LY-660型轮对检测系统整体
动车组整体复习题
动车组构造复习范围1.动力分散动车组优点:2.动车组是当今世界高速动车组技术发展的方向3.1964年10月1日,世界上第一条高速铁路—投入运营,开行0系动车组,最高速度达210km/h4.该车型为CRH3型动车组的原型车 A. Velaro E B. ICE 3 C.SM3D.TGV-R5.CRH1型动车组总长:m,车体高度:m6.CRH1型动车组为动车,动拖,分为个动力单元7.CRH2型动车组总长:m、车体高度m8.CRH2-300:动拖,牵引功率kW,为动车,分为个动力单元9.CRH2长编组座车动车组总定员人10.CRH2长编组卧车动车组总定员人11.CRH3型动车组总长:约m,车体高度m12.CRH3型动车组为动车,动拖,13.CRH5型动车组总长m,车体高度m14.CRH5型动车组为动车,动拖15.在CRH系列动车组中,轴重最小的是型动车组16.CRH1型动车组辅助供电制式为A.DC100V、单相AC100V、AC220V及AC400VB.3相AC380V 50Hz及DC110V,C.3相AC400V 50Hz及DC24VD.3相AC440V 60Hz及DC110V17.CRH3型动车组辅助供电制式为A.DC100V、单相AC100V、AC220V及AC400VB. 3相AC380V 50Hz及DC110V,C.3相AC400V 50Hz及DC24VD.3相AC440V 60Hz及DC110V 18.CRH5型动车组辅助供电制式为A.DC100V、单相AC100V、AC220V及AC400VB. 3相AC380V 50Hz及DC110V,C.3相AC400V 50Hz及DC24VD.3相AC440V 60Hz及DC110V 19.CRH2型动车组辅助供电制式为A.DC100V、单相AC100V、AC220V及AC400VB. 3相AC380V 50Hz及DC110V,C.3相AC400V 50Hz及DC24VD.3相AC440V 60Hz及DC110V 20.我国动车组总成技术的特点:先进的仿真技术;现代化的加工组装;科学的试验调试;数万计零部件系统集成和匹配优化;总体技术性能最佳21.CRH动车组车体采用了等技术22.在车体结构中,与耐候钢车体相比,不锈钢车体减重%,铝合金车体减重% 23.动车组车内压力由4000Pa降至1000Pa的时间大于80秒,标准值为s。
动车组车轮故障在线检测系统介绍
动车组车轮故障在线检测系统1 适用范围动车组车轮故障在线检测系统适用于各型动车组入库前车轮外形几何尺寸、踏面擦伤、车轮内部缺陷的在线动态检测。
本技术条件规定了该系统组成与功能、技术参数和安装要求。
2 规范性引用文件TB/T 3182-2007 机车车辆车轮动态检测系统。
JB/T10062-1999 超声探伤用探头性能测试方法JB/T9214-2010 A型脉冲反射式超声探伤系统工作性能测试方法IEC—61000国际电工委员会电磁兼容系列标准CCITT和EIA通讯网络物理接口和电器接口标准GB 2423.1 电工电子产品基本环境试验规程GB 6587 电子测量仪器环境试验总纲GB 6587.2 电子测量仪器温度试验GB 6587.3 电子测量仪器湿度试验GB 6587.7 电子测量仪器基本安全试验GB 6833.02 电子测量仪器电子兼容性试验规范磁场敏感度试验GB/T 8566 计算机软件开发规范GB/T 8566 信息技术软件生存周期过程GJB/Z 102 软件可靠性和安全性设计准则TB/T 449 机车车辆车轮轮缘踏面外形TB/T 1010 车辆用轮对类型及尺寸GB146.1 标准轨距铁路机车车辆界限GB146.2 标准轨距铁路建筑界限《动车组管理信息系统自动化接口规范》(运装管验〔2008〕178号)3 系统组成与功能3.1系统组成该系统由车轮外形几何尺寸检测单元、踏面擦伤检测单元、车轮探伤单元组成。
各单元独立安装、运行、检测,信息接口统一规范。
3.2功能3.2.1系统功能能够自动检测踏面磨耗、轮缘厚度、QR值、车轮直径、轮对内距;车轮踏面擦伤(与钢轨接触的);轮缘径向缺陷、轮辋周向及径向缺陷。
具有车号及端位自动识别、通过速度检测、车辆接近和离去检测功能。
3.2.2软件功能3.2.2.1具有探伤检测数据采用轮饼图、A扫等关联显示分析功能。
3.2.2.2具有绘制轮对外形检测曲线并与踏面标准外形进行比较显示功能。
轮对基础知识
第1页
第一章 轮对基础知识
1.1 轮对的作用及组成
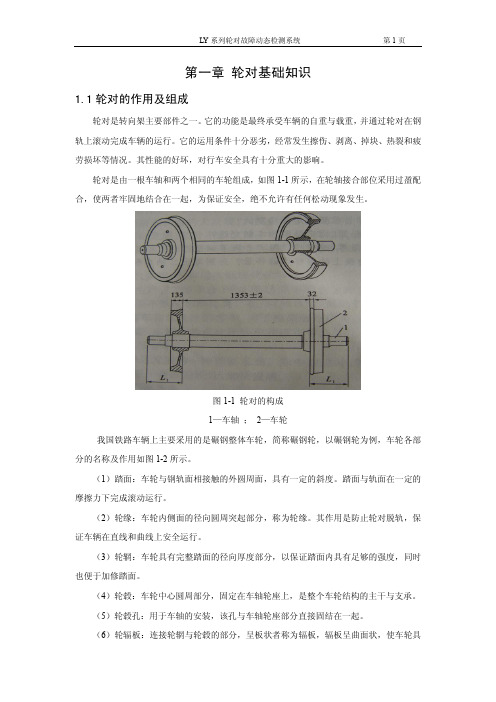
轮对是转向架主要部件之一。 它的功能是最终承受车辆的自重与载重, 并通过轮对在钢 轨上滚动完成车辆的运行。它的运用条件十分恶劣,经常发生擦伤、剥离、掉块、热裂和疲 劳损坏等情况。其性能的好坏,对行车安全具有十分重大的影响。 轮对是由一根车轴和两个相同的车轮组成,如图 1-1 所示,在轮轴接合部位采用过盈配 合,使两者牢固地结合在一起,为保证安全,绝不允许有任何松动现象发生。
图 1-6 轮对在直线上运行 车辆在直线上运行时, 如果轮对中心线与线路中心线不一致时, 造成轮对的两个车轮一
LY 系列轮对故障动态检测系统
第6页
个导前,一个滞后,则导前车轮以踏面外侧小直径圆周滚动,滞后车轮以踏面内侧大直径圆 后滚动。因此,同样转数,导前车轮滚动距离短,滞后车轮滚动距离长,从而自动纠正两车 轮位置,使两车轮重新处于平行或前后变位,以减少轮缘磨耗,如图 1-6 所示。 车辆在曲线上运行时,由于离心力的作用,使外轨上的车轮轮缘紧靠钢轨,内轨上的车 轮轮缘则远离钢轨。 于是在外轨上的车轮以踏面内侧大直径圆周滚动, 在内轨上的车轮以踏 面外侧小直径圆周滚动。从而在相同转数内,外轨上的车轮滚动距离长,内轨上的车轮滚动 距离短,正好与曲线上外轨长内轨短相适应,可使两轮同时通过曲线,以减少车轮在钢轨上 滑行,如图 1-7 所示。
LY 系列轮对故障动态检测系统
第2页
有一定弹性,使力在传递时较为缓和。 (7)辐板孔:为了便于加工和吊装轮对而设置,每个车轮上有两个辐板孔。由于在辐 板孔周围容易产生裂纹,同时还影响车轮的平衡性能,因此在 S 形辐板的车轮上已取消辐 板孔。
图 1-2 整体轮的各部分组成 1— 踏面 2—轮缘 3—轮辋 4—轮毂 5—轮毂孔 6—辐板 7—辐板孔
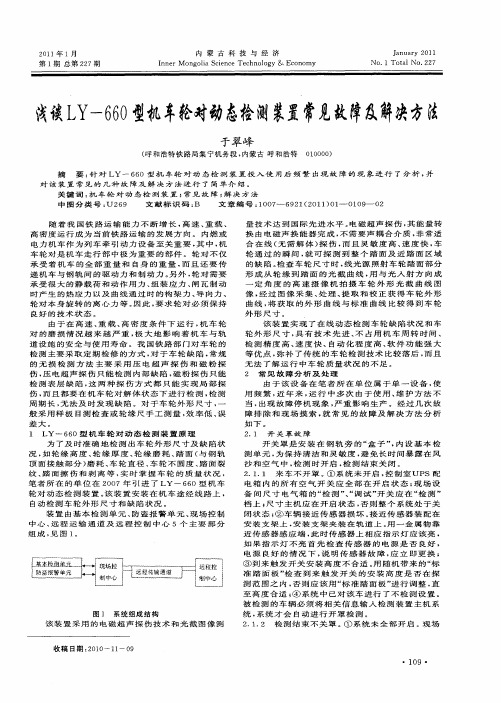
浅谈LY-660型机车轮对动态检测装置常见故障及解决方法
内 蒙 古 科 技 与 经 济
I n rM o g l ce c c n lg n e n oi S in eTe h oo y& Ec n my a oo
J n ay 2 1 a u r 0 1
NO .1 Tot lNo. 7 a 22
第 l 总 第 2 7期 期 2
浅 L - 型 轮 动 检 置 见 障 解 方法 谈 Y 6 机车 对 态 测装 常 故 及 决 6 0
于翠峰
( 和浩 特 铁 路 局集 宁机 务 段 , 呼 内蒙 古 呼 和 浩特 O O O ) L O O
摘 要 : 对 LY 一 6 0 型 机 车 轮 对 动 态 I , 置 投 入 使 用 后 频 繁 出 现 故 障 的 现 象 进 行 了 分 析 , 针 6 k ̄ 装 l 并 对该装 置常见 的 几种故 障及 解决方 法进行 了简单介 绍 。 关 键 词 : 车 轮 对 动 态 检 测 装 置 ; 见 故 障 ; 决 方 法 机 常 解
一
像 , 过 图 像 采 集 、 理 、 取 和 校 正 获 得 车 轮 外 形 经 处 提 曲 线 , 获 取 的 外 形 曲 线 与 标 准 曲 线 比 较 得 到 车 轮 将 外形 尺寸 。
该 装 置 实 现 了 在 线 动 态 检 测 车 轮 缺 陷 状 况 和 车 轮 外 形 尺 寸 , 有 技 术 先 进 、 占用 机 车 周 转 时 间 、 具 不
高 密 度 运 行 成 为 当前 铁 路 运 输 的 发 展 方 向 。 内 燃 或 电力机 车作 为列车 牵引 动力设 备至关 重要 , 中, 其 机 车 轮 对 是 机 车 走 行 部 中极 为 重 要 的 部 件 。 轮 对 不 仅 承 受 着 机 车 的 全 部 重 量 和 自身 的 重 量 , 且 还 要 传 而 递 机 车 与 钢 轨 间 的 驱 动 力 和 制 动 力 。 外 , 对 需 要 另 轮 承 受 很 大 的 静 载 荷 和 动 作 用 力 、 装 应 力 、 瓦 制 动 组 闸 时产 生 的热应力 以及 曲线 通过 时的构 架力 、 向力 、 导 轮 对 本 身 旋 转 的 离 心 力 等 。 此 , 求 轮 对 必 须 保 持 因 要 良好 的 技 术 状 态 。 由 于 在 高 速 、 载 、 密 度 条 件 下 运 行 , 车 轮 重 高 机 对 的磨 损 情 况 越 来 越 严 重 , 大 地 影 响 着 机 车 与 轨 极 道 设 施 的 安 全 与 使 用 寿 命 。 我 国 铁 路 部 门 对 车 轮 的 检测 主要采取 定期 检修 的方式 , 于车轮 缺 陷 , 规 对 常 的 无 损 检 测 方 法 主 要 采 用 压 电 超 声 探 伤 和 磁 粉 探 伤 , 电 超 声 探 伤 只 能 检 测 内部 缺 陷 , 粉 探 伤 只 能 压 磁 检 测 表 层 缺 陷 , 两 种 探 伤 方 式 都 只 能 实 现 局 部 探 这
轮对动态检测系统(LY)

轮对动态检测系统(LY)
轮对自动检测系统基本单元包括: 中央微机:数据采集与传输、测速、空调、配电控制等,并能通过
ISDN专线进行远程服务。 数据服务器:可以储存大量测量数据,对轮对进行跟踪比较,回执
发展趋势图并提前预报可能出现的问题,通过监控计算机显示并输出 ,还可以通过局域网把数据传至需要的地方(如不落轮镟床)。
4
轮对动态检测系统(LY)
2.椭圆度与扁疤测量: 椭圆度与扁疤测量模块原理 除去轨道原因,轮对的不真圆和扁疤是引
起机车车辆上下振动的最主要原因。 两类缺陷直接反应在轮对滚动圆形你的上
下波动(椭圆)与跳动(扁疤)上。因此测 量椭圆度与扁疤的最好办法莫过于记录一个 周长L内圆心的上下波动于跳动情况。
5
2
轮对动态检测系统(LY)
系统主要能够完成以下几项功能: 1.自动车号识别 2.椭圆度与扁疤测量 3.直径测量 4.外形轮廓尺寸测量 5.裂纹检测
3
轮对动态检测系统(LY)
自动车号识别: 自动车号识别模块是轮对自动检测系统的开
关,通常都安装在检测系统的最前面。光波或者 电磁波照射到物体上要发生反射,利用接收器对 反射的光波或者电磁波进行处理,通过分析反射 波的频率和强弱来确定车辆或者车列。
轮对动态检测系统(LY) 3.直径测量:由于不能用直接测量的方法,直径测量仍然采用采集轮对相关
数据,通过二次计算的方法得出。在已知弦AB和弧高CD长度的情况下,利用 几何原理计算半径的长度,从而得出车轮直径。
6
轮对动态检测系统(LY)
4.外形轮廓尺寸测量:利用片状光束垂直圆心的方向照射踏面,在踏面上 形成了车轮的光带轮廓。利用摄像机对这一光带轮廓进行拍摄,并把图像送 至计算机而得出尺寸。5.裂纹检测 (一)裂纹检测模块原理
01 CRH高速动车组轮对探伤体系

站段局域网
网络终端 网络终端 网络终端
设备间 (数据采集处理)
控制室 (数据分析管理)
CRH动车组轮对探伤技术体系
LY轮对故障动态检测系统-几何尺寸检测
轮对触发
光学 镜头
线光源
图像传感器
CRH动车组轮对探伤技术体系
LY轮对故障动态检测系统-几何尺寸检测
轮缘厚度
踏面磨耗 轮缘厚度 QR值 车轮直径
系统集成度低。
CRH动车组轮对探伤技术体系
LU-移动式轮辋轮辐探伤系统
(2)第二代LU设备
第二代LU设备的原型机来
自于德国设备的UFPE-II,
该设备采用相控阵超声波技 术进行检测。踏面载体采用
机电进探摸式,进探路径固
定,不能柔性适应不同动车 基于PA技术的双踏面载体的LU, 与德国UFPE-II一致 组车底空间。
标准外形曲线
±0.2 ±0.2 ±0.4 ±0.6
mm mm mm mm
偏移量2 踏面磨耗 偏移量1
实际测量外形曲线
轮辋内侧基线
QR值
CRH动车组轮对探伤技术体系
LY轮对故障动态检测系统-几何尺寸检测
工作原理
现场检测
CRH动车组轮对探伤技术体系
LY轮对故障动态检测系统-踏面擦伤检测
接触式 轮缘顶点测量 擦伤测量精度 ±0.2 mmຫໍສະໝຸດ CRH动车组轮对探伤技术体系
LA-固定式轮辋轮辐探伤系统
固定安装在动车检修基 地轮对检修线上,综合 利用UT+PA超声探伤技 术自动检测落轮镟修后
轮对的轮辋轮辐缺陷,
适用于CRH各型动车组 轮对。
CRH动车组轮对探伤技术体系
LU、LA 轮辋轮辐探伤原理
LY-660型轮对检测系统整体
11
4.3 控制室
控制室的作用是:控制“LY-80型轮对故障 动态检测系统”的启停,监控设备的运行状况, 管理最终的检测结果,提供用户访问界面、数 据输入/输出接口、数据联网管理。包括操作控 制台、监控系统、数据库、数据综合分析及管 理软件。
12
4.4 监控系统
监控系统的传感器部分位于现场挡光防护 通道内,主要由带云台低照度摄像机、车体判 别传感器、红外微波双鉴探测器、声光报警器、 照明灯及壁挂式音响组成,共同完成对现场的 监视、防盗及声光报警,确保现场检测设备的 安全。
13
五、各子系统检测原理及流程
5.1 尺寸检测子系统
1.工作原理
V
镜头 激光
车轮检测器
CCD
采用“光截图像测量技术”来实现对车轮外形轮 廓和轮对关键外形尺寸的非接触动态检测。
14
轮缘厚度
轮缘 高度 偏移 量
轮缘磨耗 标准外形曲线 实际测量外形曲线 踏面磨耗
轮辋内侧基线
15
2. 组成布局
外形尺寸现场检测设备(轮对外形轮廓及 内侧距检测模块)和位于设备间内的控制处理 设备组成。
设备间 (数据采集处理系统)
“轮对故障动态检测系统”数据流向及管理网络
2
内容提要
1. 功能 2. 特点
3. 主要技术指标
4. 系统组成
5. 各子系统检测原理及流程
6. 现场应用情况
3
1. 功能
(1) 轮对外形尺寸自动检测:踏面磨耗、轮缘厚度、QR值、 车轮直径、轮对内距; (2) 踏面缺陷自动探伤:踏面剥离、裂纹; (3) 车轮擦伤及不圆度自动检测; (4) 车号及端位自动识别; (5) 绘制轮对外形检测曲线并与踏面标准外形进行比较显示; (6) 检测结果存储、查询、统计、对比、打印、超限报警显
轮对故障动态检测系统
步骤3:微调激光线光源安装参数,使激光线光源出射面 (光刀面)与点阵板平面完全重合,即光线与点阵板底边 和侧边的棱边完全重合(图2)。
主要由尺寸检测触发传感器、8套激光线光源系统、8套 CCD摄像机系统、尺寸电气箱、尺寸检测主机等组成。
轮 对 外 形 检 测 模 块
检 测 模 块 开 启 状 态
LD尺寸线光源
CCD摄像机系统
尺寸电气箱:尺寸检测系统的电气控制接口,主要完成 16台LD/CCD保护箱开关罩电机的正反转控制及外部传 感器数字信号的采集隔离功能。
目的:为了校验和校准“轮对故障动态检测系统” 的技术 参数,保证系统具有良好的技术状态和正常运行。
校验和标定周期: (1)系统正常运行时,每个月对系统进行校验一次。 (2)系统运用中出现下列情况时,须立即对设备进行校
验。 出现大量异常数据,且通过与同一动车组历史检测数据比
较不具有重复性时。 检测区段线路施工或维护后。 设备检修和设备参数调整后。
校验方案:
尺寸检测模块校验:利用人工复核一辆动车轮对外形尺寸 的方式对该模块进行校验。
探伤检测模块校验:利用探伤样环对车轮踏面缺陷检测模 块进行校验,以保证系统具有良好的踏面缺陷检测能力。
擦伤检测模块校验:利用擦伤校验装置对车轮擦伤检测模 块进行校验。
平底孔缺陷
校验参考线
行车方向
探伤检测模块校验
轮对故障动态检测系统
轮对故障动态检测系统
概念
轮对故障动态检测系统:是一种非接触式轮对故障动态自 动检测系统,适用于各型地铁车辆、动车组、客车车辆和 机车等。系统安装在机车、车辆途经线路上,自动完成机 车车辆轮对外形几何尺寸和踏面缺陷状况的在线动态自动 检测 。
车辆轮对参数检测系统中钢结构整体道床的设计
激光器摄像机摄像机激光器后侧踏面测量位置前侧踏面测量位置触发位置列车运行方向车辆轮对参数检测系统中钢结构整体道床的设计王信隆,苏大鹏(哈尔滨威克科技股份有限公司,哈尔滨150009)1引言车辆轮对参数实时在线自动检测系统可在列车运行过程中自动完成轮缘高度、轮缘宽度、车轮直径、QR 值、轮对内侧距等参数的测量。
该系统适应于各种机车、车辆及动车组,可安装在列车出、入库线路上,系统允许列车通过检测区域的运行速度小于80km/h ;测试时适应列车速度为2~20km/h ,系统可24h 无人值守全天候工作。
系统集光学、自动控制、计算机、图像处理、机械等多学科于一体,具有自动化程度高,测量速度快、使用灵活、适应能力强、测量精度高等特点。
系统对通过检测区域的车辆进行实时测量,建立数据库,具有数据存储、查询、状态跟踪、预警、超限报警、数据网络共享等功能。
轮对参数在线检测系统主要由两部分组成:第一部分是地面检测部分,包括激光器、高速摄像机、激光位移传感器、车轮传感器、地面微波天线等。
第二部分是室内设备,主要包括:(a )数据采集处理系统,完成图像采集、数据处理任务;(b )控制器系统完成内侧距数据采集、工作状态控制、车号识别、计轴计辆、测速等任务;(c )激光器电源;(d )控制器电源、防雷箱等。
室外设备平面图见图1。
系统采用激光器和直线光学透镜作为测量系统的光源照射运动的车轮踏面,当车轮通过测量区域时,踏面被激光照射,形成车轮踏面激光轮廓线,CCD 摄像头动态抓拍激光线的精确位置,采用激光三角测量法原理,实现物体几何尺寸的精确测量。
一个激光器和一台摄像机为一组,多组同时拍摄运动物体上不同位置的激光轮廓线,其中两组的图像要进行拼接,激光器和相机相互之间需要精确定位,激光器、相机和被测物体是三维空间关系。
本系统将8组线激光器和摄像机分布在路轨两侧,激光线投射到车轮的踏面和轮缘上,外时钟同步触发摄像机,获取车轮截面轮廓图像,计算出轮对的各个参数。
轮对故障动态检测系统PPT精品文档
.
25
平底孔缺陷
校验参考线
行车方向
探伤检测模块校验
.
26
外形尺寸检测模块标定 :该标定装置由标定支架、标定 板及标准踏面块几部分组成 。
a) 标定支架
b) 点阵板
c) 标准踏面块
.
27
激光线光源的标定
.
28
步骤1:拆卸要标定的激光线光源保护箱体,调节线光源 安装支架上的升降螺栓,确定好线光源的高度,其高度以 装上保护箱体后不阻挡投射到标定板上的光线和不顶箱盖 为宜。
离去检测
.
23
设备校验和标定
目的:为了校验和校准“轮对故障动态检测系统” 的技术 参数,保证系统具有良好的技术状态和正常运行。
校验和标定周期:
(1)系统正常运行时,每个月对系统进行校验一次。 (2)系统运用中出现下列情况时,须立即对设备进行校
验。
出现大量异常数据,且通过与同一动车组历史检测数据比 较不具有重复性时。
空压机:排
.
19
.
20
设备间
主要作用:实时采集处理基本检测单元的测量信号,形成 检测结果,并以一定的格式与监测中心内的主机通信,接 收监测中心主机的控制命令,向监测中心主机发送状态信 息和检测结果。
.
21
.
22
轮对检测系统工作流程
机车接近
接近检测
BS访问
远程主控
车号识别 现场主控
擦伤检测
尺寸检测
探伤检测
波幅
周期回波
车轮 表面波
探头
探头
缺陷 超声表面波
无缺陷检测结果 缺陷检测结果 缺陷回波
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5.3 擦伤(不圆度)子系统
1.工作原理
通过测量车轮一周的轮缘高度变化,实现 对踏面擦伤及车轮不圆度的测量。
24
2.系统组成 由8套平动机构、列车接近检测传感器、车 体辩向计数传感器、信号调理箱及擦伤电气箱
组成。
设备间
擦伤电气箱
擦伤检测主机
CS8
CS7
CS6
CS5
TX2
TX1
CS4
CS3
CS2
西南交通大学光电工程研究所
成都主导科技有限责任公司 北京主导时代科技有限公司
系 统 概 述
轮对外形尺寸和踏面缺陷状况在线动态自动检测系统。适用 于CRH各型动车组、各型客车车辆、机车和地铁车辆等。
至铁路局网络
段 局 域 网
网络终端 车号识别 探伤 尺寸检测 不圆度 检测结果 超限数据 综合分析报告 控制室 (数据分析管理系统) 网络终端 网络终端 网络终端
CS1
RL3`
RL3
说明: 1、CS1---CS8为8套擦伤检测传感器; 2、D3为开始检测传感器,RL3、RL3`为车体辨向计数传感器; 3、TX1、TX2为信号调理箱;
D3
25
3. 检测流程
26
6. 现场应用情况
“轮对故障动态检测系统”目前已在动车组运用所、 车辆段、机务段、地铁公司推广应用30多套(其中 动车所5套)。
1、工作原理
车轮
表面波
探头
探头
20
波幅
周期回波
缺陷 无缺陷检测结果 缺陷检测结果 缺陷回波 超声表面波
21
2、组成布局
(1)现场检测设备 EMAT探头和车轮检测传感器等检测设备及配套的接 线盒组成。主要完成车轮到达检测,踏面缺陷检测。
(2)探伤主机系统
位于设备间,是探伤系统的核心部件,控制整套系统的 数据采集、分析、处理以及与轮对故障动态检测系统的数 据通信、上传检测数据等。 (3)控制室服务单元
16
(1)现场检测设备
17
(2)设备间内控制处理设备
尺寸检测主机、尺寸电气箱及电气主控箱 等功能单元,负责尺寸检测系统的电气控制、 轮对外形图像信息的采集、分析、处理、传输 及与“轮对故障动态检测系统”远程主控程序
的通信等。
18
远程开机 系统待检状态
3. 检测流程
D1触发 开启车号识别系统 上传车号信息 D1`触发 上传来车信息
示以及数据联网管理;
4
(7) 具有对检测出的数据进行分析、判断、整理的能力: • 通过对历史数据的综合分析,总结轮对的磨耗规律, 绘制磨耗趋势图,预测轮对运用到限时间; • 通过数据的综合分析比较对轮对的技术状态做出综合 评价,给出优化的综合维护保养方案,以指导轮对的 检修; (8) 提供丰富的数据接口:向轮对维修设备提供传输数据接 口(如不落轮镟轮车床,数控车轮车床)、机车车辆基 本信息输入接口、走行公里数输入接口、人工反馈信息 输入接口、段相关部门和铁路局的网络访问接口等; (9) 系统故障自诊断; (10)配置红外微波防盗报警系统及监控录像系统,确保设备 安全。
5
2. 特点
效率高:采用在线动态检测方式,不需停车,不 需解体轮对,检测速度快、效率高;
安全性好:非接触检测,不影响列车正常运行, 安全可靠;
自动化程度高:检测过程自动完成。 智能化程度高:提供检测数据的综合分析、判断 和整理,给出优化的综合维护保养方案。
6
3. 主要技术指标
(1)外形尺寸检测精度 轮缘厚度 轮缘高度/踏面磨耗 QR值 车轮直径 轮对内距 (2)车轮擦伤(不圆度)检测精度 擦伤深度
通过速度
检测时通过速度 最佳检测速度
≤ 45 km/h
≤ 15 km/h 10km/h±20%
数据处理时间(100轮):
两列车通过间隔时间:
≤ 2 min
> 5 min
8
4. 系统组成
基本检测单元 监控系统
设 备 间
控 制 室
信号流向:基本检测单元-->设备间-->控制室
9
4.1 基本检测单元
包括车号识别模块、轮对外形轮廓及内侧距 检测模块、车轮直径检测模块、车轮擦伤及不圆 度检测模块、踏面裂纹探测模块五个基本检测模 块。基本检测单元的主要作用是获取轮对外形和 踏面缺陷的原始检测数据。为了辅助基本检测单 元的工作,在基本检测单元的前后方分别设置了
N
关闭车号 识别系统
是否检测
Y
开启现场检测设备 计轴计辆 判向
数据采集
N
车体离去
Y
关闭现场检测设备及 车号识别设备 数据处理、分析 存储
远程
报表、综合分析报告
SQL数据库
19
5.2电磁超声探伤系统
应用先进的电磁超声换能器(EMAT)原理, 具有非接触快速检测、无需耦合剂的特点,能够 实现轮对踏面缺陷的快速动态自动检测。
13
五、各子系统检测原理及流程
5.1 尺寸检测子系统
1.工作原理
V
镜头 激光
车轮检测器
CCD
采用“光截图像测量技术”来实现对车轮外形轮 廓和轮对关键外形尺寸的非接触动态检测。
14
轮缘厚度
轮缘 高度 偏移 量
轮缘磨耗 标准外形曲线 实际测量外形曲线 踏面磨耗
轮辋内侧基线
15
2. 组成布局
外形尺寸现场检测设备(轮对外形轮廓及 内侧距检测模块)和位于设备间内的控制处理 设备组成。
±0.2mm ±0.2mm ±0.4mm ±0.6mm ±0.2mm
±0.2 mm ≥ 10 mm ≥ 3 mm
(3)踏面裂纹检测指标
裂纹或剥离长度(沿轮对轴向) 裂纹或剥离深(沿车轮径向)
探测深度
≤ 10 mm
7
(4)环境参数 环境温度: 室外设备 室内设备 相对湿度: 海拔高度: 车速范围: -35℃~+75℃ -20℃~+50℃ 月平均≯90%,最高≯95% ≯ 1000m
22
3、检测过程
检测过程受“轮对故障动态检测系统”的统一控 制。当有机车、车辆到达时,车号识别系统识别出车 号信息,轮对探伤系统在“轮对故障动态检测系统” 主控程序控制下进入待检状态;当轮对通过轮对探伤 系统检测区域时,轮对探伤系统完成车轮踏面的缺陷 检测,并分析、存储检测结果;当机车、车辆通过检 测区域后,主控程序下达检测结束命令,轮对探伤系 统结束当前检测过程,并将检测、分析结果传递到控 制室服务器上的数据库中保存,然后轮对探伤系统进 入待机状态。
设备间 (数据采集处理系统)
“轮对故障动态检测系统”数据流向及管理网络
2
内容提要
1. 功能 2. 特点
3. 主要技术指标
4. 系统组成
5. 各子系统检测原理及流程
6. 现场应用情况
3
1. 功能
(1) 轮对外形尺寸自动检测:踏面磨耗、轮缘厚度、QR值、 车轮直径、轮对内距; (2) 踏面缺陷自动探伤:踏面剥离、裂纹; (3) 车轮擦伤及不圆度自动检测; (4) 车号及端位自动识别; (5) 绘制轮对外形检测曲线并与踏面标准外形进行比较显示; (6) 检测结果存储、查询、统计、对比、打印、超限报警显
车辆接近检测单元和车辆离去检测单元。
10
4.2 设备间
设备间主要作用是实时采集处理基本检测 单元的测量信号,形成检测结果,并以一定的 格式与控制室内的主机通信,接收控制室主机 的控制命令,向控制室主机发送状态信息和检 测结果。另外,设备间还负责控制现场监控设 备的工作,处理监控信号。设备间内包括现场 控制系统、数据采集系统、数据处理系统和监 控系统主控机。
11
4.3 控制室
控制室的作用是:控制“LY-80型轮对故障 动态检测系统”的启停,监控设备的运行状况, 管理最终的检测结果,提供用户访问界面、数 据输入/输出接口、数据联网管理。包括操作控 制台、监控系统、数据库、数据综合分析及管 理软件。
12
4.4 监控系统
监控系统的传感器部分位于现场挡光防护 通道内,主要由带云台低照度摄像机、车体判 别传感器、红外微波双鉴探测器、声光报警器、 照明灯及壁挂式音响组成,共同完成对现场的 监视、防盗及声光报警,确保现场检测设备的 安全。
青岛动车所
郑州机务段
朔黄机务段
27