配料机-pld-1200-YT-1200c-使用-说明书
配料机说明书

前言产品利用说明书作为交付产品的组成部份,它将向用户介绍产品的特点、用途、结构、工作原理、安装调试、操作进程、保护保养机事故处置,特别强调了保护操作者的安全办法及环境保护。
对从事设备管理、操作及维修人员来讲,是必读材料,如此不仅能有效地帮忙您利用本机并达到最佳的经济效益,还能避免机械、电器的损坏和意外事故的发生。
请注意:本设备在安装之前,应第一阅读本说明书,并按有关规定进行操作与保护。
优先选用我厂提供或推荐的零配件。
出现重大故障请与我厂联系。
本产品将不断改良与完善,修改内容恕不通知。
欢迎提出宝贵意见。
目录1、产品类型及适应范围----------------------------------------32、技术参数-------------------------------------------------------3 3、结构及功能----------------------------------------------------34、机械的安装----------------------------------------------------35、电器的安装与操作说明-------------------------------------46、PLY配料控制器----------------------------------------------47、利用注意事项-------------------------------------------------118、机械的保护与保养-------------------------------------------119、常见故障及排除方式----------------------------------------12附录图一、PLD800配料机安装示用意-----------------------------13图二、地基图-------------------------------------------------------14图3、电气原理图-------------------------------------------------15图4、操作面板布置图-------------------------------------------16图五、仪表板图----------------------------------------------------17图六、仪表接线短子图-------------------------------------------17图7、电气接线短子图-------------------------------------------171、产品类型及适应范围PLD800 配料机主要用于砼混合料的配制。
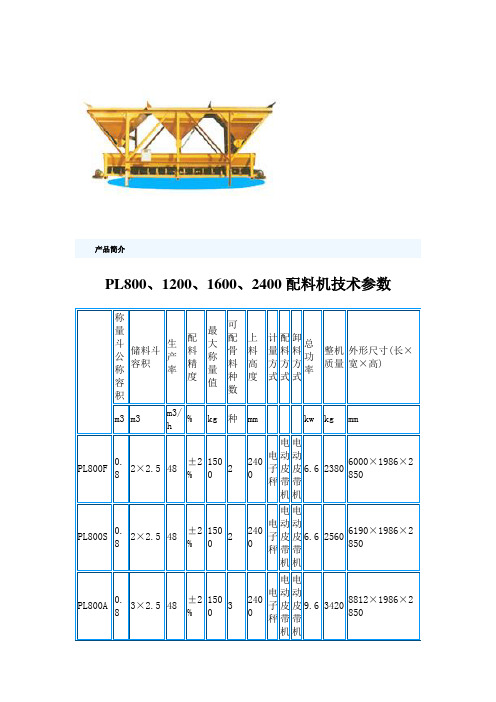
混凝土配料机参数
电动皮带机
电动皮带机
6.6
2450
6000×1986×2850
PL1200S
1.2
2×2.5
60
±2%
2000
2
2400
电子秤
电动皮带机
电动皮带机
6.6
2650
6190×1986×2850
PL1200A
1.2
3×2.5
60
±2%
2000
3
2400
电子秤
电动皮带机
电动皮带机
9.6
3420
8812×1986×2850
PL1200C
1.2
3×4
60
±2%
2000
3
2400
电子秤
气动闸门
电动皮带机
7
3420
9270×2215×2900
PL1200D
1.2
4×2.5
60
±2%
2000
4
2400
电子秤
电动皮带机
电动皮带机
11
3420
12100×1986×2850
PL1600A
1.6
3×4
80
±2%
3000
3
2400
电子秤
电动皮带机
6.6
2380
6000×1986×2850
PL800S
0.8
2×2.5
48
±2%
1500
2
2400
电子秤
电动皮带机
电动皮带机
6.6
2560
6190×1986×2850
PL800A
0.8
3×2.5
48
微机配料系统操作说明

微机配料系统操作说明(总26页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March微机配料系统操作说明唐山金鼎自控技术有限公司2008年修目录一、概述――――――――――――――――――――――――――――――2二、本软件系统讲解―――――――――――――――――――――――――3①料名管理―――――――――――――――――――――――――――4②仓料对照―――――――――――――――――――――――――――5③配方管理―――――――――――――――――――――――――――6~9④生产参数―――――――――――――――――――――――――――10~11⑤系统检测―――――――――――――――――――――――――――12~13⑥正常生产―――――――――――――――――――――――――――14~17⑦数据报表―――――――――――――――――――――――――――17~20三、选定功能――――――――――――――――――――――――――21一、概述:此微机控制配料系统是我公司集十多年丰富经验开发的控制系统,取多家同行业、同类控制系统之所长,功能齐全,运行稳定,具有较高的性价比。
在2007年以前本软件运行于WIN98平台下,自2007年后经过一年的多次测试和实验本软件升级到WIN2000或WINXP操作系统下,外围设备采用PLC中间控制,从原有基础上大大提高了稳定性,增强对外界恶劣环境的耐久性!本软件主要功能如下(部份功能由客户选定):◆变频配料和非变频配料两种方式(区别:变频与非变频区别说在-慢加料过程中,变频更改电机频率,非变频采用点动加料!)◆在线修改提前量、允许误差、变频速度、快慢加料提前量、点动时间,也可以设定为自动修正落差。
◆在线打印数据报表(每批次报表、阶段报表、日报表、月报表、年报表)。
◆在线换仓,如果某一仓中原料已用完,可以通过换仓按钮跳到另一存储相同原料的仓位,同时当前配方号也做相应的调整。
自动配料系统操作规程(3篇)
第1篇一、概述自动配料系统是现代化生产线中不可或缺的自动化设备,用于实现物料的精确配比。
本规程旨在规范自动配料系统的操作流程,确保系统安全、稳定、高效地运行。
二、操作前的准备1. 检查设备状态:操作前,需检查设备是否处于正常状态,包括传感器、执行器、控制系统等。
2. 确认物料:确认待配物料的种类、规格、粒度等信息,确保与配料单一致。
3. 开启电源:接通电源,确保设备处于供电状态。
4. 启动控制系统:打开控制系统,进入操作界面。
三、操作步骤1. 输入配料单:在操作界面上输入配料单,包括物料名称、配比、重量等信息。
2. 启动配料系统:点击“启动”按钮,系统开始自动运行。
3. 监控配料过程:操作人员需实时监控配料过程,包括物料的输送、称重、配比等环节。
4. 调整配比:如发现配比误差,可随时调整配料单,系统会自动重新计算并执行。
5. 停止配料:当配料达到预设的重量或时间时,点击“停止”按钮,系统停止运行。
6. 检查配料结果:检查配料结果是否符合要求,如不符合,需重新配料。
四、注意事项1. 操作人员需熟悉设备操作规程和物料特性。
2. 严禁操作人员擅自更改系统参数。
3. 严禁在设备运行过程中进行清洁、维护等操作。
4. 严禁操作人员将手或身体其他部位伸入设备内部。
5. 严禁在设备周围堆放杂物。
6. 严禁在设备运行过程中进行操作人员的互换。
五、安全操作1. 穿戴个人防护用品:操作人员需穿戴安全帽、工作服、手套等个人防护用品。
2. 保持操作环境整洁:操作现场应保持整洁,严禁堆放杂物。
3. 遵守操作规程:严格遵守本规程,确保设备安全运行。
4. 紧急情况处理:如遇设备故障或异常情况,应立即停止操作,并采取相应的应急措施。
六、操作记录操作人员需做好操作记录,包括操作时间、物料名称、配比、重量等信息,以便于后续查询和追溯。
七、培训与考核1. 新员工需经过专业培训,熟练掌握自动配料系统的操作规程。
2. 定期对操作人员进行考核,确保其操作技能符合要求。
微机配料控制系统使用说明书
目录◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇◇第一章系统简介------------------------------------------------------------------------------ 1 1—1 概述------------------------------------------------------------------------------------ 1 1—2 系统性能及指标--------------------------------------------------------------------- 1 1—3 系统使用条件------------------------------------------------------------------------ 1第二章系统组成及原理--------------------------------------------------------------------- 2 2—1 系统组成及原理--------------------------------------------------------------------- 2 2—2 系统主机性能------------------------------------------------------------------------ 3 2—3 通道控制仪电源和传感放大器--------------------------------------------------- 4 2—4 系统控制柜外形结构--------------------------------------------------------------- 5第三章系统的操作使用--------------------------------------------------------------------- 6 3—1 系统开、关机顺序------------------------------------------------------------------ 6 3—2 系统命令详解------------------------------------------------------------------------ 6 3—3 实物标定------------------------------------------------------------------------------ 9 3—4 系统使用中的一些说明------------------------------------------------------------ 9第四章系统维护及故障排除--------------------------------------------------------------- 10 4—1 系统输入接口接线------------------------------------------------------------------ 10 4—2 系统常见故障及处理--------------------------------------------------------------- 13 4—3 系统的日常维护--------------------------------------------------------------------- 14 4—4 系统的总体布线及常用备件------------------------------------------------------ 15 4—5 秤体的安装、使用维护------------------------------------------------------------ 15第五章部分秤体产品图片------------------------------------------------------------------ 16第一章系统简介1—1 概述随着计算机技术的迅猛发展,在工业领域的应用日益广泛、成熟,特别是高可靠性的工业控制机(以下简称工控机)的推出,为计算机技术应用于工业生产过程控制带来了极大方便。
YTC1200微机继电保护测试仪用户手册说明书

目录第一章仪器技术参数及特点------------------------61.1 面板说明-----------------------------------61.2 技术参数-----------------------------------71.3 技术特点---------------------------------101.4 硬件结构---------------------------------111.5 操作使用---------------------------------121.6 软件快捷键-------------------------------13第二章软件使用方法----------------------------152.1 递变试验---------------------------------152.2 状态序列---------------------------------192.3 谐波-------------------------------------262.4 整组试验---------------------------------302.5 差动保护---------------------------------402.6 同期-------------------------------------472.7 线路定值---------------------------------502.8 距离保护---------------------------------592.9 阻抗特性---------------------------------642.10 频率滑差--------------------------------712.11 常规试验--------------------------------812.12 时间特性--------------------------------862.13 振荡------------------------------------932.14 故障再现--------------------------------98附录一:配置清单-------------------------------93附录二:售后服务-----------------------------110第一章仪器技术参数及特点1.1 面板说明1 2 3 4 5 6 71 电压源输出端口 UA、UB、UC、UX和共用中性点UN。
PL1200使用说明书
PL1200混凝土配料机使用说明书目录1、产品用途及特点 (1)2、主要技术参数 (1)3、结构组成与工作原理 (1)4、安装与调试 (2)5、配料系统设置 (3)6、操作维护规程及注意事项 (3)7、常见故障及排除方法 (4)1.产品用途及特点PL1200混凝土配料机是一种与搅拌机配套使用的前台自动配料设备。
它可根据用户设定的混凝土配比自动完成砂、石、水泥等三种以上物料的配料程序。
该产品依照GB10172《混凝土搅拌站技术条件》中配料系统的技术标准设计。
整机具有称量准确,配料精度高,速度快,控制功能强等特。
该产品采用电子称量,能自动进行动态零位跟踪及过冲量的自动测定和修正;数字显示,有主辅两个LED 数码显示窗,实时显示每种配料的重量和配料的累计重量;能方便的进行10种配方的保存和提取以及自动保存当前使用配方;具有完善的保护和故障诊断功能,有线遥控操作。
并且采用了分布式计算机控制,可以构成更大的控制系统。
PL1200混凝土配料机与相应的混凝土搅拌机组合,可组成各种不同形式、不同规格的组合式搅拌站,而造价仅为同规格搅拌站的1/2-1/3,且移动、安装十分方便,是生产高质量混凝土的理想设备。
PL1200混凝土配料机与双向输送皮带机配套,可供两台搅拌机配料,达到极佳的经济效果。
2.主要技术参数称量斗公称容积: 1.5m3储料斗容积:2×2.5m3生产率:60m3/h配料精度:±2%检定分度值: 2.0kg准确度等级:IIII最大称量值:2000kg可配骨料种数:3种上料高度:2300mm皮带机带速: 1.25m/s总功率:16(4×4)kw整机质量:4200kg外形尺寸:(长×宽×高)9200×2200×3000mm3.结构组成与工作原理3.1结构组成PL1200混凝土配料机由给料系统、称量系统、和微机控制系统三大部分组成。
整体结构见整机示意图。
PLY配料控制器使用说明内容

第一部分操作快速入门一、准备将三相四线电源线,各电机电源线,电磁阀控制线,传感器信号线,遥控手柄或上、下限位控制线(有些配料机不需上、下限位控制,则无此接线)接入端子排的相应位置。
控制柜及仪表必须可靠接地,以防止雷击和保护设备及人身安全。
二、上电控制器接入电源之前,请检查使用的电压范围,一定注意是否在交流187V~242V之间,频率为50Hz±2%范围内。
如您使用的电源不能满足这一要求,需加交流稳压电源。
操作空气开关手柄,给控制系统通电,并使系统预热30分钟。
(通电后严禁秤体进行电气焊等造成仪表及传感器易损坏的操作)三、校称设备第一次使用或长时间使用后称量不准确时,需进行校称操作,正常情况下无需校称。
PLY配料控制器只有处于“停止”状态(运行状态指示灯灭)时,才能进行校称操作。
校称前首先清空称量斗,为确保校称值的精确性,用户必须在控制器通电半小时后,再进行校称操作。
校称前,称体应稳定(无摆动)、平衡,并保证所使用的传感器受力一致。
否则应先进行称体调整。
校称时按键顺序及显示内容如下。
四、控制器配方(定值和落差)设定PLY配料控制器,最多可控制四路上料、两路卸料。
因此,如果实际只用1至3路,对不用的路数的定值,必须设定为零。
另外配料控制器只有处于“停止”状态(运行状态指示灯灭)才可以进行配方号的选择。
1 配方号的选择2 配方值的修改五、运行面板上的“启动/停止”键或遥控手柄上的“运行”按钮,便进入“配料”状态。
当各种物料上料完毕,按遥控手柄上的卸料按钮实现卸料。
卸料完成后,罐数自动加1,重新上第一种物料,开始第二个配料周期,实现全自动配料。
六、停机有罐数设定时,配料的罐数达到罐数设定值时,配料过程停止,控制器可自动停机。
在配料过程中,无论在什么情况下(有罐数控制或无罐数控制)需要停机时,可待各种物料上料完毕,按一下遥控手柄上的“运行”按钮,或控制器面板上的“停止”状态。
此时把控既可。
七、常见故障提示及处理第二部分使用说明书一、概述1 简介PLY 配料控制器是由单片微机控制,集称重、控制于一体的智能仪表。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录1.简介和快速入门 (1)2.控制器面板及按键说明技术规格 (6)3.校称操作 (10)4.配方管理 (13)5.配置参数管理 (17)6.落差管理 (25)7.自动配料操作 (27)8.维护调试与常见问题 (33)9.控制器后面板说明与接线 (38)10.功能特点和技术规格 (43)11.售后服务和联系方式 (47)简介和快速入门本章用于帮助用户快速入门,详细说明请参考后面章节。
1.简介YT1200C配料控制器是专为建筑机械中各种配料系统设计。
该控制器采用了工业级微处理器和24位高精度A/D转换芯片设计,全数字处理技术。
整机设计先进,功能强大。
具有以下主要特点:✧测量精度高,配料准确✧控制4路上料,2路卸料(或者5路上料,1路卸料)✧永久储存九种配方,掉电不丢数据✧全数字式校准和设定,操作简单易用,准确可靠。
✧具有输入输出自检功能,并能够检测传感器故障,特别易于维护。
✧特别设计的过压过流和防雷保护,保障仪表适应工地恶劣环境,可靠工作。
✧操作简单,抗干扰能力强,各种状态数据自动保存,工地电源不稳定或突然断电也能正常运行,不丢数据,不用维护,可靠耐用。
2.状态说明YT1200C配料控制器分为“手动”和“自动”两个基本状态,“手动”状态用于各项参数设置。
“自动”状态下,控制器按照配方执行自动配料工作。
两种状态通过控制器面板上按键切换,或按遥控盒的“启停”按钮切换。
启停“手动”状态的显示:状态标志显示字母“C”表示当前是手动称重状态。
该处在设定配方时显示“PF”,校准时显示“JF”,设置参数时显示“F”,查看落差时显示“L”。
第二行显示当前使用的配方信息,滚动显示该配方对应的四种物料的用量定值。
“自动”状态的显示:显示窗的第一行显示已配制罐数,和称量斗的当前称重值。
(在“自动”状态下可以按“复零”键将配制罐数清零)。
第二行上料时显示使用的配方序号,当前正在上料的物料序号,和当前该物料的实际用量。
如果是卸料,第二行则显示配方号和卸料方向。
✧ “自动”指示灯亮表明当前处于“自动”状态。
✧ “上料”指示灯亮表明正在上料状态。
✧ “左卸料”指示灯亮表明正在左卸料状态。
✧ “右卸料”指示灯亮表明正在右卸料状态。
✧ “暂停”指示灯亮表明上料或卸料过程被暂停,输出继电器不动作。
✧ “信号异常”指示灯亮表明传感器的输出信号不正常,说明传感器有故障或者接线有问题。
已经配制罐数用“复零”键清零当前工作配方序号 当前上料料号 该指示灯亮表明进入“自动”状态 当前料号用量 料斗称重值3.开机操作步骤第一次开机调试:1)检查接线,YT1200C控制器通电。
2)配料柜档位开关扳到“手动”档。
3)确认YT1200C控制器处于“手动”状态。
4)进行校秤(先校零点再校准,参照第三章“校称操作”)。
5)设定配方(参看第四章“配方操作”)。
6)配料柜档位开关扳到“自动”档。
7)按遥控盒“启停”按钮,开始自动配料。
8)配料结束,按遥控盒“启停”按钮,控制器退出“自动”状态,停止自动配料。
正常配料操作步骤:1)选定工作配方2)配料柜档位开关扳到“自动”档。
3)按遥控盒“启停”按钮,开始自动配料。
4)配料结束,按遥控盒“启停”按钮,控制器退出“自动”状态,停止自动配料。
4.遥控盒按钮操作:配料柜配套的遥控盒上有四个按钮,将配料柜上的挡位开关拨到自动档上,按遥控盒上“启停”按钮,配料机进入自动配料程序开始上料。
上料时按“暂停”按钮则会暂停上料,再按该按钮则恢复上料。
上完所有物料后进入卸料等待,按“左卸料”按钮或者“右卸料”按钮则开始卸料,在卸料过程中按任何卸料按钮则会暂停卸料,再按卸料按钮则恢复卸料。
在“自动”状态下,按“启停”按钮则停止当前动作,退回“手动”状态。
再按“启动”按钮则又进入“自动”状态,并从原来退出时的状态继续运行。
5.注意事项1)本机采用全自动过流过压保护,当供电电源超过AC260V时,显示窗自动熄灭,过压指示灯亮时。
此时请用户先立刻断掉仪表供电电源,再检查电路,尤其是零线。
恢复正常供电后,再给仪表上电。
2)本机提供了传感器信号检测,校准错误提示及输入输出自检等检查调试手段,极大的方便了用户维护。
详情请参考“维护与调试”章节。
3)不使用自动配料时,配料控制器也必须退出“自动”状态。
严禁YT1200C控制器处于“自动”状态时手动配料!控制器面板及按键说明1.外观如图所示:前面板主要由显示窗口,状态指示灯,操作按键等构成。
2.显示窗口显示窗口分为上下两行数码管显示,上行分成左右两个显示区,右显示区四位数码显示计量斗内物料重量,左显示区两位数码指示当前状态或罐数。
下行显示配方序号、物料序号、物料用量、定值等信息。
3.指示灯面板上有七个指示灯,用于指示当前状态。
●“自动”指示灯亮表明当前处于“自动”状态。
●“上料”指示灯亮表明正在上料。
●“左卸料”指示灯亮表明正在左卸料。
●“右卸料”指示灯亮表明正在右卸料。
●“暂停”指示灯亮表明上料或卸料过程被暂停。
●“信号异常”指示灯亮表明传感器的输出信号不正常,说明传感器有故障或者接线有问题,请及时检查。
●“过压保护”指示灯。
当供电电源超过AC260V时,显示窗自动熄灭,过压指示灯亮时。
此时请用户先立刻断掉仪表供电电源,再检查电路,尤其是零线。
恢复正常供电后,再给仪表上电。
4.按键按键分为三类,分别是功能键,数字键和编辑键。
1) 功能键键:按该键,可以切换“自动”和“手动”两个状态。
键:在“手动”状态下,按该键,查看修改选择配方。
键:在“手动”状态下,按该键,查看修改参数。
键:在“手动”状态下,按该键,查看修改落差。
键:在“手动”状态下,按该键,则将显示重量置零,即校零点。
在“自动”状态下,按该键,则将显示的配料罐数清零。
键:在“手动”状态下,按该键,进行校秤校准操作。
健:在“手动”状态下,按该键,进入自检调试状态,检查输入输出。
键:按该键,切换显示传感器的信号电压,用于检查传感器故障。
2)十个数字键,用于输入数字。
3) 编辑键左移键:在编辑修改状态,向左移动闪烁位。
右移键:在编辑修改状态,按该键进入下一级,或向右移动闪烁位。
键:确认并存储当前信息,退出当前状态,并返回到上一级状态。
5. 通用按键操作规则。
设置配方,参数等操作都需要输入数字。
数字输入的通用规则是:当显示窗中有某位数字闪烁时,则意味着该位数字是可以修改的,此时直接按数字键,即可以更改该位数值。
按移动键 则可以左右移动待修改位(闪烁位)的位置。
按 键确认输入内容,并返回上一级。
为了防止无关人员乱动,校准、设置配方、设置参数等需要输入密码。
当显示窗显示字母“PPPP ”时,提示用户输入密码,此时请输入控制器密码“1200”,并按键确认输入。
确认 确认 确认校称操作配料机在使用前必须先进行校称操作,校称完成后控制器才能显示正确的称重数据。
校称操作分为校零点和校准两步。
1.校零点:先将称量斗卸空,控制器处于“手动”状态下(即显示窗“罐数”处显示字母“C”),键,显示窗的称重值即显示为零。
校零点操作完成。
按2.校准:先将称量斗加载标准砝码(或已知重量物品如水泥、人等)至满量程(或尽量多)。
配料控制器处于“手动”称重状态下操作(即显示窗“罐数”处显示字母“C”)。
,其中XX.XX是控制器检测到的传感器的信号电压,单位是mv(毫伏),供用户校准时参考。
3.注意:如果出现校准错误提示,则说明校准过程有错误。
如下:配方管理YT1200C配料控制器可以设置9种配方,并保存,断电后也不会丢失信息。
管理人员可以一次设定存储多种所用配方。
配料时,操作人员只需要根据实际需要按照序号选择相应配方即可。
YT1200C配料控制器在“手动”状态时,显示窗的第二行显示当前使用的配方序号,并滚动显示该配方的料号和对应用量设定值。
用户应在开始自动配料前先检查配方是否正确。
对每种配方用户可以方便直观的查看修改定值。
1.设定配方:YT1200C配料控制器处于“手动”状态下操作(即显示窗“罐数”处显示字母“C”)。
2.选择新工作配方参照上文“设定配方”操作步骤,执行完第4步,输入欲选择的工作配方后,直接按3. 配方操作状态总结配方操作共有三级状态,分别是“选择配方”, “料号输入”和“定值输入”三级状态,按键进入下一级,按 键,确认新值,返回上一级。
每一级都可以按数字键输入数字。
如下图所示:配置参数管理1.有关参数说明1.1.配制罐数控制 (F1参数)控制器自动配制完一轮,显示的配制罐数加一,当该罐数达到设定值时,配料停止,显示的罐数数值闪烁。
同时“暂停“指示灯亮。
YT1200C控制器在自动配料状态时按键,可以将显示罐数复零。
罐数复零后再按“上料”按钮,才能重新开始配料。
如果在F1参数中设定的罐数为零,则表示禁止罐数控制。
1.2.上料间隔时间 (F2参数)上料间隔时间是控制器在上料过程中,一路物料上完停止后,到下一路物料启动的间隔时间,单位:秒。
该时间不可设置过短,应保证下一路物料启动时,称量值已经稳定,否则会造成内部落差计算不准确,影响配料精度。
1.3.零位延迟时间 (F3参数)零位延迟时间是指控制器在卸料过程中,当卸料卸到零位范围(F5参数)后,再延长卸料的时间,时间到后,无论称重值是否为零,控制器都停止卸料。
单位:秒。
如果卸料不净可以适当加大该值。
1.4.下轮延迟时间 (F4参数)下轮延迟时间是控制器在本轮配料完成后,至启动下一轮上料的延迟时间,时间到后,如果允许上料,则开始新一轮的上料。
单位:秒。
1.5.零位范围 (F5参数)零位范围是控制器在卸料过程中,卸到这个重量值时启动零位延迟时间(F3参数),单位:千克。
例如:如果零位范围设定为20千克,零位延迟时间设为3秒,这样卸料时,当卸到只剩20千克时,开始延时,延时3秒后,即使称重值不为零,也停止卸料。
这样可以解决粘料问题。
如果料斗粘料严重,适当加大该值。
1.6.卸料控制方式 (F6参数)本控制器有两种卸料控制方式,一种是用遥控盒按钮上的“左卸料”按钮和“右卸料”按钮控制;另一种是用行程开关控制。
用户通过“卸料控制方式”参数(F6参数)来选择,当该参数为“0”时,用遥控盒按钮控制,当该参数为“1”时,用行程开关控制。
该参数的选择一定要与配料机的实际硬件接线相配合。
1.7.传感器灵敏度 (F7参数)传感器灵敏度是称重传感器的标称灵敏度,单位:mv/v。
常见数值为 1.5m/mv,2.0mv/v,2.5mv/v。
按传感器铭牌标注输入。
该参数参与诊断传感器好坏及计算F8参数(最大载荷),请正确输入。
1.8.配料机最大载重 (F8参数)因为配料机称量斗的最大载荷取决于多个因素,包括传感器的量程,传感器灵敏度,称量斗自重,称量系统的杠杆传力比,配料控制器的信号输入范围等,所以配料机的实际最大载重难以确定。