汽车刹车盘模具设计
[业务]汽车刹车盘模具设计
![[业务]汽车刹车盘模具设计](https://uimg.taocdn.com/e1676eda83d049649b6658d0.webp)
[业务]汽车刹车盘模具设计汽车刹车盘金属型铸造模具的设计绪论随着我国铸造业的不断发展壮大,铸造模具的设计与制造也愈来愈受到人们的关注。
文章分析认为模具设计与制造专业(铸造模具方向)发展前景良好对这个专业的人才需求量也在不断增加。
但同学不能因为这个就对自己将来的就业定位很高,我们应该时时关注我们专业的各方面信息以备知道行业的技能需求从而随时提高自己的技能水平.本文立足于分析我国铸造模具行业的现状,针对问题提出对策,展望未来。
模具作为一种特殊的机械产品,模具行业作为一种特殊的机械行业,不能像其它机械行业,机械产品那样,所研发制造的机械产品生产出来零部件或机械产品本省仅靠设计人员的理论设计就能基本保证最终所要达到的所需的功能和使用要求,也就是说,对于其它的大多数机械产品,如果加工过程能够完完全全全或尽可能到达设计的精度和要求,最终的产品和当初的设计目的是不会有太大的偏差,即完善的设计在加工条件的保证下就可以生产出完美的产品,同时,这类产品的设计理论依据经过几十年甚至在一些老牌资本主义国家上百年的不断研究与实际生产的互不发展下已经变得很成熟,很完善,很实用了,比如各种机床设备,动力设备等。
模具产品则不一样,由于无论是注塑、压铸类的高温流动成型还是常温下冲压类的塑性成型,尽管长的也有几十年研究与应用历史,由于基础理论和数学模型很不完善,不准确,也有还是存在很大的不确定性,特别是在我们国内,大多数还是要靠现场调试经验来支持,来尽可能使模具产品做到完善,生产出来的达到用户用户要求,所以在设计阶段,大多数目前只能做的工作,在整个模具制造过程和质量体系环节保证种,只能充当“粗加工环节”~~也就是通常所说的模具的好坏最终要靠靠钳工手艺,不同厂家模具产品最终的颠峰对决,可能就是模具钳工的一种技艺比武吧,而在这行里设计人员和前期的各序加工人员只能是给颠峰对决做配角。
铸造模具是指为了获得零件的结构外形,预先用其他轻易成型的材料做成零件的结构外形,然后再在砂型中放入模具,于是砂型中就形成了一个和零件结构尺寸一样的空腔,再在该空腔中浇注流动性液体,该液体冷却凝固之后就能形成和模具外形结构完全一样的零件了。
QH142汽车前刹车盘冲压工艺与模具设计
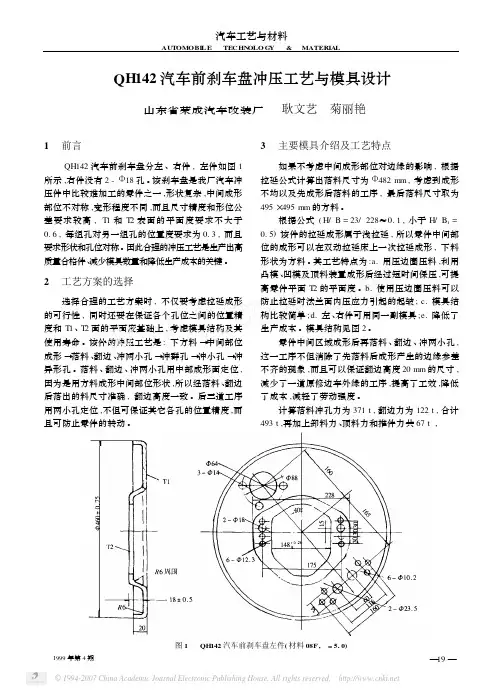
1999年第4期汽车工艺与材料AUTOMOBI LETECHN OLO G Y&MATERIALQ H 142汽车前刹车盘冲压工艺与模具设计山东省荣成汽车改装厂耿文艺菊丽艳1前言QH142汽车前刹车盘分左、右件,左件如图1所示,右件没有2-Φ18孔。
该刹车盘是我厂汽车冲压件中比较难加工的零件之一,形状复杂,中间成形部位不对称,变形程度不同,而且尺寸精度和形位公差要求较高,T 1和T 2表面的平面度要求不大于0.6,每组孔对另一组孔的位置度要求为0.3,而且要求形状和孔位对称。
因此合理的冲压工艺是生产出高质量合格件、减少模具数量和降低生产成本的关键。
2工艺方案的选择选择合理的工艺方案时,不仅要考虑拉延成形的可行性,同时还要在保证各个孔位之间的位置精度和T 1、T 2面的平面度基础上,考虑模具结构及其使用寿命。
该件的冲压工艺是:下方料→中间部位成形→落料、翻边、冲两小孔→冲群孔→冲小孔→冲异形孔。
落料、翻边、冲两小孔用中部成形面定位,因为是用方料成形中间部位形状,所以经落料、翻边后落出的料尺寸准确,翻边高度一致。
后三道工序用两小孔定位,不但可保证其它各孔的位置精度,而且可防止零件的转动。
3主要模具介绍及工艺特点如果不考虑中间成形部位对边缘的影响,根据拉延公式计算出落料尺寸为Φ482mm ,考虑到成形不均以及先成形后落料的工序,最后落料尺寸取为495×495mm 的方料。
根据公式(H/B =23/228≈0.1,小于H/B 1=0.5)该件的拉延成形属于浅拉延,所以零件中间部位的成形可以在双动拉延床上一次拉延成形,下料形状为方料。
其工艺特点为:a.用压边圈压料,利用凸模、凹模及顶料装置成形后经过短时间保压,可提高零件平面T 2的平面度。
b.使用压边圈压料可以防止拉延时法兰面内压应力引起的起皱;c.模具结构比较简单;d.左、右件可用同一副模具;e.降低了生产成本。
模具结构见图2。
零件中间区域成形后再落料、翻边、冲两小孔,这一工序不但消除了先落料后成形产生的边缘参差不齐的现象,而且可以保证翻边高度20mm 的尺寸,减少了一道原修边车外缘的工序,提高了工效,降低了成本,减轻了劳动强度。
制动盘铸造工艺
制动盘铸造工艺
一、模具设计
制动盘的模具设计是铸造工艺的第一步,根据产品规格和性能要求,确定模具的结构、尺寸和材料。
模具设计需考虑产品的精度、强度、耐热性、耐腐蚀性等因素,以确保铸造出的制动盘符合要求。
二、配料与熔炼
配料是根据铸造工艺要求,将所需原材料按照一定比例进行混合。
熔炼是将配料在高温下熔化成液态,以供后续浇注使用。
熔炼过程中需注意控制温度、时间和炉内气氛,以保证液态金属的质量。
三、浇注与充型
浇注是将熔化的液态金属注入模具中,以形成制动盘的形状。
充型过程中需注意控制浇注速度和温度,以保证金属液顺利充满模具,同时防止金属液溢出。
四、凝固与冷卻
凝固是液态金属在模具中冷却固化成固态的过程。
冷却过程中需控制冷却速度,以防止制动盘出现裂纹、缩孔等缺陷。
五、脱模与清理
脱模是将制动盘从模具中取出,并进行清理。
清理包括去除毛刺、飞边等,以保证制动盘的表面质量和精度。
六、热处理
热处理是对制动盘进行加热、保温和冷却的过程,以提高制动盘的力学性能和使用寿命。
热处理需根据材料种类和性能要求选择合适
的工艺参数。
七、表面处理
表面处理是对制动盘表面进行处理,以提高其抗腐蚀性、耐磨性和美观度。
常见的表面处理方法包括喷涂、电镀、喷丸等。
八、质量检测
质量检测是对制动盘进行全面的质量检查,包括尺寸精度、表面质量、力学性能等方面。
质量检测需使用专业的检测设备和标准,以确保制动盘符合质量要求。
以上是制动盘铸造工艺的主要步骤,各步骤之间相互联系,共同构成了制动盘铸造工艺的整体流程。
汽车刹车片模具设计论文
摘要粉末冶金是一种不需要将材料融化的冶金方法,是冶金和材料科学的一个分支。
而随着经济的发展,粉末冶金工艺具有生产效率高、质量稳定、成本低以及可加工复杂形状工件等一系列优点,使其在现代工业中的地位也越来越高。
相应的,粉末冶金模具作为现代高速成型技术在工艺装备中起到越来越大的作用。
特别是在汽车行业中应用的比例越来越重,是现代汽车行业发展的重要支柱之一, 现代工业发展的一个方向.本次设计了一套汽车刹车片的压制模。
本课题主要是从对零件压坯的尺寸,密度,质量和高度等计算,来确定阴模与模冲的类型,再通过对压机的选择设计所需要的模具,顶出方式的选择,加热方式的选择,对模具的材料进行选择,强度校核,粗糙度的确定,最后画出零件图和装配图。
关键字:粉末冶金;压制成形;刹车片模具AbstractPowder metallurgy is a branch of metallurgy and materials science who is an undesirable material melting metallurgy method.With the development of economy,Because of powder metallurgy process with high efficiency, stable quality, low cost and can be processed with complicated shapes advantages,so that it’s position in modern industry are more and more important. Accordingly, powder metallurgy die as a modern high-speed molding technology play an increasingly important tole in the process equipment.Especially in the automotive industry, an increasing proportion of re-application,is one of the important pillars of the modern automobile industry and also is a direction of Modern industrial development.This design is a press die of brake pads.The project must basis on part’s size, density, height and mass to design the mild’s stam ping type.Then basis on press machine to choice mold’s type. Then I choice the best way for pushing-out and boiling. Next step are Selecting the material of the mold and Strength check. The last way, I must determine the roughness and draw the parts and assembly drawings finally.Key Words:Powder metallurgy; stamping shape; Brake pads mold目录摘要Abstract第 1 章绪论 (1)1.1 粉末冶金概述 (1)1.2 模具工业在现代工业国民经济中的地位 (4)1.3 粉末冶金模具的现状 (4)第 2 章粉末冶金模具设计的原则 (5)2.1 通用粉末成形压机的选择原则 (5)2.2 压坯的选用原则 (5)2.3 压制成形模具设计准则 (6)第 3 章模具的设计和材料选择 (6)3.1 压坯的要求和压制方式的选择 (6)3.1.1 压制方式的选择 (9)3.1.2 顶出方式的决定 (11)3.1.3 加热板的排布方案 (11)3.2 阴模的设计 (12)3.3 上下模冲的设计 (12)3.3.1 下模冲长度的设计 (12)3.3.2 上模冲的设计 (13)3.4 其它模架零件的设计 (13)3.5 连接方式的设计 (14)3.5.1 上下模座与固定板之间的连接 (14)3.5.2 下模座与阴模固定板之间的连接 (14)3.6 阴模材料的选择 (14)3.7 模冲材料的选择 (15)3.8 模架的材料选择 (15)第 4 章强度的校核 (16)4.1 压机的选择 (16)4.2 模冲强度校核 (16)第 5 章模具间的余量的计算 (17)5.1 下模冲的弹性变形余量 (17)5.2 阴模与下模冲的间隙 (17)5.3 压坯烧结率与回弹率的总收缩率计算 (18)5.3.1 压坯的回弹率 (18)5.3.2 回弹率的影响因素 (19)5.3.3 烧结收缩率 (19)第 6 章主要零件加工后应达到的要求 (20)6.1 阴模 (20)6.2 模冲 (21)6.3 其他零件 (21)总结与展望 (28)参考文献 (30)致谢 (32)第 1 章绪论1.1 粉末冶金概述粉末冶金是一门制造金属粉末,以金属粉末(包括混入有废金属粉末者)为原料,用成形-烧结制造材料或制品的技术学科。
专用夹具+上下双刀——刹车盘工艺设计
专用夹具+上下双刀——刹车盘工艺设计汽车刹车盘,简单说就是一个圆的盘子,车子行进时它也是转动的,却在制动系统中起到了十分重要的作用。
好的刹车盘制动稳定,没有噪音,不抖动,但是对于机械加工的技术要求较高,本文讲述了刹车盘夹具及相关工序加工设计方案,供大家学习。
刹车盘结构汽车刹车有盘刹和鼓刹两种结构。
与鼓式制动器比较,盘式刹车具有以下优点:①盘式刹车散热性好,在连续踩踏刹车时不易造成刹车热衰退。
②刹车盘在受热之后的尺寸变化,不会使踩刹车踏板的行程增加。
③盘式刹车系统反应快速,可做髙频率的刹车动作。
④盘式刹车的构造简单,且容易维修。
⑤刹车盘的排水性较佳。
因此,现在很多中、髙级轿车采用全盘刹,普通轿车则采用前盘后鼓;而相对低速且需要制动力大的卡车、巴士,仍采用鼓刹。
刹车制动原理如图1所示。
图1刹车制动原理刹车盘的类型刹车盘分为实心盘(单片盘)(见图2)和通风盘(双片盘)(见图3)。
通风盘具有通风功能。
在圆周上有许多通向圆心的孔洞,称为风道。
汽车在行使中通过风道处的空气对流,来达到散热的目的,比实心式散热效果要好许多。
大部分轿车都是前驱,前盘使用频率高、发热量较大,故采用前通风盘,而后悬挂非驱动端则采用实心盘(单片盘),当然也有前后都是通风盘的。
图2实心盘(单片盘)图3通风盘(双片盘)加工设备选择刹车盘为典型的盘类薄壁零件,加工内容主要为车削和钻孔工序,加工难点是如何保证成品尺寸和形位精度。
考虑到部分刹车盘的直径较大,超出了卧式车削中心的加工范围,并且工件的装夹和找正都比较费力,为提髙工艺刚性,精加工阶段最合适的设备组合为立式数控车床(见图4)+立式加工中心。
图4 立式数控车床加工工艺刹车盘加工的重点是保证尺寸精度和几何公差要求,特别是两处刹车端面的平行度要求,针对不同的刹车盘,车削加工通常分成2道工序(粗车+精车);分成3序(粗车+半精车+精车)加工时,一是为了平衡节拍,二是为了将粗、精加工彻底分开,满足较高的工序能力指数(Cpk值)要求。
轿车后制动器挡油盘冲模设计_毕业设计
轿车后制动器挡油盘冲模设计毕业设计说明书(论文)中文摘要轿车后制动器挡油盘冲模设计毕业设计说明书(论文)外文摘要全套资料请加Q(论文)第I 页共33 页九七一九二零八目次1 引言 (1)2 冲压件工艺分析 (2)2.1材料 (2)2.2工件结构形状及批量 (2)2.3尺寸精度 (3)3 冲裁工艺方案的确定 (5)4 模具结构形式的确定 (7)5 模具总体设计 (8)5.1操作与定位方式 (8)5.2卸料、出件方式 (8)5.3确定送料方式 (9)5.4确定导向方式 (9)6 模具设计计算 (11)6.1排样 (11)6.2冲压力的计算和压力机的选取 (15)6.3模具压力中心的确定 (19)6.4工作零件刃口尺寸计算 (19)7 主要零部件设计 (26)7.1冲孔凸模 (26)7.2凸凹模 (27)7.3切边凹模 (27)7.4挡料销 (28)8 模具装配与调试 (29)9 模具总体结构与工作过程 (30)结论 (31)致谢 (32)参考文献 (33)1 引言改革开放以来,随着国民经济的高速发展,市场对模具的需求量不断增长。
近年来,模具工业一直以15%左右的增长速度快速发展,模具工业企业的所有制成分也发生了巨大变化,除了国有专业模具厂外,集体、合资、独资和私营也得到了快速发展。
浙江宁波和黄岩地区的“模具之乡”;广东一些大集团公司和迅速崛起的乡镇企业,科龙、美的、康佳等集团纷纷建立了自己的模具制造中心;中外合资和外商独资的模具企业现已有几千家[1]。
随着与国际接轨的脚步不断加快,市场竞争的日益加剧,人们已经越来越认识到产品质量、成本和新产品的开发能力的重要性。
而模具制造是整个链条中最基础的要素之一,模具制造技术现已成为衡量一个国家制造业水平高低的重要标志,并在很大程度上决定企业的生存空间。
作为一种高效率的生产工具,模具是工业生产中使用极为广泛与重要的工艺装备。
采用模具生产制品和零件,具有生产效率高,可实现高速大批量的生产;节约原材料,实现无切削加工;产品质量稳定,具有良好的互换性;操作简单,对操作人员没有很高的技术要求;利用模具批量生产的零件加工费用低;所加工出的零件与制件可以一次成形,不需进行再加工;能制造出其它加工工艺方法难以加工、形状比较复杂的零件制品;容易实现生产的自动化的特点[2]。
乘用车钳盘式制动器的结构设计及建模
本科毕业设计(论文)乘用车钳盘式制动器的结构设计与建模Structural design and modeling of the passenger caliper disc brakes摘要本次毕业设计,是进行汽车钳盘式制动器的结构分析与建模,首先文章的开头介绍了什么是汽车的制动系统,以及汽车制动系统的组成,其中汽车在行驶时和停止时的制动是我们考虑的重点,然后依据制动器的制动形式介绍了电磁式,液力式以及最常用的摩擦式制动器。
在说明完基础知识之后,我重点讨论了所涉及的重点,即摩擦式制动器,摩擦式的制动器可依据摩擦副的种类可分为鼓式,盘式与带式,其中鼓式与盘式运用的最为广泛,而由于盘式制动器的优点多,而且随着生产力水平的提升,以及成本的降低,盘式制动器愈来愈多的运用到汽车的生产之中,而盘式之中又以钳盘式制动器运用的最为广泛,因此本文决定设计钳盘式制动器。
在确定了设计的制动器类型之后,查阅车身的各种参数后以及国家标准中对制动系统的要求,对制动器本身的结构尺寸,诸如制动盘的直径与厚度,制动钳,摩擦因数以及制动间隙进行了初步设计。
在设计好了之后,对各项指标进行校核,在符合标准所制定的要求后,画出了钳盘式制动器的零件图,并进行三维建模。
关键词:盘式制动器;设计方法;三维建模AbstractThe graduation project is to carry automobile caliper disc brakes structural analysis and modeling, the first beginning of the article describes what constitutes automotive braking systems, and automotive braking systems, where the traffic and the parking brake is our key consideration, and then based on the brake in the form of electromagnetic brake introduced, and the most mon type of hydraulic friction brakes.After instructions in the basics, I focused on the focusing involved, namely friction brakes, friction brakes can be based on the type of friction can be divided into the drum, disc and tape, in which the use of drum and disc the most widely used, and because of the advantages of multi-disc brakes, and with increased productivity levels, as well as lower costs, more and more use of disc brakes to the car into production, and the disc into the caliper disc brakes use the most widely used, and therefore decided to design this paper caliper disc brakes.In determining the design of the brake type after the inspection body and the national standards of various parameters on the braking system requirements, the structural dimensions of the brake itself, such as the diameter and the thicknessof the brake disc, brake caliper, friction factor and brake clearance preliminary design.After the design is good, the various indicators checked, after pliance with the requirements established standards, draw the caliper disc brake parts diagram, and three-dimensional modeling.Keywords: disc brakes; design method; dimensional modeli目录摘要III第一章绪论11.1 制动系统的基本概念 (1)1.2制动器的结构分类 (2)1.3 制动系统研究现状 (2)第二章制动器的结构形式选择32.1鼓式制动器的工作原理 (3)2.2 盘式制动器结的简单说明 (4)2.3盘式制动器与鼓式制动器相比,有以下优点 (5)2.4盘式制动器方案比较 (5)2.4.1 固定钳式盘式制动器 (5)2.5乘用车制动器结构的最终选择 (7)第三章制动器的设计流程73.1设计参数73.2 钳盘式制动器主要元件73.2.1 制动盘73.2.2 制动块113.2.3 制动钳 (12)3.2.4摩擦材料 (13)3.2.5 制动器间隙及调整 (14)3.3 制动器制动力分配曲线分析 (15)3.4 同步附着系数的选取 (18)3.5 确定前后轴制动力矩分配系数 203.6 有关制动效能的计算 (20)3.7 制动器制动力矩的计算 (21)3.8 制动系统性能要求 (21)3.8.1 制动时汽车的方向稳定性的要求 (21)3.8.2制动减速度j的计算 (23)3.8.3制动距离S的要求 (23)3.8.4对车轮制动器的比能量耗散率的要求 (24)3.8.5 对比摩擦力的要求 (24)3.8.6防止水和污泥进入制动器工作表面 (24)3.8.7紧急制动时踏板力的计算 (24)3.9 磨损特性之计算25第四章校核及技术要求274.1有关温度情况校核 (27)4.2 制动器的技术要求 (28)4.2.1制动盘 (28)4.2.2 制动钳 (28)4.2.3 前轮轮毂总成技术要求 (28)第五章制动器的三维模型295.1三维建模软件之介绍 (29)5.2 制动器零件图的三维的建模 (29)5.2.1 制动盘的三维建模 (29)5.2.2制动钳的三维建模 (30)5.2.3 轮毂的三维建模 (30)5.2.3 支架的三维建模 (31)5.2.3 轴承的三维建模 (32)5.2.6制动片的三维建模 (33)5.2.7隔泥板的三维建模 (33)5.2.8其他小部件的三维建模 (34)5.3制动器装配图 (36)参考资料41致39第一章绪论1.1 制动系统的基本概念制动性是反应汽车自生性能的一个十分有意义的参考标准,其包括是否可以让汽车保持有合适减速度,是否可以让汽车在下长坡制动时保持有相对平缓的随动,以及可使其停在原地或坡道上等判定标准;这之中包含有一系列的特殊装置安装在汽车上,使人们能根据道路和交通条件,在脚踩下踏板后可控的改变汽车运动状态的力叫做制动力,如此的一系列特殊的装配系统,就被人们称为制动系统。
毕业论文汽车刹车盘的加工工艺设计
5.做好《首件交检记录》。检查员首件检测完毕后由检查员签字有效。
6.料废的判断标准
(1)双片盘及轴承盘风道处的非加工表面出现的气孔、砂眼尺寸≥2*2mm,数量在两个以上或尺寸≥3*3mm,数量为一个的;风道内毛坯面出现的气孔、砂眼尺寸≥3*3mm,数量在两个以上或砂眼尺寸≥4*4mm,数量为一个的。
4、盘式刹车没有鼓式刹车的自动煞紧作用,因此左右车轮的刹车力量比较平均。
5、因刹车盘的排水性较佳,可以降低因为水或泥沙造成刹车不良的情形。
6、与鼓式刹车相比较下,盘式刹车的构造简单,且容易维修。
7、因为没有鼓式刹车的自动煞紧作用,使盘式刹车的刹车力较鼓式刹车为低。
8、盘式刹车的刹车片与刹车盘之间的摩擦面积较鼓式刹车的小,使刹车的力量也比较小。
(10)加工表面出现较严重石墨析出现象(麻点).
(11)风道中的筋条出现冷隔(金属未融合).
7.废品的处理
由检查员填写《废品通知单》,《废品通知单》一式四联:一联会计,二联质量统计,三联生产统计,四联半成品库保管,《废品通知单》要填写清楚。料废件上表明料废厂家、TH号、订单号、料废处做好标记。
8.当一箱工件检查合格加工完毕后,检查员在《产品周转标识卡》上签字认可,允许工件往下序周转。
1.2
刹车盘片肯定是用来制动的,其制动力来源于制动钳.通常来说一般的制动钳都是固定内侧制动活塞泵所在部分,外侧是一个卡钳式的结构.内侧制动片固定在活塞泵上,外侧制动片固定在卡钳外部.活塞通过制动油管过来的压力推动内侧制动片,同时通过反作用力拉动卡钳,使外侧制动片向里.两者同时压向制动盘,通过制动盘和内外制动片的摩擦产生制动力.这个过程中,推动活塞是靠制动液,也就是液压油.这个是发动机助力的.
刹车片冲压模具设计
前言模具在产品制造过程中占据重要地位。
模具设计水平的高低,在很大程度上决定了生产率的高低。
有效的模具设计可以降低资源调整次数和调整时间,为生产计划与调度提供更大的优化空间,以达到提高生产效率的目的。
模具设计是工装系统的重要组成部分,它影响着产品生产的效率和质量。
对模具设计进行深入的研究有着重要意义。
模具行业是工业的基础行业,工业的各个领域都广泛地使用模具。
在电子、汽车、电机、电器、仪器、仪表、家电和通讯等产品中,60%一8%0的零部件都要依靠模具成形。
用模具生产零件所表现出来的高精度、高复杂程度、高一致性、高生产率和低消耗,是其他加工制造方法所不能比拟的。
模具又是“效益放大器”,用模具生产的最终产品的价值,往往是模具自身价值的几十倍、上百倍。
模具生产技术水平的高低,在很大程度上决定着产品的质量、效益和新产品的开发能力,并且己成为衡量一个国家产品制造水平高低的重要标志。
模具作为工业生产的基础工艺装备,在国民经济中占有重要的地位。
近10年来,模具CAD技术发展很快,应用范围日益扩大。
模具CAD技术给模具的设计和制造提供了一个高效、经济而且快速的方法,大幅度地提高了模具的质量,缩短了模具的设计和制造周期,降低了模具成本。
目前国内外己经有许多模具CAD系统,这些系统虽然具有较强的分析计算能力与图形处理能力,可以提供交互式设计。
但是在这些系统中,模具设计过程主要采用人机交互方式进行,大多数的设计是依靠操作者的设计经验,计算机只是进行一些规则匹配以及计算工作,而对于前人成功设计的模具不能有效的利用,造成模具设计周期很长,成本较高,开发效率很低。
基于实例推理技术(Case一basdeReasoning,CBR)的模具设计可以使设计者利用以往的设计经验,通过组合、修改以往的设计方案来构造新的设计方案;同时在现实生产中,己积累有许多模具零件的类型以及装配关系完全相同的模具族,可以成为新设计的基础。
CRB技术抛弃了以往对抽象的知识规则的构建和演算操作,直接借助己有实例来解决问题,通过对旧实例的证实和修正来达到对新模具的设计。
挤压浸渗刹车盘模具设计
3锻件结构设计 锻件结构是根据零件图并考虑挤压浸渗工艺特
点设计的,它是验收锻件、编制挤压浸渗工艺、设计 和制造模具的依据。设计锻件结构时,除了考虑合 金的收缩率外,还要考虑锻件的位置、分型面、余量、 脱模斜度、圆角半径等。
根据图1所示零件图,锻件去掉了凹槽,5个安 装孔由于深度较小、直径较大且形成孔的型芯不用 于施压,安装孔可以用型芯直接成型。由于刹车盘 要进行机械加工,要留出一定的加工余量。为了节 省机械加工工时和节约材料。加工余量要减到最 小。因液锻件外层液锻过程明显,晶粒细小。性能较 好,故应尽可能减少机械加工。刹车盘各部分尺寸差 别较大,加工余量也不应相同。加工余量在O.4~0.8
【8】张杰。申开智.塑料模具C加/Q也技术的发展与
拟分析。可对产品的成型缺陷和成型质量进行预 测,辅助完成注射模结构设计并对成型工艺方案的
应用【J1.现代塑料加工应用,2002,14(3):2&31.
【9】徐金瑶,赵岩.C舳^CAE在产品开发及塑料注射模
实施提供解决方案.避免实际生产中出现质量问
具设计中的应用【J】.机械研究与应用,2001,14(3):
D俗ign of e珩鹏ion die、)l,ith Hquid in矗ltmtion f打brake di:sc
I刖Y0fIg.j11ll,UU Jia舭du,乃匹NG№n捌n,NING Xhllg-I砖
1『ni船时0f (历eIl瞄hou
I趔lt Indusb了,zhen渤h01l,He尬n 450002,Cmm)
而获得相对好的浇注系统方案和冷却系统方案。但 是由材料数据、计算的数学模型、几何模型简化等 带来的误差还是有的,这就要求必须结合实际注射
【4】张维合.注射模具设计实用教程【M】.北京:化学工业 出版社。200r7.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
汽车刹车盘金属型铸造模具的设计绪论随着我国铸造业的不断发展壮大,铸造模具的设计与制造也愈来愈受到人们的关注。
文章分析认为模具设计与制造专业(铸造模具方向)发展前景良好对这个专业的人才需求量也在不断增加。
但同学不能因为这个就对自己将来的就业定位很高,我们应该时时关注我们专业的各方面信息以备知道行业的技能需求从而随时提高自己的技能水平.本文立足于分析我国铸造模具行业的现状,针对问题提出对策,展望未来。
模具作为一种特殊的机械产品,模具行业作为一种特殊的机械行业,不能像其它机械行业&机械产品那样,所研发制造的机械产品生产出来零部件或机械产品本省仅靠设计人员的理论设计就能基本保证最终所要达到的所需的功能和使用要求,也就是说,对于其它的大多数机械产品,如果加工过程能够完完全全全或尽可能到达设计的精度和要求,最终的产品和当初的设计目的是不会有太大的偏差,即完善的设计在加工条件的保证下就可以生产出完美的产品,同时,这类产品的设计理论依据经过几十年甚至在一些老牌资本主义国家上百年的不断研究与实际生产的互不发展下已经变得很成熟,很完善,很实用了,比如各种机床设备,动力设备等。
模具产品则不一样,由于无论是注塑、压铸类的高温流动成型还是常温下冲压类的塑性成型,尽管长的也有几十年研究与应用历史,由于基础理论和数学模型很不完善,不准确,也有还是存在很大的不确定性,特别是在我们国内,大多数还是要靠现场调试经验来支持,来尽可能使模具产品做到完善,生产出来的达到用户用户要求,所以在设计阶段,大多数目前只能做的工作,在整个模具制造过程和质量体系环节保证种,只能充当“粗加工环节”!!也就是通常所说的模具的好坏最终要靠靠钳工手艺,不同厂家模具产品最终的颠峰对决,可能就是模具钳工的一种技艺比武吧,而在这行里设计人员和前期的各序加工人员只能是给颠峰对决做配角。
铸造模具是指为了获得零件的结构外形,预先用其他轻易成型的材料做成零件的结构外形,然后再在砂型中放入模具,于是砂型中就形成了一个和零件结构尺寸一样的空腔,再在该空腔中浇注流动性液体,该液体冷却凝固之后就能形成和模具外形结构完全一样的零件了。
1铸造模具的历史:中国铸造模具工业发展到今天,经历了一个艰辛的历程,直到1976年仍处在落后状态。
自1977年以来,由于我国机械、电子、轻工、仪表、交通等工业部门的蓬勃发展,对铸造模具的需求在数量上越来越多,质量要求越来越高,供货期越来越短。
因此,引起了我国有关部门对铸造模具工业的高度重视,将模具列为“六五”和“七五”规划重点科研攻关项目,派人出国学习考察,引进国外铸造模具先进技术,制定有关铸造模具国家标准。
通过这一系列措施,使得铸造模具工业有了很大发展,并在某些技术方面有所突破。
第二汽车制造厂采用新技术、新材料为日本五十铃厂制造了高质量的大型铸造模具,赢得了良好的国际信誉。
2模具设计与制造(铸造模具方向)发展前景分析:1. 市场需求汽车工业是我国国民经济五大支柱产业之一,汽车工业重点是发展零部件,经济型轿车和重型汽车,汽车模具作为发展重点,已在汽车工业产业政策中得到了明确。
预计到2005年,我国汽车总需求量约为300万辆,因此,汽车模具市场巨大。
汽车基本车型在2000年约140种,2005年将达到170种,另有更新车型和改装车型430种。
一个型号的汽车所需模具几千副,其中铸造模具数百套。
随着我国进入世贸组织的临近,汽车行业将进入新一轮换型改造时期,特别是中、重、轻、轿型汽车,将以快节奏更新换代来迎接国际汽车市场的挑战。
挑战与机遇同在,进入世贸不仅仅是对我们汽车的挑战,与其密切相关的模具制造业首当其冲。
由此不难看出,铸造金属模具、精密压铸模具在未来铸造模具行业的发展趋势中,将扮演先锋角色。
2.技术要进一步完善当前,我国工业生产的特点是产品品种多,更新快,市场仍处买方市场态势。
这种情况下,用户对产品包括模具制造的要求是“工期短、精度高、质量好、价格低”。
用户对铸造模具产品的苛刻,正是对厂家日益完善的压力。
确实是对铸造模具生产企业一个完整体系的考验。
(1) CAD/CAM/CAE一体化当前多数铸造模具厂家依然采用老办法,设计、编程、工艺、加工、检查都是相对独立分开,独立考核、独立核算,而拉开大幕看市场,这方面,部分国企模具厂落伍了。
一些中小模具厂采取的是一条龙作业方式,从设计到编程直到加工出产品甚至售后服务均由一人或几个人完成,生产传递环节少,出现问题易察觉,因而成本低、质量好、周期短。
象一汽铸造模具厂这样规模的企业本来就有CAD/CAM 技术条件,如果打破传统机制的束缚,这个问题便迎刃而解。
如果CAD/CAM一体化加工能够提高普及率,我国铸造模具生产能力将有一个飞跃。
(2) 模具标准件的应用在模具设计上,很多模具厂家都采用标准化组合设计,因而设计周期短,而我们目前全部产品都是从开头设计,包括每个环节。
因而,使用模具标准件不但能缩短模具制造周期,而且能提高模具质量和降低模具制造成本。
因此标准件的应用必将日渐广泛。
模具标准件的开发利用,将使我国铸造模具生产大为简化。
(3) 应用反求工程开发铸造模具制造范围一般而言,反求工程是指对难以用CAD建立数据模型,而只能通过对实物进行数据扫描、测量的方法采集数据,在CAM软件系统中建立数学模型,最后生成NC程序,控制数控加工中心进行模具制造的过程。
一汽铸造模具厂应用反求工程较成功地完成了对缸盖进、排气道热芯盒模具的制造,探索了按一般的设备和加工技术对没有尺寸和技术标准的模具无法加工成功经验。
既缩短了模具制造周期,又提高了产品质量。
反求工程在模具制造业上应值得推广应用。
可以扩展产品加工范围。
随着科技技术的飞速发展模具设计与制造(铸造模具方向)专业人才的需求日益增加。
因此该学科具有良好的发展前景但是同时也要求我们更好的学好计算机技术。
国内研究现状刊内学者和生产厂家对汽车刹车盘研究较多的有无石棉半金属刹车盘和铸铁刹车盘两种。
(1)无石棉半金属刹车盘的制作工艺有热压法和冷压法两种。
文献”纠于1994年报道了华中爽等人用热压法制作刹车盘。
原料为醛树腊、丁苯橡胶、钢纤维、摩擦性能好的调节剂及其它填料。
压制的模具温度为180~190"C。
1997年文献。
1报道了有关无石棉半金属刹车盘的研究情况。
半金属刹车盘由粘合剂、钢纤维和填料三大部分热压而成。
吉林大学韩英淳等人研制了碳纤维复合材料汽车用无石棉刹车盘。
原料为碳纤维、粘结剂、摩擦性能调节剂(HT200铸铁粉、固体润滑剂、摩擦剂)等。
原料按比例配好后进行混料、热压成形、热处理、据图纸磨削加工。
1998年徐仁泉等人研究了冷压刹车盘的摩擦磨损性能。
原料为钢纤维、聚酰胺酯等。
其制工艺包括原料混合一冷压一预磨一热处理一磨平一表面焦化处理等几个步骤。
用自制冷压刹车片在桑塔纳轿车上进行了行车试验。
结果表明:行车50000km 时磨损厚度为5mm,制动性能和表面状况良好。
2002年文献”朝报道了郝华伟等人关于盘式刹车片冷压配方及工艺的研究。
材料为石棉纤维、有机粘结剂、钢棉、填充剂。
混好的物科用单片模在24.5~34.3MPa下压制,静压lmin出模。
结果表明,冲击强度3.2dJ/cm2,硬度30HBS。
(2)有关铸铁刹车盘的研究比较多。
从1986年开始,李云堂等人“础研究了铁基粉末冶金刹车盘。
实验工艺为69%还原铁粉、11%石墨粉、1%SiO:粉以及少量铜粉、二硫化钼粉、铅粉在混料机中混合1.5~25时,另加入粘结剂、润滑剂、硬脂酸锌在500吨液压机上压成毛坯,经105041080。
C、2.5小时烧结,再据图纸机加工。
技术要求为:动摩擦系数90.28,抗压强度≥150MPa,抗拉强度≥50MPa,表面硬度35~65HBS,金相组织为珠光体+铁素体+渗碳体、游离石墨。
1994年山东九阳集团公司“”为美国福特公司制造了灰铸铁刹车盘,材质HT250,采用砂型铸造,热芯盒,覆膜砂,铸件性能达到抗拉强度280~3IOMPa,硬度190~2IOHBS。
据文献2000年报道,西安交通大学陈跃、沈百令等人研究了铸究院沈阳铸造研究所硕士。
刹车盘浇注模具设计过程一般有如下几个阶段:首先由用户提供零件的产品图;然后根据铸件的生产条件确定铸造工艺方案及要求;由此可以得到铸造工艺图,这是模具设计及验收的根本依据;再根据铸造工艺及制芯设备的要求,设计能满足生产要求的母模、芯盒、模板、砂箱等。
应该说明的是,上述设计阶段并非完全独立,而是相互联系的。
1.1汽车刹车盘产品三维造型三维产品造型就是根据汽车刹车盘零件的二维工程图纸(如图2.1所示)用Unigraphics软件进行建模,形成零件的兰维实体。
图2.1 刹车片零件图UG—CAD建模所用的模块是UG-MODELING模块的建模方法主要有实体建模和自由曲面建模等。
根据刹车盘零件的结构特点,本文选择利用UG—CAD建模功能中的实体建模法进行建模。
实体建模主要包括基于特征建模、基于约束建模、参数化建模、复合建模等具体建模方法,其中复合建模法是基于特征建模、基于约束建模、参数化建模这3种建模技术的选择性组合运用。
一般来说,复合建模法应用广泛。
汽车刹车盘零件建模时选择的就是组合了基于特征建模、基于约束建模、参数化建模模3种建模法的复合建模法。
汽车刹车盘产品三维建模过程如下。
1)根据二维设计图纸,明确刹车盘零件的形状、结构特征。
2)选择形成毛坯的“成形特征”功能。
在UG中,毛坯由“成形特征”功能形成。
“成形特征”包括为简单的解析形状零件直接提供现成毛坯的“体素特征”功能和为复杂的非解析形状零件提供形成毛坯方法的“扫描特征”功能两类。
由于刹车盘结构比较简单,可以选用“体索特征”提供的简单解析形状块、柱等直接作毛坯。
3)对毛坯图进行粗加工。
用“向毛坯添加材料”方法中的“凸台”功能形成零件中的各种凸台,用“向毛坯减去材料”方法中的“孔”功能和“键槽”功能形成零件的各种孔和槽。
4)在租加工的基础上,运用“特征操作”进行精加工,形成三维模型。
此处用到的功能主要有“布尔运算”中的“并”和“差”(,边缘操作中的“边倒圆”,“面倒圆”,“边倒角”等。
同时还要用到参考特征中的“基准轴”、“基准面”以及阵列特征)等功能。
通过利用如上各种功用,形成刹车盘零件产品的三维模型,如图2.2所示。
图2.2 刹车片产品三维造型1.2.1铸造工艺铸造工艺要求,包括增加加工余量和收缩率,生成分型面、起模斜度以及铸造圆角。
处理铸造工艺要求时,应将加工余量的增加放在收缩率的增加之前。
为了便于修改铸造工艺,加工余量不在产品三维造型过程中考虑。
汽车刹车盘的铸造工艺如图2.3所示。
图2.3铸造工艺图(1)分型面:分型面是铸件造型时必须首先考虑的问题,只有在确定了分型面以后,才能处理不同起模方向的立面的起模斜度。