轴承预组到轴端引导工装上,然后用压力机推动组装套圈将轴承压入到车轴上(见图1)。
压装设备有移动式压力机和固定式压力机两种:移动式压力机可以自由移动,压装时通过压力表读取压力值,压装时一次只能压装车轴的一端;固定式压力机不能移动,具备实时显示、记录压力功能,压装时车轴两端可以同时压装。
3;存在问题通过对固定式压力机轴箱轴承压力曲线进行分析,压装过程主要存在以下问题。
(1)压装力上升异常(见图2),退卸后,车轴及轴承易出现划伤,个别车轴、轴承划伤严重,不能继续使用。
轴承压装不合格原因分析及预防措施

轴承压装不合格原因分析及预防措施作者:杨卫兵来源:《科技资讯》2012年第23期摘要:对采用力-时间曲线轴承压装过程中出现的压装不合格原因从压装过程异常、曲线不合格和压装后质量检查三个方面进行了分析,并提出了相应预防措施。
关键词:滚动轴承压装不合格原因预防措施中图分类号:U279 文献标识码:A 文章编号:1672-3791(2012)08(b)-0104-01铁路货车轴承的压装质量,直接关系着列车运行的安全性和可靠性。
因压装质量不高,将会导致燃轴、切轴事故。
为防止该类事故发生,铁道部对轴承压装标准多次进行修改。
现行轴承压装合格判定依据是以压装力、终止贴合压力、压入后的轴向游隙和压入后轴承到位情况来确定的,整个压装过程由微机记录压装时的压力曲线。
目前使用的压装设备均为能打印压装曲线的固定式压装机,压装曲线的记录有力—(位移、时间)曲线和力—时间曲线,本文主要针对采用力—时间曲线的压装机,进行不合格原因分析。
分析主要从压装过程异常、压装曲线不合格和压入后轴向游隙及轴承到位不合格这三个方面进行。
1 压装过程异常造成压装过程异常的因素很多,这里主要对车轴和轴承因素进行分析。
(1)轴端中心孔加工或修理不达标,造成压装机引导套与车轴中心线不重合。
在伸套后压装时造成轴承内圈与轴颈卡阻,甚至造成轴承内圈损坏和轴颈刮伤。
(2)车轴端面与车轴中心线的不垂直,当引导套与车轴端面贴紧后,压装液压缸中心线与车轴中线存在夹角,其危害与(1)相同。
(3)轴承中间隔偏离轴心位置,在压装中卡滞在轴颈上,造成压装过程终止。
(4)对降等级轴承压装中,未对压装机引导套进行相应的更换,造成在伸套时引导套与轴承内圈卡阻。
2 压装曲线不合格2.1 压装力超吨如图1所示,因轴颈与轴承的过盈量选配超出上限,造成初始压装力急剧增加,最终超出规定压装力。
2.2 压装力欠吨(图2)(1)因轴颈与轴承的过盈量选配低于下限,造成轴颈与轴承内圈过盈量不足,使初始压装力低于规定压力。
关于铁路货车滚动轴承压装曲线初始端“起尖”问题的浅析
型弹性旁承设计方案合理可行,能够满足N30型轨道平安全运用和弹性旁承间隙调整需要。
参考文献[1]铁道部.铁路货车段修规程[M].北京:中国铁道出版社,2013.[2]雷刚生,陈锦林,肖斌.货车提速转向架弹性旁承存在的问题及改进建议[J].铁道车辆,2005.[3]铁路总公司.关于印发《货车弹性旁承落成标识和不等高旁承座方案审查意见》及有关工作安排的通知,2008.1“起尖”现象及相关情况介绍1.1“起尖”现象从2006年开始,由于铁路产品升级换代,铁路货车由之前的21吨轴重增加为25吨轴重,车轴轴型也由RD2向RE2B转变过度。
但随着轴型的转变,同时暴露出新的问题。
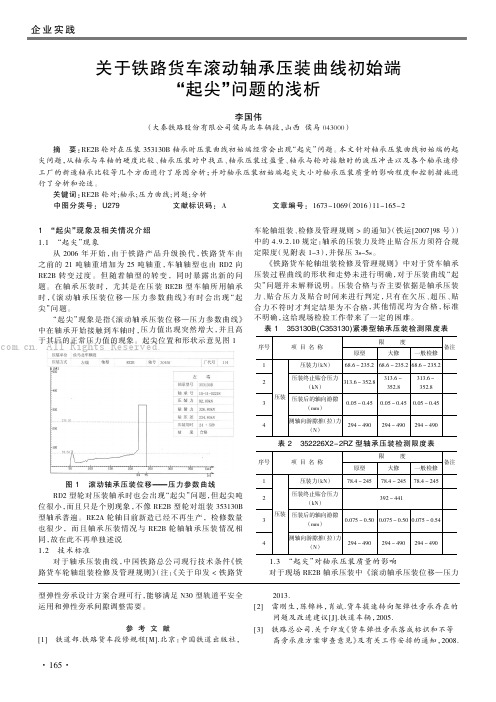
在轴承压装时,尤其是在压装RE2B型车轴所用轴承时,《滚动轴承压装位移—压力参数曲线》有时会出现“起尖”问题。
“起尖”现象是指《滚动轴承压装位移—压力参数曲线》中在轴承开始接触到车轴时,压力值出现突然增大,并且高于其后的正常压力值的现象。
起尖位置和形状示意见图1图1滚动轴承压装位移———压力参数曲线RD2型轮对压装轴承时也会出现“起尖”问题,但起尖吨位很小,而且只是个别现象,不像RE2B型轮对组装353130B 型轴承普遍。
RE2A轮轴目前新造已经不再生产,检修数量也很少,而且轴承压装情况与RE2B轮轴轴承压装情况相同,故在此不再单独述说1.2技术标准对于轴承压装曲线,中国铁路总公司现行技术条件《铁路货车轮轴组装检修及管理规则》(注:《关于印发<铁路货车轮轴组装、检修及管理规则>的通知》(铁运[2007]98号))中的4.9.2.10规定:轴承的压装力及终止贴合压力须符合规定限度(见附表1-3),并保压3s-5s。
《铁路货车轮轴组装检修及管理规则》中对于货车轴承压装过程曲线的形状和走势未进行明确,对于压装曲线“起尖”问题并未解释说明。
压装合格与否主要依据是轴承压装力、贴合压力及贴合时间来进行判定,只有在欠压、超压、贴合力不符时才判定结果为不合格,其他情况均为合格,标准不明确,这给现场检验工作带来了一定的困难。
货车滚动轴承压装曲线误判分析及解决办法
[ 0 7 9 号 文《 于印 发 ( 20 ]8 关 铁路 货 车轮 轴组 装 、 修 检 及 管理 规则 ) 的通 知》 中对 于铁路货 车 滚动轴 承压 装
压 装 曲线一 直没有 给 出明确 的判定 标 准 , 在《 路 仅 铁 货 车轮 轴组装 、 修及 管理 规则 》 出 “ ... 轴 承 检 作 4 21 9 9 压 装 曲线 图 随《 轴 卡 片 》 车 统 一 1 一 并 保 存 ” 轮 ( 5) 的 规定 , 而对 压装 曲线 的异 常 突变 、 升 现 象 没 有解 陡
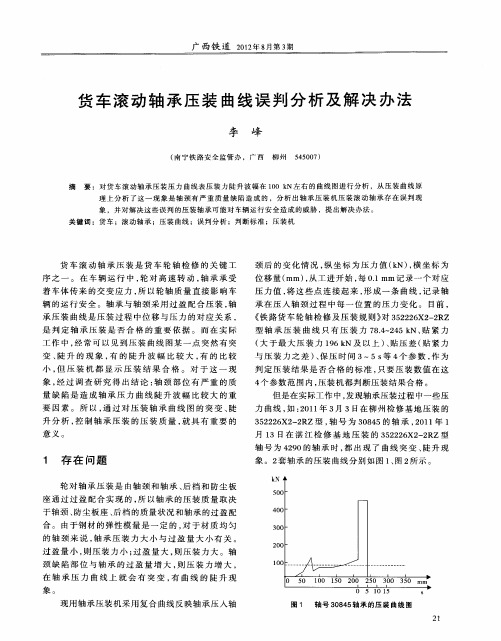
颈 后 的变 化情 况 , 坐标 为 压 力 值 ( N) 横 坐标 为 纵 k ,
位 移量 ( mm) 从 工 进 开 始 , 01 , 每 . mm 记 录 一 个 对 应
序 之 一 。在 车 辆 运 行 中 , 轮对 高速 转 动 , 承 承 受 轴 着 车 体传 来 的交 变 应 力 , 以轮 轴 质量 直 接影 响 车 所
的轴 颈 来 说 , 承 压 装 力 大小 与过 盈 量 大 小 有 关 。 轴
过 盈 量小 , 压 装 力小 ; 盈 量 大 , 则 过 则压 装 力 大 。轴
颈 缺 陷部 位 与 轴 承 的 过 盈 量 增 大 , 压 装 力 增 大 , 则 在 轴 承 压 力 曲 线 上 就 会 有 突 变 , 曲 线 的 陡 升 现 有
小 , 压 装 机 都 显 示 压 装 结 果 合 格 。 对 于 这 一 现 但 象 , 过 调 查 研 究 得 出 结论 : 颈 部 位 有 严 重 的 质 经 轴 量 缺 陷是 造 成 轴 承 压 力 曲线 陡 升 波 幅 比较 大 的 重 要 因素 。所 以 , 过 对 压装 轴 承 曲线 图 的突 变 、 通 陡 升 分 析 , 制 轴 承 压 装 的压 装 质 量 , 具 有 重 要 的 控 就
铁路货车轴承压装曲线异常原因分析及措施
1 问题 的提 出
轴 承压 装 是 轮轴 造 修 的关键 工 序 之 一 , 其 压装 质量 直 接 影 响 铁 路 货 车 运 行 安 全 。铁 道 部 铁 运
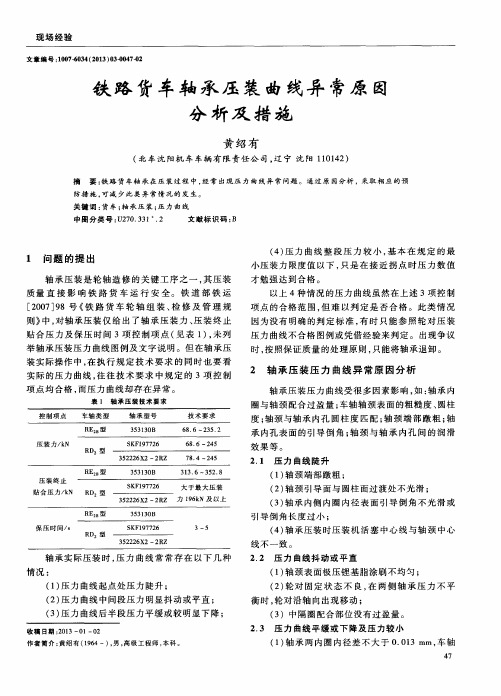
( 4 ) 压力 曲线 整 段 压 力 较 小 , 基 本 在 规 定 的最
小 压装 力 限度值 以下 , 只 是 在 接 近 拐点 时 压 力 数值
内径相 对小 的一 端 组 装 在 轴颈 内侧 大 端 , 内圈 内径
( 3 ) 在规定过盈量 ( 见表 5 ) 范 围内, 适 当提 高
Hale Waihona Puke 过 盈量 值 , 建议按不小 于 0 . 0 7 0 m m 的过 盈 量 对 轴
颈、 轴 承进行 选 配 ; ( 4 ) 轴 承压 装 前 , 轴 颈 上 须 均 匀 涂 刷 Ⅱ号 防 锈 极 压 锂基脂 ; ( 5 ) 轴承压装时 , 按之前标注的大 、 小端方 向,
( 1 ) 压力 曲线 起点 处压 力 陡升 ;
( 2 ) 压力 曲线 中间段压 力 明显抖 动 或平 直 ; ( 3 ) 压力 曲线 后半 段压 力平 缓或 较 明显 下降 ;
收 稿 日期 : 2 0 1 3— 0 l一 0 2
( 3 )中隔 圈配合 部位 没有 过盈 量 。
2 . 3 压 力 曲线 平缓 或下 降及 压力较 小
才 勉强 达到 合格 。 以上 4种情况 的压力 曲线 虽然在 上述 3项 控制
[ 2 0 0 7 ] 9 8号 《 铁路 货 车轮轴 组装 、 检 修 及 管 理 规
则》 中, 对 轴 承压 装仅 给 出 了轴 承压 装 力 、 压 装 终 止 贴合 压 力 及 保压 时间 3项控 制 项 点 ( 见表 1 ) , 未 列 举轴 承压 装 压力 曲线 图例及 文 字说 明 。但 在轴 承 压 装 实际操 作 中 , 在 执 行 规 定技 术 要 求 的 同时 也 要 看 实 际 的压 力 曲线 , 往 往 技 术要 求 中规 定 的 3项 控 制 项点 均合 格 , 而压 力 曲线却存 在 异常 。
轴承装后质量分析及解决方法
轴承装后质量分析及解决方法1、内、外径尺寸超差原因及解决方法原因:(1)前工序的产品漏检;(2)装配检查环境温度变化大;(3)标准件与套圈恒温不够;(4)磨加工与装配用的标准件不合格。
解决方法:(1)认真做好产品百检,合格品与不合格品要分开,并有标识;(2)严格控制产品温度,尽量不使产品带温度检测;(3)装配检查环境温度要稳定,实现恒温;(4)标准件与套圈必须等温检测;(5)磨工标准件与装配标准件的误差不应大于0.001mm,否则送检定部门重新检定;(6)内径尺寸大、外径尺寸小的产品为废品要剔出;(7)内径尺寸小的、外径尺寸大的产品应返工修磨成为合格品。
2、套圈宽度及平行差超差原因及解决方法原因:(1)前工序的产品漏检;(2)宽度标准件磨损或超过使用有效期;(3)食品平台已磨损;(4)仪表出现“表跑”现象;(5)磨工与装后的标准件之间有误差,不合格;(6)产品端面有伤。
解决方法:(1)前工序要做好产品百检,合格品与不合格品要分开,并有标识;(2)宽度标准件要及时检定;(3)仪器平台要定期检定,损坏要及时修磨,(4)在检测中要及时校对仪表,杜绝“表跑”现象;(5)前工序标准件与装后标准件的误差超过0.001mm时,应送检定部门重新检定;(6)修磨掉产品端面伤痕后再检测。
3、圆锥滚子轴承装配高超差原因及解决方法原因:(1)内、外圈宽度超差;(2)内、外圈、滚动体直径及角度超差;(3)滚子相互差超差;(4)内圈大挡边宽度超差;(5)外圈、内圈及滚子相互接触不良;(6)对装配高抽检时因漏检造成。
解决方法:(1)认真做好前工序零件尺寸精度的百检,合格品与不合格品要分开,并有标识,防止混串;(2)在检测产品装配高时,在外圈上施加一个平稳的向下负荷,保证测量时外圈、内圈及滚子相互接触良好;(3)加强装后工序对装配高的抽检频次,尽量杜绝漏检现象。
4、角接触球轴承装后高超差原因及解决方法原因:(1)内、外圈宽度超差;(2)沟道曲率及位置不好造成滚道接触角超差,从而使装配高超差;(3)内、外圈沟道接触角超差;(4)外圈、内圈及钢球接触不良。
影响动车组轴承压装合格的因素
影响动车组轴承压装合格的因素发布时间:2022-08-17T08:26:13.616Z 来源:《福光技术》2022年17期作者:杨波杜峰[导读] 动车组轴箱轴承采用的是整体双列圆锥滚子轴承,可以降低动车组的运行阻力,同时还可提高动车组的牵引重量。
轴箱轴承主要承受以径向载荷为主的径、轴向联合载荷,由外圈、油封、挡油环和后挡圈等部件构成。
动车组轴箱轴承冷压在车轴轴颈上,其内圈内径尺寸为d=130mm,保证良好的压装质量,对动车组的运用安全具有重要的意义。
中车南京浦镇车辆有限公司江苏南京 211800摘要:动车组轴箱轴承采用的是整体双列圆锥滚子轴承,可以降低动车组的运行阻力,同时还可提高动车组的牵引重量。
轴箱轴承主要承受以径向载荷为主的径、轴向联合载荷,由外圈、油封、挡油环和后挡圈等部件构成。
动车组轴箱轴承冷压在车轴轴颈上,其内圈内径尺寸为d=130mm,保证良好的压装质量,对动车组的运用安全具有重要的意义。
针对高速动车组轮对轴承压装生产过程中存在的风险隐患,深入分析论证引进技术的不足,改进轴承压装设备,并结合自身技术能力提出改进,创立高速动车组轴承组装工艺技术的“中国方案”。
关键词:轴承;压装;工艺技术一、概述高速动车组轮对轴承组成是直接影响车辆运行安全转向架系统的关键部件,是高速动车组制造工艺领域的核心技术之一。
从技术僵化到消化再到创新过程中,我们在原有成熟制造工艺的基础上,总结出“6字轴承压装法”,改进压装设备并运用压力—位移曲线判定压装结果,已推广应用于我司各型高速动车组平台轮对轴承压装,下面介绍具体的分析过程及改进措施。
二、压装工作条件要求2.1环境控制:因为轴箱轴承为精密部件,因此按照《铁路客车轮轴组装检修及管理规则》要求,规定压装间温度为16℃~30℃,相对湿度≤60%,落尘量≤80mg/m2。
2.2车轴、轴承等各件必须进行清洗干净,以保证清洁度符合规定的要求,需保持轴承、轴颈表面和组装工装工具表面的清洁,作业人员应佩戴干净的细布手套。