产品作业指导书(电子产品生产)
电子制造作业指导书

电子制造作业指导书【正文】作业指导书电子制造第一章介绍1.1 概述电子制造是指通过电子技术手段进行电子产品的生产和制造,包括原材料的采购、加工、组装和质量检测等过程。
本作业指导书旨在为电子制造人员提供操作指引,确保产品质量和生产效率。
1.2 目的本指导书的目的是为电子制造人员提供清晰的工作指导,帮助他们正确操作设备、进行组装、调试和测试等工作,确保产品符合质量标准和客户需求。
同时,通过规范的作业流程,提高生产效率和工作安全性。
1.3 读者对象本指导书主要针对从事电子制造工作的操作人员,包括工厂生产线上的工人和相关技术人员。
读者需要具备一定的电子制造基础知识,并能理解和执行本指导书中的操作指引。
第二章设备操作2.1 设备准备在进行电子制造作业前,需确保所使用设备处于正常工作状态。
操作人员应按照设备操作手册进行设备准备工作,包括设备开机、检查仪器仪表、连接电源等步骤。
2.2 设备操作规程2.2.1 加工设备操作根据产品制定的工艺流程,将原材料放入设备,并按照规定的参数进行加工操作。
操作人员应注意设备的安全操作规范,避免发生意外事故。
加工完成后,及时清理设备,并按照规定进行设备维护。
2.2.2 组装设备操作根据产品的组装流程,操作人员需将各个组件按要求进行组装,确保连接的可靠性和正确性。
组装完成后,进行外观检查和功能测试,确保产品质量。
2.2.3 调试设备操作对组装完成的产品进行调试前,操作人员需了解产品的功能和调试流程。
按照产品要求,进行电源接入、信号测试和参数调整等工作。
调试完成后,记录调试结果并进行测试验证。
2.3 安全操作在进行设备操作时,操作人员应遵守以下安全规定:- 穿戴工作服和个人防护装备;- 注意设备的安全操作指引,避免误操作;- 注意使用锋利工具时的安全操作;- 严禁在设备运行时打开设备的保护罩;- 发现设备故障时及时报修。
第三章质量检测3.1 检测准备在进行质量检测之前,操作人员需准备好所需工具和测试设备。
产品作业指导书
4。重复以上步骤作业.
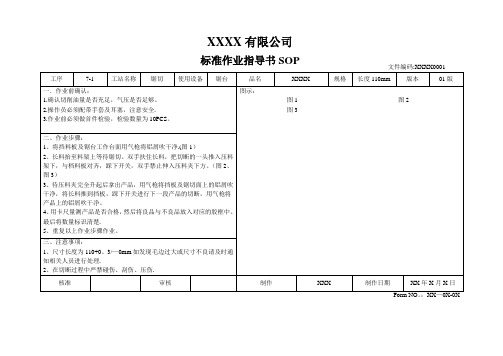
三、注意事项:
1、量平面度时方向不能摆错.
核准
审核
制作
XXX
制作日期
XX年X月X日
Form NO.:
文件编码:XXXX001
工序
7-4
工站名称
全检
(刮毛边)
使用设备
/
品名
XXXX
规格
长度110mm
版本
01版
一﹑作业前确认:
三、注意事项:
1、检查标签上的品名、规格、数量等是否于物料相符。
核准
审核
制作
XXX
制作日期
XX年X月X日
Form NO。:
4、重复以上步骤作业。
注意事项:
1、量测时要看准卡尺刻度。
2、推卡尺的力度需均匀。
核准
审核
制作
XXXX
制作日期
XX年X月X日
Form NO。:
文件编码:XXXX001
工序
7—6
工站名称
全检(包装)
使用设备
/
品名
XX
规格
长度110mm
版本
01版
一﹑作业前准备:
1.准备缠绕膜。
图示:
二、作业步骤:
1、从流水线上依次取待包装物料1PCS。
/
品名
XX
规格
长度110mm
版本
01版
一﹑作业前确认:
1。检查手套是否干净。
图示:
二、作业步骤:
1、从流水线上取1PCS物料
2、距眼约300mm处目视物料无撞伤、压伤、划伤、毛边,锯切面无明显刀痕。
电子厂电子产品品保部可靠性试验作业指导书-经典
毅力電子貿易有限公司電威電子有限公司電科電子有限公司品質系統工作指導書(ISO9001:2000)文件名稱:可靠性試驗工作指導書文件編號﹕NL-QUA-WI—04發行日期:Aug.01。
2002控制碼﹕NL-MAN-F051.0目的為確保公司所有產品的質量達到國際標準或客戶要求,特制定本文件闡述對有關產品進行可靠性試驗的工作指引,以確保各產品的可靠性試驗項目均能按規定執行, 並使公司產品達到具有高度可靠及安全性能的目的。
2.0适用范圍本文件适用于本公司品管部及對本公司所有開發及生產的產品進行可靠性試驗(包括原材料)。
3.0用語定義3.1可靠性試驗:指對本公司開發的產品在量產前(即試產後)、量產中,或產品的原材料物件進行的各種可靠性試驗,以確保產品能夠滿足客戶的要求,並符合安全性、耐久性、適用於目的地區使用性,在一般環境下操作或運輸過程中不容易被損壞等情況。
產品改良後或原材料試驗需經總管級以上批准。
可靠性試驗項目類別一般分為以下九大類:a.一般動作檢驗:產品在試驗前及試驗後,必須在常溫下進行外觀及性能等檢測,檢測的方法、標準按品管部要求[詳細請參閱《品管部工作指導書(QC)》NL-QUA-WI-02]。
b.環境試驗:對產品在高溫高濕、低溫環境流通或使用時的外觀及性能進行檢測,並與常溫檢驗標準作比較.c.運輸模擬試驗:對產品在運輸過程中所受振動及沖擊等破壞程度的測試.d.安全性能試驗:對高壓、絕緣和內部安全性能的測試.e.耐久性試驗:對產品零部件壽命、零部件強度進行測試.f.防腐蝕試驗:對產品外殼絲印、噴油顏色及螺絲、拉杆天線等金屬零部件防腐蝕能力進行測試。
g.老化性試驗:對產品進行加/減電壓、常電壓連績老化測試。
h.靜電試驗:用模擬靜電發生器對產品進行靜電放電破壞測試。
i.cd抗震能力測試:對產品cd防震能力進行測試。
3.2室溫:又稱常溫, 通常指在20℃~26℃範圍。
4.0權責4.1品管部經理a.負責統籌可靠性試驗室的一切運作, 確保本公司產品質量均能達到安全可靠的目的。
电子行业产品开发作业指导书

电子行业产品开发作业指导书第1章产品开发概述 (4)1.1 产品开发流程 (4)1.1.1 市场调研 (4)1.1.2 概念设计 (4)1.1.3 详细设计 (4)1.1.4 样机制造与测试 (4)1.1.5 优化改进 (4)1.1.6 批量生产 (4)1.1.7 市场推广与售后服务 (4)1.2 电子行业产品发展趋势 (5)1.2.1 智能化 (5)1.2.2 互联网化 (5)1.2.3 节能环保 (5)1.2.4 轻薄化 (5)1.2.5 高功能 (5)1.3 产品开发策略 (5)1.3.1 技术创新 (5)1.3.2 市场导向 (5)1.3.3 合作共赢 (5)1.3.4 品牌建设 (5)1.3.5 人才培养 (5)第2章市场调研与分析 (5)2.1 市场调研方法 (5)2.1.1 文献调研 (6)2.1.2 问卷调查 (6)2.1.3 访谈调研 (6)2.1.4 网络数据分析 (6)2.1.5 实地考察 (6)2.2 竞品分析 (6)2.2.1 确定竞品范围 (6)2.2.2 收集竞品信息 (6)2.2.3 分析竞品优劣势 (6)2.2.4 竞品策略借鉴 (6)2.3 用户需求挖掘 (6)2.3.1 用户画像构建 (7)2.3.2 用户访谈与观察 (7)2.3.3 用户行为分析 (7)2.3.4 用户反馈收集 (7)第3章产品规划 (7)3.1 产品定位 (7)3.1.1 市场定位 (7)3.1.3 应用场景 (7)3.1.4 产品优势 (8)3.2 产品功能设计 (8)3.2.1 基本功能 (8)3.2.2 高级功能 (8)3.3 产品形态与类别 (8)3.3.1 形态 (8)3.3.2 类别 (8)第4章硬件开发 (9)4.1 电路设计基础 (9)4.1.1 电路设计原则 (9)4.1.2 电路设计流程 (9)4.1.3 电路设计注意事项 (9)4.2 元器件选型 (9)4.2.1 元器件选型原则 (9)4.2.2 元器件选型流程 (9)4.3 硬件调试与验证 (10)4.3.1 硬件调试方法 (10)4.3.2 硬件验证方法 (10)4.3.3 调试与验证注意事项 (10)第5章软件开发 (10)5.1 软件架构设计 (10)5.1.1 架构概述 (10)5.1.2 架构设计原则 (10)5.1.3 架构设计方法 (10)5.2 编程语言与工具 (11)5.2.1 编程语言选择 (11)5.2.2 开发工具与环境 (11)5.2.3 编码规范 (11)5.3 软件测试与优化 (11)5.3.1 测试策略 (11)5.3.2 测试工具与方法 (11)5.3.3 优化策略 (12)第6章用户体验设计 (12)6.1 设计原则与方法 (12)6.1.1 设计原则 (12)6.1.2 设计方法 (12)6.2 界面设计 (13)6.2.1 视觉设计 (13)6.2.2 布局设计 (13)6.2.3 内容设计 (13)6.3 人机交互 (13)6.3.1 交互逻辑 (13)第7章结构设计 (14)7.1 结构设计基础 (14)7.1.1 设计原则 (14)7.1.2 设计流程 (14)7.1.3 设计规范 (14)7.2 材料选择与应用 (14)7.2.1 材料选择原则 (14)7.2.2 常用材料 (15)7.2.3 材料应用实例 (15)7.3 结构仿真与优化 (15)7.3.1 结构仿真分析 (15)7.3.2 结构优化设计 (15)7.3.3 仿真与优化软件 (15)第8章生产工艺与制造 (16)8.1 电子制造工艺 (16)8.1.1 工艺流程规划 (16)8.1.2 印刷电路板制造 (16)8.1.3 元器件焊接工艺 (16)8.1.4 组装与调试 (16)8.2 质量控制与管理 (16)8.2.1 质量管理体系 (16)8.2.2 质量检验与控制 (16)8.2.3 不良品处理 (16)8.2.4 持续改进 (16)8.3 供应链管理 (17)8.3.1 供应商选择与评价 (17)8.3.2 物料采购管理 (17)8.3.3 库存管理 (17)8.3.4 物流配送 (17)8.3.5 合同管理 (17)第9章产品测试与认证 (17)9.1 测试方法与工具 (17)9.1.1 测试方法 (17)9.1.2 测试工具 (17)9.2 产品可靠性测试 (18)9.2.1 测试内容 (18)9.2.2 测试要求 (18)9.3 认证与标准 (18)9.3.1 认证 (18)9.3.2 标准 (18)第10章产品发布与市场推广 (19)10.1 产品发布策略 (19)10.1.1 发布时间选择 (19)10.1.3 发布形式与内容 (19)10.2 市场推广渠道 (19)10.2.1 线上推广 (19)10.2.2 线下推广 (19)10.2.3 媒体合作 (19)10.3 售后服务与用户反馈 (19)10.3.1 售后服务体系建设 (19)10.3.2 用户反馈收集与处理 (20)10.3.3 用户满意度调查 (20)第1章产品开发概述1.1 产品开发流程1.1.1 市场调研产品开发的前期工作是对市场进行深入的调研,包括市场需求分析、竞争对手分析、用户需求挖掘等,为产品开发提供明确的方向。
电子元件制造作业指导书

电子元件制造作业指导书一、背景介绍电子元件制造是一项精密的工艺,旨在生产各种电子元件,如电阻器、电容器、晶体管等。
为了保证电子元件的质量和可靠性,制造过程需要严格的操作规范和高度的专业知识。
本作业指导书旨在为电子元件制造工人提供清晰明确的作业步骤和操作要点,以确保产品质量和工作效率。
二、材料准备1. 工艺文件:根据产品要求提供的工艺文件,包括制造工艺流程、工艺参数等。
2. 原材料:准备所需的原材料,如金属薄片、半导体材料、电介质材料等。
3. 工具和设备:准备所需的工具和设备,如钳子、焊接设备、测试仪器等。
三、作业流程1. 检查工艺文件:根据提供的工艺文件,仔细阅读并理解制造工艺流程和工艺参数等要求。
确保熟悉所需的操作步骤和要求。
2. 准备工作:a. 清洁工作台和工作环境,确保操作场所整洁无尘。
b. 检查工具和设备的完好性,确保其正常运行。
c. 准备必要的辅助材料,如焊接剂、电子胶等。
3. 处理原材料:a. 按照工艺文件要求,将原材料切割成适当尺寸或形状。
b. 清洁原材料,确保其表面无杂质。
4. 元件组装:a. 根据工艺文件要求,将预处理后的原材料按照组装顺序进行焊接、粘贴等操作。
b. 注意操作过程中的温度控制、压力控制等关键参数,确保组装质量。
5. 检查和测试:a. 对组装好的元件进行目视检查,确保无明显的缺陷或损伤。
b. 使用相应的测试仪器对元件进行功能性测试,检测其电学性能是否符合要求。
6. 包装和标识:a. 将合格的元件进行包装,确保其安全运输和储存。
b. 根据产品要求,进行相应的标识和记录,包括产品型号、批次号等信息。
四、注意事项1. 安全第一:操作过程中,要注意使用个人防护装备,并严格按照相关安全规定操作,防止意外事故的发生。
2. 严格质量控制:操作过程中,要时刻注意质量控制,确保每个步骤都符合要求,以避免产品缺陷和质量问题。
3. 操作规范:遵循工艺文件指导,严格按照操作要求执行每一步骤,确保产品的一致性和可靠性。
电子信息产品与设备制造作业指导书
电子信息产品与设备制造作业指导书第1章产品与设备基础知识 (4)1.1 电子产品概述 (4)1.2 设备制造基本工艺 (4)1.3 电子信息产品分类及特点 (4)第2章电子元器件选用与检验 (5)2.1 常用电子元器件介绍 (5)2.1.1 电阻器 (5)2.1.2 电容器 (5)2.1.3 电感器 (5)2.1.4 晶体管 (5)2.1.5 集成电路 (5)2.2 电子元器件的选用原则 (5)2.2.1 功能指标 (6)2.2.2 可靠性 (6)2.2.3 质量等级 (6)2.2.4 成本效益 (6)2.2.5 供应商信誉 (6)2.3 电子元器件的检验方法 (6)2.3.1 外观检查 (6)2.3.2 参数测试 (6)2.3.3 功能测试 (6)2.3.4 环境适应性测试 (6)2.3.5 老化测试 (6)第3章电路设计及PCB制作 (7)3.1 电路设计基本流程 (7)3.1.1 需求分析 (7)3.1.2 搭建原理图 (7)3.1.3 仿真分析 (7)3.1.4 设计评审 (7)3.1.5 设计迭代 (7)3.2 电子元器件布局与布线 (7)3.2.1 元器件布局 (7)3.2.2 布线 (7)3.3 PCB设计规范与审查 (8)3.3.1 设计规范 (8)3.3.2 审查要点 (8)第4章电子装配与焊接工艺 (8)4.1 电子装配工艺流程 (8)4.1.1 元器件准备 (8)4.1.2 元器件插装 (8)4.1.3 焊接前的检查 (9)4.1.4 焊接 (9)4.1.5 焊后检查 (9)4.1.6 功能测试 (9)4.1.7 装配 (9)4.2 焊接技术与操作要点 (9)4.2.1 焊接方法 (9)4.2.2 焊接材料 (9)4.2.3 焊接设备 (9)4.2.4 焊接操作要点 (9)4.3 质量控制与缺陷处理 (9)4.3.1 质量控制 (10)4.3.2 缺陷处理 (10)第5章整机装配与调试 (10)5.1 整机装配工艺 (10)5.1.1 装配前的准备工作 (10)5.1.2 装配顺序与方法 (10)5.1.3 装配过程中的质量控制 (10)5.1.4 装配后的检查 (10)5.2 调试工艺及方法 (10)5.2.1 调试前的准备工作 (10)5.2.2 调试流程与方法 (10)5.2.3 调试过程中的问题处理 (11)5.3 故障分析与排除 (11)5.3.1 故障诊断 (11)5.3.2 故障分析 (11)5.3.3 故障排除 (11)5.3.4 故障记录与分析 (11)第6章产品结构与外观设计 (11)6.1 结构设计基本原理 (11)6.1.1 结构设计概述 (11)6.1.2 结构设计基本要求 (11)6.1.3 结构设计流程 (12)6.2 外观设计原则与方法 (12)6.2.1 外观设计概述 (12)6.2.2 外观设计原则 (12)6.2.3 外观设计方法 (12)6.3 设计与制造工艺衔接 (13)6.3.1 设计与制造工艺衔接的重要性 (13)6.3.2 设计与制造工艺衔接的主要内容 (13)6.3.3 设计与制造工艺衔接的注意事项 (13)第7章产品可靠性测试与评价 (13)7.1 可靠性测试方法 (13)7.1.1 概述 (13)7.1.2 测试方法 (13)7.2 产品环境适应性测试 (14)7.2.1 概述 (14)7.2.2 测试内容 (14)7.3 产品寿命评估与改进 (14)7.3.1 概述 (14)7.3.2 评估方法 (14)7.3.3 改进措施 (14)第8章产品质量控制与生产管理 (15)8.1 质量管理体系构建 (15)8.1.1 质量政策与目标 (15)8.1.2 质量组织结构 (15)8.1.3 质量手册与程序文件 (15)8.1.4 质量策划 (15)8.1.5 质量改进 (15)8.2 生产过程控制与优化 (15)8.2.1 生产流程规划 (15)8.2.2 工艺控制 (15)8.2.3 在线检测与监控 (15)8.2.4 生产数据分析 (15)8.2.5 持续改进 (16)8.3 供应链管理 (16)8.3.1 供应商选择与评价 (16)8.3.2 供应链协同 (16)8.3.3 物流管理 (16)8.3.4 质量追溯与召回 (16)8.3.5 供应链风险管理 (16)第9章产品安全与环保要求 (16)9.1 安全标准与认证 (16)9.1.1 安全标准概述 (16)9.1.2 安全认证 (16)9.2 环保法规与材料选用 (16)9.2.1 环保法规概述 (17)9.2.2 材料选用原则 (17)9.3 电子产品回收与处理 (17)9.3.1 回收体系建立 (17)9.3.2 回收处理方法 (17)9.3.3 环保处理要求 (17)第10章案例分析与未来发展 (17)10.1 成功案例分析 (17)10.2 行业趋势与发展方向 (18)10.3 创新技术与设备制造应用展望 (18)第1章产品与设备基础知识1.1 电子产品概述电子产品是指运用电子技术,将电子元器件、电路板、集成电路等组装成具有一定功能的设备。
电子产品插件线作业指导书制作
电子产品插件线作业指导书的制作过程:一.PIE工作职责:1. 新产品批量生产的导入;2. 产品生产流程及SOP编制;3. 生产线人力、物力平衡;4. 标准工时的制定;5. 现场改善及工艺流程优化;6. 新产品工艺评审;7. 节约成本;8. 生產線的layout;9. 生產力的提升;二.如何计算标准工时定义:是在同等条件下,同一个人,同一生产机型,同等条件下,几次测试的平均时间数插件经验值:1).一般元器件无极性2.5到3秒,有极性3.5到4.5秒,IC(小于16PIN)及排插(小于12PIN且有方向要求)要5秒,以上均含10%的宽放,且为熟练工2).1个3秒;3个8秒;4个10秒;3).插兩只腳的元件(電阻、電容以3秒計;三只腳的(三極管,電源穩壓IC)以4秒計的三.如何安排插件工序基本原则:1.先小后大原则2.先平后立原则3.先中间后外边原则4.相同元件集中原则5.前工序不影响后工序原则6.从左至右7.由内而外四.如何计算生产平衡率生产平衡率是一个百分比各工位时间和与瓶颈工位时间(CT)*工位数的比一般地百分比》85%以上为OK低于此数则需要改善,改善的措施有以下几点:1).对瓶颈工序进行改善;2).对瓶颈工序进行拆分;3).合并工序;4).对作业员作业手法进行再培训;5)增加人员;其中CT=3600除以产量可以得出(Line Balancing)如何指派工作予工作站的决策过程,及使各个工作站负荷一样,便称之为生产线平衡。
Line Balancing (LB), is the problem of assigning operations to workstations alongan assembly line, in such a way that the assignment be optimal in some sense. 生产线平衡是一门很大的学问,生产线平衡直接关系到生产线的正常使用。
电子信息产品制造流程作业指导书
电子信息产品制造流程作业指导书第1章原材料准备 (4)1.1 原材料的选择与采购 (4)1.1.1 选择原则 (4)1.1.2 采购流程 (4)1.2 原材料的检验与储存 (5)1.2.1 检验标准 (5)1.2.2 检验流程 (5)1.2.3 储存要求 (5)1.3 原材料的管理与配送 (5)1.3.1 管理制度 (5)1.3.2 配送流程 (5)1.3.3 库存控制 (6)第2章设计与研发 (6)2.1 产品设计规范 (6)2.1.1 设计原则 (6)2.1.2 设计要求 (6)2.2 硬件设计流程 (6)2.2.1 需求分析 (6)2.2.2 电路设计 (6)2.2.3 元器件选型 (6)2.2.4 硬件调试 (6)2.3 软件开发与调试 (6)2.3.1 软件架构设计 (6)2.3.2 编码与实现 (7)2.3.3 软件调试 (7)2.3.4 驱动程序开发 (7)2.4 产品样品试制 (7)2.4.1 样品试制计划 (7)2.4.2 样品制作 (7)2.4.3 样品测试 (7)2.4.4 问题反馈与改进 (7)第3章工艺流程规划 (7)3.1 工艺流程设计原则 (7)3.2 关键工序确定 (8)3.3 工艺参数优化 (8)3.4 生产设备选型 (8)第4章 SMT贴片工艺 (8)4.1 SMT生产线布局 (8)4.1.1 设备选型与布局 (9)4.1.2 生产线流程设计 (9)4.1.3 生产环境要求 (9)4.2.1 元器件选用 (9)4.2.2 元器件包装及存储 (9)4.2.3 元器件贴装 (9)4.3 SMT贴片程序编写 (9)4.3.1 程序设计 (9)4.3.2 程序调试 (10)4.4 SMT焊接质量检测 (10)4.4.1 检测方法 (10)4.4.2 检测标准 (10)4.4.3 检测结果处理 (10)第5章焊接工艺 (10)5.1 焊接方法选择 (10)5.1.1 手工焊接:适用于小型电子元器件的焊接,具有操作灵活、成本较低的优点。
电子产品与组件生产作业指导书
电子产品与组件生产作业指导书第1章电子产品生产准备 (4)1.1 生产线的规划与布局 (4)1.1.1 生产线的规划 (4)1.1.2 生产线的布局 (4)1.2 员工培训与技术指导 (4)1.2.1 员工培训 (5)1.2.2 技术指导 (5)1.3 设备调试与维护 (5)1.3.1 设备调试 (5)1.3.2 设备维护 (5)1.4 物料采购与质量控制 (5)1.4.1 物料采购 (6)1.4.2 质量控制 (6)第2章印制电路板(PCB)生产 (6)2.1 PCB设计规范 (6)2.1.1 设计原则 (6)2.1.2 设计要求 (6)2.2 制版工艺流程 (6)2.2.1 制版准备 (7)2.2.2 制版过程 (7)2.3 PCB钻孔与层压 (7)2.3.1 钻孔 (7)2.3.2 层压 (7)2.4 PCB镀覆与焊接 (7)2.4.1 镀覆 (7)2.4.2 焊接 (7)第3章电子组件安装 (8)3.1 组件选型与检验 (8)3.2 自动插件机操作 (8)3.3 手工焊接技术 (8)3.4 组件固定与防震处理 (9)第4章线束与连接器加工 (9)4.1 线束加工工艺 (9)4.1.1 线束加工概述 (9)4.1.2 线束加工流程 (9)4.1.3 操作要点 (10)4.2 连接器选型与安装 (10)4.2.1 连接器选型 (10)4.2.2 连接器安装 (10)4.3 线缆剥皮与端子压接 (10)4.3.1 线缆剥皮 (10)4.4 线束测试与防护 (11)4.4.1 线束测试 (11)4.4.2 线束防护 (11)第5章散热器与风扇安装 (11)5.1 散热器选型与安装 (11)5.1.1 散热器选型 (11)5.1.2 散热器安装 (11)5.2 风扇固定与接线 (11)5.2.1 风扇固定 (12)5.2.2 风扇接线 (12)5.3 散热功能测试与优化 (12)5.3.1 散热功能测试 (12)5.3.2 散热功能优化 (12)5.4 静音设计与应用 (12)5.4.1 静音设计 (12)5.4.2 静音应用 (13)第6章电源适配器生产 (13)6.1 电源适配器设计规范 (13)6.1.1 设计要求 (13)6.1.2 设计原则 (13)6.2 线路板组装与元器件焊接 (13)6.2.1 线路板组装 (13)6.2.2 元器件焊接 (13)6.3 电源测试与老化试验 (14)6.3.1 电源测试 (14)6.3.2 老化试验 (14)6.4 安全认证与防护措施 (14)6.4.1 安全认证 (14)6.4.2 防护措施 (14)第7章产品装配与调试 (14)7.1 装配工艺流程 (14)7.1.1 总体要求 (14)7.1.2 装配流程 (15)7.2 关键部件安装与调试 (15)7.2.1 关键部件安装 (15)7.2.2 关键部件调试 (15)7.3 整机功能测试 (15)7.3.1 测试项目 (15)7.3.2 测试方法与步骤 (16)7.4 故障分析与排除 (16)7.4.1 故障分析 (16)7.4.2 故障排除 (16)第8章产品质量控制与检验 (16)8.1.1 制定质量方针与目标 (16)8.1.2 建立质量管理体系 (16)8.1.3 质量管理组织架构 (16)8.1.4 质量管理培训与教育 (16)8.2 生产过程质量控制 (16)8.2.1 制定过程控制计划 (17)8.2.2 生产过程监控 (17)8.2.3 巡检与抽检 (17)8.2.4 供应商管理 (17)8.3 成品检验与测试 (17)8.3.1 成品检验标准 (17)8.3.2 成品检验流程 (17)8.3.3 成品测试 (17)8.3.4 检验记录与报告 (17)8.4 不良品处理与追溯 (17)8.4.1 不良品判定 (17)8.4.2 不良品隔离与标识 (17)8.4.3 不良品原因分析 (17)8.4.4 不良品追溯与处理 (17)第9章产品包装与物流 (18)9.1 包装设计规范 (18)9.1.1 包装设计原则 (18)9.1.2 包装设计要求 (18)9.2 包装材料选用与工艺 (18)9.2.1 包装材料选用原则 (18)9.2.2 常用包装材料 (18)9.2.3 包装工艺 (18)9.3 产品防护与防震包装 (19)9.3.1 防护包装 (19)9.3.2 防震包装设计 (19)9.4 物流运输与交付 (19)9.4.1 物流运输 (19)9.4.2 交付 (19)第10章售后服务与维修 (19)10.1 售后服务体系建设 (19)10.1.1 确立售后服务目标 (19)10.1.2 售后服务网络布局 (19)10.1.3 售后服务团队建设 (19)10.1.4 售后服务流程优化 (20)10.2 产品维修与技术支持 (20)10.2.1 维修服务标准 (20)10.2.2 技术支持与培训 (20)10.2.3 维修设备与工具 (20)10.3 维修备件管理 (20)10.3.1 备件库存管理 (20)10.3.2 备件质量控制 (20)10.3.3 备件物流配送 (20)10.3.4 备件信息管理 (20)10.4 客户满意度调查与持续改进 (20)10.4.1 客户满意度调查 (20)10.4.2 数据分析与改进措施 (20)10.4.3 持续改进 (20)10.4.4 售后服务监督与考核 (20)第1章电子产品生产准备1.1 生产线的规划与布局生产线规划与布局是电子产品生产的关键环节,关系到生产效率、产品质量及生产成本。
产品作业指导书(电子产品生产)
QB/H 海红技术股份标准
QB/H.JS.05.03-2015
技术标准
质量环境职业健康安全两化融合
产品作业指导书
(电子产品生产)
2015-01-01发布2015-01-01实施
海红技术股份发布
海红技术股份
产品作业指导书
(电子产品生产)
依据相关产品标准及公司生产设施编写
2015年1月1日发布 2015年1月1日实施
目录
1 SMT贴装作业指导书 (3)
2插件作业指导书 (5)
3波峰焊接作业指导书 (7)
4手工焊接作业指导书 (8)
5 交流配电监测系统及监测模块检测、老化作业指导书 (10)
6 直流配电监测系统及监测模块检测、老化作业指导书 (12)
SMT贴装作业指导书
一、STM贴装工艺流程
二、STM贴装工艺要求
一、工位操作容
1. 先开气,再开机,检查设备里面有无杂物,做好清洁,确保无误后开机-设备
归零-选择生产程序
2. 程序名称为:在菜单中选择所要生产的程序
3. 每次使用时确认机台程序名称与版本一次,核对上料位臵一次,基板编号与材料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
QB/H 兰州海红技术股份有限公司标准
QB/H.JS.05.03-2015
技术标准
质星环境职业健康安全两化融合
产品作业指导书
(电子产品生产)
2015-01-01 发布2015-01-01 实施
兰州海红技术股份有限公司发布
兰州海红技术股份有限公司标准体系技术标准体系QB/H. JS
兰州海红技术股份有限公司
产品作业指导书
(电子产品生产)
依据相关产品标准及公司生产设施编写
2015年1月1日发布2015 年1月1日实施
目录
1 SMT贴装作业指导书
2插件作业指导书 (5)
3波峰焊接作业指导书 (7)
4手工焊接作业指导书 (8)
5交流配电监测系统及监测模块检测、老化作业指导书 (10)
6直流配电监测系统及监测模块检测、老化作业指导书 (12)
、STM 贴装工艺流程
*检验 ---------- *修板
、STM 贴装工艺要求
一、 工位操作内容
1. 先开气,再开机,检查设备里面有无杂物,做好活洁,确保无误后开机 -设备
归零-选择生产程序
2. 程序名称为:在菜单中选择所要生产的程序
3. 每次使用时确认机台程序名称与版本一次, 核对上料位谿一次,基板编号与材料 规格以
元件活单为准,并做好记录,对所做工作负责
4. 贴片机操作遵循操作说明书
5. 换料时以元件活单为准,上料后要由另一人核对后方可开机生产, 上料后做好记 录
6. 每30分钟查看一次用料情况,对快用完的料提前准备
7.
贴片时按印刷之先后顺序,采用先印先贴的原则
8. 换料后贴出的第一块 PCB 要检查所换料元件,是否有反向,有则改程序贴装角 度 9. 时刻观察贴片位谿,连续发现同一位谿有偏移的,重新调整取料位谿和贴装位置
二、 注意事项:
1.
使用时第一步就是核对站台位,检查上料情况
2. 每1小进确认一次抛料率,对某一站位经常性抛料后要查找原因, 及时调整,并 做好记
录,找工艺解决
3. 所有真空包装零件皆为潮湿敏感零件,注意零件保存;上料时并确认IC 标签有无 过
期,上料时要注意方向,IC 管料要检查方向,二极管,三极管注意跟前批是 否一致,做好换料记录
4. 定位板子时要注意调整宽度及定位针高度,避免损坏设备、 PCBgt 现任何异常马
版 号:A
作业指导书
版 号:A
文件编号:
QB/H.JS.05.03.01
标题:SMTB 装作业指导书 共2页第1页
SMT!占装作业指导书
锡膏印刷
*设备贴装 贴装检验 ■再流焊
文件编号:
标题:SMT?工贴装作业指导书共2页第2页QB/H.JS.05.03.01
上通知工艺或主管
插件作业指导书
、作业要求及步骤
先取PCBK 按丝印面朝上平放丁平台上。
左右手交替插件,将元件插入对应位置:
1. 跳线插入J*孔位,为无极性元件,平卧板面。
2. 电阻插入R*孔位,为无极性元件,平卧板面。
3. 电容插入C*孔位,正极长脚对应丝印+,直立板面。
4. 二极管插入D*孔位,本体负极对应丝印负极位,平贴板面。
5. 三极管插入Q*孔位,为有极性元件,本体平■面对应丝印平■面,直立板面。
6. 蜂鸣器插入SP 孔位,正极脚对应丝印+,平贴板面。
7. 继电器插入JR 孔位,为无极性元件,平贴板面。
8. 接线座插入L/N/P 孔位,本体缺口对应对应丝印缺口面,平■贴板面。
9. 变压器插入T*孔位,为有极性元件,初级4脚位对应PCBfe 的4孔位处,平贴板
面。
再按照从上到下,从右到左的顺序对板面元件作以下检查:
1. 电解电容本体白色负极对应丝印阴影负极位,直立板面 .
2. 卧式电阻本体平■贴板面。
3. 卧式二极管本体白色负极对应丝印负极位,平贴板面。
4. 立式三极管印字平■面对应丝印平■面位置,直立板面。
5. 直脚插座缺口位对应丝印缺口标示,平贴板面。
6. 变压器,散热器,继电器,接线座底部平■贴板面。
、工艺要求与品质标准确认
1.
卧式电阻,跳线和二极管要贴板,单边浮高不超过
1.0mm.
2.
变压器,散热器,继电器,接线座底部要插到位贴板,单边浮高不可超过
0.3mm
3. 蜂鸣器,直脚插座要确实贴板,不允许浮高。
4.
立式瓷片电容,压敏电阻和三极管允许倾斜不超过
15°
5. 二三极管,电解电容和直脚插座为极性元件,不可插反.
文件编号:
QB/H.JS.05.03.02
标题:插件作业指导书
共2页第1页
6. 不可有插错位,漏件,反向,浮高,错件等不良。
7. 必须100滁检,确认正确无误方可流入下工序。
二、注意事项
1. 插件作业必须戴好静电环.
2. 元件本体有破损或断脚则不可使用,须放入红色盒内区分.
3. 变压器为磁性元件,注意不可掉地而影响特性。
4. 稳压器与散热器要锁紧,有松动则不可使用。
作业指导书
版 号:A 修改状态:0 文件编号: QB/H.JS.05.03.02
标题:插件作业指导书
共2页第2页
波峰焊接作业指导书
作业要求及步骤
1. 检查波峰焊《设备保养记录表》的各项内容是否正常确保设备无故障后方可开机。
开机顺
序为打开电源总开关,打开电脑和波峰焊操作软件,启动波峰焊风机和传 动运输装置,检查波峰焊启动是否正常.
2. 设定各项参数后开始预热波峰焊
3. 温度达到设定值后,依据《波峰焊预热温度测试》作业指导书测试波峰焊各区的
实际温度。
用温度测试仪器测试锡炉内焊锡的温度。
测试结果记录在《波峰焊温 度、速度记录表》并保存。
检测锡炉内锡量是否正常以确定是否添加锡条。
检测
锡炉内的氧化物量,确定是否需要活理锡渣。
检测两个波峰的喷锡效果,确定是否 有堵孔需要通孔
4. 以上检查合格后,根据产品的 PC 哌大小调整波峰焊的轨道宽度.先试一块PCB 板进行
波峰焊焊接,确认有无变色、变形、掉 IC 、焊点是否良好等不良现象
5. 波峰焊作业过程中,作业人员要时刻注意观察波峰焊的运行情况,发现异常情况 立即报
告工程师处理
6. 波峰焊焊接作业完成后必须关机,先关闭波峰焊的加热系统和传动系统,关闭波 峰焊操作软件和电脑,再关闭波峰焊总电源开关
二、注意事项
1. 波峰焊焊接作业完成后必须关机,先关闭波峰焊的加热系统和传动系统,关闭波峰 焊操作软
件和电脑,再关闭波峰焊总电源开关
2. 正常生产时,每班次至少两次用毛刷活洁助焊剂喷头,每班上班生产前活理锡渣
3. 锡条添加时间为下班前15分钟!严禁边生产边添加锡条
4. 每天的锡渣要及时活理,并放少许洒精活洗链爪,每年需放锡一次并更换新的锡
文件编号:
QB/H.JS.05.03.03
标题:波峰焊接作业指导书
共1页第1页
手工焊接作业指导书
文件编号:
QB/H.JS.05.03.04
2、不良焊点
虚焊:焊件表面没有充分镀上锡层,焊件焊接不牢固,主要原因:焊点不洁,助 锡剂过少;
短路:焊点过近,零件排歹0设计不当,锡焊方向不正确;
锡尖:焊点表面呈现非光滑之连续面而尖锐突起,原因为:锡焊速度过快,助焊剂涂 布不足等;
锡珠:指经过锡焊后粘在基板或零件表面的一些小的独立的球状焊锡,主要原因有: 锡品质不良或储存过久,基板不洁,预热不当等;
少锡:焊锡未完全覆盖焊点(小丁 75%);
共2页第2页
标题:手工焊接作业指导书
标题:交流配电监测系统及监测模块检测、
老化作业指导书
交流配电监测系统及监测模块检测、老化作业指导书
一、 目的:
对智能交流配电监测系统及其组成各 RTU 模块与交流智能仪表类产品的测量精度以及 功能进行检验与判定,并通过不少丁 12小时老化对产品可靠性进行检验。
避免不合格品及 缺陷产品的出厂。
二、 适用范围:
智能交流配电监测系统及其组成各 RTU 莫块与交流智能仪表类产品 三、作业内容:
文件编号:
QB/H.JS.05.03.05
共2页第1页
标题:直流配电监测系统及监测模块检
测、老化作业指导书
文件编号:
QB/H.JS.05.03.06
共2页第2页。