工序检验记录表
工序检查表

标段工程师 :
年月日
工程项目名称:
模板安装工程质量检查验收表
施工单位:
验收部位:施工ຫໍສະໝຸດ 量检查项目检 查 内 容检查情况
检查人
1
模板支承体系必须按照相关技术要求设置
2
出现高支模情况,必须按所报高支模方案实施
3
模板和支架完好,清理干净,起皮和变形模板不得使用
4
模板拼装顺序:后拆的先支,先拆的后支
14
高压水枪试水
30~45min
监理(建设)单位验收结论
标段工程师 :
年月日
工程项目名称:
模板分项工程复线、测量检查验收表
施工单位:
检查部位:
检查项目
检 查 内 容
检查情况
检查人
1
轴线位置
2
底模上表面标高
3
截面内部尺寸
柱、梁、墙
4
层高垂直度
不大于
5M
大于5M
5
相邻两表板
表面高低差
6
表面平整度
7
每五层检查层高及垂直度
吊模、边模加固及顺直
14
结构施工图中的反梁和飘窗模板平面位置及标高检查
监理(建设)单位
验收结论
标段工程师:
年月日
5
模板拼缝是否符合相关技术
要求
6
避免隔离剂沾污
7
检查柱模垂直度、梁侧模垂直度符合相关技术要求
8
检查梁、板底模标高 是否符合相关技术要求
9
检查梁、墙柱轴线定位是否符合相关技术要求
10
柱模的拉紧螺栓、木方箍等设置间距是否符合相关技术
11
柱模根处是否设置清扫口是否订压脚板
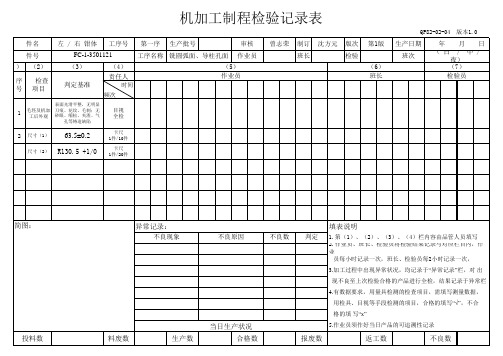
机加工制程检验记录表
件名
左 / 右 钳体 工序号 第一序 生产批号
审核
(1 件号 ) (2)
序 检查 号 项目
FC-1-3501121
工序名称 铣圆弧面、导柱孔面 作业员
(3) 判定基准
(4) 责任人
时间
(5) 作业员
频次
表面光滑平整,无明显
1
毛坯及机加 刀痕、花纹、毛刺;无 工后外观 砂眼、缩松、夹渣、气
生产数
不良原因
当日生产状况 合格数
不良数
判定
填表说明
1.第(1)、(2)、(3)、(4)栏内容由品管人员填写 2.作业员、班长、检验员将检验结果记录与对应栏目内,作 业
员每小时记录一次,班长、检验员每2小时记录一次,
3.加工过程中出现异常状况,均记录于“异常记录”栏,对 出
现不良至上次检验合格的产品进行全检,结果记录于异常栏
孔等铸造缺陷
目视 全检
2 尺寸(1) 63.5±0.2 尺寸(2) R130.5 +1/0
卡尺 1件/10件
卡尺 1件/20件
曾志荣 制长
QP82-02-04 版本1.0
生产日期 班次
年月日 (白 / 中/
夜) (7)
检验员
简图: 投料数
异常记录: 不良现象
料废数
4.有数据要求,用量具检测的检查项目,需填写测量数据, 用检具、目视等手段检测的项目,合格的填写“√”,不合 格的填 写“х”
5.作业员须作好当日产品的可追溯性记录
报废数
返工数
不良数
涂装过程检验记录表

涂装过程检验记录表---1. 检验概述本文档记录了涂装过程中的检验记录,旨在确保涂装工序的质量和合规性。
---2. 检验内容2.1 涂装前准备- 检查涂装设备是否完好并运作正常。
- 检查涂料是否符合要求,包括颜色、粘度、干燥时间等。
- 检查工件的表面处理是否完备。
2.2 涂装过程- 检查涂装人员是否佩戴防护设施,如手套、眼镜、防护服等。
- 检查涂料的搅拌情况,确保颜料分散均匀。
- 涂装过程中定期检查喷枪、喷嘴等设备的清洁和磨损情况。
- 检查涂装过程中的湿度和温度是否符合要求。
2.3 涂装后处理- 检查涂装表面的质量,如有无气泡、流挂、起皱等缺陷。
- 检查涂装层厚度是否符合要求。
- 检查涂装工件的标识和编号是否清晰可见。
- 检查涂装过程产生的废料的处理情况。
---3. 检验记录---4. 检验结果分析根据上述检验记录,总体来看,涂装过程中的准备工作基本符合要求,涂装过程也较为顺利。
但在涂装后处理阶段发现了涂装表面有缺陷的情况,需要进一步分析原因并采取相应的改进措施。
同时,其他方面的检验结果基本符合要求,反映了涂装工序的整体质量较好。
---5. 改进建议- 对涂装后处理过程进行审查,分析缺陷产生的原因,并制定改进方案。
- 加强涂装人员防护设施的宣传和培训,确保其正确佩戴和使用。
- 定期对涂装设备进行维护和保养,确保其运作正常。
- 强化废料处理的管理,确保涂装过程的环保合规。
---该文档仅作为涂装过程检验的参考记录,未来可根据实际情况进行补充和修改。
同时,检验结果和改进建议也需要根据具体需求进行调整。
以上所述仅供参考,具体操作请根据实际情况进行。
希望以上内容能帮到您,如有任何问题或需要进一步帮助,请随时告知。
热处理检验记录表

淬火操作记录:年 月 日
产品名称
产品图号
材料/批次
数量
重量
合计
操作程序
时间
温度
操作人员
备 注
1.开炉时间
时分
2.入炉时间
时分
C
3.到温时间
时分
C
4.保温时间
时分
C
5.出炉时间
时分
热处理说明:1热处理前严格检查区分材料、核对材料及工艺单的 致性,并做好相关记录。
2.热处理为特殊工序,工艺的编制及调整需有授权的工艺员实施作业,其它任何人不可擅自 操作。
检测结论
检验员:
3.每次热处理完成后填与热处理工序检验记录表并上交质检部审核存档。
回火操作记录:年 月曰
产品名称
产品图号
材料/批次
数量
重量
合计
kg
kg
kg
kg
操作工序
时间
温度
操作人员
备注:
1.开炉时间
时分
2.入炉时间
时分
3.保温时间
时分
4.出炉时间
时分
检验记录:生产编号:
产品名称
产品图号
抽检数量
技Байду номын сангаас要求
检测结果
表面硬度
工序检查记录表
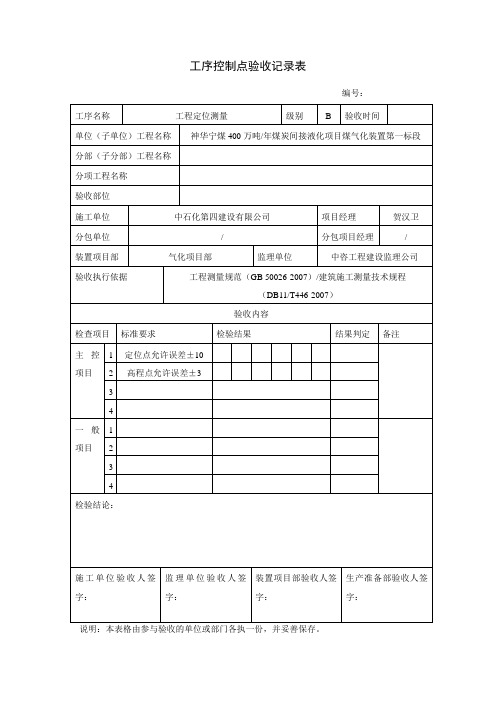
工序控制点验收记录表
编号:
说明:本表格由参与验收的单位或部门各执一份,并妥善保存。
编号说明:单位工程代号-专业代号-年号-序列号
专业代码编号
01 施工前期准备
02 土方工程
03 桩基工程
04 钢筋混凝土构筑物工程
05 钢筋混凝土构件工程
06 建筑工程
07 砼水池
08 道路
09 钢结构
10 静设备
11 储罐
12 球罐
13 料仓
14 机泵安装
15 压缩机(汽轮机)
16 风机安装
17 特殊机械安装
18 炉类工程
19 锅炉
20 工业管道
21 自控仪表安装
22 电气工程安装
23 给排水工程
24 油漆保温
25 采暖通风工程
26 电信工程
27 消防系统。
首末件制程检验记录表

XX批次
对于以上各项的综合判定
生产数记录
生产总数
异常记录
生产中的4M异常记录:
作业员
判定基准 填写时间
XX批次 返修总数 品检
填表说明: 1.开机作业、品质异常、换班作业、换模作业、模治具修护后要进行 首3件确认. 2.首3件由作业员检查OK后方可进行生产,由线长,品检进行确认.如 发现不良需重新调试,则重新调试的产品做3件再次确认直到合格为止 3.作业员每2小时各抽检一次并记录,如生产节拍不足2小时则按实际 生产数量.线长对首末件进行确认,品检对首件进行确认并对制程抽检 1-2次。 4.生产结束前由作业员进行末件检查,线长确认,如确认NG时生产部 负责将上一次巡检后生产的产品全数检验. 5、对于“判定基准”栏中有数字规定的,需填写数字,无数字要求的 以√(合格)或×(不合格)表示;
车型
生产日期
□ 白班
班次
□ 夜班
客户名称
序号
日期
版次
修订内容
批准人
首末件制程检验记录表
零件名称
零件件号
制造工序
检查使用检具名称 检查使用检具编号
批准
制/修订人 编号:
版本:2.0
审核
编制
序 号
检查项目
频次 (7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27
检查
□ 开机作业 □ 品质异常
□ 换班作业
时机 □ 换模作业 □ 模治具修护
作业员
生产线长
品检
首件
制程
制程
首件 1
首件2
首件 3
制程1
制程 2
模具制程检验记录表
改善建议:
改善后 不良品统计 项目要求及检验记录 检验数量 检验结果 返修品 报废品
1.外观(参照3D图纸特征) 2.尺寸(参照3D图纸要求)工件加工粗糙度是否达到要求 6.工件孔内是否有铁屑 7.加工后材料硬度是否达到要求 其它 备注:
模具制程检验记录表
项目编号 加工工序 项目要求及检验记录 1.外观(参照3D图纸特征) 2.尺寸(参照3D图纸要求) 3.是否按加工工艺加工 4.加工基准角是否与加工图纸相 符 5.工件加工粗糙度是否达到要求 6.工件孔内是否有铁屑 7.加工后材料硬度是否达到要求 备注: 操作人 模号 检验数量 检验结果 检验日期 编号/名称 不良品统计 返修品 报废品
检验员:
审核:
机加工车间检验记录表
3、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
顺德机械
检验记录表
产品名称
产品图号
车间
加工工序
操作者
计划量
抽或全检
日期
检查记录
项目
检验标准
实测值
判定
备注
自检结果
复检结果
1
2
3
4
5
6
7
8
9
10
尺寸
最终判定结果
□合格□不合格
是否同意量产:□是□否
检验员签字
日期
注意事项1、所ຫໍສະໝຸດ 项目均需连续检查最少5件。2、根据质量统计的不良项目进行持续跟进。
填写说明
1、首检:产品新开机生产时,由该设备完成的最终工序准备好5个样件首先进行自检,并填好检验,通知检验员进行复检,检查判定合格后生产。
下料工序检验记录表
检验员:日期:年月日
复检结论:
检验员:日期:年月日
首检记录表(下料)
编号:KN/SC-16-01指令单号:
产品名称
计划数量
生产时间
年 月 日
图号
生产数量
操作者Байду номын сангаас
序号
检验项目
检验结果
单项判定
1
合格不合格
2
合格不合格
3
合格不合格
4
合格不合格
5
合格不合格
6
合格不合格
7.
合格不合格
8.
合格不合格
9.
合格不合格
检验结论:
检验员:日期:年月日
不合格品处置:
检验员:日期:年月日
复检结论:
检验员:日期:年月日
过程检验记录表( 下料 )
编号:KN/SC-16-01指令单号:
产品名称
生产日期
年月日
生产数量
抽样量
图号
操作者
序号
检验项目
检验结果
合格否
1
合格不合格
2
合格不合格
3
合格不合格
4
合格不合格
5
合格不合格
6
合格不合格
7.
合格不合格
8.
合格不合格
9.
合格不合格
检验结论:
检验员:日期:年月日
机加工车间检验记录表
顺德机械检验记录表
产品名称产品图号车间加工工序操作者计划量抽或全检日期
检查记录项目检验标准
实测值
判定备注
自检结果复检结果
1 2 3 4 5 6 7 8 9 10
尺寸
最终判定结果□合格□不合格是否同意量产:□是□否检验员签字日期
注意事项1、所有项目均需连续检查最少5件。
2、根据质量统计的不良项目进行持续跟进。
填写1、首检:产品新开机生产时,由该设备完成的最终工序准备好5个样件首先进行自检,并填好检验,通知检验员进行复检,检查判定合格后生产。
精选文档,供参考!
说明 2、巡检:锯床20件/检验一次并记录,车床5件检验一次并记录,磨床、铣床一件一检,10件/记录
3、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
(此文档部分内容来源于网络,如有侵权请告知删除,文档可自行编辑修改内容,供参考,感谢您的支持)
精选文档,供参考!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
零件名称
工序名称及工序号
工装设备名称
生产批号
生产日期
操人员
检验项目
技术要求
抽样数
检验时间及不合格数
首件
累计不合格数
不合格品处理
车间:审核/日期: 检验员/日期:
卷收器车感锁止特性检验表
名称
型号
批号
产量
检验项目
车感
特性分级
技术要求
合格数
返工数
返工率
检验结果
合计
左向
15以下
16-20
21-25
25以上
后向
15以下
16-20
21-25
25以上
右向
15以下
16-20
21-25
25以上
前向
15以下
16-20
21-25
25以上
审核:检验:日期:
卷收器带感锁止特性检验表
名称
型号
批号
产量
检验项目
带感
特性分级
技术要求
合格数
返工数
返工率
序号
检验结果
合计
1
≤15.5
2
15.5-16.5
3
15.5-17.5
31.5-32.5
19
32.5-33.5
20
33.5-34.5
21
34.5-35.5
22
35.5-50
23
不锁
审核:检验:日期:
4
17.5-18.5
5
18.5-19.5
6
19.5-20.5
7
20.5-21.5
8
21.5-22.5
9
22.5-23.5
10
23.5-24.5
11
24.5-25.5
12
25.5-26.5
13
26.5-27.5
14
27.5-28.5
15
28.5-29.5
16
29.5-30.5
17
30.5-31.5
18