基于PLC控制的数控钻孔机的设计与实现
基于PLC的钻孔组合机床控制系统设计

基于PLC的钻孔组合机床控制系统设计摘要:钻孔组合机床是一种常用的加工设备,其控制系统对于机床的工作效率和加工质量有着重要的影响。
本文基于PLC(可编程逻辑控制器)技术,设计了一种钻孔组合机床控制系统,并对系统进行了仿真和实验验证。
实验结果表明,该控制系统能够稳定可靠地控制钻孔组合机床的工作,并且具有较高的精度和效率。
关键词:PLC;钻孔组合机床;控制系统;仿真;实验验证一、引言钻孔组合机床是一种常用的加工设备,广泛应用于各行各业。
传统的钻孔组合机床控制系统多采用电磁继电器和电路控制的方式,具有控制精度低、可靠性差等缺点。
而PLC技术具有编程灵活、控制精度高、可靠性好等优点,因此在钻孔组合机床控制系统中得到了广泛应用。
本文基于PLC技术,设计了一种钻孔组合机床控制系统,并对系统进行了仿真和实验验证。
二、PLC钻孔组合机床控制系统的设计1.控制系统硬件设计PLC钻孔组合机床控制系统的硬件部分包括PLC主控模块、人机界面模块、执行机构模块等。
PLC主控模块实现对整个控制系统各部分的控制指令的解码和执行;人机界面模块为操作员提供了直观的控制界面;执行机构模块负责实际的加工操作。
2.控制系统软件设计PLC钻孔组合机床控制系统的软件部分主要包括控制程序的编写和参数设置。
控制程序的编写是整个软件设计的核心,包括自动控制程序、手动控制程序、故障检测程序等。
参数设置是根据具体的机床和工件进行的,包括钻孔深度、钻孔速度等参数的设置。
三、PLC钻孔组合机床控制系统的仿真为了验证设计的控制系统的正确性和可行性,本文进行了系统的仿真。
仿真结果表明,控制系统能够稳定可靠地控制钻孔组合机床的工作,并且具有较高的精度和效率。
四、PLC钻孔组合机床控制系统的实验验证根据仿真结果,设计了实验验证方案,并进行了实验。
实验结果表明,控制系统能够稳定可靠地控制钻孔组合机床的工作,实现了钻孔深度和钻孔速度的准确控制。
五、总结通过本文的研究,基于PLC的钻孔组合机床控制系统设计得到了较好的结果。
深孔钻组合机床的PLC控制系统设计

深孔钻组合机床的PLC控制系统设计一、PLC的选型和硬件设计在深孔钻组合机床的PLC控制系统中,首先要选择适合的PLC型号。
根据深孔钻组合机床的控制要求,应选择具有高性能、高可靠性的PLC。
同时,还应考虑PLC的扩展性和兼容性,以便后续的功能扩展和升级。
在硬件设计方面,需要根据机床的实际情况,确定控制系统所需的输入/输出点数,并选择合适的输入/输出模块。
在选择输入/输出模块时,应考虑信号的稳定性和抗干扰能力,确保控制系统的可靠性。
二、PLC程序的设计和编写1.确定控制策略:根据深孔钻组合机床的工作原理和要求,确定控制策略,包括钻削、加工循环灌注、冷却水控制等。
2.制定程序流程:根据控制策略,制定PLC程序的流程。
需要考虑机床的各个部分之间的协调和顺序,确保机床的正常运行。
3.编写程序代码:根据程序流程,编写PLC程序代码。
代码的编写应符合国际标准和规范,保证代码的可读性和可维护性。
同时,还需要考虑代码的优化,以提高程序的执行效率。
4.进行仿真测试:在编写完PLC程序后,需要进行仿真测试,模拟机床的实际工作环境,检查程序的逻辑正确性和稳定性。
必要时,还可以进行调试和优化。
三、PLC控制系统的监控和安全保护为了确保深孔钻组合机床的安全运行,PLC控制系统需要进行监控和安全保护。
包括以下几个方面:1.监控机床状态:PLC控制系统可以实时监控机床的状态,包括温度、压力、润滑油位等。
当机床出现异常情况时,PLC可以发出警报,并采取相应的措施,保护机床的安全运行。
2.安全保护功能:PLC控制系统可以实现一系列安全保护功能,包括急停按钮、保护罩监控、限位开关等。
当发生安全事故时,PLC可以迅速采取措施,切断机床的运行,保护操作人员的安全。
3.数据记录与分析:PLC控制系统可以实现对机床的工作数据进行记录和分析。
可以记录机床的工作状态、工作时间、故障信息等,为机床的维护和优化提供参考。
四、完善的人机界面设计PLC控制系统的人机界面设计是提高机床操作和维护效率的关键。
基于PLC控制的数控钻孔机的设计与实现
基于PLC控制的数控钻孔机的设计与实现随着科技的进步和工业自动化水平的提高,数控(Numerical Control)钻孔机在工业生产中得到了广泛的应用。
数控钻孔机的设计与实现基于PLC(Programmable Logic Controller)控制,PLC控制具有可靠性高、灵活性强等优点。
本文将介绍基于PLC控制的数控钻孔机的设计与实现。
首先,在数控钻孔机的设计中,我们需要考虑到几个方面。
首先是机械部分的设计,包括钻头的选择、主轴的设计、夹持装置的设计等。
其次是电气部分的设计,主要包括电机的选择、传感器的选择、电气线路的设计等。
最后是PLC控制程序的编写,需要根据实际需求设计钻孔程序。
在机械部分的设计中,我们需要选择适合的钻头来满足不同的钻孔需求。
常见的钻头有立铣钻头、圆滚钻头等。
主轴的设计需要考虑到主轴的转速和稳定性,可以选择带有变频器的电机来调整主轴的转速。
夹持装置的设计需要满足钻孔材料的夹持需求,可以选择气动夹紧装置或电动夹紧装置。
在电气部分的设计中,我们需要选择适合的电机来驱动主轴。
根据钻孔材料的不同,可以选择不同功率的电机。
传感器的选择需要满足对材料位置和尺寸的检测需求,可以选择接近开关、压力传感器等传感器。
电气线路的设计需要根据实际需求进行布线,保证线路的安全稳定。
在PLC控制程序的编写中,我们需要根据实际需求设计钻孔程序。
首先,我们需要编写一个启动程序,通过点击按钮或接近开关来启动钻孔机的工作。
然后,我们需要编写一个控制程序,通过设定参数来控制钻孔机的运行。
控制程序可以设置钻孔深度、钻孔速度等参数。
最后,我们还需要编写一个停止程序,当钻孔完成或发生异常情况时,通过点击按钮或接近开关来停止钻孔机的工作。
总结起来,基于PLC控制的数控钻孔机的设计与实现需要考虑到机械部分的设计、电气部分的设计以及PLC控制程序的编写。
通过合理的设计和实施,可以实现数控钻孔机的自动化控制,提高生产效率,降低人工成本,提高产品质量。
基于PLC三面钻孔控制设计

基于PLC的飞轮壳三面钻孔专用机床控制系统设计摘要:随着电子与信息技术的不断发展,给我国机床加工设备的现代化提供了强有力的技术支持。
用PLC模块、操作监控设备等组成电气控制系统,以实现编程输入、人机交互、自动化加工的控制方式,扩大加工能力,减少故障,提高效率,己成为企业进行技术改造的有效途径。
可编程序控制器(PLC)应用于三面钻孔专用机床电气控制系统的设计思想作了介绍。
对系统的硬件组成和软件设计作了较为详细的阐述。
通过上位计算机可对机床的现场状态实施监控和对工作参数进行调整,使系统工作在最佳状态。
设计了一套由PLC、多台电动机等主要设备构成的全自动三面钻孔机床控制系统,具有全自动运行及手动控制等功能。
系统有效地解决了传统机床中存在的问题,并具有多种辅助功能,增强了系统的可靠性。
在具体的设计中,首先介绍了三面钻孔机床控制系统的研究背景和意义,提出了三面钻孔机床控制系统的现状与发展前景,然后根据设计要求,提出了设计方案,并对控制原理进行分析,接着完成了系统硬件设计,在硬件设计中包括PLC的选型、主电路的设计和I/O接线图设计。
最后加上软件的设计使整个系统得以正常的运行。
控制器选择三菱公司的FX2N系列,其功能强大,编程简单,具有丰富的扩展模块,是目前市场上性价比比较高的可编程控制器。
此控制系统与传统的相比大大提高了加工的精确度和灵活度,使加工起来更加方便。
关键词:可编程序控制器;钻孔;FX2N;监控Design of Control System for Flywheel Housing Three Drilling Special Machine Based on PLCAbstract :With the electronic and information technology continues to evolve,to the modernization of China's machine tool processing equipment provides a strong technical support. With the PLC module,operating monitoring equipment,electrical control system etc.,to achieve the programmed input,human-computer interaction,automated processing,control,expansion of processing capacity,reduce failures,improve the rate of technological transformation of enterprises has become an effective way.Programmable Logic Controller (PLC) used in Three Drilling Special Machine tool electrical control system design was introduced. The system's hardware and software design of more detail. Through the host computer can be implemented on the state of the machine on-site monitoring and adjustment of operating parameters, the system is in the best condition. Designed a set by the PLC,several motors and other major equipment consisting of reaming machine automatic Three Drilling control system with operation and manual control. System to effectively solve the problems of traditional machine tools,and has a variety of auxiliary functions,enhanced system reliability.In the specific design,first introduced the control system of triple-sided machine reaming the research background and significance of the proposed triple-sided reaming machine control system status and development prospects,and according to design requirements,proposed design,and analysis of control theory,and then completed the hardware design,hardware design,including the selection of PLC,the main circuit design,I / O wiring diagram design and selection of other necessary components. Last added software designed to make the whole system to normal operation. Controller selects Mitsubishi FX2N series,its powerful,simple programming,with extensive expansion modules,is currently on the market relatively high cost programmable controller. This control system has greatly enhanced compared to traditional processing accuracy and flexibility,so that processing more convenient.Key words:PLC; Reaming; FX2N;Monitor目录1.飞轮壳三面钻孔专用机床控制系统设计的概述 (1)1.1 三面钻孔机床控制系统在国民经济的地位 (1)1.2三面钻孔机床控制系统的国内外现状 (2)1.3三面钻孔机床控制系统设计的目的、内容、要求 (2)1.3.1设计目的 (2)1.3.2设计内容 (2)1.3.3设计要求 (3)2飞轮壳三面钻孔专用机床的工作原理及电气控制要求 (3)2.1飞轮壳三面钻孔专用机床的工作原理 (3)2.2电气控制要求分析 (5)2.3自动控制系统方案的确定 (5)2.3.1飞轮壳三面钻孔专用机床自动控制系统总体方案确定 (5)2.3.2液压站PLC控制系统 (6)2.3.3电动机PLC控制 (6)3 PLC控制系统硬件设计 (7)3.1 PLC介绍及选型 (7)3.1.1 PLC的介绍 (7)3.1.2 PLC的选型 (7)3.2 电源分配 (8)3.3 主电路设计 (9)3.4 PLC I/O接线图设计 (10)3.5 控制面板设计 (12)3.6 其他元器件的选择 (12)4 PLC控制系统软件设计 (14)4.1 I/O地址分配 (14)4.2梯形图的绘制以及分析 (18)5 PLC控制系统仿真实验 (35)6 PLC控制系统组态监控 (39)6.1组态软件简介 (39)6.2组态软件选择 (39)6.3组态的仿真实验 (39)7 结束语 (44)7.1总结 (44)7.2展望 (44)参考文献 (45)致谢 (46)附录 (47)附录1:电源分配图 (48)附录2:主电路图 (49)附录3:输入输出接线图 (51)附录4:输入输出接线图 (52)附录5:控制面板图 (47)盐城工学院本科生毕业设计说明书( 2012)基于PLC的飞轮壳三面钻孔专用机床控制系统设计1.飞轮壳三面钻孔专用机床控制系统设计的概述组合机床及其自动线在当今机械制造业中扮演着越来越重要的角色,其技术性能和综合自动化水平在很大程度上决定着相关部门的发展。
深孔钻机床PLC控制电路的设计

深孔钻机床PLC控制电路的设计深孔钻机床是一种专门用于加工深孔的机床,其加工深孔的工艺复杂,对控制系统的可靠性和精度要求较高。
PLC(Programmable Logic Controller,可编程逻辑控制器)被广泛应用于深孔钻机床的控制系统中,具有可编程性强、可靠性高等特点。
首先,深孔钻机床的PLC控制电路应包括输入模块、输出模块、中央处理器以及电源等组成部分。
输入模块主要负责检测各种传感器的输出信号,例如钻头的位置、进给速度等。
输出模块则负责控制机床的各种执行器,例如钻孔进给和回退等。
中央处理器是PLC的核心部分,负责处理输入信号,并输出相应的控制信号。
其次,深孔钻机床的PLC控制电路的设计要考虑以下几个方面:1.高精度控制:深孔钻机床的加工要求高精度,因此PLC控制电路应具有高精度的脉冲输出端口,以控制机床的进给速度和位置。
可以采用高速计数器模块,实现对脉冲信号的精确计数和控制。
2.多轴控制:深孔钻机床通常包括多个工作轴,如X、Y、Z轴等。
PLC控制电路应支持多轴控制,需要具备多个高速计数器和输出模块,实现对多个轴的独立控制。
3.安全保护:深孔钻机床的加工过程中存在一定的危险,PLC控制电路应包含相应的安全保护措施,如急停开关、过载保护等,确保操作人员和设备的安全。
4.自动化控制:PLC控制电路可以实现深孔钻机床的自动化控制,例如根据加工要求自动调整进给速度和切削参数等。
此外,还可以通过与上位机通信和数据交互,实现远程监控和故障诊断。
在深孔钻机床的PLC控制电路具体设计中,需要根据具体的机床加工要求和实际控制需求进行功能划分和模块选择。
同时,还需要考虑电源和接口电路的设计,确保PLC控制电路的稳定性和可靠性。
总结起来,深孔钻机床的PLC控制电路的设计应当考虑高精度控制、多轴控制、安全保护和自动化控制等方面。
在具体的设计中,需要根据实际需求进行功能划分和模块选择,并确保电路的稳定性和可靠性。
PLC控制的三轴智能钻孔机的设计与研究

PLC控制的三轴智能钻孔机的设计与研究摘要:全国应用型高校中设有机械专业的学校有非常多,但是这些学校都是传统的钻床,虽然可以满足教学条件,能耗高、效率低、成本高违背了教育改革的初衷,针对这种现状,非常需要推出能贯彻落实教育规划纲要和教育部文件精神,满足各高校高素质应用型人才培养要求的PLC控制的三轴智能钻孔机。
PLC控制的三轴智能钻孔机用以工作过程为向导的思想来引领工作对象、工作工具、工作方法、工作要求、职业标准等,体现行动导向的理念,打破学生无法参与到沉长、难懂的理论知识与实际操作,将理论与实践合二为一,体现“学中做”和“做中学”让同学们能在做中发现规律和获取知识,这必将成为高校使用PLC控制的三轴智能钻孔机的首选。
关键词:传统钻床;PLC控制的三轴智能钻孔机;理论与实践;首选Design and research of multifunctional TPC temperature control silkwormhouseApplied in mechanical professional in colleges and universities of thenation's schools have very much, but these schools are traditional drilling machine, can satisfy the teaching condition, high energy consumption, low efficiency, high cost against the original intention of education reform, aimingat the status quo, very need to roll out to implement the education plan forfile spirit, and the Ministry of Education PLC controlled three axis intelligent drilling machine to meet the requirements of high quality applied talentstraining in colleges and universities. The three-axis intelligent drilling machine controlled by PLC is used to guide the thought of working process tolead the working object, working tools, working methods, working requirements, professional standards, etc., reflecting the concept of action-oriented,breaking the students can not participate in the heavy and difficult theoretical knowledge and practical operation, combining theory and practice. Embody "learnto do" and "learn by doing" so that students can find rules and access to knowledge in doing, which will become the first choice of colleges anduniversities using PLC controlled three-axis intelligent drilling machine.Key words:Traditional drilling machine; Three axis intelligent drilling machine controlled by PLC; Theory and practice; The preferred0引言传统的钻孔机难以加工复杂的孔,其效率低、能耗高、精度低、成本高、危险系数较高。
基于PLC数控钻床控制系统设计

(此文档为word格式,下载后您可任意编辑修改!)摘要本文主要阐述了传统钻床PLC改造的可行性,并进行了具体的实施方案,传统钻床传统继电控制系统使用大量的中间继电器、时间继电器,控制触点多,因此电气控制系统存在故障率高、可靠性差、接线复杂、不便于检修等缺点.为了提高钻床控制系统的可靠性,降低故障率,提高钻床的加工效益,很多企业对传统控制钻床的电气控制系统进行了改造本文描述了数控机床的基本组成、工作原理、分类及各自的特点。
并且对数控机床中的PLC作了详细的介绍,把PLC在控机床上的控制做了设计。
然后以摇臂钻床Z3040为例,描述了它的设计过程,包括控制系统电路的设计,控制原理设计,主电路设计,主控制电路设计,Z3040摇臂钻床原理图,用PLC编写程序对机床进行控制。
关键词:可编程控制器数控机床数字控制液压控制梯形图原理图目录摘要.............................................................................................第1章绪论 (1)1.1.1 国外研究现状 (1)1.1研究现状与研究意义 (1)1.1.2 国内研究现状 (2)1.1.3 研究的意义 (3)1.2 PLC应用于数控钻出的可能性 (4)第2章总体设计方案 (10)2.1 总体方案的设计 (10)2.2元器件的选型 (11)2.3 PLC的主要类型 (11)2.4 本章小结 (11)第3章摇臂钻床控制线路设计 (13)3.1摇臂钻床控制线路概述 (13)3.1.1 操纵机构液压系统 (13)3.1.2夹紧机构液压系统 (14)3.2摇臂钻床控制线路原理设计 (15)3.3 Z3040摇臂钻床控制线路主电路设计 (16)3.4 Z3040摇臂钻床控制线路控制电路分析 (16)3.4.1主电动机控制电路 (16)3.4.2 摇臂升降控制电路 (16)3.4.3 立柱和主轴箱松开、夹紧控制电路 (17)3.4.4 冷却泵控制电路 (18)3.4.5 照明、信号电路 (18)3.5 本章小结 (18)第4章摇臂钻床PLC控制系统 (19)4.1 PLC的基本特点 (19)4.2 PLC的工作原理 (20)4.3 PLC的选型 (21)4.3.1 确定IO点数 (22)4.3.2 选配PLC的型号 (22)4.4摇臂钻床的PLC控制I0(输入、输出)地址分配表 (22)4.5 PLC控制系统设计 (24)4.5.1 主轴电动机控制 (24)4.5.2 摇臂升降控制 (24)4.5.3立柱与主轴箱松开、夹紧控制 (24)第5章技术展望 (25)结论 (27)参考文献 (27)致谢 (29)附录 (30)第1章绪论数控技术是制造业实现自动化、柔性化、集成化生产的基础;数控技术的应用是提高制造业的产品质量和劳动生产率必不可少的重要手段;数控机床是国防工业现代化的重要战略装备,是关系到国家战略地位和体现国家综合国力水平的重要标志。
基于plc数控钻床控制系统设计

摘要本文主要阐述了传统钻床PLC改造的可行性,并进行了具体的实施方案,传统钻床传统继电控制系统使用大量的中间继电器、时间继电器,控制触点多,因此电气控制系统存在故障率高、可靠性差、接线复杂、不便于检修等缺点.为了提高钻床控制系统的可靠性,降低故障率,提高钻床的加工效益,很多企业对传统控制钻床的电气控制系统进行了改造本文描述了数控机床的基本组成、工作原理、分类及各自的特点。
并且对数控机床中的PLC作了详细的介绍,把PLC在控机床上的控制做了设计。
然后以摇臂钻床Z3040为例,描述了它的设计过程,包括控制系统电路的设计,控制原理设计,主电路设计,主控制电路设计,Z3040摇臂钻床原理图,用PLC编写程序对机床进行控制。
关键词:可编程控制器数控机床数字控制液压控制梯形图原理图目录摘要.............................................................................................第1章绪论 (1)1.1.1 国外研究现状 (1)1.1研究现状与研究意义 (1)1.1.2 国内研究现状 (2)1.1.3 研究的意义 (3)1.2 PLC应用于数控钻出的可能性 (4)第2章总体设计方案 (10)2.1 总体方案的设计 (10)2.2元器件的选型 (11)2.3 PLC的主要类型 (11)2.4 本章小结 (11)第3章摇臂钻床控制线路设计 (13)3.1摇臂钻床控制线路概述 (13)3.1.1 操纵机构液压系统 (13)3.1.2夹紧机构液压系统 (14)3.2摇臂钻床控制线路原理设计 (15)3.3 Z3040摇臂钻床控制线路主电路设计 (16)3.4 Z3040摇臂钻床控制线路控制电路分析 (16)3.4.1主电动机控制电路 (16)3.4.2 摇臂升降控制电路 (16)3.4.3 立柱和主轴箱松开、夹紧控制电路 (17)3.4.4 冷却泵控制电路 (18)3.4.5 照明、信号电路 (18)3.5 本章小结 (18)第4章摇臂钻床PLC控制系统 (19)4.1 PLC的基本特点 (19)4.2 PLC的工作原理 (20)4.3 PLC的选型 (21)4.3.1 确定I/O点数 (22)4.3.2 选配PLC的型号 (22)4.4摇臂钻床的PLC控制I/0(输入、输出)地址分配表 (22)4.5 PLC控制系统设计 (24)4.5.1 主轴电动机控制 (24)4.5.2 摇臂升降控制 (24)4.5.3立柱与主轴箱松开、夹紧控制 (24)第5章技术展望 (25)结论 (27)参考文献 (27)致谢 (29)附录 (30)第1章绪论数控技术是制造业实现自动化、柔性化、集成化生产的基础;数控技术的应用是提高制造业的产品质量和劳动生产率必不可少的重要手段;数控机床是国防工业现代化的重要战略装备,是关系到国家战略地位和体现国家综合国力水平的重要标志。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中 图分 类 号 : M 7 . 1 T 516 文献 标 识 码 : B 文章 编 号 : 0 0 2 ( 00 0 03 0 1 4— 40 2 1 )5— 0 3— 2 0
通用 钻床对加工特殊 产品 的效率 和精度等要 求均 较低 , 而市面上数 控 钻床 又较 昂贵。本文 所介 绍 双钻 头数控钻 孑 机 , 同时加 工同一规格 的二个产 品 , L 能 根据
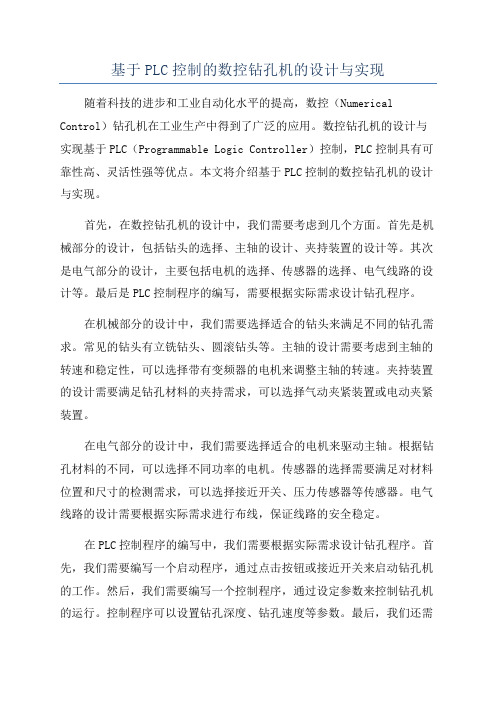
图 2 双钻 头数 控 钻 孔机 结构 示 意 图
工件 夹紧组 件通 过液 压 缸将 加工 工件 夹 紧 , 随 并 分度齿轮旋转 。分度机构 中分度 步进 电机按 指令脉 冲 驱动分度齿 轮旋 转 , 使加工件转 过一定角度 , 并锁定 钻
可达 6 二十拍混合脉冲驱动 , A, 电源供 电 A 0V。 C8 为 了减少联轴 器 、 动轴 和耦 合齿 轮 等机 械 的误 传 差 以确保 加工精度 , 个产 品加 工分 度定 位和 每孔 工 每 进均 考虑机械归 零M , ] 即当钻头 快速 退 回机械 归零 时
应 考虑如下关系。
控制信号和电机脱 机控制信 号 、 变频器正 向启 动信号 、 工件夹紧电磁 阀控制信 号等 。变频器调节频率 以控制 钻头的转速 。触摸屏人机界面设置或修改工件加工技 术参数 , 并显示工作状况 。系统控制 电路见 图 4 。
凶
O Y 2
。ቤተ መጻሕፍቲ ባይዱ
奎
—
:
一
—
以防 末 屑 堆 积 在 钻 头 上 。
2 电气 控 制
考虑到本 数控钻 孔机 控制 精度 和成 本等 因素 , 控 制系统采用 步进开环式定位控 制 。
图 1 钻 孔 工件
1 机 械 机 构 与工 作 原 理
机械系统主要 由工 件 夹紧 机构 、 分度 定位 机 构 和 钻孔机构 三部分组成 。工件夹紧机构 由夹紧液 压缸和 工 件夹紧组件组成 ; 分度 定位机构 由分 度步进 电机 、 弹 性 联轴器 、 动轴 、 度耦合 齿 轮和支 撑架 等组 成 ; 传 分 钻 孑 机构 由进 给步进 电机 、 L 弹性联 轴器 、 给丝杆 、 动 进 传 螺母 、 变频器 电机 、 L 钻孑 耦合齿轮 、 钻头 等组成 。另外 , 还 有 自动清理切 屑的排 屑装置和钻 头的冷却 系统 。系
转过一个 步距 角 。步进 电机 重要 特点是只有周 期性 的 误差而无 累积误 差 。步进 电机 的运 行通过步进 电机驱
动器进行驱 动 , 驱动 器将 控制 系统 发 出的脉 冲信 号转 化为步进 电机的步距 角 , 控制 系统 发 出驱 动方 向信号 控制驱 动器输 出脉 冲相序 。控制步进 电机 的脉冲数 和
图 5为 自动加工 程序 框 图 , 由于每个 工件 钻孔 过 程具有流水线特点 , 因此 , 系统 自动加工程序设计 采 本 用顺序控制方 法 。因各 孔深 度不一 , 即工进 的距 离 不 同, 控制步进 脉 冲数 可实现 不 同钻孔深 度。控制用 带加减功能的脉冲数输 出指令 P S , L R 其指令操作含 有脉冲频率 厂输 出脉 冲数 n 、 及加减速 时间 t这些参数 ,
加 工需要能在 同一 圆周 上 实现 分度 钻孔 , 其各 孑 深度 L 可 编程设 置 , 钻孔工件 的示 意图见 图 1 。
孔 位置 。进 给步进 电机根据指令脉 冲驱动钻头轴 向进 给或快退 以确 定 钻孔 深 度 , 频 电机 驱 动 钻 头旋 转 。 变 排屑装置 由单 相 电机驱 动清 理钻 头切 削下 来 的末 屑 ,
相序可对 电机精确定位 。
分 度
本 系统 采用华兴数控设 备有限责任公 司生产 的混 合式 步进 电机 驱 动器 。该 驱动 器采 用 了调频调 压 、 恒流斩波和半 流锁定 技术 , 能有 效克服 静摩擦 力 , 升 提
起动力矩并 降低低频区超低振荡 , 使驱动 电机运行 十分
平稳 。步进 电机驱 动器 WD L 5 D为五相输 出, 每相 电流
一
33 —
机床电器 2 1. 00 5
P C・ L 变频器 ・ 计算机——基于 P C控制 的数控钻孔机 的设计与实现 L
先减速 , 到终点后又低速 回到机械的归零点暂停 , 等待
下次工进 。 2 1 控 制 系统 硬 件 .
加工程序组成 。
本控制系统用三菱 F : 3 M X 一 2 T可编程序控 制器 为主控制器 , 用来 产生 步进 电机 的驱 动脉 冲 、 动方 向 驱
统 的结构示意 图见图 2 。
图 3 步 进 控 制 系 统 组 成
步进 电机是 将 电脉 冲信号转换 为角位移或线 位移 的开环控制 电器 。在 非超 载 的情 况下 , 电机 的转 速和 停止 的位置 只取决 于脉 冲信 号 的频率 和脉 冲数 , 而不
受负载变化 的影响 , 即给 电机 加一 个脉 冲信号 , 电机则
c )— L
{l i 烹 头 钻 停 头 Jj 快 钻 退 ! 止
P C・ 频 器 ・ 算 机— — 基 于 P C控 制 的数 控钻 孑 机 的设 计 与 实 现 L 变 计 L L
机 床 电器 2 1. 00 5
P C ・变 频 器 ・计 算 机 L
基 于 P C控 制 的 数 控 钻 孔 机 的 设 计 与 实 现 L
童 志宝 ( 江万 里学 院 , 1 10 浙 350 )
摘 要 :L P C对 步 进 电机 进 行 开 环 控 制 实 现 钻 孔 机 的 分 度 定 位 和 进 给 定 位 , 用 人 机 界 面 设 置 工 艺 参 数 。 文 中 阐 并
述了钻孑 机 的机械原理 和组成 以及其控制 系统 的硬件 和软 件。步进控制指令 方便 地解决 了 自动顺序控 制程序 , L 带加 减 功能 的脉 冲输 出指令有效地解决 了步进 电机开环控制 。