00Cr17TiMo铁素体不锈钢热轧边裂分析
0CR13不锈钢热轧卷裂边分析及解决

lc% ( ) () c/ ()ls% N C )1M/ S% r lN/" ) ) e (/ n i () i / q % / % % ( (
迅速好 转 , 根本 上 解决 了边 裂 的问题 。 从
1 影 响 O 1 轧 边部质 量 的 因素 Cr3热 1 连铸 边部 质量 及钢 中夹 杂 物控 制 的影 响 . 1
连 铸拉 速恒 定 , 面 波 动小 , 液 有利 于 钢 中夹 杂物
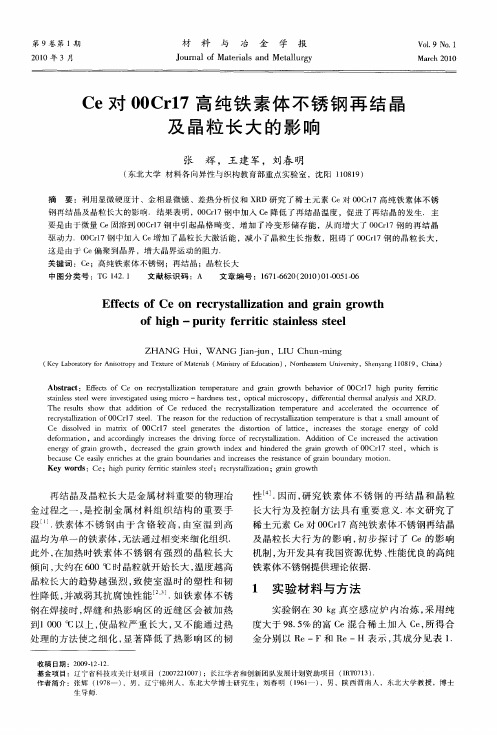
图 1 裂 边卷 夹 杂 物 照 片
由图 1 杂物情 况 看 ,钢 中存 在 较 多 的杂夹 物 夹 ( 全视 场 , 弥散 分 布 ) 夹杂 物类 型为硅 酸 盐类 、 化 , 硫 物及 二 者复 合夹 杂 型夹 杂 。
4 结语
裂边 缺 陷产生 的 主要原 因是 塑性 不佳 ,是 由于 当量控 制 不合 理 、 纯净 度 差 、 卷 重等 原 因造 成 的 。 大
温度 / ℃
图3 0 1 Cr3高 温热 塑性 曲线
针对 以上原因 , 通过控制 ce >1., r q 2 提高钢质纯净 3 度 , 用 热卷 箱 等措 施 , 采 成功 解 决 了裂 边 质 量 问题 , 使产 品质 量得 到 了提 高 。
Ce 严重裂边比 , r q 例 % 轻微局部裂边比例 / % 无裂边比例 / %
l . 15 541 . 1 51 3. 810 .8
因此 , 认为裂边是 由非轧制工艺控制不 当造成的。
24 其 他原 因 .
>1 . 23
O 8 . 4
28 . 7
9 5 6
热轧管坯钢表面裂纹原因分析

( T h e S p e c i a l S t e e l B u s i n e s s D i v i s i o n )
Ab s t r a c t : B y b a r s s u r f a c e p i c k l i n g ,n i t r o g e n / o x y g e n a n a l y s i s ,s c a n n i n g e l e c t r o n mi c r o s c o p y a n d me t a l l o —
3 . 6 铸坯 加热 控制
避免 表面 裂纹 缺陷 的产 生 。
参 考文 献
[ 1 ] 齐俊杰 , 黄运 华, 张跃. 微 合金 化钢 [ M] . 北京 : 冶金 工业
出版 社 . 2 0 0 6 .
当铸 坯 在 第 三脆 性 区时 , 铁素 体 以膜状 在 奥 氏 体 晶界析 出 , 晶界 强 度 低 , 在 加热 热 膨 胀 作 用 下 , 晶
[ 3 ] 唐祁峰 高 家诚 , 等. 万 盛 白 云 石 热 分 解 行 为及 影 响 因素
,
[ J ] - 轻金属 , 2 0 1 1 ( 3 ) : 4 7 _ 5 1 ・
初探[ J ] _ 炼钢, 2 0 1 1 ( 4 ) : 3 3 — 3 5 .
4 结 语
经 过金 相显 微 镜 、 电镜 能 谱 分 析 表 面 , MS L一1 热轧管 坯 钢表 面裂 纹 既 有铸 坯 裂 纹 导 致 的 , 也 有 轧 制过程 中划伤造 成 的 。通 过 稳 定 “ 三恒” 操作 , 优 化
二冷方 式 、 优化保 护 渣性 能 , 控 制拉 矫 温度及 铸坯 加 热制度 , 加强_ 丁 艺件 磨损 检查 及报 废 , 可 以减 少 甚至
Ce对00Cr17高纯铁素体不锈钢再结晶及晶粒长大的影响
Z NG Hu , A HA i W NG J njn LU h nmig a- , I C u - n i u
( e aoaoyfr nst p n etr f trl Miir f d ct n ,Notes r nvrt,S eyn 18 9, ia K yLb rtr i r yadT xueo Maea oA oo is( nsyo E uai ) t o r a enU iesy hn ag10 1 Chn ) h t i
r cy tlz ton o e r sa iai fOOCr te. The r aon f r t e 1 se 1 7 e s o he rducin e r salz to tm pe au e i h ta s ala o to ofr c y tl ai n e i rt r st a m l m untof C e is v d n dsole i m arx f 00Cr 7 te g ne ae t e it to of 1tie. i c e s s he t r g e e g of c d t o i l se l e rts h dsori n atc n r ae t so a e n r y ol
第 9卷 第 1期
21 0 0年 3月 材来自料与 冶金
学
报
Vo. .1 19 No
M ac rh 201 0
J u n lo tras a d Meal r y o r a fMa e il n tl g u
C 对 O r7高 纯铁 素体 不 锈 钢 再 结 晶 e O l C 及 晶 粒 长 大 的 影 响
这 是 由于 c e偏 聚 到 晶界 ,增 大 晶 界运 动 的 阻 力 . 关键 词 :C ;高 纯 铁 素 体 不 锈 钢 ;再 结 晶 ;晶 粒 长 大 e
热轧带钢边部缺陷分析
热轧带钢边部缺陷分析作者:许明来源:《中国科技博览》2017年第01期中图分类号:TE825 文献标识码:A 文章编号:1009-914X(2017)01-0060-01引言随着经济的发展,镀锌板和彩涂板的用途日益广泛,需求量在逐步的增大。
国内外许多研究结果均表明目前热轧带钢边裂缺陷产生的主要原因是:板坯边缘存在角横裂、皮下气泡等缺陷;板坯边缘有夹杂;轧件边部温度过低,或轧制张力设定过大;板坯的硫、铜含量较高,轧制时钢板的热脆性大。
1 质量问题在板带材生产过程中,板带的质量问题直接影响到板带材的力学性能和工艺性能。
其中,在应力集中和温度变化剧烈的板带边部,更易在轧制过程中产生各种缺陷,从而影响板带的整体质量,降低产品的成材率。
热轧带钢常见的边部缺陷有边裂、单边浪、边部夹层以及黑线等,生产中的每一个环节都可能影响到板带的边部质量。
1.1 边裂热轧带钢边裂缺陷是指钢板边缘沿长度方向的一侧或两侧出现破裂,其裂口处有氧化色或夹杂的缺陷,严重者钢板边部全长呈锯齿,带钢边裂是热连轧过程中常出现的缺陷,其产生的原因相当复杂,不同轧机、不同材质和不同生产工艺对其产生的原因均不同。
热轧带钢边裂缺陷产生的主要原因是:板坯边缘存在角横裂、皮下气泡以及边部有夹杂;轧件边部温度过低或轧制张力设定过大;板坯的硫、铜含量较高;轧制时钢板的热脆性大。
通过分析表明:钢坯的内在缺陷、加热温度偏高及加热不均匀是产生边裂的主要原因,钢坯存在着粗大柱状晶、皮下裂纹、角裂及大量的夹杂等内在质量问题;钢坯在进加热炉之前已有微裂纹;钢坯加热温度偏高,且各处加热温度不均,造成组织异常,从而引起性能下降,造成钢坯在热轧后出现边裂。
1.2 黑线黑线是常出现在粗轧中间坯距板边缘10~20mm的区域,经过对粗轧中间坯抽样调查,发现“黑线”问题具有普遍性。
通过对轧件边角部金属跟踪,发现轧件的边角部金属在轧制过程中流动到轧件的上下表面,且在相同的轧制工艺条件下,孔型立辊轧制的翻平量大于平立辊轧制的翻平量;由于边角部的金属在轧制过程中始终处于低温、高应力应变状态,并且逐渐流动到轧件上下表面,每道次新生成的边界金属同样处于相同的状态,最终有可能导致轧件边部沿长度方向产生“黑线”等缺陷。
0 Cr17 Ni4 Cu4 Nb钢锻造裂纹分析与控制
0 Cr17 Ni4 Cu4 Nb钢锻造裂纹分析与控制一、绪论1.1 研究背景和目的1.2 国内外研究现状1.3 研究内容和方法二、0 Cr17 Ni4 Cu4 Nb钢锻造裂纹的形成机理分析2.1 0 Cr17 Ni4 Cu4 Nb钢的物理化学性质2.2 0 Cr17 Ni4 Cu4 Nb钢的材料变形和热变形行为2.3 0 Cr17 Ni4 Cu4 Nb钢锻造过程中裂纹的形成机理分析三、0 Cr17 Ni4 Cu4 Nb钢锻造裂纹的控制技术3.1 设计合理的工艺参数3.2 有效控制工件温度3.3 真空锻造技术的应用3.4 双向锻造技术的应用四、实验研究4.1 材料制备及实验方法4.2 实验结果分析4.3 分析实验数据,寻找裂纹产生的关键因素五、结论与展望5.1 本研究的主要结论5.2 未来工作的展望和建议参考文献一、绪论在制造行业中,锻造是一种重要的金属成形加工方法,它可以将金属坯料加工成不同形状的零部件,具有高强度、高可靠性等优点。
0 Cr17 Ni4 Cu4 Nb钢是一种常用的合金钢,在航空航天、核工业等领域有着广泛的应用。
然而,在0 Cr17 Ni4Cu4 Nb钢锻造过程中,经常出现裂纹的问题,导致加工效率低下,成本增加等问题。
因此,本文通过对0 Cr17 Ni4 Cu4 Nb钢锻造过程中裂纹形成机理的分析与控制技术的研究,旨在提高锻造效率、降低成本,改善成品质量,从而为锻造行业的发展做出贡献。
1.1 研究背景和目的锻造作为一种重要的金属成形加工方法,其加工效率和成品质量的好坏直接影响着整个制造行业的发展。
0 Cr17 Ni4 Cu4 Nb 钢是一种常用的合金钢,其在航空、核工业等领域有着广泛应用。
然而在0 Cr17 Ni4 Cu4 Nb钢锻造过程中,经常会出现裂纹的问题,这会导致加工效率低下,成本增加,甚至严重影响产品的使用寿命。
因此,研究0 Cr17 Ni4 Cu4 Nb钢锻造过程中裂纹的形成机理和控制技术,对于提高加工效率,降低成本,改善成品质量有着重要的意义。
热轧带钢边裂缺陷成因分析
热轧带钢边裂缺陷成因分析摘要:通过相关工艺调查分析、金相检验和跟踪试验等方法,研究了热轧带钢边裂缺陷的产生原因,为有的放矢地采取措施治理边裂缺陷创造了条件。
关键词:热轧带钢边裂气泡角横裂在热轧板厂的生产历史上,曾连续多年都有数百至上千吨钢卷产生边裂(又曾判为“过烧”)缺陷,涉及的钢种有q195、q235、09sivl、p510l、08al、stb32、x46、x52、09cuptire和花纹板卷等。
热轧带钢边裂缺陷是指钢板边缘沿长度方向的一侧或两侧出现破裂,其裂口处有氧化色或夹杂的缺陷,严重者钢板边部全长呈锯齿状。
国内外许多研究结果均表明,热轧带钢边裂缺陷产生的主要原因是:板坯边缘存在角横裂、皮下气泡等缺陷;板坯边缘有夹杂;轧件边部温度过低,或轧制张力设定过大;板坯的硫、铜含量较高,轧制时钢板的热脆性大。
由于产生边裂缺陷的原因较多,一段时间内热轧生产线发生边裂缺陷的钢卷数量又大,批次集中,因此公司专门成立了现场工作队,决心深入系统地研究此缺陷产生的原因,以便采取有针对性的治理措施,减少或最终消除边裂缺陷,减少企业经济损失。
1、研究方法由于造成热轧钢卷边裂的原因曾经大部分都判定为热轧加热工序“过烧”造成,具体数量见表1。
因此,现场工作队首先对热轧加热工艺进行了全面调查分析;同时不断地取缺陷样送钢研院检测中心进行金相和电镜检验分析;为进一步验证缺陷原因的调查分析结果,还专门进行了跟踪试验进行验证。
2、研究结果2.1 热轧加热工艺调查研究针对一段时间内热轧带钢边裂缺陷频繁发生的情况,现场工作队对发生边裂缺陷的63个炉次的热轧加热工艺进行了调查,调查结果见表2。
其中q235g—31炉次, p510l—16炉次,hp295—7炉次, stb32—5炉次, x46和x52—3炉次以及q195lc—1炉次。
从表2可以看出,尽管x46和x52的加热温度靠规程下限,以及q195lc的加热温度靠规程上限,但是发生边裂缺陷的各钢种的热轧加热工艺都符合规程要求。
热轧卷板边部直裂纹的成因分析及控制

s ee a e man r a o o e s o ta d sri h d e c a k st a e v ro sd fc sa r e—a ge i r d t t t i e s n f rt h r tag te g r c s i tt ai u ee t t e d h h h n h h t h n l r g o fc s n i e e e p d d tr u h r l n n e i o r—c t n u n t .Th b v n o e e i n o a t g b l t x a e o g o l g u d rb g c me i l a r n h i ut gq a t y i i e a o eme t n d i s ag tc a k e e i n t d wi mp o i g q ai ft r e—a g e r g o fc t g bl ta d o t zn r t h rc sa l i r i m ae t i r v n u t o h e h l y n l e in o a i i e n p mii g s n l i
Hale Waihona Puke d , ee, 5 0 5 n a H bi 0 6 1 )
Ab ta t T e s o ta d sri h d e c a k o o ~r l n o ls e t s c : h h r n tag t g r c n h t ol g c i h e ,wh c i e s fo n r lh i en , r e i ih d f r r m o ma ar v i s f
板边部直裂纹缺陷的主要原因。通过 调整成分 、 优化保护渣 、 调整结晶器水 量、 优化二冷边部水量 、 调整设
0Cr17Ni12Mo2钢焊接接头裂纹失效分析
分为铁素体不锈钢、马 氏体不锈钢 、奥氏体不锈钢和奥
氏体一 铁索体双相不锈钢 … 。在不锈钢 中,奥氏体不锈钢 比其他不锈钢具有更优 良的耐腐蚀性 ,奥氏体不锈钢 是 目前 工业上应用最广 的不锈钢 ,其具有 良好的塑性及韧 性 。奥 氏体不锈钢焊接性能 良好,但是若焊接工艺不正 确或焊接材料选用不当,会产 生裂纹失效,严重影响使
铁素体形成元素 ,使焊缝 金属成 为奥氏体+ 铁 素体的双 相组织。为减少焊接熔池过热 ,选用较小的焊接 电流和
较快的焊接速度 ,加快冷却速度。为消除应力,焊接后
作者简介 :刘峻 ( 1 9 7 0 一 ) ,男 ,江苏扬州人 ,副教授 ,研 究方向 机电设计、数控技术 。
I
f
一
偏析 。图 4 ( b ) 所示裂纹沿晶界向母材 内部扩展 ,由以上 分析可知母材 晶界是容易产生裂纹 的薄弱区域 ,再加上 析 出相的存在 为裂纹扩展提供了有利条件。 图 4 ( C ) 为钢焊后焊缝区域 。图 4 ( d ) 为钢焊缝和母 材 的熔合区域 。
般 来 说 这对 母 材 组织 的影 响 并不 是 很 大 ,所 以可 以代
机械设备加工与维护
南方农机
2 0 1 5 . 1 0
5 5
O O r 1 7 N i 1 2 M o 2 钢 焊 接 接 头 裂 纹 失效 分析
刘 峻 ,朱敏 红
2 2 5 1 0 1 ) ( 江海职 业技 术学 院 ,江 苏 扬 州
摘
要 :针 对 O C r 1 7 N i 1 2 M o 2钢 焊接 接 头 出现 的 裂 纹 ,通 过 对 O C r l 7 N i 1 2 M o 2钢 化 学 成 分及 焊 接 工 艺 的分 析 。 对其 在 焊接 过程 中产
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
时边部组织几乎均为等轴晶$ 并开始出现异常长 G $ 如图 9 # B % 所示& 大的晶粒$ 尺寸直径达 9R" & 当温度为 # !"" U 时$ 边部的晶粒出现明显的混 RR" & G之间不等) 晶现象$晶粒尺寸在 R" ]
图 5&边部宏观形貌
, + K 1 5&S ?K -G B C F DG D F HJD ) D K @
%9
宝&钢&技&术
!"#$ 年第 % 期
OO= 1 DUK $ P& 铁素体不锈钢热轧边裂分析
刘春粟# !王咏波! !毕洪运#!% " #1 宝山钢铁股份有限公司!上海&!"#'"" ' !1 宝钢不锈钢有限公司!上海&!""5%# ' %1 汽车用钢开发与应用技术国家重点实验室" 宝钢# !上海&!"#'"" # &&摘要通过边裂缺陷分析&采用模拟轧制试验的方法研究加热温度对边裂的影响& 以及连 F #$3 + X D 铁素体不锈钢热轧边裂的原因进行逐渐深入的分 铸坯晶粒粗化试验等三方面对 "". 析和研究% 最终得出以下结论*当加热温度达到 # #R" U 时! 晶粒开始长大! 当加热温度达到 # !"" U时!出现明显混晶现象% 混晶导致在轧制过程中出现不均匀变形!经过精轧后出现边 部层状结构以及边裂等缺陷% &&关键词铁素体不锈钢' 边裂' 加热温度' 混晶' 不均匀变形 中图分类号3 4 #5!1 !%&文献标志码6 &文章编号#""7 8 "$#9 !"#$ "% 8 ""%9 8 "5 % &$ !#"1 %'9' : ; 1 + < < =1 #""7 8 "$#91 !"#$1 "%1 ""$
' % 4)* 1 -* T-. -" B, $ , &( OO= 1 DUK $ P& ( ) 1 1 $ + $ *, + -$ . " ) , , , + ) ) " $ .+ / )/ &+ 1 &" " $ . 4
# # $% ( ) *A , 5 % C 5 $ 7" # $! 9% .19! &% 'D ) E 9% .F 5 %
%7
宝&钢&技&术
!"#$ 年第 % 期
&&在扫描电镜下对边裂的显微组织进行观察分 析$如图 % 所示$ 其中 (处为金相显微镜下的暗 带$6处为金相显微镜下的亮带$可以看出 (处有 明显的腐蚀坑$相对而言$6处腐蚀坑不是非常明 显) 对 ( *6两处的能谱和显微硬度进行分析$ 如 表 ! 所示) 可以看出带状组织 ( * 6两处的成分 和硬度没有明显区别) ( * 6两处的形貌确实不 同$是由于存在着不均匀变形$导致两者之间的位 . ) 错密度不同$受 , % 的腐蚀程度不同 $ 最终导致 显微组织形貌不同) 图 %&带状显微组织
GE分析与讨论
G> DE边裂的原因 由实验室模拟轧制试验的结果可知$ 加热温 度是材料的非常敏感因素$加热温度越高$边部的 层状结构和显微组织中的带状组织越明显) 通过连铸坯晶粒粗化试验$ 研究不同加热对 连铸坯边部的晶粒的影响$ 如图 9 所示) 由图 9 可见$随着加热温度的升高$边部晶粒尺寸不断地 长大并且出现混晶$当温度为 # #R" U和 # #$R U 图 R&边部显微组织
! . "#R ("1 ! V+ """ (#1 ! Байду номын сангаас = """ (#1 ! V "%" ("1 ! W "5" ("1 ! . F #$1 """ ] #71 """ ! * "%R ("1 ! 3 +g! * L "1 #"" ] "1 %R" ! X D "1 7"" ] #1 """ 2
刘春粟等&"". F #$3 + X D 铁素体不锈钢热轧边裂分析 双相不锈钢边裂的主要原因是边部奥氏体晶粒粗 大$铁素体和奥氏体两相比例不协调造成的&而对 于超纯铁素体不锈钢边裂的报道比较少) 入的分析和研究$以下为具体材料和分析方法)
%$
首先$将边部试样经过 , . ) % 溶液腐蚀后 $ 使 用a + C B 光学显微镜* 扫描电镜和能谱对边裂缺 陷试样断面组织进行观察分析&按照 4 6 : 35%5"1 # $通过硬度仪对试样沿热轧板宽方向从边部到中 心进行测量分析) 试样取自于大生产热轧边裂的 未退火 样 板$ 厚 度 为 5 G G $其化学成分如表 # 所示)
上海市科委科研基金资助项目!#Ro Y #R!"#"" 刘春粟 &工程师&#'79 年生&!"#% 年毕业于北京科技大学 现从事钢铁产品研发工作&电话&!995R!"9 S I G B + ) &) + /C J/=< /TLB D < > ) 1 C D G
中热 应 力 和 组 织 应 力 等 都 是 导 致 边 裂 的 原 因 ' # 8'( ) 徐军等 ' #"( 在 5%" 和 5#"V 不锈钢边裂分 析过程中指出该边裂主要是在两相区轧制$ 由于 第二相的比例过高导致的&陈兴润 ' ##( 等指出 !!"R
, + K 1 %&6 B =??G + C F D < > F /C > /F -
表 FE带状成分分布及硬度对比
3 B L) !&. D G HD < + > + D =B =? JB F ?=< < C D G HB F + < D =D E > J-LB =??G + C F D < > F /C > /F 位置 ( 6 元素成分 : 2 ! V+ "1 5! "1 5% ! . F #$1 %$ #$1 R9 ! X D "1 $7 "1 7# ! , 7#1 RR 7#1 #7 # !"$ !## 显微硬度# ` e % ! !"" !"9 % !#% !"%
F> FE加热温度对边裂的影响 在不同加热温度下$ 实验室模拟轧制的边部 宏观形貌如图 5 $可以看出在 # !"" *# #R" U 加热 的条件下$ 边部出现层状结构$ 其中 # !"" U 比 # #R" U边部层状结构要严重$# #"" U 条件下边 部良好) 轧制后边部的显微组织如图 R 所示$ 加 热温度越高$ 边部质量越差$ 层状结构越明显$ 当 加热为 # !"" U和 # #R" U 时$ 边部质量较差$ 并 且显微组织中出现粗大压扁的晶粒和混晶现象)
图 #&热轧板边裂宏观形貌
, + K 1 #&S ?K -C F B C QG B C F DG D F HJD ) D K @D E > J-JD > F D ) ) ? H) B > -
图 !&热轧板边部的显微形貌
, + K 1 !&S ?K -G + C F D < > F /C > /F -D E > J-JD > F D ) ) ? H) B > -
##> : -&, / -.9 1 &.; < + ) ) " = &> $? + % > $< / -. 4/ -$ !"#'"" $ = / $ . -& ! > : -&, + ) ) " < + -$ . " ) , , < + ) ) " = &> $? + % > $< / -. 4/ -$ !""5%# $ = / $ . -& % > < + -+ )A ) B? -@ &1 -+ &1 B &( V ) Q) " &2 5) . + -. % ! 2 2 " $ * -+ $ &.K ) * / . &" &4B &( ! 6 + &5&+ $ Q)< + ) ) " , #: -&, + ) ) " % $< / -. 4/ -$ !"#'"" $ = / $ . -% &&! @ , + 1 -* + !3 JF -< > H< A F -> B Q=> DB =B ) @ P -B =? < > /?@> J-?K -C F B C QD E "". F #$3 + X D< > B + =) < < < > ) + = > J-JD >F D ) ) + =K K F B ?/B ) ) @ $< /C J B <> J- ?K -C F B C Q B =B ) @ < + < $> J- + =E ) /=C -D EJB > + =K > G HF B > /F -D => J-?K -C F B C Q+ => J-< + G /) B > + D =F D ) ) + =KA B @ $B =? > J-K F B + =C D B F < =+ =KM HF + G => D E J> J-C D => + =/D /< C B < > + =K 1 3 J-F < /) > < JD A ? A J= > J-JB > + =K> G HF B > /F -F B C J? > D# #R" U$ > K F B + =< LC D G -L+ K $B =? A J= > J-JB > + =K> G HF B > /F -F B C J? > D# !"" U$ > J-K F B + =<B F -+ =JD G D I $> J-G + M ? K F B + = G + C F D < > F /C > /F -) B ? > D> J- /=N = K =D /<D LN + D /< ) @ 1 O = > J-F D ) ) + =KHF D C < < ?E D F G B > + D = $B =? N D ) N ?> D) B @ F < > F /C > /F -B =? ?K -C F B C Q ?E C > B E > F > J-E + =+ < JF D ) ) + =K 1 A ) B C &1 % , ! E F F + > + C< > B + =) < << > ) & ?K -C F B C Q& JB > + =K > G HF B > /F & G + < C JC F @ < > B ) & /=N = ?E D F G B > + D = &&边裂缺陷是指在钢带边部的一侧或两侧出现 的破裂* 缺损$ 严重时在钢带的全长向均有分布$ 是热轧钢带生产中较为常见的缺陷$ 常以批量出 现) 边裂的存在不仅影响了钢带产品的质量和成 材率$还会连带引起生产设备的损坏$严重影响生 产的顺利进行$ 给企业造成较大的经济损失) 国 内外许多研究表明$ 热轧带钢出现边裂的原因很 多$不同厂家的原因也不同!钢坯的化学成分分布 不均*存在铜等低熔点杂质元素&连铸坯存在裂纹 缺陷$表层有气泡等&加热时的热应力*氧化*不均 匀的组织形态&轧制过程中不均匀变形&冷却过程