84系统钻孔机命令中文版
CNC84系统钻机旗标
FLG1( ON)开启BD装置(断针量测)时检测主轴里有无刀具功能FLG2( ON)开启BD装置(断针量测)时检测主轴里有无刀具功能FLG3(ON)开启原点检测,出现原点找不到时,自动启动原点归零功能FLG4(ON)开启刀具交换前,执行原点检查功能FLG5(ON)关闭加工结束后执行原点功能FLG6(ON)开启加工结束后执行原点功能FLG7(ON) 开启换刀前执行刀具长度检测功能FLG8(ON) 开启时,断针后工作台不做任何移动,Z轴停在断针处的正上方。
FLG8(OFF)断针时,主轴将断刀退到取新刀的筒夹上,机台退回到机台原点FLG9(ON)开启QIC功能FLG10(ON)开启雷射器吹气功能FLG13(ON)刀具量测2次异常后,停在量测FLG14(ON)刀具量测3次异常后,停在量测FLG14(OFF)如果FLG30(OFF)刀具量测1次异常后,停在量测FLG15(ON)只在新刀时,才量测刀的直径和偏摆FLG18(ON)显示:(T OOL CHANGE IN PROGRESS:刀具交换中)讯息FLG19(ON)显示:(CONTACTERROR:接触信号异常)讯息FLG20(ON)显示:(显示ROU-OUT WARNING:刀具偏摆)接近允许范围内的报警讯息FLG21(ON)开启刀具限制(25万钻的使用)FLG22(ON)刀具测完成Z轴需要上升到换刀的位置,再做刀具测量FLG24(ON)开启刀具量测调整功能FLG25(ON)关闭刀具量测功能;FLG25(OFF)开启刀具量测功能FLG26(ON) 接触钻异常时,机台马上停止,不做回测FLG26(OFF) 接触钻异常时,机台做回测,无异常,机台继续加工。
FLG27(ON)刀具寿命到时等待15秒后才可按启动键.FLG27(OFF)刀具寿命到时,不需要等待15秒后,可直接启动FLG29(ON)开启接触信号异常时,轴重复回测FLG30(ON)开启重钻功能FLG30(OFF)关闭重钻功能FLG31(ON)开启记忆上一个孔接触的高度,做为重复钻的参考高度FLG35(ON)使用者有执行过手动换刀功能或者按ESC键,再重新加工前后先执行刀长和刀直径检测FLG36(ON)换刀后,工作台直接移到加工位置。
CNC84系统钻机旗标
CNC84系统钻机旗标FLG1( ON)开启BD装置(断针量测)时检测主轴里有无刀具功能FLG2( ON)开启BD装置(断针量测)时检测主轴里有无刀具功能FLG3(ON)开启原点检测,出现原点找不到时,自动启动原点归零功能FLG4(ON)开启刀具交换前,执行原点检查功能FLG5(ON)关闭加工结束后执行原点功能FLG6(ON)开启加工结束后执行原点功能FLG7(ON) 开启换刀前执行刀具长度检测功能FLG8(ON) 开启时,断针后工作台不做任何移动,Z轴停在断针处的正上方。
FLG8(OFF)断针时,主轴将断刀退到取新刀的筒夹上,机台退回到机台原点FLG9(ON)开启QIC功能FLG10(ON)开启雷射器吹气功能FLG13(ON)刀具量测2次异常后,停在量测FLG14(ON)刀具量测3次异常后,停在量测FLG14(OFF)如果FLG30(OFF)刀具量测1次异常后,停在量测FLG15(ON)只在新刀时,才量测刀的直径和偏摆FLG18(ON)显示:(T OOL CHANGE IN PROGRESS:刀具交换中)讯息FLG19(ON)显示:(CONTACTERROR:接触信号异常)讯息FLG20(ON)显示:(显示ROU-OUT WARNING:刀具偏摆)接近允许范围内的报警讯息FLG21(ON)开启刀具限制(25万钻的使用)FLG22(ON)刀具测完成Z轴需要上升到换刀的位置,再做刀具测量FLG24(ON)开启刀具量测调整功能FLG25(ON)关闭刀具量测功能;FLG25(OFF)开启刀具量测功能FLG26(ON) 接触钻异常时,机台马上停止,不做回测FLG26(OFF) 接触钻异常时,机台做回测, 无异常,机台继续加工。
FLG27(ON)刀具寿命到时等待15秒后才可按启动键.FLG27(OFF)刀具寿命到时,不需要等待15秒后,可直接启动FLG29(ON)开启接触信号异常时,轴重复回测FLG30(ON)开启重钻功能FLG30(OFF)关闭重钻功能FLG31(ON)开启记忆上一个孔接触的高度,做为重复钻的参考高度FLG35(ON)使用者有执行过手动换刀功能或者按ESC键,再重新加工前后先执行刀长和刀直径检测FLG36(ON)换刀后,工作台直接移到加工位置。
CNC84系统分段钻说明
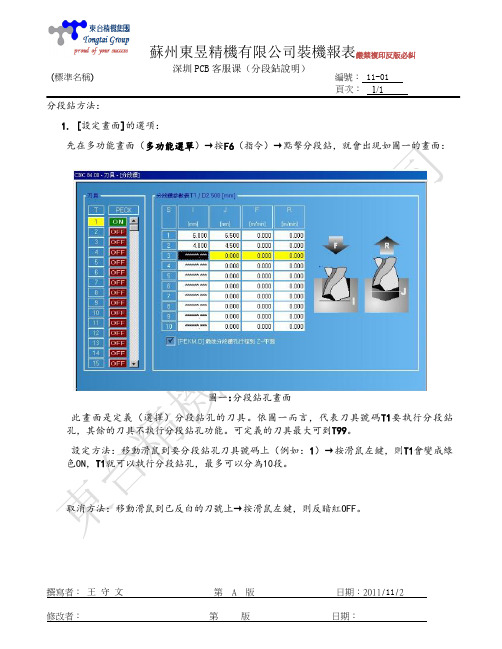
(標準名稱) 編號:11-01.頁次:.1/1分段鉆方法:1. [設定畫面]的選項:先在多功能畫面(多功能選單)→按F6(指令)→點擊分段鉆,就會出現如圖一的畫面:圖一:分段鉆孔畫面此畫面是定義(選擇)分段鉆孔的刀具。
依圖一而言,代表刀具號碼T1要執行分段鉆孔,其餘的刀具不執行分段鉆孔功能。
可定義的刀具最大可到T99。
設定方法:移動滑鼠到要分段鉆孔刀具號碼上(例如:1)→按滑鼠左鍵,則T1會變成綠色ON,T1就可以執行分段鉆孔,最多可以分為10段。
取消方法:移動滑鼠到已反白的刀號上→按滑鼠左鍵,則反暗紅OFF。
(標準名稱) 編號:11-01.頁次:.2/12、分段參數:點擊分段鉆出現分段參數畫面(如圖二所示)。
圖二下的分段參數畫面刀具:執行分段鉆孔刀具參數之號碼。
最大到T99!在圖二的畫面下直接點擊表格設置分段鉆參數:S:每支刀具的第幾次分段。
最大可分成10段!I:Z軸向下的座標位置。
J:Z軸向上回刀的座標位置。
F:Z軸向下鑽孔的進刀率。
R:Z軸向上回刀的回刀率。
(標準名稱) 編號:11-01.頁次:.3/1依圖二的分段參數而言:第一段:Z軸高度(壓力腳高度)自H座標依F1(1.000)的進刀率下鉆到(I1)的座標點(12.000);而後用R1(12.000)的回刀率回到(J1)的座標點(14.000)。
第二段:依F2(1.100)的進刀率下鉆到(I2)的座標點(10.000);而後用R2(12.000)的回刀率回到(J2)的座標點(12.000)。
第三段:依F3(1.200)的進刀率下鉆到(I3)的座標點(8.000);而後用R3(12.000)的回刀率回到(J3)的座標點(10.000)。
而後再回到H點(自動畫面H設定的高度)。
*分段參數畫面編輯-設定/修改參數內容(a)用游標或滑鼠移動到欲修改的位置後,輸入參數。
<例> ○1直接輸入数据. → I1 = 12.000○2直接輸入S1I12.J14.F1.0R12. → I1 = 12.000 J1 = 14.000F1 = 1.000 R1 = 12.000注意事項:1. 程式寫法與一般鉆孔程式相同2. 壓力腳提升的高度H值必須大於或等於(J1)的座標點3. 如需要清除所有分段鉆參數輸入:CPEK。
CNC84操作手册解读

目录1. 进入CNC84系统-------------------------------------------2 1.1 启动CNC84系统-------------------------------------------21.2 校零------------------------------------------------------------22. 界面说明------------------------------------------------------3 2.1 工作界面------------------------------------------------------3 2.2 系统界面------------------------------------------------------6 2.3 输入资料------------------------------------------------------7 2.4 查看资料------------------------------------------------------7 2.5 COMM命令--------------------------------------------------9 2.6状态页----------------------------------------------------------10 2.7 刀具参数------------------------------------------------------14 2.8 补孔作业------------------------------------------------------17 副1 常用F4命令----------------------------------------------181. 进入CNC84系统1.1 启动CNC84系统点击进入CNC84系统,将弹出以下画面,输入用户名和用户密码。
CNC84系统中文说明书

安全及应用提示 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 概述 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 按规定使用 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 运输和存放 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 安装 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 电气连接 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 运行 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 维护 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 产品保证 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
1.4
安装
驱动组件是根据 IEC 61800-1 / DIN EN 50178 标准按 2 级污染度设计。
CNC84系统中文说明书

C84系统中文说明书C84系统中文说明书一、系统概述:C84系统是一款用于控制数控机床的软件系统。
本系统采用先进的技术和算法,具有稳定性和高精度的特点,可广泛应用于各种数控加工领域。
二、安装与配置:1、系统硬件要求- CPU.1GHz及以上- 内存.2GB及以上- 存储空间.100GB及以上- 显卡:支持OpenGL 2:0以上版本2、系统软件要求- 操作系统:Windows 10或更高版本- 驱动程序:根据机床设备要求安装三、系统界面:1、登录界面- 用户名和密码输入框- 登录按钮2、主界面- 菜单栏,包括文件、编辑、视图等功能- 主工作区,用于显示图形界面和编辑代码 - 状态栏,显示系统运行状态和提示信息四、系统功能介绍:1、代码编辑- 支持G代码和M代码的编辑和调试- 代码自动补全和语法高亮功能- 代码错误提示和纠错功能2、加工参数设置- 设置加工速度、进给速度、刀具补偿等参数 - 支持多轴联动和轴向控制- 实时监测加工状态和速度3、仿真模拟- 对加工程序进行仿真和验证- 显示加工路径和刀具运动轨迹 - 模拟加工过程中的切削力和振动4、机床控制- 启动和停止机床运行- 控制机床轴向运动和切削动作 - 调节机床速度和进给速度五、系统使用:1、登录系统- 输入用户名和密码- 登录按钮进入系统2、新建加工项目- 文件菜单,选择新建项目- 设置项目名称和文件路径- 保存按钮3、编辑加工代码- 在主界面代码编辑区输入代码 - 保存按钮保存代码4、设置加工参数- 工具栏中的设置按钮- 输入加工速度、进给速度等参数- 确定按钮保存参数5、仿真和验证- 工具栏中的仿真按钮- 在仿真界面中查看加工路径和运动轨迹- 检查刀具运动是否符合要求6、控制机床运行- 调整机床轴向位置和速度- 工具栏中的运行按钮- 监控机床运行状态和参数六、附件:1、附件1:示例加工程序文件(示例代码)2、附件2:机床配置文件(用于配置机床参数)七、法律名词及注释:1、G代码:数控加工中使用的一种指令码2、M代码:数控加工中使用的另一种指令码3、刀具补偿:通过增加或减少刀具路径来校正加工误差的技术4、轴向控制:控制机床刀具在工件上的沿轴向移动5、仿真:通过计算机模拟实际加工过程,用于验证加工程序的正确性和效果。
84系统钻孔机命令中文版
H:定义Z轴上升时的运行平面Z:定义Z轴下降时的运行平面ZLIM绝对工作平面的限制值ZLIW对于ZWRK工作平面限制ZLIWz对于ZWRK工作平面限制=zNOZLIW对于ZWRK工作平面限制=ZvalueZWRK绝对工作平面上的工作坐标ZWRKzZ平面工作坐标=zNOZWRKZ平面工作坐标=Z平面```````QUIK:定义运行平面(Z轴上升时)特别注意:H值和Z值代表最大钻孔限制z值定义必须小于最小K平面H值定义必须大于最高QUIK平面`QUIK功能的表面公差SZSP在生产程序中选择/不选择主轴M49,SZSP1选择主轴1M49,SZSP1,2,3选择主轴1到3M49,SZSP?2不选择主轴2M49,SZSP1,?2,3选择主轴1和3,`S&M命令里包含钻字符孔命令(M97和M98````ZPWM,A:在程序分析期间,ZPWM,?A:用命令COMM-PINN,B,必须定义,斜线块被解释成销ZPWM,P:销钉孔的工作平面用ZPIN值定义。
常规执行的工作平面用ZWRK值定义。
ZPWM,-P:销钉孔和常规执行的工作平面用Z值定义。
COMM-PINN,V命令能用来定义是否额外的错误被显示在屏幕工作上。
安全区域被计算从被钻的销钉孔位置开始。
NOPINN钻孔的操作模式=钻孔特别注意:如果为销孔的工作平面用ZPIN值写的过多,ZWRK值接管工作平面。
PINN,B斜线块=销钉块用斜线标注的每一块被解释成销钉块。
PINN,?B斜线块被加工根据(NO)BLKD设置用斜线标的每一块被解释由COMM-BLKD命令的设置决定。
PINN,V显示按钮销钉在屏幕Work上按钮Pinning被显示。
PINN,?V不显示按钮销钉.在屏幕Work上按钮Pinning不被显示。
相关命令:COMM-BLKDCOMM-ZLIP,COMM-ZPIN,COMM-ZPWMCOMM-ZWRK,COMM-ZZLIPZ轴对于销钉孔的限制ZLIPzZ轴对于销钉孔的限制=z命令COMM-ZLIPz.zzz定义比较低的工作平面限制为销钉孔。
加工中心攻螺纹编程G84指令详解
右螺旋攻螺纹循环G84格式:G84 G_X_Y_Z_R_F_;
说明:1)攻螺纹过程要求主轴转速S与进给速度F成严格的比例关系,因此,编程时要求根据主轴转速计算进给速度,进给速度F=主轴转速×螺纹螺距,且需用刚性攻牙M29 S 。
其余各参数的意义同G81。
2)G84攻螺纹时主轴正转,退出时反转。
与钻孔不同的是攻螺纹结束后的返回过程不是快速运动,而是以进给速度反转退出。
该指令执行前可不启动主轴,执行该指令时,系统将自动启动主轴正转。
3)其动作过程如下:
①主轴正转,丝锥快速定位到螺纹加工循环起始点(X,Y);
②丝锥沿Z方向快速运动到参考平面R;
③攻丝加工;
④主轴反转,丝锥以进给速度反转退回到参考平面R;
⑤当使用G98指令时,丝锥快速退回到初始平面。
例4个孔进行攻右旋螺纹,攻螺纹深度10mm,选用T02号刀具(M12丝锥、螺距为2)。
O0020;
N010 G00 G90 G54 X10. Y10. S150;
N020 G43 Z10.0 H02 M03;
N030 M29 S150;刚性攻螺纹指令
N040 G84 G99 Z-10. R5.0 F300;攻螺纹深度10mm,F=150×2=300 mm/min
N050 X50.;
N060 Y30.;
N070 X10.;
N080 G80;
N90 G00 Z30.0;
N100 M30;。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
H : 定义 Z 轴上升时的运行平面 Z : 定义 Z 轴下降时的运行平面 ZLIM 绝对工作平面的限制值 ZLIW 对于 ZWRK 工作平面限制 ZLIWz 对于 ZWRK 工作平面限制 = z NOZLIW 对于 ZWRK 工作平面限制 = Z value ZWRK 绝对工作平面上的工作坐标 ZWRKz Z 平面工作坐标 = z NOZWRKZ 平面工作坐标 = Z 平面QUIK : 定义运行平面( Z 轴上升时)特别注意:H 值和Z 值代表最大钻孔限制 Z 值定义必须小于最小 K 平面H 值定义必须大于最高QUIK 平面QUIK 功能的表面公差SZSP 在生产程序中选择 / 不选择主轴 M49,SZSP1 选择主轴 1 M49,SZSP1,2,3 选择主轴 1 到 3 M49,SZSP-2 不选择主轴 2M49,SZSP1,-2,3 选择主轴 1 和 3, 不选择主轴 2S&M 命令里包含钻字符孔命令( M97和M98)字符孔可以用来标识 PCB 板,由生产程序的编程决定, CNC 可以钻:M97 钻字符孔从左到右(平行于 X 轴) M98 钻字符孔从前到后(平行于 Y 轴)PINN 定义钻孔操作模式PINN 钻孔的操作模式 =销钉 COMM-PINN 命令激活销钉功能。
工作过程由其他设置决定: ZPWM,A:在程序分析期间 ,CNC 分析是否程序是一个生产程序还是销钉程序。
ZPWM,-A:用命令COMM-PINN,B ,必须定义,斜线块被解释成销钉孔在生产程序中。
ZPWM,P:销钉孔的工作平面用 ZPIN 值定义。
常规执行的工作平面用ZWRK 值定义。
ZPWM,-P:销钉孔和常规执行的工作平面用 Z 值定义。
COMM-PINN,V 命令能用来定义是否额外的错误被显示在屏幕工作上。
安全区域被计算从被钻的销钉孔位置开始。
PINN,B 斜线块 = 销钉块 用斜线标注的每一块被解释成销钉块。
PINN,V 显示按钮销钉 在屏幕 Work 上按钮 Pinning 被显示。
PINN,-V 不显示按钮销钉 .在屏幕 Work 上按钮 Pinning 不被显示。
相关命令 : COMM-BLKD COMM-ZLIP, COMM-ZPIN, COMM-ZPWM COMM-ZWRK, COMM-Z ZLIPz Z 轴对于销钉孔的限制 = z 命令 COMM-ZLIPz.zzz 定义比较低的工作平面限制为销钉孔。
特别注意: 输入: 如果一个 ZPIN 值被定义小于 ZLIP 值,NOPINN平面。
钻孔的操作模式 = 钻孔 特别注意:如果为销孔的工作平面用 ZPIN 值写的过多, ZWRK 值接管工作PINN,-B 斜线块被加工根据 (NO )BLKD 设置 用斜线标的每一块被解释由 COMM-BLKD 命令的设置决定。
ZLIP Z 轴对于销钉孔的限制一个错误信息出现在屏幕上。
执行:如果Z 轴在执行期间降低到工作平面,这工作平面低于ZLIP 平面,Z轴只是低于ZLlP平面。
这保护适配器和表面。
NOZLIP Z轴对于销钉孔的限制=Z0.000值Z0.0能被输入作为销钉孔的低限。
相关命令:CoMM-ZPIN,COMM-ZPWM, COMM-ZZPIN 销钉孔的绝对运行平面ZPINz Z 平面对于销钉孔= z COMM-ZPINz 平面定义工作平面对于销钉孔。
特别注意:当销钉孔被钻,CNC 用ZWKR 值作为Z 值。
注意:这修改Z 设置。
销钉孔的探测由命令COMM-ZPWM,A 的设置决定。
工作平面的低限由Z 限制的设置定义。
也可参考命令COMM-ZLIP。
NOZPIN Z 平面对于销钉孔= Z 平面工作平面对于销钉孔总是当前Z 平面。
相关命令:COMM-ZLIP,COMM-ZPWM, COMM-ZBROK 打开断刀监测断刀监测总是开启。
如果刀具断裂,继续执行下面的钻孔。
这也同样适用于槽孔和分段钻孔。
注意:当电子断刀监视器被使用时,在槽孔或分段钻孔时,一个断裂刀信号可能被重复使用。
BROK1 打开断刀监测,停止槽孔和分段钻孔,断刀监视起作用。
如果刀具断了,继续执行下一个钻孔。
除此之外:槽孔或分段CBRK 清除断刀数据.取决于机器类型,刀具破损量信息被列在刀具钻孔破损表格里。
COMM-CBRK 删除表格内容。
FA 定义程序零点FA X 位置= 当前机器位置,Y 位置=当前机器位置,轴象限= FV 设置FAXx X 位置= x。
Y 位置=当前机器位置。
轴象限= FV 设置FAYy X位置=当前机器位置。
Y位置=y。
轴象限=FV设置FAXXYy X位置=x。
Y位置=y。
轴象限=FV设置FAI程序零点补偿FAIXx FA 补偿改变X 值FAIYy FA 补偿改变Y 值FAIXxYy FA 补偿改变X 值和Y 值xy 加数FAI 命令允许增加坐标到存在的补偿量上上。
坐标被改变到需要的值。
改变零点位置(M50 .. M90) 不可能的。
相关命令:COMM-FA, COMM-AOFFFV 改变轴象限FV1 轴象限1 有效FV8 轴象限8 有效NOFV 机器制造商的默认设置(泷泽FV=5)FV 命令模拟调整过的机器象限。
一个生产机器能被调整到相同的机器象限象程序控制机一样。
这确定锣机能精确的跟踪执行按照被编程序。
分段钻孔分段钻孔意思是每次钻孔被分成几次钻,分段钻孔可以阻止非常细的刀具断裂,因为分段钻孔时,刀具不容易变的特别热,分段钻孔适用于细刀具。
分段钻孔功能可以这样激活:1、在生产程序中用命令激活或关闭(G81=ON,G80=OFF )2、当刀具直径超过定义的直径,会自动打开分段钻功能分段钻参数决定分段钻的工作方式。
分段钻参数有下列两种方式定义:生产程序中分段钻参数所有要求的分段钻参数定义在生产程序的G81 块中。
刀具表中的分段钻参数每个分段钻刀具的参数定义在刀具表Peck Drilling 中APEK 自动分段钻孔APEKDdIiJj 自动分段钻孔来自生产程序如果刀具直径比定义值。
d 大刀具直径来自分段钻孔自动开始。
当前刀具直径等于或大于定义的直径d时,或当分段钻孔在生产程序中被编译时(G81和G80命令),分段钻孔开始。
特别的注意:仅APEK的分段钻孔参数(Ii =预钻平面和Jj分段钻孔)被使用,如果没有其他的分段钻孔参数存在(分段钻孔表格或者生产程序中的G81 命令):自动分段钻孔不工作,如果深度控制起作用(SIEB & MEYER: G83; Excellon: M18;Po: M84)或者是分段钻孔已经运行(SIEB & MEYER:G81 命令)APEK,Ii 定义预钻平面。
第一次分段钻孔的预钻平面和每一次分段钻孔上面的转折点APEK,Jj 定义分段钻孔。
分段钻孔NOAPEK K 分段钻孔仅从生产程序开始NOAPEK 分段钻孔由SPEK 命令的设置决定。
相关的命令:COMM-CPE,KCOMM-PEC,KCOMM-PEK,MCOMM-SPEKCPEK 清除分段钻孔工作表CoMM-CPE命令清除分段钻孔工作表的内容。
仅当SPEK功能起作用时该命令有效(分段钻孔参数在刀具表格里).相关命令:CoMM-SPEKPECK 打开/ 关闭的分段钻孔功能PECK 激活分段钻孔NoPECK 无效分段钻孔默认设置,代替M48命令PECK PECK命令在M48头命令中写在COMM命令设置的上面。
相关命令:CoMM-SPEKPEKM 分段钻孔设置PEKM,D 总是执行分段钻孔直到工作平面。
分段钻孔被执行直到工作平面(K 平面或Z 平面)PEKM-, D 根据分段钻孔参数执行分段钻孔,在考虑定义的分段钻孔参数下执行分段钻孔。
这可能使工作平面(K 平面或Z 平面)没达到。
PEKM,Z Z 偏移量(刀具参数Z)不影响分段钻孔前提:分段钻孔参数定义在刀具表里分段钻孔(COMM-SPE)K。
刀具参数Z (刀具参数Z)影响每次分段钻孔(I值在刀具表分段钻孔里)。
PEKM- Z Z 偏移量(刀具参数Z)只影响最后的分段钻孔(工作平面),Z偏移量(刀具参数Z)只影响最后分段钻孔。
相关命令:COMM-SPEK, COMM-PECKSPEK 分段钻孔功能的工作方式SPEK 放分段钻孔参数在刀具表格分段钻孔里分段钻孔参数保存在刀具表格分段钻孔里。
特别注意:如果没有值定义在刀具表格分段钻孔里,应用定义在生产程序里的值。
然而,如果生产程序不包括分段钻孔值,执行标准的钻孔。
NOSPEK 译码器考虑分段钻孔参数的组织分段钻功能的工作过程由由调整的译码器决定。
特别注意:SIEB & MEYER在生产程序里分段钻用命令G81编程。
分段钻参数必须包括在命令G81中。
例子:X123.Y234.G81I4.5P80J1.0W1000 (ON)X456.Y789.G80 (OFF) Excellon: 通过在分段钻的刀具表里换刀激活分段钻。
SPEK0 放分段钻孔参数在刀具表格分段钻孔里, 分段钻参数定义在分段钻的刀具表里NOSPEK0 分段钻孔参数的管理由译码器决定不影响额外的功能分段钻功能的工作方式由设置译码器决SPEK1 当一个清除功能执行,清除刀具表格分段钻孔里的全部, 当执行清除功能(e.g. COMM.CM)分段钻的刀具表也被清除。
NoSPEKI当一个清除功能执行,保留分段钻孔参数,当执行清除功能(eg CoMM-CM保留所有的分段钻孔参数。
SPEK2 合理的刀具号能输入在刀具表格分段钻孔里,前提:激活刀具号转换(COMM-OD o合理的刀具号能输入在刀具表格分段钻孔里。
NOSPEK2 只有实际的刀具号能输入在刀具表格分段钻孔只有实际的刀具号能输入在刀具表格分段钻孔里。
SPEK3 用刀具表格分段钻孔只有Excellon 译码器:只有刀具表格分段钻孔里的刀具用来分段钻孔。
忽略M48 头命令的PECK 命令。
NOSPEK3用M48头命令的PECK命令只有EXCelIon 译码器。
定义在M48头命令的PECK命令里的刀具和参数用来为分段钻孔。
相关命令:COMM-APEK, COMM-CPEK, COMM-PECK清除命令CNC 提供各种清除主存的命令:1 、清除工作列表2、清除生产程序3、清除子程序4、设置时钟到05、清除刀具列表6、关于删除和重新设置各种COMM 命令的信息可以在各个COMM 命令里查找,一般为带前缀NO 的命令(例如:NOFA 等)。
CCoM 清除COMM命令历史CCOM 清除COMM命令历史,在COMM历史中的所有输入被清除。
特别注意:所有最后输入的COMM命令被保存在COMM历史中。
COMM-COMM命令用来定义COM佈令是否保存在历史中相关命令:COMM-COMMCJoB 清除执行列表CJOB 清除执行列表, 下面的值被清除:根据清除功能标准所有的值被清除(e.g.. COMM-CM)自动显示列表的内容:注意:每页名字由CNC 的计算决定(有工序列表或没工序列表)。