样品组样品单制作流程图
样品制作与管制流程图

样品计划组安排样 品制作
计划、PM
C级客户计划部安排样品制作、 B级及以上的客户由PM安排
是否重新设 计? N
备料及工具准备
样Байду номын сангаас制作
功能测试及报告
开发部对其型号进行确定,是
Y
开发部/RD
否需要重新设计,如果,需要 重新设计,则RD需要进行方案
章节
样品制作与管制流程图
作业流程
提出样品申请
签核《样品申请表 》
DCC(PACK)归档并 发行
责任部门
作业说明及表单
业务部
业务部提出样品申请并填写《 样品申请表》
业务部、 PM
PM和业务员,收集客户样品的 需求,并填写样品申请表,PM 负责规划内部样品需求数
业务部将签核完的《样品申请 业务部、 表》给到PACK DCC归档,DCC
便追踪记录。
PQM/PV
PQM给出样品测试计划,PV负责 测试验证,如果样品申请单上 不需要RQT测试,则可以再样品 送出之后进行测试。
N PASS?
PQM
测试报告有PV填写、主管审核 、PQM核准
Y 样品处理
RQT测试
RD设计修改 N
PASS
客户样品包
DCC发行EBOM
送客户样品及2份
PM/样品组 /DCC
业务部 将样品和2份《电池承认书》以 及测试报告一起,给到客户
客户
客户对样品进行测试,业务对 测试结果进行跟踪
业务
客户测试通过之后,业务员需 要跟踪回签一份《电池承认书 》,并交于PM
PM/DCC
PM将客户回签的《电池承认书 》交DCC存档
样品制作作业指导书
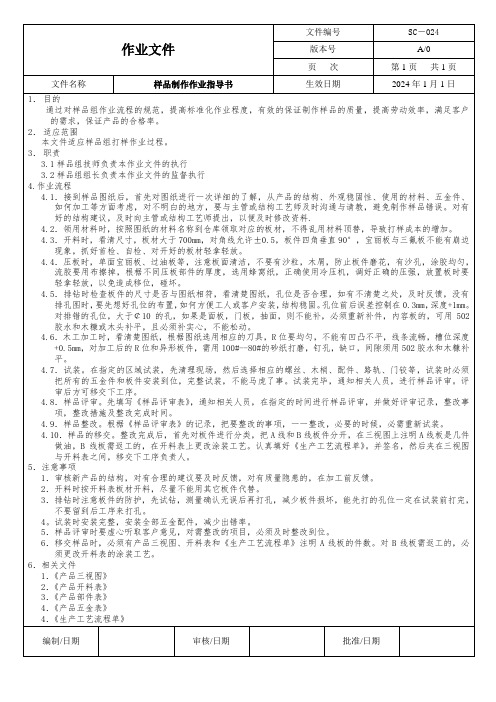
4.9.样品整改。根椐《样品评审表》的记录,把要整改的事项,一一整改,必要的时候,必需重新试装。
4.10.样品的移交。整改完成后,首先对板件进行分类,把A线和B线板件分开,在三视图上注明A线板是几件做油,B线板需返工的,在开料表上更改涂装工艺。认真填好《生产工艺流程单》。并签名,然后夹在三视图与开料表之间,移交下工序负责人。
作业文件
文件编号
SC-024
版本号
A/0
页次
第1页共1页
文件名称
样品制作作业指导书
生效日期
2024年1月1日
1.目的
通过对样品组作业流程的规范,提高标准化作业程度,有效的保证制作样品的质量,提高劳动效率,满足客户的需求,保证产品的合格率。
2.适应范围
本文件适应样品组打样作业过程。
3.职责
3.1样品组技师负责本作业文件的执行
3.2样品组组长负责本作业文件的监督执行
4.作业流程
4.1.接到样品图纸后,首先对图纸进行一次详细的了解,从产品的结构、外观稳固性、使用的材料、五金件、如何加工等方面考虑,对不明白的地方,要与主管或结构工艺师及时沟通与请教,避免制作样品错误。对有好的结构建议,及时向主管或结构工艺师合理的建议要及时反馈,对有质量隐患的,在加工前反馈。
2.开料时按开料表板材开料,尽量不能用其它板件代替。
3.排钻时注意板件的防护,先试钻,测量确认无误后再打孔,减少板件损坏,能先打的孔位一定在试装前打完,不要留到后工序来打孔。
4。试装时安装完整,安装全部五金配件,减少出错率。
4.5.排钻时检查板件的尺寸是否与图纸相符,看清楚图纸,孔位是否合理,如有不清楚之处,及时反馈,没有排孔图时,要先想好孔位的布置,如何方便工人或客户安装,结构稳固。孔位前后误差控制在0.3mm,深度+1mm。对排错的孔位,大于¢10的孔,如果是面板,门板,抽面,则不能补,必须重新补件,内容板的,可用502胶水和木糠或木头补平,且必须补实心,不能松动。
样件制作管理程序(样品制作流程)

《订单评审表》
5.3
技术部
5.3技术部根据图纸和工件尺寸要求计算所需材料后填写《下料单》给资材部采购材料。
5.9
品管部
5.9完工后的样件,由样件组送交品管部检测,品管按检验标准进行检测,并提供《成品检验报告单》。不合格则返工或报废重做。检验合格样件品管负责送交仓库。
《成品检验报告单》
5.10Βιβλιοθήκη 仓库5.10仓库负责按客户包装要求对样件进行包转和入库。
5.11
业务部
5.11业务部负责送样或交货给客户,具体按《产品交货管理程序》执行。
5.13
技术部
5.13技术部将《样件确认记录表》及相关图纸技术资料归档,作为后续订单生产的依据。
《产品交货管理程序》
5.12
客户
业务部
5.12客户对我公司提供的样件或产品进行验收.对于样件确认,业务人员需请客户提供书面的确认记录,如果客户无法提供,业务人员在和客户口头确认验收通过后,应填写我公司的《样件确认记录表》,代表客户确认该样件合格,交回给技术部。如客户验收不合格则返回5.2执行
《样件确认记录表》
《图纸技术资料管制程序》
5.7
技术部
5.7技术部负责规划和设计样件所需的工装,工装的制作具体按《工装管理程序》执行。
《工装管理程序》
5.8
样件组
5.8样件组负责按产品图纸和工艺要求进行加工,并做好自检工作。加工中若有与工艺文件不一致时,要记录实际的作业工序和加工方法,包括加工时间等,在样件生产完成后及时将情况反馈给相应的工艺工程师。
样品试制单——精选推荐
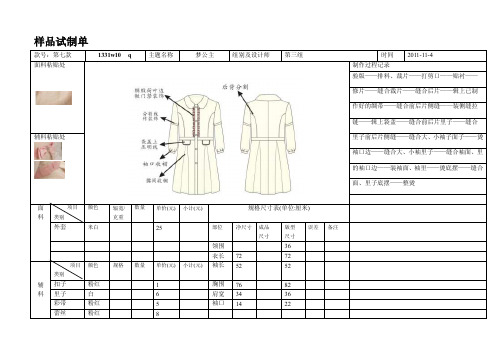
样品试制单款号:第七款1331w10 q主题名称梦公主组别及设计师第三组时间2011-11-4面料粘贴处制作过程记录验版——排料、裁片——打剪口——贴衬——修片——缝合裁片——缝合后片——辑上已制作好的绸带——缝合前后片侧缝——装侧缝拉链——辑上袋盖——缝合前后片里子——缝合辅料粘贴处里子前后片侧缝——缝合大、小袖子面子——烫袖口边——缝合大、小袖里子——缝合袖面、里的袖口边——装袖面、袖里——烫底摆——缝合面、里子底摆——整烫面料项目类别颜色辐宽/克重数量单价(元)小计(元)规格尺寸表(单位:厘米)外套米白25部位净尺寸成品尺寸版型尺寸误差备注领围36衣长7272辅料项目类别颜色规格数量单价(元)小计(元)袖长5252扣子粉红1胸围7682里子白6肩宽3436彩带粉红5袖口1422蕾丝粉红8样品试制单款号:第六款1331w10 q主题名称梦公主组别及设计师第三组时间2011-11-4面料粘贴处制作过程记录验版——排料、裁片——打剪口——贴衬——修片——缝合裁片——缝合后片——辑上已制作好的绸带——缝合前后片侧缝——装侧缝拉链——缝合前后片里子——缝合里子辅料粘贴处前后片侧缝——缝合大、小袖子面子——烫袖口边——缝合大、小袖里子——缝合袖面、里的袖口边——装袖面、袖里——烫底摆——缝合面、里子底摆——整烫——订好按扣——订好已制作蝴蝶结——装上毛领面料项目类别颜色辐宽/克重数量单价(元)小计(元)规格尺寸表(单位:厘米)外套米白25部位净尺寸成品尺寸版型尺寸误差备注领围36衣长7272辅料项目类别颜色规格数量单价(元)小计(元)袖长5252扣子粉红1胸围7682里子白6肩宽3436彩带粉红5袖口1422蕾丝粉红8样品试制单款号:第五款1331w10 q主题名称梦公主组别及设计师第三组时间2011-11-4面料粘贴处制作过程记录验版——排料、裁片——打剪口——贴衬——修片——缝合裁片——缝合后片——辑上已制作好的绸带——缝合前后片侧缝——装侧缝拉链——缝合前后片里子——缝合里子前后片侧辅料粘贴处缝——缝合大、小袖子面子——烫袖口边——缝合大、小袖里子——缝合袖面、里的袖口边——装袖面、袖里——烫底摆——缝合面、里子底摆——整烫——装上制作好的毛领面料项目类别颜色辐宽/克重数量单价(元)小计(元)规格尺寸表(单位:厘米)外套米白25部位净尺寸成品尺寸版型尺寸误差备注领围36衣长7272辅料项目类别颜色规格数量单价(元)小计(元)袖长5252扣子粉红1胸围7682里子白6肩宽3436彩带粉红5袖口1422蕾丝粉红8样品试制单款号:第三款1331w10 q主题名称梦公主组别及设计师第三组时间2011-11-4面料粘贴处制作过程记录验版——排料、裁片——打剪口——贴衬——修片——缝合裁片——缝合后片——辑上已制作好的绸带、蝴蝶结——做前袋——缝合前后片侧缝——缝合前后片里子——缝合里子前后片辅料粘贴处侧缝——缝合大、小袖子面子——烫袖口边——缝合大、小袖里子——缝合袖面、里的袖口边——装袖面、袖里烫底摆——缝合面、里子底摆——整烫面料项目类别颜色辐宽/克重数量单价(元)小计(元)规格尺寸表(单位:厘米)外套米白25部位净尺寸成品尺寸版型尺寸误差备注领围36衣长7272辅料项目类别颜色规格数量单价(元)小计(元)袖长5252扣子粉红1胸围7682里子白6肩宽3436彩带粉红5袖口1422蕾丝粉红8样品试制单款号:第二款1331w10 q主题名称梦公主组别及设计师第三组时间2011-11-4面料粘贴处制作过程记录验版——排料、裁片——打剪口——贴衬——修片——缝合裁片——缝合后片——辑上已制作好的口袋——缝合前后片侧缝——缝合前后片里子——缝合里子前后片侧缝——烫底摆—辅料粘贴处—缝合面、里子底摆——整烫、订好装饰扣面料项目类别颜色辐宽/克重数量单价(元)小计(元)规格尺寸表(单位:厘米)外套米白25部位净尺寸成品尺寸版型尺寸误差备注领围36衣长7272辅料项目类别颜色规格数量单价(元)小计(元)袖长5252扣子粉红1胸围7682里子白6肩宽3436彩带粉红5袖口1422蕾丝粉红8样品试制单款号:第一款1331w10 q主题名称梦公主组别及设计师第三组时间2011-11-4面料粘贴处制作过程记录验版——排料、裁片——打剪口——贴衬——修片——缝合裁片——缝合后片——辑上已制作好的绸带——缝合前后片侧缝——装侧缝拉链——缝合前后片里子——缝合里子前后片侧辅料粘贴处缝——烫底摆——缝合面、里子底摆——整烫、订好已做蝴蝶结面料项目类别颜色辐宽/克重数量单价(元)小计(元)规格尺寸表(单位:厘米)外套米白25部位净尺寸成品尺寸版型尺寸误差备注领围36衣长7272辅料项目类别颜色规格数量单价(元)小计(元)袖长5252扣子粉红1胸围7682里子白6肩宽3436彩带粉红5袖口1422蕾丝粉红8样品试制单款号:第四款1331w10 q主题名称梦公主组别及设计师第三组时间2011-11-4面料粘贴处制作过程记录验版——排料、裁片——打剪口——贴衬——修片——缝合裁片——缝合后片——辑上已制作好的绸带——缝合前后片侧缝——装侧缝拉链——缝合前后片里子——缝合里子前后片侧辅料粘贴处缝——缝合大、小袖子面子——烫袖口边——缝合大、小袖里子——缝合袖面、里的袖口边——装袖面、袖里——烫底摆——缝合面、里子底摆——整烫面料项目类别颜色辐宽/克重数量单价(元)小计(元)规格尺寸表(单位:厘米)外套米白25部位净尺寸成品尺寸版型尺寸误差备注领围36衣长7272辅料项目类别颜色规格数量单价(元)小计(元)袖长5252扣子粉红1胸围7682里子白6肩宽3436彩带粉红5袖口1422蕾丝粉红8。
工厂订单运作流程图
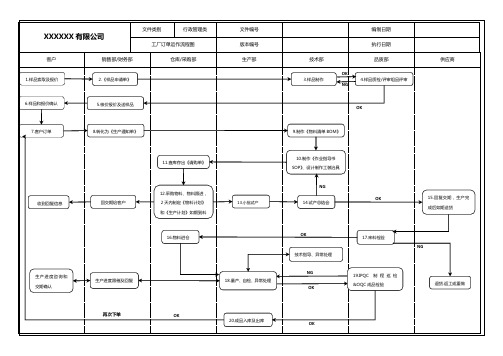
14.试产总结会
15.回复交期,生产完 成后如期送货
OK
技术指导、异常处理
NG OK
17.来料检验
19.IPQC 制 程 巡 检 &OQC 成品检验
NG
退货.返工或重做
ห้องสมุดไป่ตู้
再次下单
OK
20.成品入库及出库
OK
OK
9.制作《物料清单 BOM》
供应商
收到回复信息
生产进度咨询和 交期确认
回交期给客户 生产进度跟催及回复
11.查库存出《请购单》
12.采购物料、物料跟进, 2 天内制定《物料计划》 和《生产计划》如期到料
16.物料进仓
13.小批试产
18.量产、自检、异常处理
10.制作《作业指导书 SOP》、设计制作工装治具
XXXXXX 有限公司
文件类别
行政管理类
工厂订单运作流程图
客户
销售部/财务部
仓库/采购部
1.样品索取及报价
2.《样品申请单》
6.样品和报价确认
5.核价报价及送样品
7.客户订单
8.转化为《生产通知单》
文件编号 版本编号 生产部
技术部
3.样品制作
编制日期
执行日期
品质部 OK
4.样品质检/评审组品评审
NG
新产品样品打样操作规范

工程部上应注明不同打样阶段时的样品性质和数量(原样﹑初样﹑确认样和大货样)
工程部确认打样过程中的各项需求(物料﹑设备)和加工难度;如与业务对于打样有分歧,最终由副总裁决.
工程部在完成打样准备后需将打样进度回复业务,业务依此跟进打样进度
品质部须根据客户要求制定IQC、IPQC和OQC的检验依据,必要时请工程协助
根据《样品制作通知单》制作,将相关材料状况填入《制样书》中,异常情况须及时通知业务人员。项目工程师在订单正式生产前参照样板组的手工BOM制作正式BOM和SOP.
样品测试合格后业务将样品送交客户时按客户要求附送相应资料.
(接上页)
流程部门所用记录事项说明NGY
客户、业务
业务
业务
工程部
封样卡
制样书、内部联络单
当样品获得客户确认后,工程部须将客户原始图纸、规格要求、BOM表存档备用。样品交由工程部保管.客户下订单大货生产时,转交生管制作正式文件,由文控人员按《文件和资料控制程序》的要求进行发行.
客户用电话﹑E-mail﹑传真或客户自己的格式通知业务样品确认结果.如不合格时确定是否需重新打样
只要客户通知打样终止,业务须要求相关部门停止打样。
只要客户要求发生变更,业务须以重新制作制样书,要求相关部门作出相应变更并确认变更所需时间.如因内部原因不能完成打样,工程部需用内部联络单通知业务,由业务与客户沟通。
流程
部门
所用记录
事项说明
Y
NG
Y
NG
OK
需求单位
业务
业务
工程部
工程部
样板组
品保
业务
内部需求用样品制作单,客户用客户的方式;相关附件
样品单流程规范
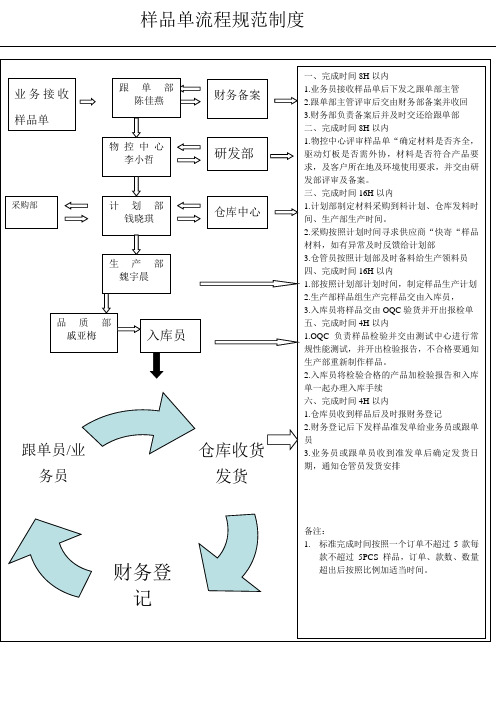
财务登 记
备注: 1. 标准完成时间按照一个订单不超过 5 款每
款不超过 5PCS 样品,订单、款数、数量 超出后按照比例加适当时间。
样品单流程规范制度
业务接收 样品单
跟单部 陈佳燕
物控中心 李小哲
财务备案
研发部
采购部
计划部 钱晓琪
仓库中心
生产部 魏宇晨
品质部 戚亚梅
入库员
跟单员/业 务员
仓库收货 发货
一、完成时间 8H 以内 1.业务员接收样品单后下发之跟单部主管 2.跟单部主管评审后交由财务部备案并收回 3.财务部负责备案后并及时交还给跟单部 二、完成时间 8H 以内 1.物控中心评审样品单“确定材料是否齐全, 驱动灯板是否需外协,材料是否符合产品要 求,及客户所在地及环境使用要求,并交由研 发部评审及备案。 三、完成时间 16H 以内 1.计划部制定材料采购到料计划、仓库发料时 间、生产部生产时间。 2.采购按照计划时间寻求供应商“快寄“样品 材料,如有异常及时反馈给计划部 3.仓管员按照计划部及时备料给生产领料员 四、完成时间 16H 以内 1.部按照计划部计划时间,制定样品生产计划 2.生产部样品组生产完样品交由入库员, 3.入库员将样品交由 OQC 验货并开出报检单 五、完成时间 4H 以内 1.OQC 负责样品检验并交由测试中心进行常 规性能测试,并开出检验报告,不合格要通知 生产部重新制作样品。 2.入库员将检验合格的产品加检验报告和入库 单一起办理入库手续 六、完成时间 4H 以内 1.仓库员收到样品后及时报财务登记 2.财务登记后下发样品准发单给业务员或跟单 员 3.业务员或跟单员收到准发单后确定发货日 期,通知仓管员发货安排
业务部工作流程图
业务组
每周例会报告跟进情况
拟 制
审 核
批 准
中山市汽配实业有限公司
管理体系程序
页 码
第3页 共10页
文件编号
DG-YW-LC-003
报价流程
ISO条款号
5.4.1
版次
A/0
过 程 步 骤
责任部门/人
作 业 要 求
记录
C
文员组
根据不同市场分发邮件到不同的业务组
业务组
第2页 共10页
文件编号
DG-YW-LC-002
新客户开发流程
ISO条款号
5.4.1
版次
A/0
过 程 步 骤
责任部门/人
标客人资料,尽量详细的了解客人的购买需求
卡片汇总本
客人主动发来邮件
文员组
按市场的划分来分配客户资源
卡片及邮件的副本
业务经理
审核资料
业务组
ISO条款号
5.4.1
版次
A/0
过 程 步 骤
责任部门/人
作 业 要 求
记录
C
业务组
1.财务查收到定金
2.客人发邮件确认
1.《查账本》
2.确认邮件
业务组
根据客人的要求制作生产单
《生产单》
业务组
1.打印一份有价格的,一份没价格的单。
2.组内检查生产单并在单后背书
《生产单》
业务经理
审核生产单
《生产单》
文员组
3.2业务助理:负责完成组长交代的任务,积极配合组长,完成本组的销售任务。
3.3单证部:负责协助业务组订单出货的安排。
3.4 业务文员:负责订单的下发及业务文件的派送,来样登记及邮件的收发工作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
接收申请
研发部审核
审核批准
材料请购
材料采购
材料不良
N 来料检验 Y 领料样品制作
相关说明
权责单位
使用表单
业务要求或研发部要求
研发部或业务 部
样品申请单
对客户交期进行评审,确定打 研发部主导, 样品制作交期时间
样过程各时间点
相关部门参与
回复表
对客户提供文件或要求进行认 真核对,转换成内部文件
研发部文员
根据库存,填写请购单,请购 单需经PMC审核,以免挪用其 PMC助理文员
他订单材料,影响生产
样品组操作员查找库存物料跟 催,确保材料交期
采购员
制作BOM表 生产工单 采购订单
对来料进行检验,包括客户提 供材料
品管部IQC
进料检验记录
外观检验 Y 性能测试 Y 出货检验
N
对外观不良进行记录
Байду номын сангаас
样品组操作员 不良记录表
N 不合格品处理
出现性能不良时,认真进行分
析,在排除外观不良后,偿试 进行维修,若确实无法维修
样品组操作员
时,请求工程师协助
性能测试报告
根据检验标准及相关图纸及文 件要求进行严格检验
品管部OQC
出货检验报告
入库待送样
样品组入库,业务负责送样
样品组、业务 部
送货单
附注:1,材料采购如有料号管制则按正常采购流程进行,检验并入库;2,无料号新物料则直接送研发部接收使 用;3,样品制作:交期、可行性、各部门负责事宜等。