热轧钢带边裂原因分析
低合金钢热轧薄宽钢带的裂纹形成机理研究

低合金钢热轧薄宽钢带的裂纹形成机理研究随着工业化进程的不断发展和人们对高品质产品需求的增加,低合金钢热轧薄宽钢带在汽车、建筑和机械制造等领域得到广泛应用。
然而,由于低合金钢热轧薄宽钢带的冷弯性能相对较差,常常容易出现裂纹,影响产品质量和使用寿命。
因此,深入研究低合金钢热轧薄宽钢带的裂纹形成机理,对于改善产品质量、提高生产效率具有重要意义。
一、低合金钢热轧薄宽钢带裂纹的分类和形成原因低合金钢热轧薄宽钢带的裂纹可以分为表面裂纹和内部裂纹。
表面裂纹主要发生在轧辊下表面,原因可能是由于轧辊过热、轧辊表面粗糙度不足或润滑不良等导致的。
内部裂纹则主要发生在锥度辊、导辊或拉伸后的带钢中,其形成原因复杂多样,例如应力集中、脱碳、疲劳变形等都可能导致内部裂纹的形成。
二、低合金钢热轧薄宽钢带裂纹形成机理1. 组织性能差异引起裂纹形成低合金钢的成分和组织性能均对热轧薄宽钢带的裂纹敏感。
在铁素体和奥氏体共存的情况下,相互间的应力差异易导致裂纹形成。
此外,原材料中的氧化物、夹杂物和析出相等也会导致局部的应力集中,从而形成裂纹。
2. 轧制过程中的应力状态和变形行为低合金钢热轧薄宽钢带在轧制过程中受到复杂的应力和变形行为的影响,这些因素可以直接引起裂纹的形成。
例如,轧制过程中可能存在辊缝不对称应力分布、辊缝尺寸过大或过小、辊缝表面质量差等问题,都会导致应力的非均匀分布,从而引起裂纹。
3. 疲劳变形引发裂纹低合金钢热轧薄宽钢带在使用中会受到往复加载的影响,长期的往复加载会引发疲劳变形。
疲劳变形会在低合金钢中形成微裂纹,随着加载次数的增加,这些微裂纹逐渐扩展,最终导致裂纹的形成和扩大。
三、低合金钢热轧薄宽钢带裂纹的防控措施为了有效防止和控制低合金钢热轧薄宽钢带的裂纹问题,可以采取以下措施:1. 优化原材料和工艺选择质量优良的低合金钢原材料,确保其成分稳定性和均匀性。
优化工艺参数,减小辊缝尺寸,提高辊缝表面质量,保证轧辊的冷却良好,以降低应力和变形行为对钢带的影响。
热轧卷板边裂缺陷成因分析
2 越高,效果越明显。3和2作用相同,
但效果没 2明显。此,在浇铸 2、3钢
的 中,应控 中N
,减少铸坯中微
c、N化合物的出,并在高温度下对铸
• 坯进行矫。 结晶器液面对角裂的影响
结晶器液面波动大极易引起铸坯表面裂纹
的产生,结 器液 稳定,导致钢液的浇铸
2019年第4期| 57
A
B
C
D
§
三
700 800 900 1 000 1 100 1 200 1 300
mm, 缺陷
,两 和 部 见
56 | 2019年第4期
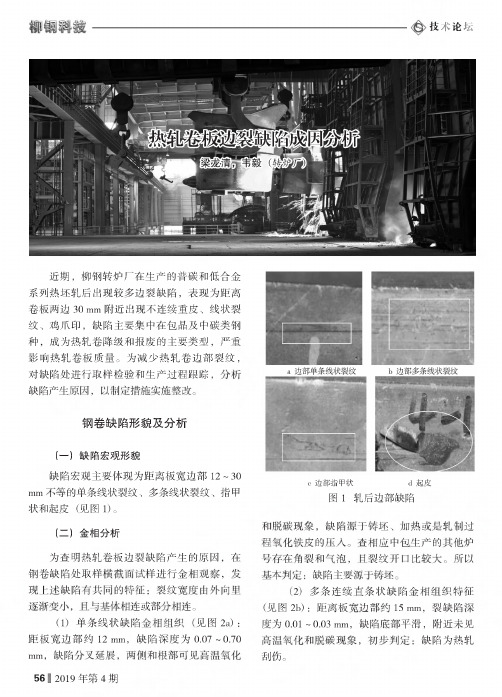
c边部指甲状
8起皮
图1轧后边部缺陷
和 碳现 , 缺陷
坯、 热 轧 过
程
皮的 。
中生产的 炉
在 裂和 , 裂纹
较
缺陷主要
坯
2 多条连续 条状缺陷金
(见图2b):距离板 边部 15 mm,裂缺陷
为0.01 - 0.03 mm,缺陷 部平滑,附近 见
和 碳现 ,
板宽边部约15 mm,缺陷深度为0.18 ~0.53 mm ,
缺陷呈单侧延伸,缺陷处存在轻微高温氧化和脱
碳现象。观察起皮缺陷照片:缺陷呈长条状,左
边封闭,右边起皮已起
缺陷
两,缺陷部
,裂口处 现杂物。初
步判定:铸坯皮下气泡带来的缺陷。
------------------------------ 技术论坛
受 力 过钢的 度极 时, 在坯
产生 裂, 在连铸过程
和
延。
晶钢,由于坯
时产生的
性
大, 同时, 如 结晶器 角
水
,
铸坯角部坯 厚度和 度
, 产生角裂。
造成热轧卷板边裂的几种原因分析

造成热轧卷板边裂的几种原因分析
造成热轧卷板边裂的几种原因
1、脱氧不良、浇注异常。
2、铸坯待轧时过热过烧是翘边边裂的主要原因。
3、钢水残余元素铜含量超标。
4、板坯在均热炉的进出温度与时间。
5、铸坯表面横裂纹(包括深振痕)和边部细小纵裂纹,在加热和
轧制过程中不断扩展,钢液在凝固以及铸坯在冷却、均热、轧制、层流冷却和卷取等过程中的热应力、机械应力以及相变应力等作用力超过钢的塑性变形抗力。
6、钢坯内在缺陷、加热温度偏高及加热不均匀。
7、连铸坯皮下边部存在针孔状气泡,在加热过程中因表面金属氧
化,气泡暴露以及连铸边部存在角横裂等缺陷,角横裂和气孔在轧制过程中不能焊和而产生边裂。
2008年12月27日。
热轧不锈钢边裂原因
热轧不锈钢边裂原因
热轧不锈钢边裂的原因可以有多种,具体原因可能与材料质量、热处理条件、工艺参数等有关。
以下是一些可能的原因:
1. 内应力超过材料强度:热轧过程中,由于温度梯度等原因,材料会产生内应力。
如果内应力超过了材料的强度,就会导致边部裂纹的产生。
2. 瓦斯孔:热轧过程中,材料中的气体可能形成瓦斯孔,这些瓦斯孔会导致材料的脆性增加,从而容易发生边裂。
3. 冷却不均匀:热轧后,材料的冷却过程可能不均匀,导致边部的温度和冷却速度差异较大。
这会引起不均匀的收缩应力,从而导致边部裂纹的产生。
4. 厚度不均匀:热轧过程中,材料的厚度可能存在不均匀现象,较厚的部分冷却速度较慢,而较薄的部分冷却速度较快。
这也会引起收缩应力不均匀,从而导致边部裂纹的产生。
5. 冷却介质不当:热轧过程中所采用的冷却介质可能不适合材料的冷却速度要求,过快或过慢的冷却速度都可能导致边部裂纹的产生。
总之,热轧不锈钢边裂的原因是多方面的,需要考虑材料、工艺、设备等因素,提高生产工艺的稳定性和控制能力,以减少边裂的发生。
热轧带钢表面质量缺陷原因分析

热轧带钢表面质量缺陷原因分析热轧带钢的表面质量缺陷是指在热轧工艺过程中,带钢表面出现的各种缺陷。
这些缺陷对带钢的外观和性能都有不良影响,严重时还会导致带钢失效。
以下是热轧带钢表面质量缺陷原因的分析。
1. 轧制工艺不合理:热轧带钢的表面质量缺陷与轧制工艺有着密切关系。
如果轧制工艺控制不当,例如轧制温度过高、辊缝调整不当等,就会导致带钢表面产生热裂纹、鱼鳞鳞片状缺陷等。
2. 材料质量问题:带钢是由钢坯经过多道次轧制形成的,如果钢坯的质量不佳,例如存在夹杂物、气孔等缺陷,就会在轧制过程中扩展并形成表面缺陷。
3. 辊缝问题:辊缝是带钢在轧制过程中受到的挤压力的集中作用点,如果辊缝调整不当,例如过大或过小,都会对带钢表面产生压痕、划痕等缺陷。
4. 轧制润滑问题:轧制过程中需要使用润滑剂来减小摩擦力,如果润滑不均匀或润滑剂存在污染物,就会导致带钢表面出现涂敷不均匀、氧化皮不易剥离等缺陷。
5. 切割质量问题:在热轧带钢生产中,需要对带钢进行切割,如果切割工艺不当,例如切割速度过快、切割刀具磨损等,就会导致切口不整齐、毛刺等缺陷。
6. 后续工艺操作问题:热轧带钢在后续的加工和处理过程中,如果操作不当,例如维护不及时、设备老化等,就会导致带钢表面产生擦伤、磕碰等缺陷。
针对以上分析,可以采取以下措施来改善热轧带钢的表面质量:1. 优化轧制工艺:合理控制轧制温度、辊缝调整,减小轧制力度等,以提高带钢的表面质量。
2. 加强材料质量控制:采用优质钢坯,并对钢坯进行充分检验和清洁处理,以减少杂质的含量和夹杂物的存在。
3. 确保辊缝质量:定期对辊缝进行调整和检查,确保辊缝的尺寸和形状符合要求,减少对带钢表面的压力集中。
4. 加强润滑管理:优化润滑剂的选择和使用方法,确保润滑剂均匀涂敷在轧制表面,并定期清洗润滑系统,减少污染物的残留。
5. 优化切割工艺:控制切割速度,保证切割刀具的锋利度,加强切割设备的维护和监测,以保证切口的质量。
带钢裂边现象的产生及解决办法

带钢裂边现象的产生及解决办法马钢股份公司第三轧钢厂 李善于摘 要:本文对马钢窄带钢在生产中出现的裂边现象进行了分析,并提出了整改措施关键词:热轧;窄带钢;裂边;原因;分析1.问题的提出三轧厂热轧窄带钢于90年1月投入生产设计能力为10万吨,截止到2001年实际生产能力超28万吨。
热轧窄带钢主要作为焊管及冷轧带钢生产的原料,其表面质量的好坏,对冷轧及焊管最终产品质量产生很大影响。
一方面影响其产品的市场形象,另一方面给焊管及冷轧带钢生产带来一定难度,用户提出质量异议。
带钢存在裂边(带钢边部有裂口,呈不规律状或锯齿状),经冷轧后裂边被拉长、拉深,导致冷带两边或单边需切除10mm 左右,不但影响冷带成材率的提高而且造成纵剪宽度不配套,金属损失严重;带钢裂边对焊管的主要影响:裂边分布在焊缝处,经水压试验时,焊缝处易漏水,从而直接影响焊管产品质量。
2.车间生产工艺情况简介 带钢生产所用普碳连铸方坯,在二架横列式φ500mm 粗轧机组上,轧制七道次或九道次,然后中间坯连续通过一立二平一立四平共八架精轧机组,其间共分布五架电动活套装置,从而生产出2.20~4.00×128~208mm 系列带钢。
车间工艺流程简图如下:H1 H2 H3 H4 H5加热炉 立辊 二平辊 立辊 H2 四平辊及H1~H5电动活套粗轧机组 精轧机组3.裂边原因分析3.1从裂边的分布及形状分析通过现场观察发现:多数裂边出现在单边,而且为局部分部,整盘带钢产生裂边的情况较少。
通常是一根带钢仅边部某一处存在长约5~20mm 的裂边;或一根带钢仅单边存在3~5处有裂边,长约15mm ,深度约5mm ,存在明显的金属掉肉现象。
在大多数情况下,裂边在成品带钢上是间断、无周期性分布的;有时一个班次没有裂边产生,有时一个班次有5至10根带钢存在裂边。
这表明裂边在带钢上的分布是不规则的,而且通常情况下是单边分布。
3.2从钢坯加热分析带钢加热炉是三段连续式燃煤气加热炉,上加炉采用平焰烧咀,下加热采用亚高速烧咀。
50钢热轧带钢边部裂口原因解析

出江冶全
瓣_ 韦越 涟 塔
2 . 3 季节 性
舭 一 m 差 兰
低温 天气 卜边 部裂 口缺 陷发 , { i 率卡 } I 埘较 离 , 同 时在 卷库通 风 【 I 处 裂 口发 , I i 比例 也偏 离 j , 符 川度 缺 陷发 , 葺 夏 如 6所 。
50 OO
式
J I : 始转 变 为珠 光 f 小 纵, I 1 部f 。
织硬度高 ( H J { ( ≥4 0 ) , 舱 人 , 埸 断 裂 足
边 部裂 【 J 缺 发牛 的直接
2 . 5 分析 结 果
2 ) 迎 过 边 部堵 等 方法 控 制 冷 却 竹 J ; 数
量 j 边 部冷 却水 , 防止 过冷 . 3 ) 建● 俅温 坑 , 刚J : j I _ I 5 0钢 卷 入
瓣
3s 0 o'
30 0O ’
篓 5 — 0 0 ‘
图 4 卷取 温 度与缺 陷发生 率
2 . 2 产 品 规 格
2 0 O 0‘ l5 O 0
缺 陷
5所 示 。
发 生存 溥 规格 ( 厚 度 ≤3 . 5 l I l I l 1 ) 品, 如
图6 月度 缺 陷 发 生 率 2 . 4 金 相 组 织
大及 要求耐 磨性 好 的机械 零 件 , 如 锻 造齿 轮 、 拉杆 、
弹簧 垫圈等 。5 0钢 作 为优 质 碳 素 结 构钢 系列 重 要
部分 , 在 调 质 处理 状 态下 具 有 良好 的强 度 , 机 械 加 工性能, 优 良的热 处理 适应 性 ! 。但 采用 热连 轧 钢 带
_ r 边部 5 n 1 1 1 " 1 ~2 0 t I I I I 1 及 1 / 4 域金相愉洲结果 ( 见 7 ) 和硬 度检 测结 果 ( I 殳 】 8 )
热轧钢板成型开裂原因
热轧钢板成型开裂原因
热轧钢板成型开裂的原因可以有多种。
以下列举了一些常见的原因:
1. 压力不均匀:在热轧过程中,如果板坯的变形过程中施加的压力不均匀,可能会导致应力集中,在局部区域产生开裂。
2. 温度不均匀:热轧过程中,如果板坯的温度分布不均匀,可能会导致板坯内部的应力不均匀,进而产生开裂。
3. 缺陷存在:热轧钢板在生产过程中可能存在各种缺陷,如夹杂物、气泡等。
这些缺陷会削弱钢板的强度和韧性,容易导致开裂。
4. 冷却速度过快:热轧后,钢板需要冷却。
如果冷却速度过快,可能会导致钢板内部产生应力,从而引发开裂。
5. 压辊问题:热轧过程中,如果压辊的表面磨损或凹陷,可能会在板坯上留下凸起或凹陷的痕迹,进而导致开裂。
这些是热轧钢板成型开裂的一些常见原因,通过加强生产工艺控制、提高材料质量和完善设备维护,可以有效降低开裂的风险。