机械设计图纸
机械设计图纸管理办法
机械设计图纸管理办法1目的为了规范机械设计图纸在公司生产活动中各个环节的使用,明确设计图纸的发送、使用、更改、作废及借阅等管理程序,防止设计图纸的错用和误用,使外协加工单位和其他使用部门能及时得到设计图纸的有效版本,特制定本管理办法.2范围本管理办法中涉及的机械设计图纸包括公司设计开发的所有机械设计类图纸。
3职责3.1总师办是机械设计图纸的存档管理部门.3.2采购部是机械设计图纸的主要使用部门,负责及时向外协单位提供最新发放的图纸及设计更改的图纸。
3.3相关部门负责本管理办法在本部门的执行,并对所有机械设计图纸具有保密的义务4工作程序4.1总则未经样机评审、验证和确认,设计不定型的机械设计图纸,资料室不得归档、保管、发送和使用等.4.2 机械设计图纸发送管理4.2.1采购部是使用机械设计图纸的主要部门,要严格按照本管理办法执行领用机械设计图纸。
4.2.2根据生产计划人员下达的产品生产计划,采购部拟订所需投产产品的目录清单,明确所需的机械图纸的图号、名称、份数及时间,提前4〜5天书面通知总师办,以便提前准备.4.2.3例外采购或特需的机械设计图纸,必须由申领人书面申请并经分管领导批准后,方可向总师办领取。
4.2.4总师办资料员负责将所需的机械图纸原件备齐,按照申领人提供的需求图纸目录清单及所需的机械图纸份数进行复印.4.2.5复印的机械图纸由总师办资料员负责将其整理好,认真核对,并按照图号从小到大的顺序在《设计图纸使用记录单》上登记,记录的内容包括图号、名称、图幅、份数、张数、发送部门、发送日期、发送人等.机械设计图纸管理办法4.2.6复印整理好的图纸由总师办资料员负责在其每页的右下角盖上资料室的红色印章,蓝色日期章及资料员本人签章。
每次发放的图纸盖当日的发送日期.4.2.7由申领人向资料室按规定时间索取图纸,并在索取图纸前,由领用人按照资料目录清单认真核对所需的图纸图号、份数等.核对无误后在《设计图纸使用记录单》上签属领用人姓名及领用日期后领出。
井下12人移动救生舱设计(机械CAD图纸)
摘要多数矿难表明,矿井事故发生后形成的高温,有毒有害气体环境是造成矿工伤亡的主要原因。
为井下矿工提供安全可靠的救生舱、避难硐室是降低伤亡的主要手段,是目前国际矿山应急救援的发展趋势和方向,煤矿井下移动式救生舱的设计可以为外部救援争取救援时间,保障矿工朋友们的安全。
本文通过对救生舱的研究,完成了一整套救生设备的结构设计,首先主要介绍国家的相关规定。
接着依据国家规定,确定设计目标。
之后计算出救生舱的容量要求,进而确定的救生舱的整体结构。
除此之外,本文还通过了一些技术参数验证,对井下救生舱内部环境做了更好的安全措施,确保矿工能够有足够的时间等待救援。
本文还介绍了有关救生舱的维护及保养内容。
在最后说明了以后需要改进的方向。
关键词:救生舱避难硐室结构设计AbstractMost ore difficult to show that mine after the accident of the formation of the high temperature, toxic or harmful gases environment is the main reason for the casualties caused miners. To provide the safety of the miners escape capsule, shelter cavern is the main means to reduce casualties, is the present international mine rescue development tendency and the direction, the design of the underground coal mine escape capsule mobile for external aid for relief time, ensure the safety of the miners friends.This article through to escape capsule research, completed a set of survival equipment structure design, first mainly introduces the relevant provisions of the state. Then according to state regulations, to determine the design goal. After escape capsule capacity requirements calculated, and determine the overall structure of the escape capsule. In addition, this paper also through some technical parameter validation, underground escape capsule internal environment to do better safety measures, to ensure that miners can have enough time to wait for rescue. This paper also introduces the escape capsule maintenance and maintenance content. In the final shows the need to improve after the direction.Key words: escape capsule shelter cavern structure design目录前言 (1)1 绪论 (2)1.1 研究意义 (2)1.2 相关领域国内外技术研究现状 (4)1.2.1 国外紧急避险系统现状 (4)1.2.2 国内紧急避险系统现状 (6)1.2.3 国外可移动式救生舱的基本情况及特点 (8)1.2.4 国内可移动式救生舱的基本情况及特点 (14)1.2.5 国外应用现状及国际知名应急避难室生产企业及产品 (15)1.3 本文可移动救生舱设计任务 (17)2 煤矿井下移动式救生舱技术要求 (18)2.1 适用范围 (18)2.2 编制依据 (18)2.3 基本要求 (18)2.3.1 矿井救生舱设置地点和数量 (18)2.3.2 救生舱安放硐室的要求 (19)2.4 通风设施 (20)2.5 供水设施 (20)2.6 供电设施 (20)2.7 通讯设施 (21)2.8 功能及配置 (21)2.9 管理与维护 (25)3 救生舱结构设计 (27)3.1 保护壳壳材料的选择 (27)3.1.1 选用材料的一般原则 (27)3.1.2 选材的方法与步骤 (28)3.1.3 保护壳材料的确定 (30)3.1.4 产品的结构设计 (30)3.1.5 产品的安全防护设计 (32)3.1.6 使用环境 (34)3.2 保护壳壳体的设计 (34)3.2.1 焊接结构的设计原则 (34)3.2.2 保护壳体焊接结构设计 (37)3.3 观察孔的设计 (37)3.3.1 观察孔应满足的条件及其结构 (37)3.4 其他结构的设计 (39)4 救生舱的移动装置 (42)4.1 绞车 (42)4.1.1 绞车的主要类型 (42)4.2 滑靴 (43)4.3 救生舱移动装置工作原理 (43)5 救生舱模型的建立 (44)5.1 Pro/E软件介绍 (44)5.1.1 Pro/E的概述 (44)5.1.2 Pro/E的特点和优势 (44)5.2 矿用救生舱各个零件模型的建立 (46)5.2.1 保护壳模型的建立 (47)5.2.2 带观察孔保护壳模型的建立 (47)5.2.3 紧急舱门模型 (48)6 技术参数验证方法 (49)6.1 基本参数的测量和计算 (49)6.1.1 参数测量 (49)6.1.2 参数计算与合理性的验证方法 (50)6.2 主要技术参数验证方法 (52)6.2.1 气密性的验证方法 (52)6.2.2 耐高温的验证方法 (53)7 井下可移动救生舱管理及维护保养 (56)7.1 队伍组织 (56)7.2 日常维护管理 (56)7.3 舱内各设备的保养 (57)7.4 培训与应急演练 (62)8 全文总结 (63)致谢 (65)参考文献 (66)前言根据世界各国对矿井事故的调查,在火灾、爆炸等事故发生现场瞬间受到伤害死亡的矿工只占事故伤亡人数的一部分,有相当一部分矿工都是因为在矿井透水或火灾、爆炸后不能及时升井或逃离高温、有毒有害气体现场,导致溺水、窒息或中毒死亡的。
机械设计图纸范本

机械设计图纸范本一、引言机械设计图纸是机械产品设计中不可或缺的重要环节,它直接影响着产品的质量和性能。
本文旨在提供一份机械设计图纸的范本,以供设计师参考和借鉴。
在设计过程中,我们应该注重图纸的准确性、整洁美观以及语句的通顺,以确保图纸的可读性和实用性。
二、图纸标题及编号在机械设计图纸中,标题和编号是非常重要的标识,它们能够清晰地表达图纸的内容和顺序。
在设计图纸范本中,我们可以采用以下格式:1. 图纸标题:将标题置于图纸的顶部中央位置,使用粗体字体,字号为14号。
标题应该简明扼要地描述图纸的内容,避免使用过长的句子。
2. 图纸编号:将编号置于标题的下方,使用普通字体,字号为12号。
编号应该具有唯一性,可以采用字母和数字的组合形式。
三、图纸尺寸及比例图纸尺寸和比例是图纸设计中需要特别关注的要素,它们直接决定了图纸的可读性和精确性。
在设计图纸范本中,我们可以采用以下规定:1. 图纸尺寸:根据实际需要确定图纸的尺寸,常用的尺寸有A0、A1、A2等。
在图纸范本中,我们可以选择A3尺寸作为示例。
2. 图纸比例:根据图纸的内容和细节要求,确定图纸的比例。
常用的比例有1:1、1:2、1:5等。
在图纸范本中,我们可以选择1:2比例作为示例。
四、图纸布局图纸布局是指图纸上各个元素的排列方式和位置,它直接影响图纸的整洁美观和可读性。
在设计图纸范本中,我们可以采用以下布局方式:1. 标题和编号:将标题和编号置于图纸的顶部中央位置,标题居中显示,编号居右显示。
2. 主视图:将主视图置于图纸的中央位置,占据大部分的空间。
主视图应该清晰地表达产品的形状和结构,包括主要尺寸和关键细节。
3. 剖视图:将剖视图置于主视图的旁边或下方,用于展示产品的内部结构和细节。
剖视图应该清晰地表达产品的构造和组成部分。
4. 细节视图:将细节视图置于主视图或剖视图的旁边,用于展示产品的细节和特殊部分。
细节视图应该清晰地表达产品的特点和设计要求。
五、图纸标注图纸标注是指对图纸上各个元素进行文字说明和标记,以便读者能够准确理解图纸的含义和要求。
机械零件图纸共15页

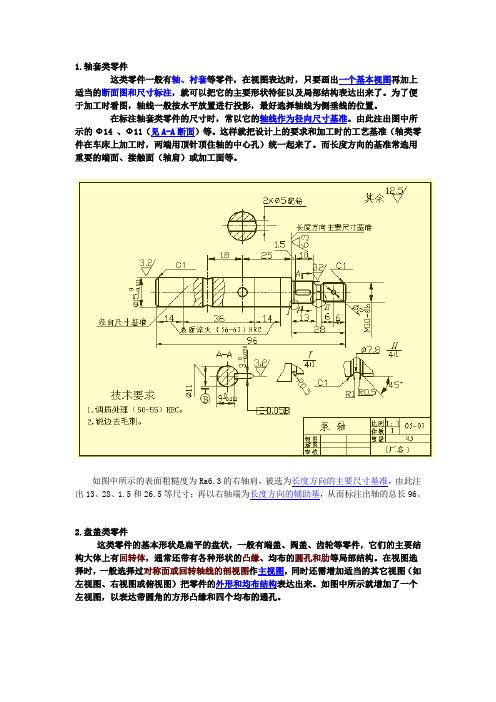
机械零件图纸干机械设计这一行的入门和不可缺少的资料(转载)1.轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。
如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
2.盘盖类零件这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。
在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。
如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。
3.叉架类零件这类零件一般有拨叉、连杆、支座等零件。
由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。
对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。
踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
在标注叉架类零件的尺寸时,通常选用安装基面或零件的对称面作为尺寸基准。
机械设计课程设计一级蜗轮蜗杆减速器设计(全套图纸)

机械设计课程设计设计说明书题目设计者指导教师班级提交日期全套CAD图纸加153893706目录一、设计任务 (1)1、工作条件 (1)2、原始数据 (1)3、传动方案 (1)二、总体设计 (2)1、传动方案 (2)2、选择电机 (4)3、确定传动装置的总传动比和分配传动比 (5)4、减速器各轴转速、功率、转距的计算 (6)5、蜗轮蜗杆传动的设计 (7)6、轴的结构设计 (12)7、轴的校核 (16)8、平键联接计算 (19)9、滚动轴承校核 (20)10、润滑设计 (21)11、箱体及附件的设计 (22)三、设计心得与体会 (23)四、参考文献 (24)一设计任务1.题目F:设计一级蜗杆减速器,拉力F=7000N,速度v=0.538m/s,直径D=400mm,每天工作小时数:16小时,工作寿命:8年,工作天数(每年):300天,2.原始数据3.传动方案项目数据运输带拉力 F(KN)7000二 总体设计1、传动方案:已经给出,如第1页附图12、选择电动机(1)选择电动机的类型:无特殊要求,电机类型通常选用Y系列的三相笼型异步电动机,因其结构简单,工作可靠,价格低廉,维护方便。
(2)选择电动机的容量工作机所需功率为370.53810 3.76610001000w FV P KW KW KW ⨯⨯=== 式中g r c ηηη、、、1η分别为蜗轮蜗杆传动、一对滚动轴承、联轴器、工作机传动效率,。
取gη=0.8、r η=0.99、c η=0.99、10.95η=则312..a g r c ηηηηηη=⋅⋅=0.8×0.993×0.99×0.95×0.96=0.7电动机所需工作功率为: 3.7665.020.75wd aP P KW η===(3)确定电动机转速卷筒工作速度为6010006010000.538/min 25.71/min 400w v n r r D ππ⨯⨯⨯===⋅⋅按高等教育出版社出版的机械设计课程设计指导书表3-1,常见机械传动的主要性能推荐的传动比合理范围,一级蜗杆减速器传动比10~40,根据V 带的传动比范围2 ~4经查表按推荐的合理传动比范围,一级蜗杆减速器传动比范围为:10--80,可选择的电动机转速范围为nd=(10-80)×25.71=257.1--2056.8r/min 。
机械设计课程设计-蜗轮蜗杆减速器(含图纸)

)s/m(/V NK/F 力拉带送输 度速带送输 据数始原 器速减杆蜗轮蜗
书务任计设程课计设械机、一
3
� )nim / r ( 069 �
069
1
�
n
bi
� 1n
�速转杆蜗
速转轴各.�1� 算计学动运.3
。 28. 12 �
28. 12
1
�
b
i
i
� g i 比动传轮蜗则�1= bi 以所�器速减和机动电接连器轴联用使于由� g i � bi � i
aPM S Z N Z 0 H ] �[ �
H
] �[
6
mm 21. 52 � 32. 0 soc � 21. 52 � � soc 1x s �
mm 21. 52 � 42. 05 � 2 1 � xp 2 1 �
1n
s �厚齿向法杆蜗○ 7
s �厚齿向轴杆蜗○ 6
1x
mm 42. 05 � 61 � 41. 3 � m� � x p �距齿向轴杆蜗○ 5
99.0= 3 �取�率效器轴联销柱性弹对两 23 �
22
�57.0= 1�取�率效杆蜗轮蜗 1 ��中式
4 2 � � 1� � � � � 23 � � 2
择选机动电和计设学动运、三
率效置装动传.�1� 机动电择选.1
4
H
力应用许的轮蜗算计.3 。8891-98001 T/BG f8 为注标,f 为类种隙侧。度精级 8 择选中度精杆蜗轮蜗 柱圆 8891-98001T/BG 从。造铸模沙� �2bP2nM83nZuCZ�铜黄造铸用选轮蜗�SBH072~552 到达度硬�钢质 调 54 用选杆蜗定决�发出则原的材取于易和寸尺构结少减�本成低降从�求要殊特有没�器机般一为器速减 法方理处热及料材的轮蜗择选.2 �AZ�杆蜗德米基阿.8891-58001 T/BG 型类动传杆蜗.1
剪叉式液压升降机毕业设计(机械CAD图纸)
剪叉式液压升降机设计摘要:双铰接剪叉式升降台的设计是在原由的剪叉式升降台的基础上,运用现在的灵活性、安全性、经济性等指标;结构以能够满足灵活性要求较高的汽车维修需要为前提,通过不同型号和响应福建达到满足物流、汽车维修等性能要求。
通过对双铰接剪叉式升降台机构位置参数和动力参数的技术,结合具体实例,对机构中良种液压缸布置方式分析比较,并根据要求对液压传动系统个部分进行设计计算最终确定液压执行元件-液压缸,通过对叉杆的各项受力分析确定台板与叉杆的载荷要求,最终完成剪叉式液压升降台的设计要求。
关键字:升降台;剪叉式;液压Abstract: Double-hinged scissors lifts in the design of the previously scissors lifts on the basis of the present application flexibility, security, economic and other indicators, structural flexibility to meet higher requirements of vehicle maintenance the need for premise, and the response by different models to meet Fu jian logistics, vehicle maintenance, and other performance requirements.Through the double-hinged scissors lifts Position parameter and the dynamic parameters of technology, combined with specific examples, the agency improved in the hydraulic cylinder layout analysis and comparison, and in accordance with the requirements of part of a hydraulic system design and calculation of final Pressure implementation components - hydraulic cylinder, through analysis of the fork-defined plate and fork-load requirements, the final completion of scissors hydraulic lifts the design requirements.Key Words:Cage assembly;Scissors forks are dyadic;Hydraulic pressure目录第一章绪论 (1)1.1 举升机的发展简史 (1)1.2 汽车举升机的设计特点 (2)1.3 汽车举升机的安全保证措施 (3)1.3.1 设计制造方面的安全保证措施 (3)1.3.2 使用维护方面的安全保证措施 (4)第二章剪叉式升降台的应用及其受力分析的讨论 (5)2.1剪叉式升降平台的三种结构形式 (5)2.2 双铰接剪叉式升降平台机构的位置参数计算 (6)2.3 双铰接剪叉式升降平台机构的动力参数计算 (8)2.4 剪叉式升降平台机构设计时应注意的问题 (9)2.5 针对性比较小实例: (9)2.6双铰接剪叉式升降平台机构中两种液压缸布置方式的分析比较 (12)2.6.1问题的提出:·························································132.6.2两种布置方式的分析和比较: (14)2.6.3实例计算 (15)第三章液压传动系统的设计计算 (20)3.1明确设计要求制定基本方案: (20)3.2制定液压系统的基本方案 (20)3.2.1确定液压执行元件的形式 (20)3.2.2 确定液压缸的类型 (22)3.2.3 确定液压缸的安装方式 (22)3.2.4 缸盖联接的类型 (22)3.2.5拟订液压执行元件运动控制回路 (22)3.2.6液压源系统 (22)3.3确定液压系统的主要参数 (23)3.3.1载荷的组成与计算: (23)3.3.2初选系统压力 (25)3.3.3计算液压缸的主要结构尺寸 (26)3.3.4确定液压泵的参数 (28)3.3.5管道尺寸的确定 (30)3.3.6油箱容量的确定 (31)3.4液压缸主要零件结构、材料及技术要求 (31)3.4.1缸体 (31)3.4.2活塞 (32)3.4.3活塞杆 (33)3.4.4活塞杆的导向、密封和防尘 (33)3.4.5液压缸的排气装置 (34)3.4.6液压缸安装联接部分的型式及尺寸 (35)3.4.7绘制液压系统原理图 (35)第四章台板与叉杆的设计计算 (39)4.1确定叉杆的结构材料及尺寸 (39)4.2横轴的选取 (43)结论 (44)致谢 (45)参考文献 (46)第一章绪论汽车举升机是现代汽车维修作业中必不可少的设备,它的主要作用就是为发动机、底盘、变速器等养护和维修提供方便。
机械常见实用设计图纸
1.轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。
如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
2.盘盖类零件这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。
在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。
如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。
3.叉架类零件这类零件一般有拨叉、连杆、支座等零件。
由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。
对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。
踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
在标注叉架类零件的尺寸时,通常选用安装基面或零件的对称面作为尺寸基准。
尺寸标注方法参见图。
4.箱体类零件一般来说,这类零件的形状、结构比前面三类零件复杂,而且加工位置的变化更多。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械设计中尺寸标注类知识,毕业前一定读懂它1.轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。
如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
2.盘盖类零件这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。
在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。
如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。
3.叉架类零件这类零件一般有拨叉、连杆、支座等零件。
由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。
对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。
踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
在标注叉架类零件的尺寸时,通常选用安装基面或零件的对称面作为尺寸基准。
尺寸标注方法参见图。
4.箱体类零件一般来说,这类零件的形状、结构比前面三类零件复杂,而且加工位置的变化更多。
这类零件一般有阀体、泵体、减速器箱体等零件。
在选择主视图时,主要考虑工作位置和形状特征。
选用其它视图时,应根据实际情况采用适当的剖视、断面、局部视图和斜视图等多种辅助视图,以清晰地表达零件的内外结构。
在标注尺寸方面,通常选用设计上要求的轴线、重要的安装面、接触面(或加工面)、箱体某些主要结构的对称面(宽度、长度)等作为尺寸基准。
对于箱体上需要切削加工的部分,应尽可能按便于加工和检验的要求来标注尺寸。
5.零件常见结构的尺寸注法常见孔的尺寸注法(盲孔、螺纹孔、沉孔、锪平孔);倒角的尺寸注法。
盲孔螺纹孔沉孔锪平孔倒角1.介绍表面粗糙度的概念及主要评定参数1)表面粗糙度的概念零件表面上具有较小间距的峰谷所组成的微观几何形状特性,称为表面粗糙度。
这主要是在加工零件时,由于刀具在零件表面上留下的刀痕及切削分裂时表面金属的塑性变形所形成的。
零件表面粗糙度是也是评定零件表面质量的一项技术指标,它对零件的配合性质、工作精度、耐磨性、抗腐蚀性、密封性、外观等都有影响。
在保证机器性能的前提下,为获得相应的零件表面粗糙度,应根据零件的作用,选用恰当的加工方法,尽量降低生产成本。
一般来说,凡零件上有配合要求或有相对运动的表面,表面粗糙度参数值要小。
2)表面粗糙度的代号、符号及其标注 GB/T 131-1993规定了表面粗糙度代号及其注法。
图样上表示零件表面粗糙度的符号见下表。
3)表面粗糙度的主要评定参数零件表面粗糙度的评定参数有:1)) 轮廓算术平均偏差(Ra)--在取样长度内,轮廓偏距绝对值的算术平均值。
Ra的数值及取样长度l见表。
2))轮廓最大高度(Rz)--在取样长度内,轮廓峰顶线与轮廓峰底线的距离。
使用时优先选用Ra参数。
2.表面粗糙度的标注要求4) 表面粗糙度的代号标注示例表面粗糙度高度参数Ra、Rz、Ry在代号中用数值标注时,除参数代号Ra可省略外,其余在参数值前需标注出相应的参数代号Rz或Ry,标注示例见表。
表面粗糙度的标注表面粗糙度中数字及符号的方向5) 表面粗糙度代(符号)在图样上的标注方法1)) 表面粗糙度代(符)号一般应注在可见轮廓线、尺寸界线或它们的延长线上,符号的尖端必须从材料外指向表面。
2)) 表面粗糙度代号中数字及符号的方向必须按规定标注。
3.表面粗糙度的标注示例在同一图样上,每一表面一般只标注一次代(符)号,并尽可能地靠近有关的尺寸线。
当空间狭小或不便标注时可以引出标注。
当零件所有表面具有相同的表面粗糙度要求时,可统一标注在图样的右上角,当零件的大部分表面具有相同的表面粗糙度要求时,对其中使用最多的一种代(符)号可以同时注在图样的右上角,并加注"其余"两字。
凡统一标注的表面粗糙度代(符)号及说明文字,其高度均应该是图样标注的1.4倍。
零件上连续表面、重复要素(如孔、齿、槽等)的表面和用细实线连接不连续的同一表面,其表面粗糙度代(符)号只注一次。
同一表面上有不同的表面粗糙度要求时,应用细实线画出其分界线,并注出相应的表面粗糙度代号和尺寸。
齿轮、螺纹等工作表面没有画出齿(牙)形时,其表面粗糙度代(符)号注法见图。
中心孔的工作表面,键槽的工作表面,倒角,圆角的表面粗糙度代号可以简化标注。
需要将零件局部热处理或局部镀(涂)覆时,应用粗点画线画出其范围并标注出相应尺寸,也可将其要求注写在表面粗糙度符号长边的横线上。
2.标准公差和基本偏差为便于生产,实现零件的互换性及满足不同的使用要求,国家标准《极限与配合》规定了公差带由标准公差和基本偏差两个要素组成。
标准公差确定公差带的大小,而基本偏差确定公差带的位置。
1)标准公差(IT)标准公差的数值由基本尺寸和公差等级来决定。
其中公差等级是确定尺寸精确程度的标记。
标准公差分为20级,即IT01,IT0,IT1,…,IT18。
其尺寸精确程度从IT01到IT18依次降低。
标准公差的具体数值见有关标准。
2)基本偏差基本偏差是指在标准的极限与配合中,确定公差带相对零线位置的上偏差或下偏差,一般指靠近零线的那个偏差。
当公差带在零线的上方时,基本偏差为下偏差;反之,则为上偏差。
基本偏差共有28个,代号用拉丁字母表示,大写为孔,小写为轴。
从基本偏差系列图中可以看出:孔的基本偏差A~H和轴的基本偏差k~zc为下偏差;,孔的基本偏差K~ZC和轴的基本偏差a~h为上偏差,JS和js的公差带对称分布于零线两边、孔和轴的上、下偏差分别都是+IT/2、-IT/2。
基本偏差系列图只表示公差带的位置,不表示公差的大小,因此,公差带一端是开口,开口的另一端由标准公差限定。
基本偏差和标准公差,根据尺寸公差的定义有以下的计算式:ES=EI+IT 或 EI=ES-IT ei=es-IT或 es=ei+IT 孔和轴的公差带代号用基本偏差代号与公差带等级代号组成。
配合基本尺寸相同的、相互结合的孔和轴公差带之间的关系,称为配合。
根据使用要求的不同,孔和轴之间的配合有松有紧,因而国标规定配合种类:1)间隙配合孔与轴装配时,有间隙(包括最小间隙等于零)的配合。
孔的公差带在轴的公差带之上。
2)过渡配合孔与轴装配时,可能有间隙或过盈的配合。
孔的公差带与轴的公差带互相交叠。
3)过盈配合孔与轴装配时有过盈(包括最小过盈等于零)的配合。
孔的公差带在轴的公差带之下。
基准制:在制造配合的零件时,使其中一种零件作为基准件,它的基本偏差一定,通过改变另一种非基准件的基本偏差来获得各种不同性质配合的制度称为基准制。
根据生产实际的需要,国家标准规定了两种基准制。
1)基孔制(如左下图所示)基孔制--是指基本偏差为一定的孔的公差带与不同基本偏差的轴的公差带形成各种配合的一种制度。
见左下图。
基孔制的孔称为基准孔,其基本偏差代号为H,其下偏差为零。
2)基轴制(如右下图所示)基轴制--是指基本偏差为一定的轴的公差带与不同基本偏差的孔的公差带形成各种配合的一种制度。
见右下图。
基轴制的轴称为基准轴,其基本偏差代号为h,其上偏差为零。
配合代号配合代号由孔和轴的公差带代号组成,写成分数形式,分子为孔的公差带代号,分母为轴的公差带代号。
凡是分子中含H的为基孔制配合,凡是分母中含h的为基轴制配合。
例如φ25H7/g6的含义是指该配合的基本尺寸为φ25、基孔制的间隙配合,基准孔的公差带为H7,(基本偏差为H公差等级为7级),轴的公差带为g6(基本偏差为g,公差等级为6级)。
例如φ25N7/h6 的含义是指该配合的基本尺寸为φ25、基轴制过渡配合,基准轴的公差带为h6,(基本偏差为h,公差等级为6级),孔的公差带为N7(基本偏差为N,公差等级为7级)。
公差与配合在图样上的标注1)在装配图上标注公差与配合,采用组合式注法。
2)在零件图上的标注方法有三种形式。
4.形位公差零件加工后,不仅存在尺寸误差,而且会产生几何形状及相互位置的误差。
圆柱体,即使在尺寸合格时,也有可能出现一端大,另一端小或中间细两端粗等情况,其截面也有可能不圆,这属于形状方面的误差。
阶梯轴,加工后可能出现各轴段不同轴线的情况,这属于位置方面的误差。
所以,形状公差是指实际形状对理想形状的允许变动量。
位置公差是指实际位置对理想位置的允许变动量。
两者简称形位公差。
形位公差项目符号1) 形状和位置公差的代号国家标准GB/T 1182-1996规定用代号来标注形状和位置公差。
在实际生产中,当无法用代号标注形位公差时,允许在技术要求中用文字说明。
形位公差代号包括:形位公差各项目的符号,形位公差框格及指引线,形位公差数值和其他有关符号,以及基准代号等。
框格内字体的高度h与图样中的尺寸数字等高。
2) 形位公差标注示例一根气门阀杆,在图中所标注的形位公差附近添加的文字,只是为了给读者作说明而重复写上的,在实际的图样中不需要重复注写。
1.零件上的铸造结构1) 铸造圆角当零件的毛坯为铸件时,因铸造工艺的要求,铸件各表面相交的转角处都应做成圆角。
铸造圆角可防止铸件浇铸时转角处的落砂现象及避免金属冷却时产生缩孔和裂纹。
铸造圆角的大小一般取R=3~5mm,可在技术要求中统一注明。
2) 起模斜度用铸造的方法制造零件毛坯时,为了便于在砂型中取出模样,一般沿模样拔模方向作成约1∶20的斜度,叫做拔模斜度。
因此在铸件上也有相应的拔模斜度,这种斜度在图上可以不予标注,也不一定画出,如下图所示;必要时,可以在技术要求中用文字说明。
3) 铸件厚度当铸件的壁厚不均匀一致时,铸件在浇铸后,因各处金属冷却速度不同,将产生裂纹和缩孔现象。
因此,铸件的壁厚应尽量均匀,见上图;当必须采用不同壁厚连接时,应采用逐渐过渡的方式,见上图。
铸件的壁厚尺寸一般采用直接注出。