工艺尺寸链练习
工艺尺寸链及安装定位习题

练习题一、单项选择题1、下图所示在小轴上铣槽,保证尺寸H和L,所必须限制的自由度个数是:CA、六个B、五个C、四个D、三个2、在车床上加工轴,用三爪卡盘安装工件,相对夹持较长,它的定位是:CA、六点定位B、五点定位C、四点定位D、三点定位3、工件在夹具中安装时,绝对不允许采用DA、完全定位B、不完全定位C、过定位D、欠定位4、基准不重合误差的大小主要与哪种因素有关 CA、本工序要保证的尺寸大小B、本工序要保证的尺寸精度C、工序基准与定位基准间的位置误差D、定位元件和定位基准本身的制造精度5、如图在车床上用两顶尖安装工件时,它的定位是:BA、六点定位B、五点定位C、四点定位D、三点定位6、在平面磨床上磨削一平板,保证其高度尺寸,一般应限制工件的( A )个自由度。
A、三个B、四个C、五个D、六个7、工程上常讲的“一面两销”一般限制了工件的( D )个自由度。
A、3B、4C、5D、68、下面对工件在加工中定位论述不正确的是(B)A根据加工要求,尽可能采用不完全定位B为保证定位的准确,尽可能采用完全定位C过定位在加工中是可以使用的D在加工中严格禁止使用欠定位9、机床夹具中夹紧装置应满足以下除(C)之外的基本要求。
A夹紧动作准确B夹紧动作快速C夹紧力应尽量大D夹紧装置结构应尽量简单二、是非题1、如图所示定位方式是合理的。
()2、工件定位时,若定位基准与工序基准重合,就不会产生定位误差。
()3、辅助支承是为了增加工件的刚性和定位稳定性,并不限制工件的自由度。
(√)4、浮动支承是为了增加工件的刚性和定位稳定性,并不限制工件的自由度。
()5、车削外圆柱表面通常采用下图所示的装夹定位方式。
()6、在车床上用三爪自定心卡盘多次装夹同一工件时,三爪定心卡盘的对中精度将直接影响工件上被加工表面的位置精度。
(√)7、在使用夹具装夹工件时,不允许采用不完全定位和过定位。
()8、采用欠定位的定位方式,既可保证加工质量,又可简化夹具结构。
第10章工艺尺寸链计算题-精选文档

环名 A(增环) x(减环) B(封闭环)
基本尺寸 50 40 10
上偏差 0 +0.19 0
下偏差 -0.17 0 -0.36
2.工序基准是尚待加工的设计基准
例3.
加工一齿轮内孔和键槽 有关加工工序如下 2 ) 插键槽保证尺寸 3 ) 热处理 。 4) 磨内孔至图纸尺寸 求工序尺寸
解:
1)列尺寸链 2)判断各环性质
0 0.016
H1
H0
D2
R1
R2
a)
b)
图5.32 渗碳层深度尺寸换算
mm
解: 1)列尺寸链 2)判断各环性质 H0是最终的渗碳层厚度,是间 接保证的,因此是封闭环;H1、 R2为增环;R1为减环。 3)计算 环名 H1(增环) 基本尺寸 0.7 19 19.2 0.5 上偏差 +0.25 0 0 +0.3 下偏差 +0.008 -0.008 -0.05 0
R2(增环) D2/2
R1(减环) D1/2
0 . 250 最终结果 :H 0 . 7 mm 1 0 . 008 H0(封闭环)
与封闭环方向相 同者为减环,相 反者为增环。
, 设计尺寸为 :
0 . 05 0
:
D1 A1 D1 A1
R1 R 2
D 2 40 0 0 . 05 mm , H 43 . 3 0 0 . 2 mm 。 1 ) 镗内孔至 D 1 39 . 6 A 1。 D 2 40
0 . 05 0
A
例5.如图所示偏心零件 , 表面 A要求渗碳 处理 , 渗碳层深度规定为 0.5 ~ 0.8mm 。 与此有关的加工过程如 下: 1) 精车 A面, 保证直径尺寸 D1 38 .4 0 0.1 mm 2) 渗碳处理 , 控制渗碳层深度 H 1 3) 精磨 A面, 保证直径尺寸 D2 38 确定 H 1的数值 。
尺寸链例题

第五章 工艺规程设计例1:图示零件,2面设计尺寸为 2522.00 +mm ,尺寸60012.0-mm 已经保证,现以1面定位用调整法精铣2面,试计算工序尺寸。
解:(1)建立尺寸链设计尺寸2522.00 +mm 是间接保证的,是封闭环,A 1(60012.0-mm )和A 2为组成环。
(2)计算根据 A 0=∑=m i i A 1-∑-+=11n m i i A A 2 = A 1-A 0=35ES 0=∑=mi i ES 1-∑-+=11n m i i EI EI 2=ES 1-ES 0=-0.22 EI 0=∑=mi i EI 1-∑-+=11n m i i ES ES 2=EI 1-EI 0=-0.12则:工序尺寸A 2=3512.022.0--=34.88010.0-mm 。
例2:下图所示工件外圆、内孔及端面均已加工完毕,本序加工A 面,保证设计尺寸8±0.1 mm 。
由于不便测量,现已B面作为测量基准,试求测量尺寸及其偏差。
解:(1)建立尺寸链设计尺寸8±0.1是mm 是封闭环,A 1、A 2、A 3是组成环。
(2)计算根据 A 0=∑=m i i A 1-∑-+=11n m i i AA 1 = A 0-A 2+A 3=18ES 0=∑=m i i ES 1-∑-+=11n m i i EI ES 1=ES 0-ES 2+EI 3=0EI 0=∑=m i i EI 1-∑-+=11n m i i ES EI 1=EI 0-EI 2+ES 3=-0.05则:测量尺寸A 1=180 05.0-=17.9505.00 + mm 。
例3:一带有键槽的内孔要淬火及磨削,其设计尺寸如图所示。
保证键槽尺寸034 0436..+ mm 的有关工艺过程如下: 1)镗内孔至中01 0396..ϕ+(005 0198.R .+)mm ; 2)插键槽至尺寸A 1;3)淬火(变形忽略不计);4)磨内孔,同时保证内孔直径005 040.ϕ+(0025 020.R +)mm 和键槽深度 034 0436..+mm 两个设计尺寸的要求。
工艺尺寸链习题及答案.doc
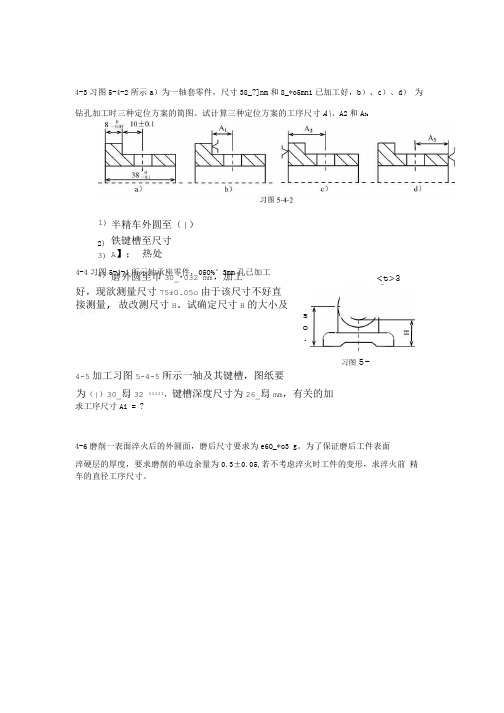
4-4习图5-4-4所示轴承座零件,05O%°3mm 孔已加工 好,现欲测量尺寸75±0.05o 由于该尺寸不好直接测量, 故改测尺寸H 。
试确定尺寸H 的大小及偏差。
4-5加工习图5-4-5所示一轴及其键槽,图纸要为(|)30_舄32 11111,键槽深度尺寸为26_舄mm ,有关的加1) 半精车外圆至(|)2) 3)铁键槽至尺寸A 】; 热处理;4) 磨外圆至巾30_*032 mm ,加工完毕。
4-3习图5-4-2所示a )为一轴套零件,尺寸38_?]nm 和8_*o5mni 已加工好,b )、c )、d ) 为钻孔加工时三种定位方案的简图。
试计算三种定位方案的工序尺寸A\、A2和A 3O求工序尺寸Ai = ?4-6磨削一表面淬火后的外圆面,磨后尺寸要求为e6O_*o3 g 。
为了保证磨后工件表面 淬硬层的厚度,要求磨削的单边余量为0.3±0.05,若不考虑淬火时工件的变形,求淬火前 精车的直径工序尺寸。
习图5-4-4<t>3O +jj 0so.4-3答案:1)图b:基准重合,定位误差ADW = 0 , A] = 10±0.1mm;2)图c:尺寸A2, 10+0.1 和8_膈构成一个尺寸链(见习解图5X4-2c),其中尺寸10+0.1是封闭环,尺寸A?和8是组成环,且A? 为增环,8_膈为减环。
由直线尺寸链极值算法基本尺寸计算公式,有:10= Ai —8, —A2=18mm由直线尺寸链极值算法偏差计算公式:0.1=ESA2 — (-0.05), 一ESA2=0.05mm;-0.1 =EIA2一0, 一ElA2=-0.1 mm。
故:A2 =1mm3)图d:尺寸A3, 10+0.1, 8_舄5和构成一个尺寸链(见习解图5X4-2d),其中尺寸10+0.1是封闭环,尺寸A3, 8_膈和38*是组成环,且38*为增环,A3和8_膈为减环。
由直线尺寸链极值算法基本尺寸计算公式,有:10= 38— (A3+8), -^A3=28mm 由直线尺寸链极值算法偏差计算公式,有:0.1=0- (EIA3+ (-0.05)), 一EIA3=-0.05mm;-0.1 = -0.1 — (ES A3+O), —>ESA3=0O故:A3 = 28_Q05 mm4-4答案:尺寸75+0.05> H和半径R组成一个尺寸链,其中尺寸75+0.05是间接得到的,是封闭环。
尺寸链计算例题及习题

3. 计算其余的工序尺寸及偏差
1. 由尺寸链计算公式:
2. 封闭环的基本尺寸=所有增环的基本尺寸-所有减环的基本尺寸;
图1 设计尺寸
作业3 如图2-40所示为某模 板简图,镗削两孔O1, O2时 均以底面M为定位基准,试标 注镗两孔的工序尺寸。检验两 孔孔距时,因其测量不便,试 标注出测量尺寸A的大小及偏 差。若A超差,可否直接判定 该模板为废品?
作业3 下图所示轴套 工件,在车床上已加工 好外圆、内孔及各表面, 现需在铣床上以端面A 定位铣出表面C,保证 尺寸20-0.2mm试计算 铣此缺口时的工序尺寸。
2. 基本尺寸计算:43.6=A+20-19. 8mm
3. A=43.4
4. 上偏差计算:+0. 34=Bs(A)+0. 025-0
5. Bs (A)=+0. 315mm
6. 下偏差计算:0=B,(A)+0-0. 05
7. Bx (A)=+0. 05mm
8. 所以
A=43.4+0.05+0.315mm
作业4 要求在轴上铣一 个键槽,如下图所示。加 工顺序为车削外圆A1=; 铣键槽尺寸为A2;磨外 圆A3=Ø70-00.06mm, 要求磨外圆后保证键槽尺 寸为N=62-00.3mm,求 键槽尺寸A2。
整体活动预期
3. 封闭环的上偏差=所有增环的上偏差-所有减环的下偏差;
4. 封闭环的下偏差=所有增环的下偏差-所有减环的上偏差。
5. 计算尺寸链2 得mm
尺寸链练习题2
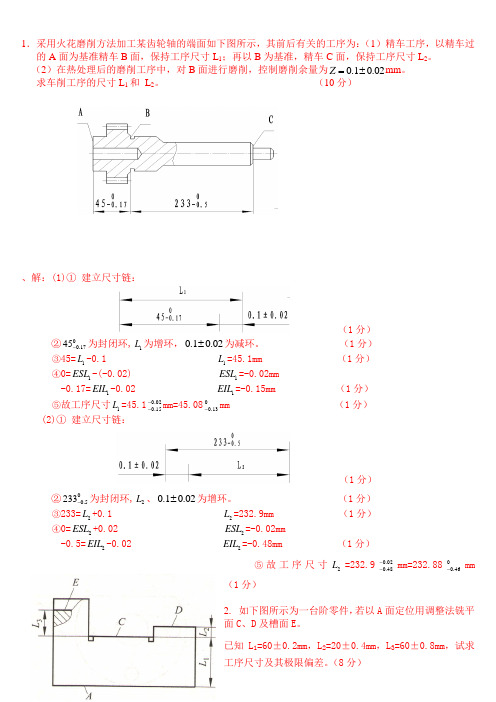
1.采用火花磨削方法加工某齿轮轴的端面如下图所示,其前后有关的工序为:(1)精车工序,以精车过的A 面为基准精车B 面,保持工序尺寸L 1;再以B 为基准,精车C 面,保持工序尺寸L 2。
(2)在热处理后的磨削工序中,对B 面进行磨削,控制磨削余量为0.10.02Z =±mm 。
求车削工序的尺寸L 1和 L 2。
(10分)、解:(1)① 建立尺寸链:(1分)②00.1745-为封闭环,1L 为增环,0.10.02±为减环。
(1分)③45=1L -0.1 1L =45.1mm (1分)④0=1ESL -(-0.02) 1ESL =-0.02mm-0.17=1EIL -0.02 1EIL =-0.15mm (1分)⑤故工序尺寸1L =45.10.020.15--mm=45.0800.13-mm (1分) (2)① 建立尺寸链:(1分)②00.5233-为封闭环,2L 、0.10.02±为增环。
(1分)③233=2L +0.1 2L =232.9mm (1分)④0=2ESL +0.02 2ESL =-0.02mm-0.5=2EIL -0.02 2EIL =-0.48mm (1分)⑤故工序尺寸2L =232.90.020.48--mm=232.8800.46-mm(1分)2. 如下图所示为一台阶零件,若以A 面定位用调整法铣平面C 、D 及槽面E 。
已知L 1=60±0.2mm ,L 2=20±0.4mm ,L 3=60±0.8mm ,试求工序尺寸及其极限偏差。
(8分)解:(1)建立加工D面的尺寸链:(1分)L2为封闭环, L1为减环,L D为增环(1分)20 = L D -60 L D =80 0.4 = ESL D -(-0.2) ESL D =+0.2-0.4= EIL D -0.2 EIL D =-0.2 故加工D面的工序尺寸L D =80±0.2mm (2分)(2) 建立加工E面的尺寸链(1分)L3为封闭环, L1为减环,L E为增环(1分)60 = L E -60 L E =120 0.8 = ESL E -(-0.2)ESL E =+0.6-0.8= EIL E -0.2 EIL E =-0.6 故加工E面的工序尺寸L E =120±0.6mm (2分)3. 零件的简图及工序图如下图所示,试求工序尺寸L1、L2。
尺寸链复习题
1、 加工下图所示阶梯轴 ,其相关工序如下 :(1) 车端面1 ;(2) 车台阶面2 ,保证端面1和台阶面2之间的尺寸A 1 ;(3) 车端面3 ,保证尺寸A 2=00.2080-mm ; (4) 磨台阶面2 ,保证尺寸A 3=00.1430- mm ;根据工艺能力,磨台阶面2的余量Z 若在0.10mm~0.64mm 之间则较合适,已定工序尺寸A 1的基本尺寸为49.5mm ,试确定工序尺寸A 1的上下偏差。
2、 加工下图所示齿轮内孔,其相关工序如下:(1) 拉孔至尺寸D 1为0.100039.6φ+mm ; (2) 拉键槽保证尺寸A 1;(3) 热处理(略去热处理变形的影响);(4) 磨孔至尺寸D 为0.050040φ+mm ; 为了使轮毂槽深度满足设计要求A 为0.300046+ mm ,试确定工序尺寸A 1及其上、下偏差。
3、 加工下图所示轴上键槽,其相关工序如下:(1) 车轴外圆至d 1为00.10028.5φ-mm ;(2) 在铣床上按尺寸H 1铣键槽;(3) 热处理(略去热处理变形的影响);(4) 磨外圆至尺寸d 为00.01628.024φ-mm ;为了使键槽深度H 满足设计要求为0.16004+mm ,试确定工序尺寸H 1及其上、下偏差。
4、 加工下图所示轴套,各轴向尺寸见图,其中L 1=00.0536- mm , L 2=0.050.0526-+mm ,零件加工时要求保证尺寸L =0.100.106-+mm ,但这一尺寸不便于测量,只好通过度量L 3来间接保证,试求工序尺寸L 3及其上下偏差。
5、 装配车床溜板部件,已知床身尺寸A 1为0.084025+mm ,溜板尺寸A 2为0.0650.06520-+ mm ,压板尺寸A 3为0.0060.0065-+mm ,现要求装配间隙A 0尺寸为0.005~0.025mm ,试校核装配间隙A 0能否得到保证。
若得不到保证应更改哪一环比较合理?6、 加工下图所示的机座零件,其中A 、B 、C 面已先行加工至要求尺寸,A 、B 面间距离H 1=0.100280+ mm ,B 、C 面间距离H 2=00.0680-mm ,现以A 面为工序基准按工序尺寸L 镗孔,要求保证孔中心线和C 面之间距离H 3=0.150.15100-+ mm ,试确定工序尺寸L 及其上、下偏差。
实训一 工艺尺寸链实训
实训一工艺尺寸链的计算实训内容:(1)定位基准与设计基准不重合时工艺尺寸换算(2)测量基准与工序基准不重合时工艺尺寸换算实训目的:根据基准不重合的几种情况,熟练掌握工艺尺寸链的计算方法。
实训过程例1如下图所示的箱体类零件,镗ΦD孔工序,其他表面均已加工,本工序以A面定位,镗削ΦD孔,试计算工序尺寸及其公差。
(定位基准与设计基准不重合)(一)分析:ΦD孔的设计基准为C孔的轴线,如果以C孔轴线为定位基准,属于基准重合,加工时只要保证工序尺寸Φ(100±0.15)mm即可,不需要进行工艺尺寸链换算。
为使工件装夹方便,夹具结构简单,现以A面定位镗削ΦD孔即属于定位基准与设计基准不重合,此时要想保证工序尺寸A3,就必须进行工艺尺寸链换算,计算步骤如下:1、画出尺寸链图2、判断封闭环、增环及减环3、用公式计算=∑A ∑∑- ∑∑-=∑AA A X S S ∑∑-=∑A A S X X (二)结果:2、 如下图所示的零件,加工时要求保证尺寸(6±0.1)mm ,但该尺寸在加工时不便测量。
只好通过测量尺寸L 来间接保证。
试求工序尺寸L 及上、下偏差。
(测量基准与工序基准不重合)分析:分析:加工左端内孔时其右端面的设计基准为尺寸(6±0.1)㎜的左端面,如果以该面作为定位基准,属于基准重合,加工时只要保证工序尺寸(6±0.1)㎜即可,不需要进行工艺尺寸链换算。
但该尺寸在加工时不便测量,只好通过直接测量尺寸L 来间接保证尺寸(6±0.1)㎜。
此时要想保证工序尺寸L ,就必须进行工艺尺寸链换算。
计算步骤如下:1、画出尺寸链图2、判断封闭环、增环及减环3、用公式计算(二)结果:。
工艺尺寸链习题【范本模板】
1. 如题图a所示零件加工时,图样要求保证尺寸6±0。
1mm,但该尺寸不便于测量,只好通过度量L来间接保证。
试求工序尺寸L及其上下偏差。
A b2. 如题图b所示零件若以A面定位,用调整法铣平面C、D及槽E。
已知:L1=60±0。
2mm,L2=20±0。
4mm,L3=40±0。
8mm,试确定铣三个面时的工序尺寸尺寸及其偏差。
3。
如题图c所示零件已加工完成外圆、内孔及端面,现需铣床上铣出右端缺口,求调整刀具时的测量尺寸H、A及其偏差。
c4。
如题图d 中小轴的工艺过程为:车外圆至φ01.05.30-mm ,铣键槽深度为TH H +0,热处理,磨外圆至φ0.036+0.01630+mm 。
设磨后外圆与车后外圆的同轴度公差为φ0。
05mm ,求保证键槽深度设计尺寸2.004+mm 的键槽深度TH H +0.D E5。
如题图e 所示衬套,材料为20Cr ,φ0.021030+mm 内孔表面要求磨削后保证渗碳层深度3.008.0+mm,试求:(1)磨削前精镗工序尺寸及偏差。
磨削余量0。
03,精镗的经济精度9级 (2)精镗后热处理时渗碳层的深度.1.如下图所示轴套零件的轴向尺寸,其外圆、内孔及端面均已加工。
试求:当以A面定位钻直径为φ10mm孔时的工序尺寸A1及其偏差32mm,渗碳深度为0.5~08mm,现为2。
设某一零件图上规定的外园直径为φ0-0.05了使此零件可与另一零件同炉进行渗碳,限定其工艺渗碳深度为0。
8~1mm。
试计算渗碳前车削工序的工序尺寸。
3。
某零件工艺过程如下:(1)精车外圆至φ-0.08425.3;(2)划键槽线;(3)铣键槽至12AA T±;(4)渗碳深度t+t T;(5)磨外圆至φ-0.01425,要求渗碳深度0。
9~1。
1mm(单边)。
试求:(1)计算洗键槽时用深度尺测量槽深尺寸12A A T ±(2)渗碳时应控制的工艺渗碳层深度t + 0 t T。
工艺尺寸链计算题
环名 2L2(增环) 增环)
基本尺寸 上偏差 下偏差 66 -0.15 -0.28
最后结果:L 2 = 33−0..075 mm − 0 140
4.有表面处理工序的工艺尺寸链计算 表面处理是指表面渗碳﹑渗氮等渗入类以及镀 铬﹑镀锌等镀层类的表面处理。渗入类表面处 理通常在精加工以前完成渗入,精加工后应使 渗入层厚度符合设计要求,因此设计要求的渗 入层厚度为封闭环。镀层类表面处理在大多数 情况下是通过控制电镀工艺参数来保证镀层厚 度的,因此最后获得的电镀后的零件尺寸为封 闭环。
工艺尺寸链的应用
例2. 图所示零件,设计尺寸为10-0.360。因尺寸不便测量, 图所示零件,设计尺寸为10 A0 = A − A 改测尺寸x。试确定尺寸x的数值和公差。 z =1 z j = n +1 j
n m
∑
n
∑
解: 1)列尺寸链 B A 2)判断各环性质 X
ES 0 = ∑ ES z −
z =1
下偏差 +0.04 0 -0.015 0 0
0 结果:A 1 = 43.1+0..16 = 43.140.12 mm + 0 04
例4. 连杆厚度尺寸要求如图所示。为了使连杆在加工过程中安装方便,开始加 工时小头的厚度亦按大头要求加工,到加工后期再将小头铣薄。有关的加 工工序如下:
30±0.1
a)
下偏差 +0.025 0 0 0
R1(减环) 键槽深度H为磨内孔间接 R1(减环) 得到,是封闭环。其余各 D1/2 环的判断如图。 H(封闭环) 封闭环)
3)计算
+ 最后结果为 : A1 = 43.1+0..175 = 43.125 0 0.15 mm + 0 025
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、下图为某零件的一个视图,图中槽深为0.305+,该尺寸不便直接
测量,为检验槽深是否合格,可直接测量槽底至大外圆下母线间距离1A ,或槽底至孔上母线间距离1B ,试确定1A 、1B 的尺寸、公
差和极限偏差。
(考虑同轴度误差)
解: 1)求1A 基本尺寸及上下偏差,尺寸链如图a)所示,其中0.300
5A +=为封闭环,
20.190A -=为增环, 1A
为减环;
12090585A A A =-=-=
1200.100.1ESA EIA EIA =-=--=-
12000.30.3EIA ESA ESA =-=-=-
所以0.110.385A --=
2) 求1B 基本尺寸及上下偏差,尺寸链如图b)所示,其中0.3005B +=为封闭环,
0340.050.025,45B B -=±=为增环, 1B
, 0.0252030B +=为减环; 1342004530510B B B B B =+--=+--=
134200.0250.050.02500.1ESB EIB EIB ESB EIB =+--=----=-
134200.025000.30.275EIB ESB ESB EIB ESB =+--=+--=-
所以0.110.27510B -
-=
2、如图所示零件加工时,025.0050.0170--=L ,0025.0260-=L ,15.00
320+=L ,L 3不便直接测量,试重新给出测量尺寸,并求该测量尺寸?
解:L 3不便直接测量,所以可以测大直径的内孔深度保证。
因此可间接得到L 3的尺寸。
可建立如图所示的尺寸链。
其中L 3为封闭环。
L 4 和L 2为增环,L 1为减环。
因为:1423L L L L -+=,所以mm L L L L 306070202134=-+=-+= 因为:
1
423EIL ESL ESL ESL -+=,mm ESL EIL ESL ESL 10.00050.015.02134=--=-+= 1423ESL EIL EIL EIL -+=
mm EIL ESL EIL EIL 0025.0025.002134=+-=-+=
最后测量尺寸为10.00430+=L mm。