电池生产工艺流程图
合集下载
锂电池工艺流程图
更改电解液
盖
气
板
密
激
性
光
测
焊
电 池 烘 烤
检 测 短 路 断
电 池 分
注 液
电 池 秤
档
重
路
铝壳装配工艺流程图1
裁隔膜纸
正
负
极
片 烘 烤
卷 绕
卷 绕 检
捍
压
贴
扁
扁
上
胶
正负极刷粉
查
纸
符号说明: 1 表示对生产对象进行加工、装配等; 2 表示品质部负责的专检点; 3 表示生产对象在工作地有计划地存放; 4 表示生产对象在工作地附近的临时存放。
收
卷
负
极 片
裁
刮
刷
大
粉
粉
对
裁
辊
小
片
片
符号说明: 1 表示对生产对象进行加工、装配等; 2 表示品质部负责的专检点; 3 表示生产对象在工作地有计划地存放; 4 表示生产对象在工作地附近的临时存放。
负极片工艺流程图2
极耳
裁
重
极
负
小
量
耳
极
片
分
连
片
档
接
贴
胶
外 观
计 数
检
查
送 装 配 车 间
纸
相 应 图 片(1)
已注液流转的电池1
已注液流转的电池
<3.8V
预充
全测电压 >3.8V
压钢珠
NO
NO
第一次分容
第二次分容
已注液流转的电池2
已分容电池
储存期内完成
外观处理
(除胶纸、清洗、 抛光)
盖
气
板
密
激
性
光
测
焊
电 池 烘 烤
检 测 短 路 断
电 池 分
注 液
电 池 秤
档
重
路
铝壳装配工艺流程图1
裁隔膜纸
正
负
极
片 烘 烤
卷 绕
卷 绕 检
捍
压
贴
扁
扁
上
胶
正负极刷粉
查
纸
符号说明: 1 表示对生产对象进行加工、装配等; 2 表示品质部负责的专检点; 3 表示生产对象在工作地有计划地存放; 4 表示生产对象在工作地附近的临时存放。
收
卷
负
极 片
裁
刮
刷
大
粉
粉
对
裁
辊
小
片
片
符号说明: 1 表示对生产对象进行加工、装配等; 2 表示品质部负责的专检点; 3 表示生产对象在工作地有计划地存放; 4 表示生产对象在工作地附近的临时存放。
负极片工艺流程图2
极耳
裁
重
极
负
小
量
耳
极
片
分
连
片
档
接
贴
胶
外 观
计 数
检
查
送 装 配 车 间
纸
相 应 图 片(1)
已注液流转的电池1
已注液流转的电池
<3.8V
预充
全测电压 >3.8V
压钢珠
NO
NO
第一次分容
第二次分容
已注液流转的电池2
已分容电池
储存期内完成
外观处理
(除胶纸、清洗、 抛光)
详细锂离子电池生产工艺流程含图片

极片烘烤 烘烤箱 刷粉台 刷粉
相应图片 (2)
卷绕-放入正极片 卷绕-放入负极片 卷绕-放入正极片 卷绕-卷绕体
相 应 图 片(3)
捏扁的电芯 压扁 贴上胶纸 贴侧胶纸
相应图片 (4)
贴底胶纸 套壳 套壳后全测内阻 焊连接片
相 应 图 片(5)
缠胶纸 已缠好胶纸 点焊负极 极耳整形
相应图片 (6)
单击此处添加副标题
锂离子电池生 产工艺流程
正极拉浆流程图
双面拉浆
开 始
正 极 配
料
正
正
极
极
搅
拉
拌
浆
量 确 认
厚 度 、 重
正 极 拉 浆 检
查
符号说明:
•
表示对生产对象进行加工、装配等;
•
表示品质部负责的专检点;
1
表示生产对象在工作地有计划地存放;
负极拉浆流程图
双面拉浆
开 始
负 极 配
料
负
负
极
极
正
负
极
片
烘
卷
烤
绕
正负极刷粉
卷 绕 检 查
捍
压
贴
扁
扁
上
胶
纸
符号说明:
•
表示对生产对象进行加工、装配等;
•
表示品质部负责的专检点;
•
表示生产对象在工作地有计划地存放;
4
表示生产对象在工作地附近的临时存放。
钢壳电池装配工艺流程图2
钢壳
盖板
贴
贴贴
套
电
测套
焊
上
侧底
壳
池
内壳
连
胶
动力电池PACK生产工艺流程图
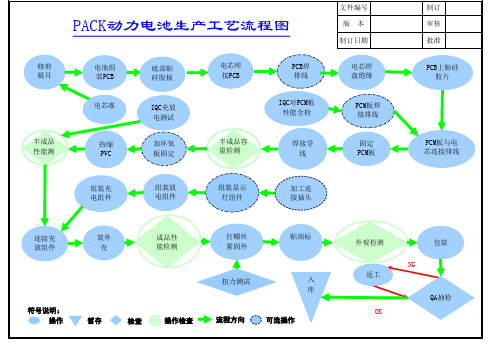
PACK动力电池生产工艺流程图
修剪 极耳
半成品 性能测
电池组 装PCB
电芯准
热缩 PVC
底部贴 硅胶板
IQC充放 电测试
加环氧 板固定
电芯焊 接PCB
半成品容 量检测
PCB焊 排线
IQC对PCM板 性能全检
焊接导 线
文件编号 版本 制订日期
电芯焊 盘绝缘
PCM板焊 接排线
固定 PCM板
组装充 电组件
组装放 电组件
组装显示 灯组件
加工连 接插头
制订 审核 批准 PCB上贴硅
胶片
PCM板与电 芯连接排线
连接充 放组件
装外 壳
成品性 能检测
打螺丝 紧固外
贴商标
符号说明: 操作
暂存
扭力测试
入
库
检查
操作检查
流程方向
可选操作
外观检测 返工 OK
包装 NG
QA抽检
修剪 极耳
半成品 性能测
电池组 装PCB
电芯准
热缩 PVC
底部贴 硅胶板
IQC充放 电测试
加环氧 板固定
电芯焊 接PCB
半成品容 量检测
PCB焊 排线
IQC对PCM板 性能全检
焊接导 线
文件编号 版本 制订日期
电芯焊 盘绝缘
PCM板焊 接排线
固定 PCM板
组装充 电组件
组装放 电组件
组装显示 灯组件
加工连 接插头
制订 审核 批准 PCB上贴硅
胶片
PCM板与电 芯连接排线
连接充 放组件
装外 壳
成品性 能检测
打螺丝 紧固外
贴商标
符号说明: 操作
暂存
扭力测试
入
库
检查
操作检查
流程方向
可选操作
外观检测 返工 OK
包装 NG
QA抽检
手机电池生产工艺流程图
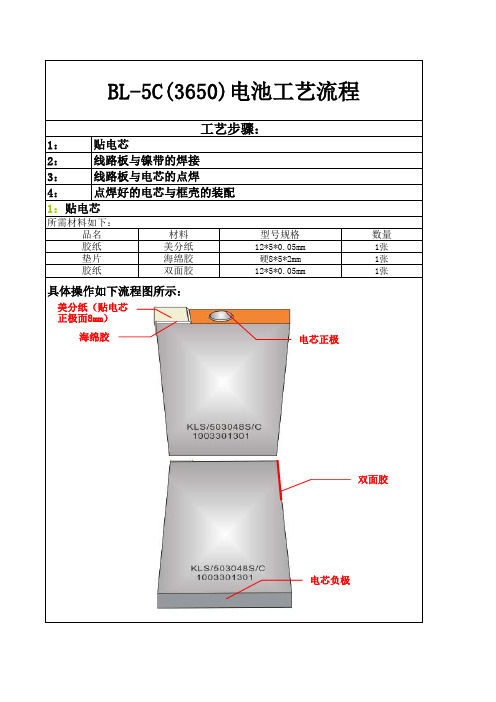
BL-5C(3650)电池工艺流程
工艺步骤:
1: 贴电芯
2: 线路板与镍带的焊接
3: 线路板与电芯的点焊
4: 点焊好的电芯与框壳的装配
1:贴电芯
所需材料如下: 品名 胶纸 垫片 胶纸
材料 美分纸 海绵胶 双面胶
型号规格 12*5*0.05mm 硬8*5*2mm 12*5*0.05mm
数量 1张 1张 1张
具体操作如下流程图所示:
美分纸(贴电芯 正极面8mm)
海绵胶
电芯正极
双面胶 电芯负极
2:线路板与镍带的焊接
所需材料如下: 品名 镍带 镍带
材料
型号规格
数量
钢镀镍
0.127*25*2.5(正极)mm
1条
钢镀镍
0.127*45*2.5(负极)mm
1条
具体操作如下流程图所示:
正极镍带
负极镍带
线路注意地方如下 正负极镍带和线路板之间需保持平整整齐 线路板与镍带之间的焊接无虚焊,无满锡,焊点光亮,无拉尖 焊接时电烙铁停留在焊接点的时间不能过长,以免造成线路板的五金脱落 在焊接时锡不能满到线路板的五金里,以免造成不必要的短路
3:线路板与电芯的点焊 具体操作如下流程图所示:
海绵垫 (30*4*4mm)
线路板正极点焊
海绵垫 (30*4*4mm)
线路板负极点焊
备注:在焊接过程中正负极镍带、线路板和电芯需保平整整齐 ,并确保 点焊牢固.
4:点焊好的电芯与框壳的装配 具体操作如下流程图所示:
备注:将点焊好的电芯装入电池框壳中,确保电芯上的五金与框壳中 的五金相对应,无下陷,并且五金与框壳五金线对齐
工艺步骤:
1: 贴电芯
2: 线路板与镍带的焊接
3: 线路板与电芯的点焊
4: 点焊好的电芯与框壳的装配
1:贴电芯
所需材料如下: 品名 胶纸 垫片 胶纸
材料 美分纸 海绵胶 双面胶
型号规格 12*5*0.05mm 硬8*5*2mm 12*5*0.05mm
数量 1张 1张 1张
具体操作如下流程图所示:
美分纸(贴电芯 正极面8mm)
海绵胶
电芯正极
双面胶 电芯负极
2:线路板与镍带的焊接
所需材料如下: 品名 镍带 镍带
材料
型号规格
数量
钢镀镍
0.127*25*2.5(正极)mm
1条
钢镀镍
0.127*45*2.5(负极)mm
1条
具体操作如下流程图所示:
正极镍带
负极镍带
线路注意地方如下 正负极镍带和线路板之间需保持平整整齐 线路板与镍带之间的焊接无虚焊,无满锡,焊点光亮,无拉尖 焊接时电烙铁停留在焊接点的时间不能过长,以免造成线路板的五金脱落 在焊接时锡不能满到线路板的五金里,以免造成不必要的短路
3:线路板与电芯的点焊 具体操作如下流程图所示:
海绵垫 (30*4*4mm)
线路板正极点焊
海绵垫 (30*4*4mm)
线路板负极点焊
备注:在焊接过程中正负极镍带、线路板和电芯需保平整整齐 ,并确保 点焊牢固.
4:点焊好的电芯与框壳的装配 具体操作如下流程图所示:
备注:将点焊好的电芯装入电池框壳中,确保电芯上的五金与框壳中 的五金相对应,无下陷,并且五金与框壳五金线对齐
锂电池生产工艺(聚合物锂电制造流程)PPT课件

27.09.2020
*
14
极片收卷轴(作用:收单双面极片)
27.09.2020
*
15
纠偏器
作用:控制收 卷整齐度
27.09.2020
*
16
自动上料缸
作用:①保持液面高度稳定; ②浆料保持搅拌状态;
27.09.2020
*
17
⑶极片段切
段切机
分切机
段切机
27.09.2020
*
18
脚踏剪扳机
27.09.2020
*
35
正极超声波金属焊接机
27.09.2020
*
36
极耳修剪
27.09.2020
*
37贴胶板Fra bibliotek27.09.2020
*
38
预封
27.09.2020
*
39
包装
27.09.2020
包装机
*
40
热封模具
27.09.2020
*
41
自动胶纸切割机
27.09.2020
*
42
检测内阻
27.09.2020
*
19
⑷极片烘烤
烤箱
27.09.2020
*
20
⑸辊压
辊压机
27.09.2020
*
21
⑹冲切
27.09.2020
*
22
刀模
27.09.2020
*
23
⑺极片分档
27.09.2020
*
24
电子称
档次栏
27.09.2020
*
25
极耳断切机
27.09.2020
叠片电池工艺简介-PPT

裁切大片
冲切冲床
冲切后的极片 6
装配工艺流程图
裁隔膜纸
叠
叠 片
片 检 查
点
封
焊
焊
符号说明:
3 表示对生产对象进行加工、装配等;
4 表示品质部负责的专检点;
5 表示生产对象在工作地有计划地存放;
பைடு நூலகம்
4 表示生产对象在工作地附近的临时存放。
封
电
电
焊
池
池
检
烘
注
查
烤
液
7
相 应 图 片(3)
叠片
叠好的电芯
点焊
存,充电过程中出现任何异常,立即将电池从装置或充 电器中移离并停用。
• ㈨如果电极弄脏,使用前应用干布抹净,否则可能会导
致接触不良功能失效。
• ㈩废弃之电池应用绝缘纸包住电极,以防起火、爆炸。
16
极
极
搅
拉
拌
量 确 认
厚 度 、 重
查负 极 拉 浆 检
符号说明:
3
表示对生产对象进行加工、装配等;
4
表示品质部负责的专检点;
5
表示生产对象在工作地有计划地存放;
3
相应图片
配料
搅拌
拉浆
4
极片制片工艺流程图
片裁 小
极 片 烘
烤
对 辊
冲 切 小
外 观 检 查
片
送 装 配 车 间
5
相 应 图 片(3)
15
• ㈤禁止在高温下(炙热的阳光下或很热的汽车中)使
用或放置电池,可能会引起电池过热、起火或功能失效、 寿命减短。
• ㈥禁止在强静电和强磁场的地方使用,否则易破坏电池
锂电池生产工艺流程图
Coating (涂布)---与叠片原理相同,方法不同
工序功能:将浆料间歇、均匀地涂覆在传送集流体的表面, 烘干,分别制成正负极的极片卷。
原理:涂辊转动带动浆料,通过调整刮刀 间隙来调节浆料转移量,并利用背辊或涂 辊的转动将浆料转移到基材上,按工艺要 求,控制涂布层的厚度以达到重量要求, 同时,通过干燥加热除去平铺于基材上的 浆料中的溶剂,使固体物质很好地粘结于 基材上。
Cutting(裁片、分条)
工序功能:将冷压后的极片卷,先裁成大片,然后分成所需 要的小条正负极极片
卷绕工艺的主要工艺流程 ---Cutting
卷绕工艺的主要工艺流程 ---Winding
Winding(卷绕)
工序功能:小条正负极极片、隔离膜卷绕组合成裸电芯
卷绕工艺的主要工艺流程 ---Winding
卷绕工艺的主要工艺流程 --- Top sealing
Top sealing(顶封)---与叠片工艺相同
工序功能:将裸电芯包上包装铝箔,对顶部和侧边进行热封装
原理:包装铝箔分3层(尼龙层、铝层、PP层),封装 时通过加热使PP溶化,同时加压(封头压合)使两层 包装铝箔粘合在一起,达到封装的目的
卷绕工艺的主要工艺流程 --- Top sealing
测试
叠片工艺物料形态流程图
叠片工艺的主要工艺流程 ---Mixing
Mixing (搅拌)
工序功能:将正极或者负极粉料以及其他配料混合均匀,并调制成浆。
活性物质
导电剂
粘接剂
搅拌罐 溶剂
Mixing示意图
浆料控制点: 1.Viscosity粘度 2.Particle size颗粒度 3.Solid content固含量 工序控制点: 1.搅拌速度 2.搅拌温度 3.搅拌时间 4.搅拌次序
工序功能:将浆料间歇、均匀地涂覆在传送集流体的表面, 烘干,分别制成正负极的极片卷。
原理:涂辊转动带动浆料,通过调整刮刀 间隙来调节浆料转移量,并利用背辊或涂 辊的转动将浆料转移到基材上,按工艺要 求,控制涂布层的厚度以达到重量要求, 同时,通过干燥加热除去平铺于基材上的 浆料中的溶剂,使固体物质很好地粘结于 基材上。
Cutting(裁片、分条)
工序功能:将冷压后的极片卷,先裁成大片,然后分成所需 要的小条正负极极片
卷绕工艺的主要工艺流程 ---Cutting
卷绕工艺的主要工艺流程 ---Winding
Winding(卷绕)
工序功能:小条正负极极片、隔离膜卷绕组合成裸电芯
卷绕工艺的主要工艺流程 ---Winding
卷绕工艺的主要工艺流程 --- Top sealing
Top sealing(顶封)---与叠片工艺相同
工序功能:将裸电芯包上包装铝箔,对顶部和侧边进行热封装
原理:包装铝箔分3层(尼龙层、铝层、PP层),封装 时通过加热使PP溶化,同时加压(封头压合)使两层 包装铝箔粘合在一起,达到封装的目的
卷绕工艺的主要工艺流程 --- Top sealing
测试
叠片工艺物料形态流程图
叠片工艺的主要工艺流程 ---Mixing
Mixing (搅拌)
工序功能:将正极或者负极粉料以及其他配料混合均匀,并调制成浆。
活性物质
导电剂
粘接剂
搅拌罐 溶剂
Mixing示意图
浆料控制点: 1.Viscosity粘度 2.Particle size颗粒度 3.Solid content固含量 工序控制点: 1.搅拌速度 2.搅拌温度 3.搅拌时间 4.搅拌次序
电池生产工艺流程图
④拉拔力测试
①漏焊 ②虚假焊 ③焊错位 ④锡渣 ⑤短路隐患
实行全检
控制点
①内部组装工艺 (结构、 电气)
②外观(外部塑胶 壳,五金触片,注胶 位) ③开路电压,内阻
实行自、互检, IPQC定时抽检
控制点
①超压应牢固,无 缝隙
②表面无冒胶
③外表无压伤
④ID、NTC值
④内部部件无损坏
⑤充放电保护功能
实行自、互检, IPQC定时抽检
包 装
抽检
路电压 、放电功能 护功能
NTC值
控制点
①注塑平整
②无缩水,无气泡
③无注胶不满
④没有变形、压伤 ⑤装机顺畅,卡机 松紧适当,轻拍手 机不掉电
⑥外观
⑦套机
实行全检 控制点 ①开路电压,内阻 ②充电保护功能 ③ID、NTC值 ④外观
实行OQC抽检 控制点 ①内阻 ②开路电压 ③充、放电功能 ④保护功能 ⑤ID、NTC值 ⑥外观
包装程序
1、 工艺流
电芯分容柜测 试
手机电池生产工艺流程图
点焊机
恒温烙铁
综合测试仪
超声波塑焊 机
低压注塑机
综合测试仪
包装程序
超
终
电
点
锡
初
声
注
包
芯
波
分
焊
焊
检
焊
塑
检
装
容
实行全检 控制点 ①容量 ②内阻 ③开路电压
2、 ①互
实行自、互检, IPQC定时抽检
实行自、互检, IPQC定时抽检
控制点
控制点
①焊点牢固性、可 靠性 ②短路隐患 ③各部件位置
①漏焊 ②虚假焊 ③焊错位 ④锡渣 ⑤短路隐患
实行全检
控制点
①内部组装工艺 (结构、 电气)
②外观(外部塑胶 壳,五金触片,注胶 位) ③开路电压,内阻
实行自、互检, IPQC定时抽检
控制点
①超压应牢固,无 缝隙
②表面无冒胶
③外表无压伤
④ID、NTC值
④内部部件无损坏
⑤充放电保护功能
实行自、互检, IPQC定时抽检
包 装
抽检
路电压 、放电功能 护功能
NTC值
控制点
①注塑平整
②无缩水,无气泡
③无注胶不满
④没有变形、压伤 ⑤装机顺畅,卡机 松紧适当,轻拍手 机不掉电
⑥外观
⑦套机
实行全检 控制点 ①开路电压,内阻 ②充电保护功能 ③ID、NTC值 ④外观
实行OQC抽检 控制点 ①内阻 ②开路电压 ③充、放电功能 ④保护功能 ⑤ID、NTC值 ⑥外观
包装程序
1、 工艺流
电芯分容柜测 试
手机电池生产工艺流程图
点焊机
恒温烙铁
综合测试仪
超声波塑焊 机
低压注塑机
综合测试仪
包装程序
超
终
电
点
锡
初
声
注
包
芯
波
分
焊
焊
检
焊
塑
检
装
容
实行全检 控制点 ①容量 ②内阻 ③开路电压
2、 ①互
实行自、互检, IPQC定时抽检
实行自、互检, IPQC定时抽检
控制点
控制点
①焊点牢固性、可 靠性 ②短路隐患 ③各部件位置
聚合物电池各车间生产工艺流程图
聚合物电池二车间生产工艺流程图(卷绕式)
接制片车间正极片
化成 40℃搁置 8~12 小时
卷绕 全检卷芯 热压芯、冷定形
测短路 折极耳 电芯组装、定位
正封、侧封
贴保护膜
二次真空封边 修边
转分容工序
测短路
扩口
脱气烘烤 24 小时
注液 抽真空 预封口 40℃搁置 12 小时
接制片车间负极片
隔膜分切
修边 拉伸 裁铝塑复合膜
聚合物电池三车间生产工艺流程图(卷绕式)
接修边后的电芯
分容 剪极耳 折边、烫边 贴顶胶 撕保护膜 平压整形 40℃老化 5 天 检测内阻、电压、厚度 喷码 包装
出货
聚合物电池涂烘烤、球磨
负极
材料称重
配料 过筛
涂布 裁大片修边
配料 过筛
涂布 裁大片
吸尘压片 裁小片
吸尘压片 裁小片
极极片耳检焊验接、分重 裁取铝极耳 极耳压平 极耳包扎 吸尘
转卷绕装配车间
裁取镍极耳
极极耳片焊检接验、分重 极耳压平 极耳包扎
吸尘
转卷绕装配车间
锂电池生产工艺流程图
Mixing (搅拌)--与叠片工艺基本相同
工序功能:将正极或者负极粉料以及其他配料混合均匀,并调制成浆。
活性物质
导电剂
粘接剂
搅拌罐 溶剂
Mixing示意图
浆料检测点: 1.Viscosity粘度 2.Particle size颗粒度 3.Solid content固含量
卷绕工艺的主要工艺流程 ---Coating
Cold Lam (冷压)
工序功能:将Coating后的极片压实,达到合适的密度和厚度
原理:通过调节压辊的间隙以调节压 力,从而调节极片被压实的厚度和密 度
叠片工艺的主要工艺流程 --- Stacking
Stacking(叠片)
工序功能:通过手工或夹具将正极极片、隔离膜、负极 极片规则地重叠在一起。
卷绕工艺的主要工艺流程 --- Inject
Inject(注液)---与叠片工艺基本相同
工序功能:将电解液加入到电芯中,并将电芯完全封住
环境要求:电芯注液前要进行除水,关注过程要求低湿度
原理:水作为电解液中一种痕量组分,对锂离子电池SEI膜的形成 和电池性能有非常大的影响,满充状态的负极与锂金属性质相近, 可以直接与水发生反应。因此,在锂离子电池的制作过程中必须严 格控制环境的湿度和正负极材料、电解液的含水量。
卷绕工艺的主要工艺流程 --- Inject
卷绕工艺的主要工艺流程 --- Formation
Formation(预化成)---与叠片工艺原理相同,流程不同
工序功能:通过充电方式将其内部正负极物质激活, 同时在负极表面形成良好的SEI膜。 预化流程:
Formation: 0.1C CC 200min to 3.95V
预化流程: