焊接探伤方法
钢焊缝手工超声波探伤方法及质量分级法

钢焊缝手工超声波探伤方法及质量分级法(最新版5篇)《钢焊缝手工超声波探伤方法及质量分级法》篇1钢焊缝手工超声波探伤方法主要分为预扫查、正式扫查和结束扫查三个阶段。
预扫查阶段主要是为了选择最佳扫查面,确定最佳扫查角度,选择灵敏度最高的探头和适宜的仪器。
正式扫查阶段是超声探伤的关键,其操作方法随工件形状、焊缝形式、探头种类及探伤操作部位的不同而不同。
结束扫查阶段主要是对工件进行局部处理。
质量分级法包括如下内容:1. 对未焊透的评级:当缺陷尺寸小于等于评定标准规定的值时,不论其多少,只做合格品评定;当缺陷尺寸大于评定标准规定的值时,则不合格。
2. 对咬边深度评级:若咬边深度不超过评定标准规定的值,则只做合格品评定;若超过评定标准规定的值,则不合格。
3. 对声影评级:当声影不影响焊缝有效长度内的射线胶片时,只做合格品评定;当声影妨碍射线透入焊缝或妨碍焊缝射线胶片的读出时,则不合格。
4. 对波幅评级:根据缺陷回声最高波的波幅与该焊工、该焊道、该焊缝超声检测的评定标准所规定的要求相比,判定其合格或不合格。
《钢焊缝手工超声波探伤方法及质量分级法》篇2钢焊缝手工超声波探伤方法主要分为4个步骤:1. 表面处理:在探伤前,应将焊缝表面及附近区域彻底清理,以便于检测。
2. 操作人员:操作人员必须经过专业培训,熟悉操作规程,严格按工艺要求进行操作。
3. 探伤灵敏度:应根据母材钢材等级、焊接材料、工艺等因素确定探伤灵敏度。
4. 探伤操作:在探伤操作中,应按照标准规定的操作方法进行,注意检测角度、距离、斜率等参数的选择和调整。
对于手工超声波探伤结果的判定,一般采用《超声检测质量分级指南》(GB11345-89)中规定的标准进行质量分级。
该指南将焊缝质量分为5级,分别是A级、B级、C级、D级和E级。
其中,A级和B 级为合格级别,C级为基本合格级别,D级为不合格级别,E级为严重不合格级别。
《钢焊缝手工超声波探伤方法及质量分级法》篇3钢焊缝手工超声波探伤方法主要分为四个步骤:1. 准备工作:探头校直、探头零点调节、耦合剂的涂敷。
探伤口的焊接方法
探伤口的焊接方法
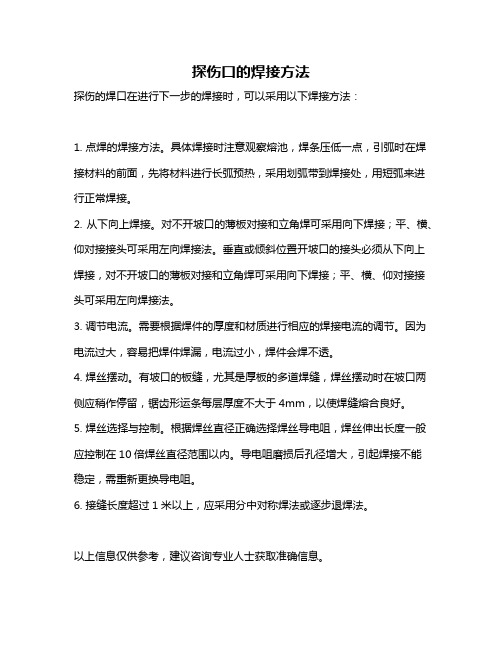
探伤的焊口在进行下一步的焊接时,可以采用以下焊接方法:
1. 点焊的焊接方法。
具体焊接时注意观察熔池,焊条压低一点,引弧时在焊接材料的前面,先将材料进行长弧预热,采用划弧带到焊接处,用短弧来进行正常焊接。
2. 从下向上焊接。
对不开坡口的薄板对接和立角焊可采用向下焊接;平、横、仰对接接头可采用左向焊接法。
垂直或倾斜位置开坡口的接头必须从下向上焊接,对不开坡口的薄板对接和立角焊可采用向下焊接;平、横、仰对接接头可采用左向焊接法。
3. 调节电流。
需要根据焊件的厚度和材质进行相应的焊接电流的调节。
因为电流过大,容易把焊件焊漏,电流过小,焊件会焊不透。
4. 焊丝摆动。
有坡口的板缝,尤其是厚板的多道焊缝,焊丝摆动时在坡口两侧应稍作停留,锯齿形运条每层厚度不大于4mm,以使焊缝熔合良好。
5. 焊丝选择与控制。
根据焊丝直径正确选择焊丝导电咀,焊丝伸出长度一般应控制在10倍焊丝直径范围以内。
导电咀磨损后孔径增大,引起焊接不能
稳定,需重新更换导电咀。
6. 接缝长度超过1米以上,应采用分中对称焊法或逐步退焊法。
以上信息仅供参考,建议咨询专业人士获取准确信息。
电焊ut探伤的焊接手法

电焊ut探伤的焊接手法电焊UT探伤是一种非破坏性检测方法,用于检测焊接接头的质量和缺陷。
电焊UT探伤手法是指在电焊过程中,通过超声波的传播和反射来检测焊接接头的缺陷和质量问题。
在电焊UT探伤中,首先需要准备一台超声波探伤仪器,该仪器由发射器和接收器组成。
发射器将超声波信号发送到焊接接头上,接收器接收反射回来的超声波信号。
在进行电焊UT探伤之前,需要对焊接接头进行准备工作。
首先要清理焊接接头表面的杂质和污垢,以保证超声波信号的传播和反射的准确性。
其次,需要进行声速校准,即根据焊接接头材料的声速来设置超声波探伤仪器的参数,以确保测量结果的准确性。
在进行电焊UT探伤时,需要按照一定的手法和步骤进行操作。
首先,将发射器放置在焊接接头上,发射超声波信号。
然后,接收器接收反射回来的超声波信号,并将信号传输到仪器中进行处理和分析。
根据接收到的超声波信号,可以判断焊接接头是否存在缺陷,例如裂纹、夹渣、气孔等。
在进行电焊UT探伤时,需要注意一些细节和技巧。
首先,要选择合适的探头和超声波频率,以适应不同焊接接头的检测要求。
其次,在检测过程中要保持探头与焊接接头的良好接触,以确保超声波信号的传播和反射的准确性。
同时,要控制超声波的传播角度和幅度,以获得清晰的检测结果。
在电焊UT探伤中,还可以使用一些辅助技术来提高检测的准确性和可靠性。
例如,可以使用多角度扫描技术来获取更全面的检测信息。
此外,还可以利用图像处理和分析技术,对检测结果进行图像化和定量化处理,以便更好地评估焊接接头的质量和缺陷。
电焊UT探伤是一种常用的非破坏性检测方法,可以有效地检测焊接接头的质量和缺陷。
在进行电焊UT探伤时,需要掌握正确的手法和步骤,并注意细节和技巧,以确保检测结果的准确性和可靠性。
通过电焊UT探伤,可以及时发现和修复焊接接头的缺陷,提高焊接质量和安全性。
焊缝探伤检测方法

焊缝探伤检测方法
焊缝探伤检测是在焊接过程中对焊缝进行质量控制的重要方法。
以下是一些常用的焊缝探伤检测方法:
1. 超声波探伤检测:通过将超声波传入焊缝中,利用超声波在不同介质中传播速度的变化来检测焊缝内部的缺陷和不良结构。
这种方法非常灵敏,并且可以在不破坏焊缝的情况下进行检测。
2. 射线探伤检测:利用射线(通常是X射线或γ射线)在焊
缝中的吸收和散射来检测焊缝内的缺陷。
这种方法可以探测到非常小的缺陷,并且可以用于检测深部焊缝。
3. 磁粉探伤检测:将磁性材料(如铁粉)喷洒在焊缝表面,通过施加磁场来检测焊缝中的裂纹和断裂。
这种方法适用于检测表面缺陷,并且可以快速、经济地进行。
4. 渗透探伤检测:将渗透剂涂覆在焊缝表面,待其渗透入表面裂纹或孔洞中,随后用显色剂着色,可看到颜色变化,以检测表面缺陷。
这些方法各有优势和适用范围,具体选择何种方法应根据焊缝的要求和实际情况来决定。
在进行焊缝探伤检测时,应根据操作规程严格执行,确保检测结果的准确性和可靠性。
焊接探伤检测有几种方法
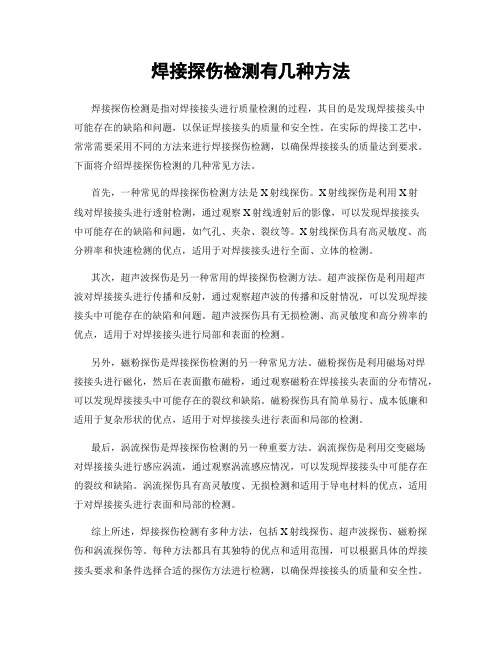
焊接探伤检测有几种方法焊接探伤检测是指对焊接接头进行质量检测的过程,其目的是发现焊接接头中可能存在的缺陷和问题,以保证焊接接头的质量和安全性。
在实际的焊接工艺中,常常需要采用不同的方法来进行焊接探伤检测,以确保焊接接头的质量达到要求。
下面将介绍焊接探伤检测的几种常见方法。
首先,一种常见的焊接探伤检测方法是X射线探伤。
X射线探伤是利用X射线对焊接接头进行透射检测,通过观察X射线透射后的影像,可以发现焊接接头中可能存在的缺陷和问题,如气孔、夹杂、裂纹等。
X射线探伤具有高灵敏度、高分辨率和快速检测的优点,适用于对焊接接头进行全面、立体的检测。
其次,超声波探伤是另一种常用的焊接探伤检测方法。
超声波探伤是利用超声波对焊接接头进行传播和反射,通过观察超声波的传播和反射情况,可以发现焊接接头中可能存在的缺陷和问题。
超声波探伤具有无损检测、高灵敏度和高分辨率的优点,适用于对焊接接头进行局部和表面的检测。
另外,磁粉探伤是焊接探伤检测的另一种常见方法。
磁粉探伤是利用磁场对焊接接头进行磁化,然后在表面撒布磁粉,通过观察磁粉在焊接接头表面的分布情况,可以发现焊接接头中可能存在的裂纹和缺陷。
磁粉探伤具有简单易行、成本低廉和适用于复杂形状的优点,适用于对焊接接头进行表面和局部的检测。
最后,涡流探伤是焊接探伤检测的另一种重要方法。
涡流探伤是利用交变磁场对焊接接头进行感应涡流,通过观察涡流感应情况,可以发现焊接接头中可能存在的裂纹和缺陷。
涡流探伤具有高灵敏度、无损检测和适用于导电材料的优点,适用于对焊接接头进行表面和局部的检测。
综上所述,焊接探伤检测有多种方法,包括X射线探伤、超声波探伤、磁粉探伤和涡流探伤等。
每种方法都具有其独特的优点和适用范围,可以根据具体的焊接接头要求和条件选择合适的探伤方法进行检测,以确保焊接接头的质量和安全性。
焊缝探伤报告
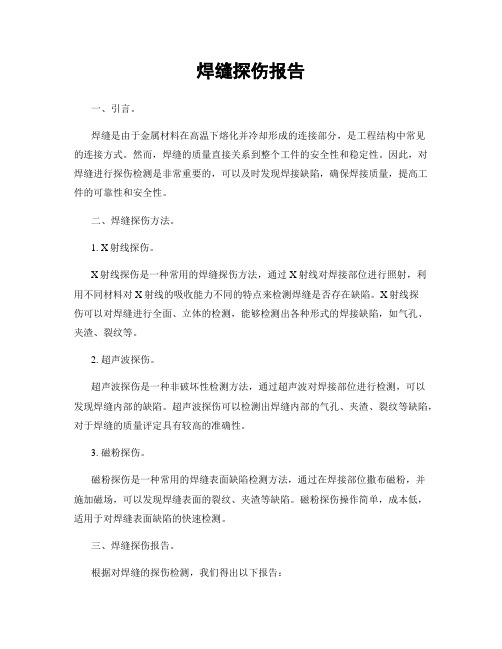
焊缝探伤报告一、引言。
焊缝是由于金属材料在高温下熔化并冷却形成的连接部分,是工程结构中常见的连接方式。
然而,焊缝的质量直接关系到整个工件的安全性和稳定性。
因此,对焊缝进行探伤检测是非常重要的,可以及时发现焊接缺陷,确保焊接质量,提高工件的可靠性和安全性。
二、焊缝探伤方法。
1. X射线探伤。
X射线探伤是一种常用的焊缝探伤方法,通过X射线对焊接部位进行照射,利用不同材料对X射线的吸收能力不同的特点来检测焊缝是否存在缺陷。
X射线探伤可以对焊缝进行全面、立体的检测,能够检测出各种形式的焊接缺陷,如气孔、夹渣、裂纹等。
2. 超声波探伤。
超声波探伤是一种非破坏性检测方法,通过超声波对焊接部位进行检测,可以发现焊缝内部的缺陷。
超声波探伤可以检测出焊缝内部的气孔、夹渣、裂纹等缺陷,对于焊缝的质量评定具有较高的准确性。
3. 磁粉探伤。
磁粉探伤是一种常用的焊缝表面缺陷检测方法,通过在焊接部位撒布磁粉,并施加磁场,可以发现焊缝表面的裂纹、夹渣等缺陷。
磁粉探伤操作简单,成本低,适用于对焊缝表面缺陷的快速检测。
三、焊缝探伤报告。
根据对焊缝的探伤检测,我们得出以下报告:1. 焊缝内部存在气孔和夹渣,对焊接质量造成一定影响,需重新进行焊接处理。
2. 焊缝表面存在裂纹,需要进行修补处理,确保焊缝的完整性和稳定性。
3. 焊缝连接部位存在局部变形,需要重新进行焊接处理,确保焊接部位的稳固性。
四、结论。
焊缝探伤是确保焊接质量的重要手段,通过对焊缝的全面检测,可以及时发现焊接缺陷,保证焊接质量,提高工件的可靠性和安全性。
在进行焊接工艺时,需要严格按照工艺要求进行操作,确保焊接质量,减少焊接缺陷的产生。
五、致谢。
感谢对本次焊缝探伤工作给予支持和帮助的各位专家和同事,在他们的指导和帮助下,我们完成了本次焊缝探伤工作,并得出了相应的报告。
六、参考文献。
[1] 焊接工程手册。
[2] 焊接质量检测技术。
[3] 焊接工艺规程。
以上就是本次焊缝探伤报告的全部内容,希望能对大家有所帮助。
角焊缝探伤检测方法

角焊缝探伤检测方法
角焊缝是指两个或多个金属材料在角部焊接而成的焊缝,常见于钢结构、船舶、压力容器等行业。
为保障角焊缝的质量,需采用有效的探伤方法进行检测。
以下是常用的角焊缝探伤检测方法:
1.视觉检测法:通过肉眼观察焊缝和熔合区是否存在缺陷和裂纹等。
2.磁粉检测法:将铁磁性粉末撒在焊缝表面,利用电磁铁产生磁场,检测缺陷。
3.超声波检测法:利用超声波的声波穿透力和反射能力探测缺陷。
4.射线检测法:利用X射线或伽马射线穿透能力探测缺陷。
5.感应热像检测法:利用感应热像仪检测焊缝热量分布和温度分布,判断熔合区、热影响区和母材是否存在异常。
综上所述,以上五种方法均可用于角焊缝的探伤检测。
根据不同的具体情况,选取适宜的探伤方法进行检测,可以保障焊接质量和工程安全。
焊缝探伤检测方法
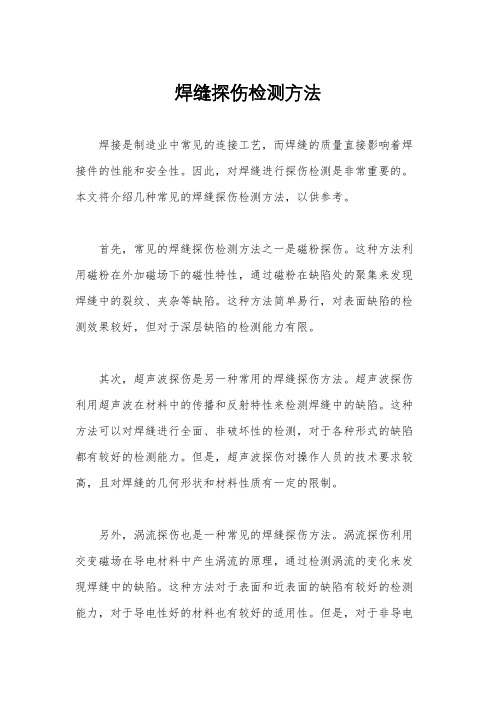
焊缝探伤检测方法焊接是制造业中常见的连接工艺,而焊缝的质量直接影响着焊接件的性能和安全性。
因此,对焊缝进行探伤检测是非常重要的。
本文将介绍几种常见的焊缝探伤检测方法,以供参考。
首先,常见的焊缝探伤检测方法之一是磁粉探伤。
这种方法利用磁粉在外加磁场下的磁性特性,通过磁粉在缺陷处的聚集来发现焊缝中的裂纹、夹杂等缺陷。
这种方法简单易行,对表面缺陷的检测效果较好,但对于深层缺陷的检测能力有限。
其次,超声波探伤是另一种常用的焊缝探伤方法。
超声波探伤利用超声波在材料中的传播和反射特性来检测焊缝中的缺陷。
这种方法可以对焊缝进行全面、非破坏性的检测,对于各种形式的缺陷都有较好的检测能力。
但是,超声波探伤对操作人员的技术要求较高,且对焊缝的几何形状和材料性质有一定的限制。
另外,涡流探伤也是一种常见的焊缝探伤方法。
涡流探伤利用交变磁场在导电材料中产生涡流的原理,通过检测涡流的变化来发现焊缝中的缺陷。
这种方法对于表面和近表面的缺陷有较好的检测能力,对于导电性好的材料也有较好的适用性。
但是,对于非导电材料和厚度较大的材料,涡流探伤的效果就会大打折扣。
最后,X射线探伤也是一种常用的焊缝探伤方法。
X射线探伤利用X射线在材料中的透射和吸收特性来检测焊缝中的缺陷。
这种方法可以对焊缝进行全面、深层的检测,对于各种形式的缺陷都有较好的检测能力。
但是,X射线探伤设备价格昂贵,操作复杂,对操作人员的技术要求也很高。
综上所述,不同的焊缝探伤方法各有优劣。
在实际应用中,需要根据具体的焊接工艺、焊缝形式和材料性质选择合适的探伤方法。
同时,对于复杂的焊缝结构,也可以采用多种探伤方法相结合的方式,以提高检测的准确性和全面性。
希望本文介绍的焊缝探伤检测方法能对相关人员有所帮助。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接探伤方法
一、超声波探伤
它是利用超声波在介质中遇到界面产生反射的性质及其在传播时产生衰减的规律,来检测缺陷的无损探伤方法。
二、磁粉探伤
它是利用缺陷处漏磁场与磁粉的相互作用,显示铁磁性材料表面和近表面缺陷的无损探伤方法。
三、射线探伤
它是利用被检工件对透入射线的不同吸收来检测缺陷的无损探伤方法。
射线照相法已广泛应用于焊缝和铸件的内部质量检验,例如各种受压容器、锅炉、船体、输油和输气管道等的焊缝,各种铸钢阀门、泵体、石油钻探和化工、炼油设备中的受压铸件,精密铸造的透平叶片,航空和汽车工业用的各种铝镁合金铸件等。
四、渗透探伤
它是利用毛细管作用原理检测材料表面开口性缺陷的无损探伤方法。