产前会议记录(1)(1)
试产前会议记录
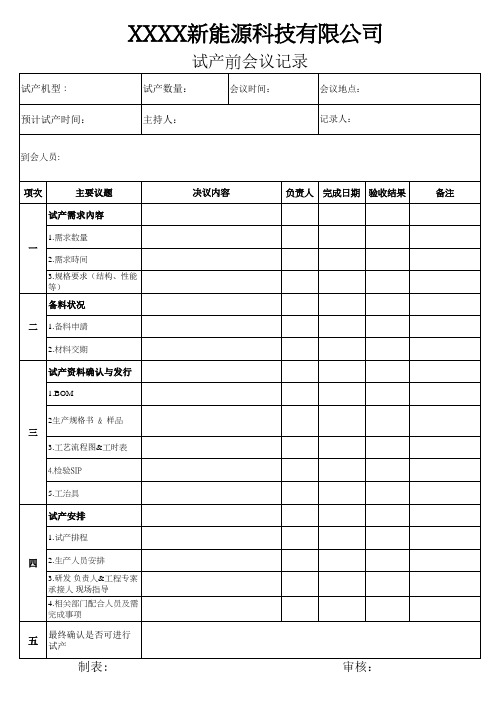
4.检验SIP
5.工治具
试产安排
1mp;工程专案 承接人 现场指导
4.相关部门配合人员及需 完成事项
五
最终确认是否可进行 试产
制表:
决议内容
负责人 完成日期 验收结果
备注
审核:
表单编号: LK-PE-QR-15 Rev:A/1
试产机型: 预计试产时间:
XXXX新能源科技有限公司
试产前会议记录
试产数量:
会议时间:
会议地点:
主持人:
记录人:
到会人员:
项次
主要议题
试产需求內容
1.需求数量
一
2.需求時间
3.规格要求(结构、性能 等)
备料状况
二 1.备料申請
2.材料交期
试产资料确认与发行
1.BOM
2生产规格书 ﹠样品
三
3.工艺流程图&工时表
服装-大货产前会议记录表
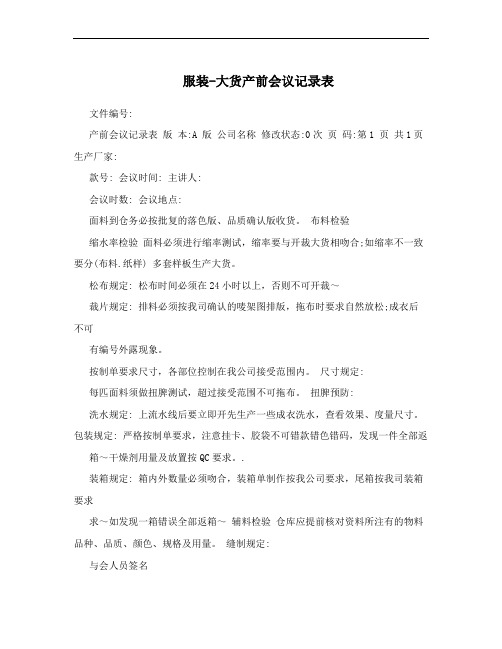
服装-大货产前会议记录表
文件编号:
产前会议记录表版本:A 版公司名称修改状态:0次页码:第1 页共1页生产厂家:
款号: 会议时间: 主讲人:
会议时数: 会议地点:
面料到仓务必按批复的落色版、品质确认版收货。
布料检验
缩水率检验面料必须进行缩率测试,缩率要与开裁大货相吻合;如缩率不一致要分(布料.纸样) 多套样板生产大货。
松布规定: 松布时间必须在24小时以上,否则不可开裁~
裁片规定: 排料必须按我司确认的唛架图排版,拖布时要求自然放松;成衣后不可
有编号外露现象。
按制单要求尺寸,各部位控制在我公司接受范围内。
尺寸规定:
每匹面料须做扭脾测试,超过接受范围不可拖布。
扭脾预防:
洗水规定: 上流水线后要立即开先生产一些成衣洗水,查看效果、度量尺寸。
包装规定: 严格按制单要求,注意挂卡、胶袋不可错款错色错码,发现一件全部返箱~干燥剂用量及放置按QC要求。
.
装箱规定: 箱内外数量必须吻合,装箱单制作按我公司要求,尾箱按我司装箱要求
求~如发现一箱错误全部返箱~辅料检验仓库应提前核对资料所注有的物料品种、品质、颜色、规格及用量。
缝制规定:
与会人员签名
填表人: 主管审核: 表格5。
2344产前会议记录流程

地点:思码特会议室
记录:杨文敏 责任人 完成时间 采购 生产 生产 工程 品质 工程 生产 生产 品质 生产
印刷A面 生产流程产3大张,在板边编号,并记录每张板的 锡点高度数据,出货附带给AKM确认. 测量时注意锡点产生划痕 分层,划痕,脏污
00到09年元月10日交付akm15k2月10日交货228k此次先试产几大张找到最佳生产条件产品出货给akm确认ok后才可批量投计划09年元月3日试做工程品质生产相关人员一起参与
会议记录
会议时间:2008/12/31 参加人员:谢总、王代军、秦永久、杨文敏、谢启武 主旨:2344产前会议 项目 会议内容 印刷B面 烘烤 注意事项 锡膏为水洗锡膏 试行条件:120度/10分钟
A.6个锡点高度差不大于 锡点要求 3mil(0.076mm) B.总厚度11.419.4mil(0.29-0.49mm)
1.水洗锡膏已请购,09年1月2号到 A.辅材:使用有铅水洗锡膏 生产准备 B.夹具:20块 量具:千分尺5把
生产 工程 品质
采购
2.专用夹具已去开具20PCS,09年1月1号 8:00到
工程
交期
09年元月10日交付AKM 15K, 2月10日交货228K
此次先试产几大张,找到最佳生 产条件,产品出货给AKM确认OK 后才可批量投产. 计划09年元月3日试做,工程品 质生产相关人员一起参与
计划
其它
备注
产前会议记录12064
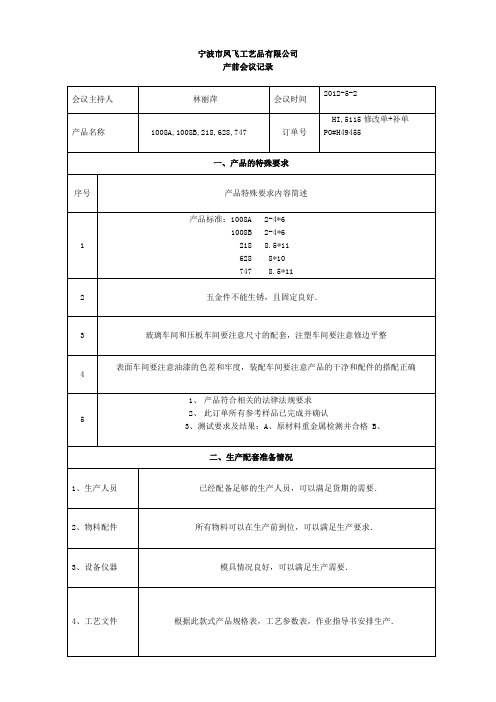
宁波市凤飞工艺品有限公司
产前会议记录
会议主持人林丽萍会议时间
2012-5-2
产品名称1008A,1008B,218,628,747 订单号
HI,5115修改单+补单PO#H49455
一、产品的特殊要求
序号产品特殊要求内容简述
1
产品标准:1008A 2-4*6 1008B 2-4*6 218 8.5*11 628 8*10 747 8.5*11
2 五金件不能生锈,且固定良好.
3 玻璃车间和压板车间要注意尺寸的配套,注塑车间要注意修边平整
4
表面车间要注意油漆的色差和牢度,装配车间要注意产品的干净和配件的搭配正确
5
1、产品符合相关的法律法规要求
2、此订单所有参考样品已完成并确认
3、测试要求及结果:A、原材料重金属检测并合格 B、
二、生产配套准备情况
1、生产人员已经配备足够的生产人员,可以满足货期的需要.
2、物料配件所有物料可以在生产前到位,可以满足生产要求.
3、设备仪器模具情况良好,可以满足生产需要.
4、工艺文件根据此款式产品规格表,工艺参数表,作业指导书安排生产.
5.检验文件《进料检验标准》,《成品检验标准》,《IPQC检验标准》
三、潜在或已有质量问题及改善对策
序号问题描述改善方案
1、颜色不对大货要与签样一致
2、灰尘每道工序完工后,都要用珍珠棉盖好
3、衬框变形注塑要注意,且注意装箱方式
4、
与会人员
签到
确定的生产方案:□小批量试产□批量生产
决议事项
会议记录人:日期:。
产前会议记录表-服装
:□已齐 □未齐 □未到 何时交:
:□已齐 □未齐 □未到 何时交:
:□已齐 □未齐 □未到 何时交:
:□已齐 □未齐 □未到 何时交:
大身布质量: □良好 □勉强用 □退回重整 □尚未验布
布质量: □良好 □勉强用 □退回重整 □尚未验布
质检 布料缩率、坚牢度、罗纹织带弹性 □已试 □未试
大身布、配布、罗纹对色: □OK □未对 □ 配、罗退回
客户:
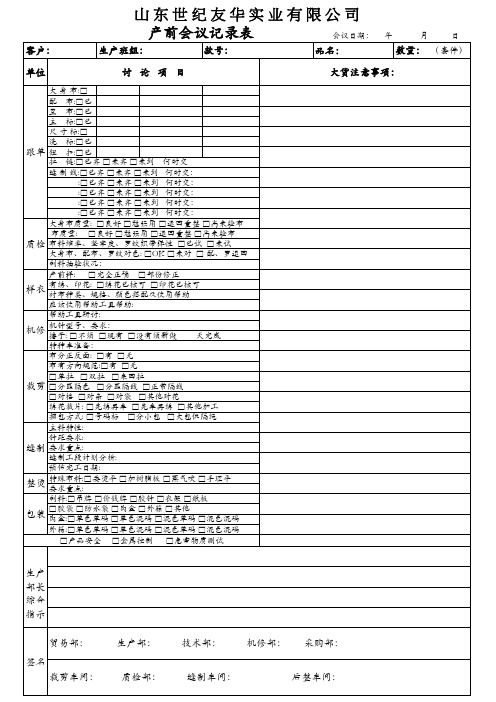
山东世纪友华实业有限公司
产前会议记录表
会议日期: 年 月
日
生产班组:
款号:
品名:
数量: (套件)
单位
讨论项目
大货注意事项:
大 身 布:□
配 布:□已
里 布:□已
主 标:□已
尺 寸 标:□
洗 标:□已
跟单 钮 扣:□已
拉 链:□已齐 □未齐 □未到 何时交
缝 制 线:□已齐 □未齐 □未到 何时交:
裁剪 □分匹隔色 □分匹隔线 □正常隔线
□对格 □对条 □对袋 □其他对花
绣花裁片: □先绣再车 □先车再绣 □其他加工
捆包方式: □号码标 □分小包 □大包但隔绳
主料特性:
针距要求:
缝制 要求重点:
缝制工段计划分析:
预估完工日期:
整烫
特殊布料:□要烫平 要求重点:
□加树脂板
□蒸气吹
□手理平
副料:□吊牌 □价钱牌 □胶针 □衣架 □纸板
副料抽验状况:
产前样: □完全正确 □部份修正
Байду номын сангаас样衣
有绣、印花: □绣花已核可 □印花已核可 衬布种类、规格、颜色搭配及使用帮助
应该使用帮助工具帮助:
妇产科医护座谈会议记录范文

妇产科医护座谈会议记录范文会议主题:妇产科医护工作交流与问题探讨。
会议时间:[具体日期]会议地点:妇产科会议室。
参会人员:妇产科全体医护人员。
会议主持:[主持人名字]一、会议开场。
主持人:“各位妇产科的小伙伴们,大家好啊!今天咱们聚在一起,就像一家人围坐唠嗑一样,来聊聊咱们妇产科的那些事儿。
咱们每天都在迎接新生命,忙得脚不沾地,但今天咱们得停一停,互相交流交流经验,也吐吐槽,把问题都摆到桌面上,然后想办法解决。
”二、工作汇报与分享。
# (一)医生代表发言。
李医生:“我先来抛个砖啊。
咱妇产科啊,最近这患者数量是蹭蹭往上涨,感觉像是咱们这儿成了‘新生命制造热门景点’了。
这虽然说明咱科室业务繁忙,但是压力也很大。
我就发现啊,在一些紧急剖宫产的手术中,术前的沟通时间总是很紧张。
有时候患者和家属紧张得不行,问的问题又特别多,咱们解释起来就有点费劲。
我觉得咱们是不是可以搞个紧急剖宫产术前沟通的模板之类的,简洁明了,重点突出,这样既能让患者和家属快速理解,咱们也能节省点时间准备手术。
”张医生:“我同意李医生的看法。
另外我想说说这个孕期产检的事儿。
现在好多孕妇都特别重视产检,这是好事儿。
但是有时候她们按照网上说的一些东西来要求我们做一些额外的检查,咱得费好多口舌解释。
我觉得咱们可以在候诊区弄个小宣传栏,就专门针对孕期产检常见的疑问进行解答,这样可以减轻咱们医护人员的解释负担。
而且我发现有些年轻医生在面对孕妇复杂的病情时,临床经验还是有点欠缺。
咱能不能搞个内部的小培训,让经验丰富的医生分享分享特殊病例的处理经验呢?”# (二)护士代表发言。
王护士:“哈哈,我也来说说。
咱们护士的活儿那也是不少呢。
就说产房里吧,有些产妇在生产的时候大喊大叫,情绪特别激动。
咱们护士在旁边既要安抚她们的情绪,又要确保各项监测数据准确,真的有点忙不过来。
我觉得咱们可以提前给产妇做一些生产时的心理辅导,像在产前检查的时候就跟她们讲讲生产过程中可能出现的情况,让她们有个心理准备,这样在产房里可能就会配合一点。
产前会议记录新版
是是
否
是是
否
风险评估
此产品在生产过程中是否有风险;
是
否
产品测试
产品测试是否符合产品质量要求和 安全要求。
是是
否
生产计划:
冲压部完成日期
年月日
1.原辅料到库时 间:
木工部完成日期
年月日
2.何时上线生产:
喷油完成日期
年月日
3.生产周期:
包装部完成日期
年月日
4.交货期:
出货日期
年月日
参会人员签到: 业务部:
项目
具体要求
符合性结论
法律法规
客户所要求的法律法规要求能否满 足其要求;
是是
否
生产人员 物料配件 设备仪器
人员配置是否能够满足订单要求;
物料采购是否能够满足订单要求, 供应能否几时; 机器设备,模具是否满足要求;
是是
否
是是
否
是是
否
工艺规定 检验文件
工艺作业规定是否满足要求;
检验作业文件及检验量具是否满足 要求;
佛山市捷淮文 具制品有限公司
产前会议记录
会议日期
会议主持人
会议地点 参加部门:业务部 、生产部、品管部
会议主题
记录人
检视客人确认样: 客人签样是否收到
是
否
确认样本规格:
提供图纸,按图纸要求 。
是 是
否否
产品信息描述及客户质 量要求、检验重点讲解
产品功能测试,表面处理测试。
是否通过
是是 否
法律法规符合情况
生产部:
品管部:
确认的生产方案:
决议事项:
可大货生产
备注: 1、根据客 再次进行确认
妇产科科务会记录范文

妇产科科务会记录范文会议时间:[具体日期和时间]会议地点:妇产科办公室。
参会人员:妇产科全体医护人员。
一、会议开场。
主任:“各位美女帅哥们,咱们妇产科的科务会现在开始啦!今天大家都挺忙的吧,但咱们还是得聚一聚,聊聊咱科里的那些事儿。
”二、近期工作总结。
# (一)医疗工作。
1. 分娩情况。
医生A:“主任,咱最近这分娩量啊,那是蹭蹭往上涨。
就像这产房里天天都在办‘新生儿欢迎派对’似的。
不过呢,也遇到了几个稍微棘手的情况。
比如说上礼拜有个产妇,那宝宝胎位有点不正,可把我们紧张坏了。
还好最后通过咱们的齐心协力,成功顺产了,那宝宝一出来哇的一声哭,感觉像在给我们喊‘谢谢’呢。
”主任:“这就对喽,咱们妇产科就得有这种团队精神。
不过胎位不正这种情况,大家还是要在产前多留意,做好预案。
”2. 手术情况。
医生B:“主任,手术方面整体还比较顺利。
就是有个剖宫产手术,产妇之前有过腹部手术史,肚子里黏连得厉害,就像一团乱麻。
我们在手术台上那可是小心翼翼地‘解绳子’啊,费了好大劲儿才把宝宝安全取出来。
”主任:“嗯,这种复杂手术确实考验大家的技术。
术后的护理也要跟上,多关注产妇的恢复情况。
”# (二)护理工作。
1. 病房护理。
护士C:“主任,咱病房这边最近护理任务挺重的。
那些刚生完宝宝的妈妈们,需求可多了。
一会儿要这个,一会儿要那个,感觉我们像超级保姆似的。
不过咱们的护士姐妹们都很有耐心,照顾得也很周到。
就是有时候家属不太配合,觉得我们管得太细了。
”主任:“家属的工作咱们也要做好沟通解释啊。
咱们管得细是为了产妇和宝宝好,这个道理要让家属明白。
”2. 产房护理。
护士D:“产房里啊,我觉得我们的应急处理能力又提高了不少。
上次有个产妇在分娩过程中突然出现羊水栓塞的迹象,那可是万分紧急啊。
我们按照平时演练的流程,迅速配合医生进行处理,好在最后有惊无险。
”主任:“这就是平时多演练的好处。
产房里的情况瞬息万变,大家一定要时刻保持警惕。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
有有有1、2、3、4、5、6、7、8、9、10、11、12、13、14、15、16、17、服装产前会议记录表
生产厂家中星产品名称针织上衣款号985329060832产前会时间
15Q3整款数量26014生产上线时间生产组别生产人数预计完成时间
颜色组浅花灰深花灰 深兰 季节产前确认样产前确认样报告有印绣花有面辅料实物卡工艺单各色在出成品是须做延时洗涤测试,主要测试绣、印花、布料的色牢度及成品尺寸。
产前样批语注意事项: 见批样报告
裁床裁剪注意事项: 面料松布48小时方可裁剪,开裁前核实唛架:是否有漏排裁片现象,面料缩率,有无倒顺光倒顺毛要机台设备用线的要求说明: 全件用线,暗明线用402#线,9号圆头针。
特别注意不接受有针孔、烂洞。
特殊工艺操作说明: 注意各色拼接注意配色。
后领贴织带缝处不可有毛边,车前要先缩水,
印绣花大货生产事项说明: 绣花不可跳针段纱及浮线。
缝制工艺标准要求说明:
针距:3CM 至少12-14针、用9号进口圆头针车缝。
线步要调试好不可过紧或起珠抛线。
各部位子口四线锁要均匀一致,吃势均匀不可大小弯曲以免影响外观及尺寸,注意上下片要叠起不可大小边以免爆口。
各部位锁边要
饱满不可空边,切断线现象。
所有裁片必须验片将次片挑出。
所有裁片对号拼接,以免色差的现象。
丈巾、丈巾绳、捆条芯生产前必须进行泡水缩水,织带必须先蒸气缩水,以免因缩率不同造成溶皱
绣、印花裁片必须在生产前验片,严格执行样衣、工艺单标准,成品精细美观。
不可有脱色脱胶粘色、跳针断线等现象。
龟背锁四线要圆,贴车龟背要圆顺,主唛车于后领骨中,压两端0.1cm边线尺码唛对折车于主唛侧边,不可有高低歪斜,线步不可起
珠于外面,回针线不可起团。
领面烫布衬,领分中贴车仿真皮,皮、主唛、单标必须是三合一对齐。
合领暗线缝位控制在0.8cm之内,要顺直,领高按实样板,上领弧形要圆顺不可有吃针起皱,要平服,内缝控制在0.4cm子口,注意内外领不可松紧起扭,前领内外层不可松紧。
领顶压线不可藏
子口。
领脚压0.6cm线宽窄要一致,不可露子口,织带不起皱,不可太紧。
各部位锁四线用顺色线,缝位宽窄要一致,特别注意用锁边线要跟于缝位用线,缝位上上端顺色线,切记不可用错。
左胸前皮标,0.1边线不可大小,皮标要方正,车标位按订位版,必须高度重视。
四线上袖子不可有吃针,起皱,前后过肩条要对准,袖笼要平服,暗线不可有跳针浮线,袖口罗纹合缝开骨定子口,装袖口内侧缝要对准,不可起扭,要平服。
袖中插色宽窄要一致边线不可毛边。
四线锁侧缝夹点要对准,不可松线毛边跳针,
检验标准要求及后整包装说明:
►车间必须跟究工艺单、样衣、批板意见、产前会要求进行生产,将问题防范于未燃,严控于车间杜绝于后道。
►注意油污、脏渍要清干净,各部位不可有针孔,线头要剪干净。
►各部位尺寸一定要控制公差之内,后道整汤要注意。
前袋用实样订位,内袋唇贴不可拉紧,袋唇宽度一定要用实样板车,左右宽窄要一致代贴布不可外露,袋眉要顺直边车暗子口线,宽窄要一致,左右要对称。
合前侧要顺直下端插色左右对位要对称,后侧放洗水唛穿起左边高12cm注意成份正反面,见样衣。
袖口、下摆针织罗纹,要先烫缩水后在剪尺寸长度,宽度按实样板去车。
装下兰拉链前6cm处不可罗纹有拉度和吃皱,要平服,左右侧要对称。
下摆罗纹后中侧缝三点定位,拉度要均匀,不可弯弯曲曲,宽窄一要致,拉度要均匀,固定实样线不可外露。
下兰罗纹与领窝不得有高低,不可有欠里现象,下兰与领窝面不得松和紧。
装前胸链要顺直,左右对位要对准,溶位要均匀不起皱打折,下兰罗纹条要顺直,下兰不得有尖嘴,罗纹不得有高低。
压胸链0.6CM 宽,白线,压线不可起扭皱折否则不接受。
前后担干、袖中拼接子口倒中。
里挂面锁四线不得有弯曲要顺直,压0.6cm线要顺直宽窄一致,不可起皱,
套胸链,注意内挂面左右宽窄,领窝平服,下摆罗纹条要顺直,袋布订在里挂上要平服。
技术部后整部门机修►全件整烫平顺,不可起镜、不可压死、不留锈水迹、注意左右对称及骨位倒向,不可藏子口,入箱前绝不可有潮湿
►挂牌必须对款号、对色、对码,以及洗水挂牌不接受挂牌有错漏现象。
►跟究装箱要求入箱,对款、对色、对码,对件数,不得少装错装。
补充说明: 每个色上线必须看产前确认样。
参
会
者
签
字验证员生产经理品控部门裁床跟单车间主管/组长。