贴片机CP643基本操作
贴片机操作规程

贴片机操作规程一、引言贴片机是一种用于电子元件贴装的设备,广泛应用于电子创造行业。
为了保证贴片机的正常运行和提高生产效率,制定一套操作规程是非常必要的。
本文将详细介绍贴片机的操作规程,包括准备工作、操作步骤、注意事项等内容。
二、准备工作1. 确认贴片机的工作状态:检查贴片机的电源、空气压缩机、各个传感器等设备是否正常工作。
2. 准备贴片材料:准备好需要贴装的电子元件、PCB板、贴片胶带等材料,并按照规定的存放位置进行分类和编号。
3. 贴片机设定:根据贴装要求,设定贴片机的参数,包括贴装速度、贴装力度、贴装位置等。
三、操作步骤1. 打开贴片机:按照贴片机的启动顺序,挨次打开电源、空气压缩机等设备。
2. 导入贴片材料:将准备好的电子元件、PCB板等材料按照规定的顺序放置在贴片机的送料器上,并确保材料的稳定性和正确性。
3. 设定贴片参数:根据贴装要求,通过贴片机的控制面板或者电脑软件设定贴片参数,包括贴装速度、贴装力度、贴装位置等。
4. 开始贴装:按下贴片机的启动按钮,贴片机将自动开始贴装过程。
在贴装过程中,要密切观察贴片机的运行状态,确保贴装的准确性和稳定性。
5. 检查贴装结果:贴装完成后,及时检查贴片的贴装结果,包括贴装位置、贴装角度、贴装质量等。
如有异常情况,及时停机排除故障。
6. 清理贴片机:贴片完成后,及时清理贴片机的残留物和杂物,保持贴片机的清洁和正常运行。
四、注意事项1. 安全操作:在操作贴片机时,要注意个人安全,避免触摸贴片机的运动部件和热表面,避免发生意外伤害。
2. 材料管理:贴片材料的存放和管理要规范,避免材料的混乱和损坏,确保贴片的质量和稳定性。
3. 质量控制:在贴装过程中,要严格按照质量标准进行检查,确保贴片的质量符合要求。
4. 故障排除:如遇到贴片机故障,要及时停机排除故障,避免故障扩大和影响生产进度。
5. 定期维护:定期对贴片机进行维护保养,包括清洁、润滑、更换易损件等,确保贴片机的正常运行和寿命。
贴片机操作规程
贴片机操作规程一、引言贴片机是电子制造中常用的自动化设备,用于将电子元件精确地贴附在电路板上。
为了确保贴片机的正常运行和操作的安全性,制定本操作规程。
二、贴片机操作准备1. 检查设备:确认贴片机的各个部件是否完好,如输送带、吸嘴、传感器等,并检查是否有异物或损坏。
2. 准备元件:准备好需要贴附的电子元件,并按照规格和型号分类整理,确保元件的质量和数量符合要求。
3. 准备电路板:准备好需要贴附元件的电路板,并检查其表面是否平整、无污垢或损坏。
三、贴片机操作步骤1. 打开贴片机:按照设备操作手册的指引,正确打开贴片机的电源开关,并等待设备初始化完成。
2. 调整设备参数:根据电子元件和电路板的要求,设置贴片机的参数,如元件尺寸、贴附位置、速度等。
3. 加载元件:将准备好的电子元件放置在贴片机的元件供料器中,并确保元件的位置正确,避免堵塞或错位。
4. 准备电路板:将准备好的电路板放置在贴片机的工作台上,并调整位置以确保贴附的准确性。
5. 开始贴附:按下贴片机的启动按钮,开始自动贴附电子元件。
在贴附过程中,及时观察贴附的准确性和元件的质量。
6. 检查贴附结果:在贴片机完成贴附后,检查贴附的电子元件是否精确、牢固,并使用相应的检测设备进行功能测试。
7. 卸载元件和电路板:在贴片机贴附完成后,将已贴附好的元件从元件供料器中取出,并将电路板从工作台上取下。
8. 关闭贴片机:在操作完成后,按照设备操作手册的指引,正确关闭贴片机的电源开关,并进行设备的清理和维护。
四、贴片机操作注意事项1. 安全操作:在操作贴片机时,必须穿戴好个人防护装备,如手套、护目镜等,确保操作的安全性。
2. 操作规范:按照设备操作手册的要求进行操作,不得随意调整设备参数或操作方式,以免造成设备故障或贴附不准确。
3. 元件质量:使用符合质量要求的电子元件,并在操作前进行必要的检查,避免使用损坏或不合格的元件。
4. 清理维护:定期清理贴片机的输送带、吸嘴等部件,并进行必要的维护,以确保设备的正常运行。
FUJI CP643ME贴片机作业指导书

文件名称 FUJI CP643ME贴片机作业指导书 制定日期 2013-7-1 页次 文件编号 制作单位 SMT 版本/次 一. 目的:为使机器按正确的程序作业,确保机器安全运行,减少事故发生; 二. 范围:适用于前锋电子有限公司CP643ME贴片机操作; 三. 权责:技术员负责转机.程序制作.机器维护;操作员负责机器的正常操作. 四. 作业程序: 4.1 开机: 4.1.1 打开电源:打开电源扳手,按下POWER ON并旋松紧急开关。此时荧幕上显示Vision system booting 且start 键闪烁。按下 start 键机器自动归零。 4.2 关机: 4.2.1 待机器内PCB生产完后,按下CYCLE STOP 键并将机器回到主书面,此时按下‘—’ 加上‘F6’待机器提示归零且start键闪烁,按下start键机器自动归零。归零完成后按下紧急 开关,再按下POWER OFF。把电源扳手合上后即可完成关机。 4.3 检查吸嘴: 4.3.1 于主书面下依次按下SET→MANUAL→NOZZLE→CENTER键后按start键开始吸嘴中心检 查。 4.4 设定Table mode: 4.4.1 于主书面下依次按下SET→MANUAபைடு நூலகம்→STATUS→TABLE MODE后按change来选择 Table mode。 4.5 自动生产: 4.5.1 于主书面下按下一步AUTO后按START键自动生产。 4.6 设定PASS或PRODUCT模式: 4.6.1 于主书面下依次按下SET →STATUS→PASS/PRODUCT来切换PASS或PRODUCT模式。 4.7 设定RECOVERY模式: 4.7.1 于主书面下依次按下SET→STATUS→RECOVERY,可按CHANGE切换E stop或Epass,n times(1≤n≤9),按recov num 来选择recovery次数。 五. 注意事项: 5.1.0 开机前,务必确认FEEDER座上安装之料架无翘高,HEAD运行区域无异物,Table运行无障 碍,气压已达标准; 5.1.1 按下RESET前,必须确认各部处于静止状态; 5.1.2 机器在运行时,不可将身体部位和工具伸入机器内,以免发生意外; 5.1.3 机器在生产中,非紧急状况不可按下机器四周的非常停止按钮。 5.1.4 严禁两人或两人以上同时操作机器。 5.1.5 每日下班前都要清洁散料盒和机器,保持本岗位清洁. 版 次 修 订 记 录 年 月 日 内 容 摘 要 审核 制作 莫 国 伟 1\1 A\01
CP643作业指导书
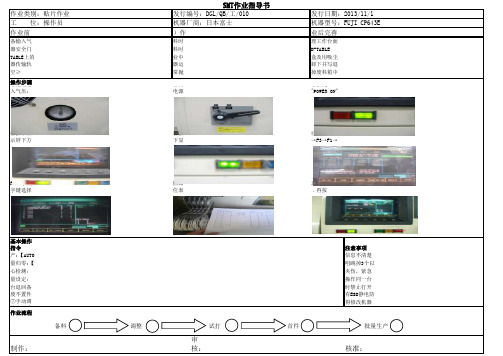
(一)作业前准备事项(二)作业中注意事项(三)作业后完善事项①确认设备输入气压是0.4~0.8MPA①换料时应对照站位表确认并填写记录①清线(整理工作台面保持干净整洁)②确认机器安全门是关闭状态②换料时应轻拿轻放避免损坏Feeder ②退出工作D-TABLE ③确认D-TABLE上的物料与程式站位表相符③作业中禁止于机台上堆放基板,零件③清理抛料盒及用吸尘器清除机台内多余的抛料和杂物④确认机器传输轨道大小与PCB板一致并顺畅④机器运行中禁止将身体任一部位伸入机台内④多余物料卸下并写退料单退回仓库⑤确认真空≥60cmhg⑤异常抛料,贴片不良通知工程师处理⑤交班时倒掉废料箱中废料带,并用吸尘器清理过滤芯操作步骤①检查输入气压:0.4~0.8MPA ②將电源开关扭至"ON"位置③按亮"POWER ON"键开始起动系统④按下显示屏下方的"REST"按键消除报警信息⑤按下显示屏下方的 "START"按键进行原点恢复⑥按F5→F2→F3→F1→ START 进行吸嘴中心检测⑦按F4→F1→小数字键选择正确的程式⑧按照站位表在D-TABLE上挂上正确的物料⑨按"F1"键选择"Auto "﹐再按"START"键开始生产基本操作指令注意事项①开始生产:【AUTO】F1 → 【START】①机器报警信息不清楚不得消除警报,通知工程师处理②生产数量归零:【PROGRAM】F4 →【QTY. CLEAR】F3②当机器吸咀跳掉3个以上通知工程人员处理③吸嘴中心检测:【SET】F5→【MANUAL】F2→【NOZZLE】F3→【CENTER】F1③当心门盖夹伤,紧急情况可按下红色EMERGENCY STOP ④生产数量设定:【PROGRAM】F4 →【QTY. SET】F2 → Prod. Quantity: →【CR】④禁止两人操作同一台机器⑤将供料台退回备料区:【SET】F5 →【POSITION】F5 →【D ESCAPE】F4 →【TABLE 1】F1 (or 【TABLE 2】F2 )⑤机器运转时禁止打开安全门⑥单片报废不置件设定:【PROGRAM】F4→【SKIP】F4→【BLOCK】F1→ Block no. →【CR】 P:表示生产 S: 表示不生产 ⑥操作员需有ESD静电防护⑦手动调整光学辨识点:【AUTO】F1 →【MARK EDITOR】F2 →sequence no.:→【CR】→【START】→按住方向键移到点中心→【SET DATA】F1⑦操作员不得修改机器参数作业流程制作:审核:核准:作业类别:贴片作业工 位:操作员批量生产备料调整试打首件SMT作业指导书发行日期:2013/11/1机器型号:FUJI CP643E 发行编号:DGL/QB/工/010机器厂商:日本富士。
贴片机操作规程

贴片机操作规程一、引言贴片机是电子制造过程中常用的设备之一,用于将电子元件精确地贴装到印刷电路板(PCB)上。
为了确保贴片机的正常运行和操作的安全性,制定本操作规程。
二、贴片机的基本原理贴片机是通过视觉系统识别元件位置,然后使用贴装头将元件精确地贴装到PCB上。
贴片机的操作需要合理设置参数,调整设备,以及进行质量检查。
三、贴片机的操作步骤1. 准备工作a. 确保贴片机和相关设备处于正常工作状态。
b. 准备好所需的元件和PCB板。
c. 检查贴片机的工作区域,确保无杂物和障碍物。
2. 设置参数a. 打开贴片机软件,并登录操作账号。
b. 根据PCB板的尺寸和元件的规格,设置贴片机的参数,包括元件尺寸、贴装速度、贴装力度等。
c. 确保参数设置正确,并保存设置。
3. 调整设备a. 检查贴片机的各个部件是否正常,如贴装头、传送带等。
b. 根据元件规格,调整贴装头的高度和贴装力度。
c. 检查传送带的张力,确保元件能够顺利运输。
4. 贴装操作a. 将PCB板放置在贴片机的工作台上,并固定好。
b. 打开元件库,选择需要贴装的元件。
c. 将元件放置在贴装头的吸嘴上,确保吸嘴与元件吻合。
d. 开始贴装操作,贴片机会自动将元件精确地贴装到PCB板上。
e. 检查贴装结果,确保元件贴装正确并牢固。
5. 质量检查a. 完成贴装后,对贴装结果进行检查。
b. 使用目视检查或辅助检测设备,检查元件位置、焊点质量等。
c. 如发现问题,及时调整设备或重新贴装。
6. 清洁和维护a. 贴片机操作结束后,及时清理工作区域,清除残留的元件和PCB板。
b. 定期对贴片机进行维护,包括清洁吸嘴、检查传送带等部件的磨损情况。
四、安全注意事项1. 在操作贴片机时,应佩戴防静电手环和防静电手套,以防止静电对元件和设备的损坏。
2. 在调整设备和更换元件时,应先关闭贴片机的电源,确保操作安全。
3. 在清洁贴片机和维护设备时,应断开电源,并按照操作手册进行操作。
贴片机操作规程

贴片机操作规程一、背景介绍贴片机是一种用于电子元器件贴装的设备,广泛应用于电子创造行业。
为了确保贴片机的正常运行和操作人员的安全,制定了本操作规程。
二、贴片机操作前的准备工作1. 确认贴片机的电源温和源是否正常供应。
2. 检查贴片机的工作平台和传送带是否干净,无杂物。
3. 检查贴片机的各个部件是否完好,如吸嘴、传送带、传感器等。
4. 准备好需要贴装的电子元器件,并按照规定的方式摆放在元器件盘中。
三、贴片机操作步骤1. 打开贴片机的电源开关,等待贴片机启动完成。
2. 进入贴片机的操作界面,根据需要选择贴装程序。
3. 将元器件盘放置在贴片机的指定位置,并按照贴装程序的要求设置元器件盘的参数。
4. 按下启动按钮,贴片机开始自动贴装操作。
5. 在贴装过程中,及时观察贴片机的运行状态,确保各个部件的正常工作。
6. 如果发现贴装异常或者故障,应即将住手贴装操作,并报告相关人员进行故障排除。
7. 贴装完成后,关闭贴片机的电源开关,清理贴片机的工作平台和传送带。
四、贴片机操作中的注意事项1. 操作人员应穿戴好防静电服,并保持工作环境的干燥,以防止静电对贴装过程的影响。
2. 操作人员应熟悉贴片机的操作界面和各个功能按钮的作用,避免误操作。
3. 在操作贴片机时,应注意安全,避免手指或者其他物体接触到贴片机的运动部件。
4. 在更换元器件盘或者调整贴装程序时,必须先住手贴装操作,并确保贴片机彻底住手运行后再进行操作。
5. 定期对贴片机进行维护保养,清洁吸嘴、传送带等部件,并及时更换磨损的零部件。
五、贴片机操作的常见问题及解决方法1. 贴装过程中浮现元器件脱落:检查吸嘴是否干净,吸力是否正常,调整吸嘴的吸力。
2. 贴装位置偏移:检查传送带是否正常,调整传送带的速度和位置参数。
3. 贴装速度过慢:检查传送带是否阻塞,清理传送带上的杂物。
4. 贴装程序错误:检查程序设置是否正确,根据需要进行调整。
5. 贴装机故障:及时报告维修人员进行故障排除。
贴片机操作规程

贴片机操作规程一、引言贴片机是一种用于电子元件表面贴装的设备,广泛应用于电子创造行业。
为了保证贴片机的正常运行和生产效率,制定一套规范的操作规程是必要的。
本文将详细介绍贴片机的操作规程,包括准备工作、操作流程、常见问题解决等内容。
二、准备工作1. 确保贴片机周围环境整洁,无杂物堆积,保持通风良好。
2. 检查贴片机的电源线是否连接稳固,电源插座是否接地良好。
3. 检查贴片机的各个部件是否完好无损,如传送带、吸嘴等。
4. 准备好所需的贴片材料,包括贴片元件、胶水、贴片胶带等。
三、操作流程1. 打开贴片机的电源开关,待贴片机启动完成后,进入操作界面。
2. 在操作界面上选择所需的贴片程序,根据实际需要进行调整。
3. 将待贴片的PCB板放置在贴片机的传送带上,并调整传送带的速度和方向。
4. 检查贴片机的吸嘴是否干净,如有污垢应及时清洗。
5. 将贴片元件放置在贴片机的供料器中,并调整供料器的位置和角度。
6. 启动贴片机,待贴片机将元件准确地贴在PCB板上后,住手贴片机的运行。
7. 检查贴片效果,如有贴片不许确或者漏贴的情况,应及时调整贴片机的参数。
8. 完成贴片后,关闭贴片机的电源开关,清理贴片机的工作区域。
四、常见问题解决1. 贴片机无法启动:检查电源线是否连接稳固,电源插座是否接地良好。
2. 贴片不许确:调整贴片机的参数,如供料器的位置和角度。
3. 贴片漏贴:检查吸嘴是否干净,如有污垢应及时清洗。
4. 贴片机运行缓慢:检查传送带的速度和方向是否正确调整。
五、安全注意事项1. 在操作贴片机时,应戴上防静电手套,避免静电对电子元件的损坏。
2. 在清洁贴片机时,应先关闭电源开关,确保安全。
3. 在调整贴片机参数时,应小心操作,避免发生意外。
六、结语贴片机操作规程是保证贴片机正常运行和生产效率的重要保障。
通过遵守本规程,操作人员能够正确、高效地操作贴片机,提高贴片效果和工作效率。
同时,注意安全事项,确保操作过程的安全。
图解CP643[1]
![图解CP643[1]](https://img.taocdn.com/s3/m/98af910d7cd184254b3535b9.png)
×
保养周期
每月 每周 每月 每月 每周 每月 每月
8
导杆
O
10
轴承
O
11
导杆
O
12 13
基板搬运
直线滑轨 凸轮轨道
O O
14 15
送料连杆
轴承 直线导杆
× O
16
凸轮
O
17
连杆枢轴
×
18
连杆轴承
O
19 凸轮箱 滚珠螺杆
O
20
直线滑轨
O
21
支撑架
O
22
连杆支点销
O
23
切刀
活动侧切刀
O
24 连杆肘节 连杆肘节
O
25
D 轴直线滑块
O
26 27
供料台
D 轴直线滑轨 D 轴滚珠螺杆
O O
28
凸轮轨道
O
29
凸轮轨道
O
30
齿轮
O
31 置件工作头 直线滑轨
23 活动侧切刀
加油类型
Daphne Exponex#2
O
保养周期 每周
2.7 连杆肘节部分加油
加油位置 24 连杆肘节
加油类型
Daphne Exponex#2
O
保养周期 每3月
2.8 供料台部分加油
加油位置
25 D 轴直线滑块 26 D 轴直线滑轨 27 D 轴滚珠螺杆 28 凸轮轨道
加油类型
3.降低 X-Y table 4.用 pass 模式送板,确认是否正常。
2. 更换基板 Back-up Pin 位置
根据基板的形状、大小及基板反面已打零件的位置调整 back-up pin 及像皮块的位置及数量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3) Lifter at Upper Limit&Lifter Timeout UP/DN Lifter 上升和 XY-table 無法接板。
將 Lifter 上下做動(使用手動開起氣壓缸)。
4) Tape Feeder 先檢查FEEDER是否架好再確認Tape feeder Sensor位置
5) Air Pressure Alarm
7) Always Nozzle Skip 1.確認 Nozzle 是否彎曲或反光面部份退色,可由Nozzle Center檢查出結果。 2.觀察吸料情形是否為Feeder進料不良或位址偏移。 8) Coolant Oil Circulate Prob. 檢查Coolant是否過熱,並同時將機台關機。
support pin已拆除.防止撞壞carry.
八.nozzle check
a.按Manual,進入Manual畫面. b.按Nozzle,進入Nozzle畫面.
c.按Center,進入Nozzle Center 畫面,按Start,
機器開始檢測所有吸嘴. d.單號吸嘴檢測,可按照以下步驟執行: Set/manual/nozzle/center/CALB SPC NZL
五..設置模式:
a.生產模式(prodution mode) b.模擬生產模式(simulation mode):
c.閒置模式(idle mode):
注意:當機器模式為idle mode時,切記需將 壓桿人工打彎,以免吸料
六.選取生產程式:
主畫面,select [program] ,then [change] 用數字鍵選取你所要的 程式.
四.操作顯示幕:
如下圖所示,所以系統的訊息及機器的操作狀能,皆可由此螢光幕中顯示出來,下圖中括弧 的英文字母分別對應於下列各項說明。 (a) 系統操控軟體版數(Version Number)。 (b) 連線模式(Line Mode)-當系統在傳輸資料,將出現 ”off line” 字樣。 (c) 生產程式名(Production Program Name)。 (d) 已生產完成數量(Completed Quantity)。 (e) 預先排定之生產數量(Scheduled Quantity)。 (f) 第1狀態顯示區(First Status Area):顯示目前執行中的程序狀態。 (g) 第1顯示幕區域(First Display Area):請詳細參閱 3.4節。 (h) 第2顯示幕區域(Second Display Area):顯示機器之操作資訊及錯誤訊息。 (I) 第2狀態顯示區(Second Status Area):用以補充說明(f)項之訊息資料;同時,字鍵所輸入之 數 值亦在此顥示。 (j) 程式計數器(Program Counter ):只用於有錯誤而機器非正常操作時之輔助訊息。 (k) 移動軸選定(Inching Axes):-顯示目前所選定欲移動的驅動軸。 (l) 指令頁數(Command Page):顯示所選取之功能鍵目錄所處之頁數。 (m) 功能鍵目錄(Function Key Menu):用以提供可選擇之功能鍵。
d.卷動handle把軌道調到你所需要生產的PCB寬度;
e.檢查軌道寬度是否合適.(一般是軌道寬度比PCB寬 度寬1MM.); f.檢查軌道寬度是否流暢,主畫面select [loader],then [unload],放PCB在軌道上,press[start].
注意:卷動handle調整軌道前一定要確認x-y table上
九.CP6 20個工作站(twenty heads) 功能:
第1站:供料連桿,真空產生,零件吸取,切除廢料帶,及零件用盡檢知。 第2站:使用偵測器進行大零件取件成敗檢知。 第3站:執行置件角預轉P。(旋轉+90∘及-90∘) 第5站:執行第3站置件角度旋轉所造成之誤差修正。 第6站:使用大.小視野2組相機,進行零件之位置,角度偏差狀況.零件 外形. 有無零件等檢查。 第10站:執行最終置件角度旋轉F。 第11站:真空破壞,置件。 第12站:執行最終置件角度還原FR。 第13站:執行置件角度預轉還原PR。 第14站:工作頭A檢知。 第15站:執行吸嘴頭原點角度確認。 第16站:拋料。 第17站:執行吸嘴切換前,吸嘴所在位置檢知。 第18站:使用伺服馬達,執行6支吸嘴位置切換。 第19站:確認是否完成切換。 見下圖:
設定生產數量: 主畫面,select [program] ,then [QTY.set],用數字 鍵輸入生產數量,then press [cr].如果,輸入[0],就是不設定生產 數量,機器會不停的生產.
七.調整軌道寬度:
路徑 loader/loader.pos/WIDTH CH ADJ
步驟:
a.拆除support pin; b.確定軌道中無PCB; c.按下loader,選擇load POS.再選WIDTH CH ADJ,待 START亮後按下START;
當機器不在自動操作模式時:本區域將顯示如下圖所示之訊息,圖中括弧 內英文字母相對應於下列解釋。 (a) 各站之重要訊息(Information for all Stations) (b) 操作模式訊息(Operation Mode) (c) 特殊操作程序說明(Special Operation Procedures) (d) 選擇之功能顯示(Operation Function Display)
CP643 基本操作
2002年6月1日
一.机台主要组件前视图及后视图
a:前视图
b:后视图
驅動軸(axes)
X,Y,Z 工作平台(X,Y,Z table)
XY 平台之 Z 軸運動乃由一部伺服馬達經由連接皮帶轉 動平台之螺桿,而完成平台上下之動作。
三.面板上各按鍵之操作:
共有3種輸入按鍵,用以控制這部機器的各項作業。這些面板上的按鍵如下列示 意圖所示: (1)功能鍵(function keys ):每一個按鍵都對應著各頁功能目錄上之各項功能。需執行某 項功能時,只需要在功能鍵的相對應位置按下即可。 (2)移動鍵(inching keys):用以執行移動選定軸之功能。一旦選取某驅動軸後,就可用這 些鍵來移動或旋轉這些驅動軸。 (3)數字鍵(numerical key pad):用以輸入一些必要的數值。 (4)按鈕(buttons):面板上的按鈕:”POWER ON” , “START” , “CYCLE STOP” , “RESET” , & “RME認識
shaft
nozzle 每個holder上可以此安裝 1到6號吸嘴. holder 目前CP6的吸嘴編制如下表:
½¸ s ¹ 1 2 3 4 5 6 ½® ª | (mm) 1.0 1.3 M1.3 2.5 3.7 0.7
十一. 故障排除
1). Servo Amp Alarm: X, D1, D2 先按RESET,無法消除後POWER CYCLE,仍無法消除檢查 servo box 1 內部 之 X-, D1- or D2-axis servo amplifier是否正常。 2) Not at Loading Position 檢查置件平台是否到達定位,並同時確認Sensor如下圖:
檢查機台氣壓是否開啟或空壓機無供應氣源。 6) Unknown nzzle stn. 17,19 a.檢查 Holder 反光面部份及Sensor是否有油脂,同時清潔之。
b.確認Holder 轉向是否至定位。
c. 如無法解決檢查Shaft之伸縮導桿部份是否太鬆,如是此部份請通知設備人員更換新 品。
伸縮導桿
第一顯示幕區域 機器在自動操作模式下:本區域將顯示如下圖所示之訊息,圖中括弧內英文字母相 對應於以下之解釋。 (a) 執行程式資訊(Sequence Information) (b) 操作模式訊息(Operation Mode) (c) 特殊操作程序說明(Special Operation Procedures) (d) 選購之功能顯示(Operation Function Display)
9) Nozl Origin Search Err: stn12
a.檢查 nozzle clutch origin Sensor是否到達定位。 b.清潔 Shaft Clutch 機構。 10) ST15 nozzle origin error a.檢查Shaft轉向是否回至原點。 b.檢查Shaft之伸縮導桿部份是否太鬆,或Shaft及皇冠頭定位偏移,如是此部份 請通知設備人員更換新品。