过程参数记录表
特殊过程过程实施监控记录

特殊过程过程实施监控记录一、引言特殊过程是指由于其特殊性质或高风险性质而需要额外监控和控制的工作流程。
本文将对特殊过程实施的监控记录进行详细描述。
二、监控目标特殊过程实施的监控目标主要包括以下几个方面:1.确保特殊过程符合规定的标准和要求;2.及时发现和解决特殊过程中的问题和风险;3.监控和评估特殊过程的执行效果,及时进行调整和改进。
三、监控内容特殊过程实施的监控内容主要包括以下几个方面:1.过程执行记录:记录特殊过程的开始时间、结束时间、执行人员、资源使用情况等,以便对过程的实施情况进行监控和评估。
2.过程参数记录:记录特殊过程中关键参数的数值,包括能源消耗、物料损耗、产品质量指标等,以便监控特殊过程的效率和质量。
3.过程中断记录:记录特殊过程中遇到的中断情况,包括设备故障、人员问题等,以便及时采取措施解决问题,并进行故障分析和改进。
4.过程审核记录:记录对特殊过程的审核内容和结果,包括审核人员、审核时间、审核结果等,以确保特殊过程符合规定的标准和要求。
四、监控方法特殊过程实施的监控方法主要包括以下几个方面:1.实时监控:通过安装传感器和监控设备,对特殊过程进行实时监测和记录,以便及时发现和解决问题。
2.抽样检查:对特殊过程进行定期或随机的抽样检查,以确保过程的执行符合规定的标准和要求。
3.自查自纠:特殊过程的执行人员应主动自查和纠正存在的问题和风险,及时提交相关记录和改进措施。
五、监控记录表格示例下面是特殊过程实施监控记录表格的示例:时间,开始时间,结束时间,执行人员,资源使用情况,特殊过程参数记录,特殊过程中断记录,特殊过程审核记录----------,---------,---------,----------,-------------,----------------,----------------,----------------2024/1/1,9:00,10:00,张三,消耗CR123电池,能源消耗:500W,设备故障导致中断,符合要求2024/1/2,10:00,11:00,李四,消耗CR456电池,能源消耗:600W,人员问题导致中断,不符合要求2024/1/3,11:00,12:00,王五,消耗CR789电池,能源消耗:550W,无中断,符合要求...,...,...,...,...,...,...,...六、监控结果评估和改进根据特殊过程的监控记录和评估结果,组织相关人员对过程执行情况进行评估,发现问题和风险,并采取相应的改进措施。
SMT首件过程记录表

人机物 法 环
人机物 法 环
年 月日
巡检
13:00-15:00
15:00-17:00 18:00-20:00
06全部>28N以上、 首件外观性能 □:O K □:N G
作业详情
SMT首件过程记录表ຫໍສະໝຸດ 机种 名:料号名 称:
批量:
检查项目记录
钢网张力:① ② ③ ④ ⑤
(N/cm2)
印刷
脱模速度:
印刷速度:
数据
擦拭方式:
(湿擦) (干擦) (真空擦)
8:00-10:00
前刮刀压力: KG 后刮刀压力: KG
自动擦拭频率: 大片/次
手动擦拭频率: H/次
10:0012:00
巡检
SPI:CPK数据:
首
贴片机实装压力设定为:
(
程序名:
件 BOM,物料核对表、程序、是否正确。 贴片 每2H物料核对是否有异常、
过
抛料率:‰ 首件状态:
程
炉前抽查状态:
炉温设置
巡
程序名: 速度
查 回流 1区上: 焊 2区上:
3区上:
【cm/min】 4区上:
下:
5区上:
下:
6区上:
下:
7区上:
下: 下: 下: 下:
风机频率【Hz】:①:
操作人员是否有上岗证、技能是否符合要求。
有无电脑测试机程序、电脑测试程序名:
是否有测试配套治具、测试配套治具编号:
测试机输出参数记录:
报表是否按时填写?
极限验证板名称:
验证结果:□: O K □: N G
产品要求的包材是否按照要求使用防静电材质:塑胶托盘、静电袋、
包装方式符合要求?
测量过程计量要求导出记录表(模板)
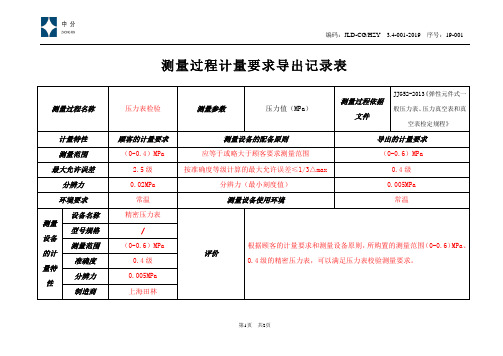
按准确度等级计算的最大允许误差≤1/3△max
0.4级
分辨力
0.02MPa
分辨力(最小刻度值)
0.005MPa
环境要求
常温
测量设备使用环境
常温
测量设备的计量特性
设备名称
精密压力表
评价
根据顾客的计量要求和测量设备原则,所购置的测量范围(0-0.6)MPa、0.4级的精密压力表,可以满足压力表校验测量要求。
测量过程计量要求导出记录表测量过Βιβλιοθήκη 名称压力表检验测量参数
压力值(MPa)
测量过程依据文件
JJG52-2013《弹性元件式一般压力表、压力真空表和真空表检定规程》
计量特性
顾客的计量要求
测量设备的配备原则
导出的计量要求
测量范围
(0-0.4)MPa
应等于或略大于顾客要求测量范围
(0-0.6)MPa
最大允许误差
型号规格
/
测量范围
(0-0.6)MPa
准确度
0.4级
分辨力
0.005MPa
制造商
上海田林
记录人: 审核:
特殊过程工艺鉴定记录表

日期:
产品试验结果记录:
产品经检验合格,个项试验达到产品标准要求。
签名:
日期:
审批意见:
确认合格,工艺和设备满足生产需求。
车间主任:
日期:
线圈固化:将浇注好的线圈烘炉固化:80℃--6小时,90℃--3h,115℃--3h,130℃--5h,每时间段误差<15分钟,每级温度误差<2℃。
签名:
日期:
设备技术要求与设备技术状况确认结果:
环氧树脂真空浇注设备,经确认其高效抽真空和稳定运行,采用电加热Biblioteka 系统温度自控可调,加热快,自动计算。
设备合格,满足工艺要求。
特殊过程工艺鉴定记录表
□每次鉴定□周期鉴定□工艺变更鉴定
特殊过程名称:
环氧树脂浇注
鉴定日期:
工艺参数与工艺方法要求
线圈干燥:烘炉温度105℃,保温时间6小时。
真空浇注:浇注罐加热温度为80℃,真空度为30~200pa,混合料重量<200kg,抽真空搅拌时间为1~1.5h,混合料重量>200kg,抽真空搅拌时间为1.5~2h,干燥后打开浇注阀门进行浇注,速度不能太快,两浇注口进料要均匀。
产品生产过程记录表

产品生产过程记录表(实用版)目录1.产品生产过程记录表的作用和重要性2.产品生产过程记录表的内容和结构3.如何填写和整理产品生产过程记录表4.产品生产过程记录表的意义和应用正文一、产品生产过程记录表的作用和重要性产品生产过程记录表是记录产品从原材料到成品的全过程的重要文件,对于企业来说具有不可忽视的作用和重要性。
首先,它可以帮助企业了解生产过程中的每一个环节,及时发现问题并采取相应的措施。
其次,产品生产过程记录表是产品质量追溯的依据,一旦产品出现质量问题,可以通过记录表快速定位问题所在,减少损失。
最后,记录表还可以作为企业改进生产流程、提高生产效率的参考依据。
二、产品生产过程记录表的内容和结构产品生产过程记录表的内容主要包括:产品名称、批次号、生产日期、生产部门、生产人员、原材料来源及数量、生产工艺、生产设备、质量检测、成品数量、成品质量等。
根据企业的实际情况和需要,记录表的结构和内容可以适当调整。
三、如何填写和整理产品生产过程记录表填写产品生产过程记录表应遵循真实、准确、完整的原则,具体操作如下:1.在生产过程中,操作人员应随时记录关键参数和数据,确保信息准确无误。
2.生产结束后,对记录的数据进行整理和归档,确保记录表的完整性。
3.对于出现的异常情况,要特别注明并及时汇报,以便企业采取相应的处理措施。
4.定期对记录表进行审查和分析,为企业改进生产流程、提高生产效率提供依据。
四、产品生产过程记录表的意义和应用产品生产过程记录表是企业生产管理的基础资料,对于保证产品质量、提高生产效率具有重要意义。
通过记录表,企业可以全面了解生产状况,及时发现问题,确保产品质量。
标准成型参数记录表
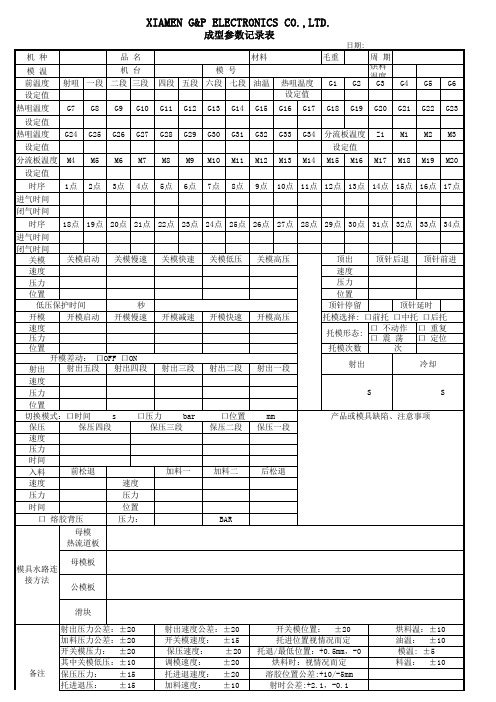
关模低压
关模高压
开模快速
开模高压
顶出 顶针后退 顶针前进 速度 压力 位置 顶针停留 顶针延时 托模选择: 口前托 口中托 口后托 口 不动作 口 重复 托模形态: 口 震 荡 口 定位 托模次数 次 射出 S 冷却 S
射出二段
射出一段
口位置 保压二段
mm 保压一段
产品或模具缺陷、注意事项
加料二
后松退
材料 四段 五段 六段 七段 油温 G11 G28 M8 5点 G12 G29 M9 6点 G13 G30 M10 7点 G14 G31 M11 8点 G15 G32 M12 9点 热咀温度 设定值 G16 G33 M13 G17 G34 M14
毛重 G1 G18 G2 G19
周 期 烘料温度 G3 G20 Z1 M17 G4 G21 M1 M18 G5 G22 M2 M19 G6 G23 M3 M20
XIAMEN G&P ELECTRONICS CO.,LTD.
成型参数记录表
日期:
机 种 模 温 前温度 设定值 热咀温度 设定值 热咀温度 设定值 分流板温度 设定值 时序 进气时间 闭气时间 时序 1点 2点 M4 M5 G24 G25
品 名 机 台 射咀 一段 二段 三段 G7 G8 G9 G26 M6 3点 G10 G27 M7 4点 模 号
BAR
备注
射出速度公差:±20 开关模速度: ±15 保压速度: ±20 调模速度: ±20 托进退速度: ±20 加料速度: ±10
开关模位置: ±20 托进位置视情况而定 托退/最低位置:+0.5mm,-0 烘料时:视情况而定 溶胶位置公差:+10/-5mm 射时公差: 料温: ±10
示波器的使用实验原始数据记录表(1)

示波器的使用实验原始数据记录表(1)
示波器是电子实验中常用的一种仪器,其作用主要是用于测量电信号的波形和特征参数。
在实验过程中,我们需要对示波器进行正确的使用和操作。
为此,我们对使用示波器的实验过程进行了记录,以下是这一过程的原始数据记录表。
实验名称:示波器的使用实验
实验目的:学习和掌握示波器的基本操作和使用方法,通过观察和分析波形,了解波形特征参数的含义。
实验仪器:示波器、信号发生器、万用表等。
实验步骤:
1. 将示波器连接到信号发生器输出端,用万用表测量输出信号的频率和幅值,并记录于表格中。
2. 调整示波器的水平和垂直控制旋钮,使波形对称并处于中心位置,同时调整垂直放大系数和扫描速度,以显示出完整的波形。
3. 通过观察和分析波形特征参数,记录波形的频率、幅值、周期、脉宽等信息,并进行数据分析和处理。
实验结果:
实验数据表格:
信号频率:1000Hz
信号幅值:3V
垂直放大系数:1V/DIV
水平扫描速度:0.2us/DIV
波形特征参数:
频率:1000Hz
幅值:3V
周期:1ms
脉宽:500us
实验结论:
通过本次实验,我们学习和掌握了示波器的基本操作和使用方法,并了解了波形特征参数的含义。
同时,我们还通过数据的分析和处理,对信号性质有了更加深刻的理解。
本次实验对我们加深对电子学的理解和认识具有重要意义。
焊接过程检验记录表

序 号
工位名称
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
工位名称
异 常 记 录
过程检验记录表
生产日期:
焊前准 焊丝规
焊接参数
试板
备
格
预压 时间
加压 时间
空气 压力
焊接 电流
焊接 时间
其他
试验
关键尺寸
首件 检验
自检
QC确认
表单编号:G15001-0526/A0
过程巡检(OK/NG) 8:00 9:00 10:00 11:00 13:30 14:30 15:30 16:30
0526/A0 备注
QC复检
请在异常记录中 、如工艺卡上没有 检,针对首件、自
备注
时间
问题描述
原因分析
处理方法/结果
QC复检
表单填写标准: 1.各项目必须完整填写,检查到哪个项目即在那一栏划“√”,无问题填Ok,有问题填NG,填写内容需清晰明了;2.产品如有关键尺寸需控制,则必须在尺寸栏写出关键尺寸,在检验过程中加以检验;3.首件、巡检确认时如检验结果NG,请在异常记录中 填写临时处理方法,并且需再次做首件确认4.员工自主做完首件确认OK后需通知PQC再次确认OK后方可批量量产,如没有QC在首件栏签名确认就量产一经发现提报小过处份。5.检验频率:A、统一依工艺卡上的标准自主检验并做好记录;B、如工艺卡上没有 明确自检频率统一依加工半小时法包括:目测、检具、量具、样件对比等;7.缺陷程度A为严重缺陷,B为一般缺陷,C为轻微缺陷;8.每班均有PQC做制程巡检,针对首件、自 检、工艺标准执行状况做稽查,如有违反作业标准的记录备案,将作为绩效评价依据。