SPM制程教材
IPQC制程培训教材课件(2)

回流工序: 機器---回流爐型號,回流爐程式,回流爐溫區設定,回流爐溫度測定,回流爐 溫度判定,鏈條寬度,爐速設定,機器點檢表 過爐---過爐間距(前后,左右),方向,過爐工裝(型號,規格,冷卻)
….
后饋
成品 半成品
IPQC制程審核培訓教材
IPQC制程審核的依據
According to what…?
IPQC制程審核的依據有哪些呢? 主要有以下几方面的依據:. 1.生產工藝流程---規定了產品的生產工藝,機器配置,人員配置,工
裝夾具,輔助材料 2.品質控制流程---規定了各工序控制要點,控制方法,檢查頻率,相
IPQC制程審核培訓教材
生產線5S檢查
5S審核要點介紹
人員5S:穿著,靜電,言談,禮貌,离位後物品歸位,上下班按規定要求,遵守公司 及車間規定,不亂扔垃圾,不隨地吐痰,不損壞公物,不惡意損壞產品
工位5S:工位整洁,產品/工具擺放有序,數量受控,正确統一標識,作業指引正 确展示于工位
機器設備5S:機器內外清洁,無油污,散料,廢屑,作業指引整洁/完整,正确展示 緊急制動按鈕清楚標識,安全Sensor動作可靠,儀器儀表正常運作, 輔助工具整齊歸位,正确標識,各參數按規定點
包裝工序: 人員---上崗證,作業指引,包裝方式,輔助工具,包裝數量,靜電防護
IPQC制程審核培訓教材
IPQC制程審核要點講解
分工序審核要點介紹
FCT工序: 機器---測試程式(型號,版本),測試針位,定位PIN,防錯方法(紅外感應Sensor, PCBA置入方向防錯,雙手按鈕設定),氣壓,電壓,漏電,樣板測試,測試 步驟指示,測試PIN平整度,點檢表,測試碟,接口确認 人員---上崗證,作業指引,測試記號,測試記錄,不良標識,不良代碼,放置,輔助 工具(酒精,毛刷),不良打印,靜電防護
SPC制程管制教材
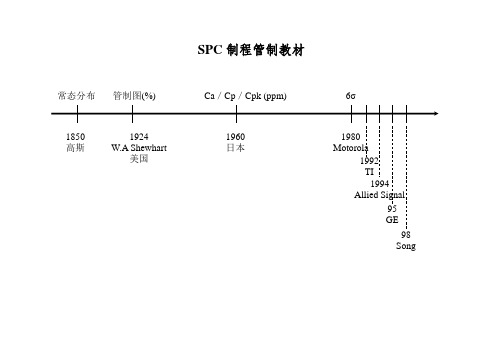
SPC制程管制教材常态分布1850 高斯管制图(%)1924W.A Shewhart美国1960日本Ca/Cp/Cpk (ppm) 6σ1980Motorola1992TI1994Allied Signal95GE98Song概述◎统计方法的定义:资料的收集、整理与讲明,并导出结论或加以推广。
◎资料种类:计数值(间断资料,Discrete Data)计量值(连续资料,Continuous Data)◎资料来源:原材料制程(制程参考)检验(产品特性)群体与样本x n s数字数据处理的步骤2.分类的决定:分成几类,幸免重复及遗漏。
3.分类后整理:进行归类。
4.列表:按照结果编成适用的表式。
5.绘图:绘成统计图。
统计技术之应用市场分析产品设计相依性规格、寿命及耐用性推测制程管制及制程能力研究制程改善安全评估/风险分析验收抽样数据分析,绩效评估及不良分析SPC使用之统计技术柏拉图(决定管制重点)统计检定管制图抽样打算变异数分析/回来分析制程管制系统制程:制程乃指人员、设备、材料、方法及环境的输入,经由一定的整理程序而得到输出的结果,一样称之成品。
成品经观看、量测或测试可衡量其绩效。
SPC所管制的制程必须符合连续性原则。
绩效报告:从衡量成品得到有关制程绩效的资料,由此提供制程的管制计策或改善成品。
制程中计策:是防患于未然的一种措施,用以预防制造出不合规格的成品。
成品改善:对差不多制造出来的不良品加以选不,进行全数检查并修理或报废。
常态分配常态分配管制界限的构成共同缘故与专门缘故之变异共同缘故:制程中变异因素是在统计的管制状态下,其产品之特性有固定的分配。
专门缘故:制程中变异因素不在统计的管制状态下,其产品之特性没有固定的分配。
制程中只有共同缘故的变异制程中有专门缘故的变异第一种错误与第二种错误(αrisk ;βrisk)第一种错误与第二种错误(αrisk ;βrisk)第一种错误与第二种错误(αrisk ;βrisk)共同缘故与专门缘故之计策专门缘故之计策(局部面)通常会牵涉到排除产生变异的专门缘故能够由制程人员直截了当加以改善大约能够解决15%之制程上之咨询题共同缘故之计策(系统面)通常必须改善造成变异的共同咨询题经常需要治理阶层的努力与计策大约85%的咨询题是属于此类系统SPC导入流程计量值/计数值管制图公式汇总X–R管制图(平均值与全距)1.公式:X管制图CL=XUCL=X+A2RLCL=X-A2RR管制图CL= RUCL=D4RLCL=D3R2.实例:某工厂制造一批紫铜管,应用X-R管制图来操纵其内径,尺寸单位为m/m,利用下页数据表之资料,求得其管制界限并绘图。
线材制程培训教材
合金钢)制程灵活的选择搭配。
3.5名词解释:
强度:材料在外力(载荷)作用下,抵抗变形和断裂的能力,材料单位面积受载荷称应力。
屈服点(бs):称屈服强度,指材料在拉抻过程中,材料所受应力达到某一临界值时,载荷不再增加变形却继续增加时应力值,单位用牛顿/毫米2(N/mm2)表示。
金属表面的锈斑、氧化皮等除去,以得到清净的表面,使利于磷化和皂化膜处理
得以顺利进行。
b草酸:盐酸浸泡后表面残留盐酸,草酸将残留盐酸中和,并清除表面水锈.
c磷化:磷化液主要成分是磷酸锌,磷化是一种化学与电化学反应形成磷化盐化
学转化膜的过程,所形成的磷化盐转化膜称之为“磷化膜"。磷化的目的主要是:
给线材基体提供保护,在一定的程度上防止线材被腐蚀,在线材冷间塑性变形
A设备概况:酸洗车间设计为流水线式生产,由6个盐酸池、4个水池、1个草酸池、2个磷化池、1个润滑池和1个烘干箱组成。
B酸洗披覆原理:主要是药液流水线浸泡控制,分别为盐酸、草酸、磷化、润滑皂。
a盐酸:线材表面经腐蚀生锈和球化会残留附着的锈斑或氧化皮。这些锈斑、氧
化皮将会对磷化处理造成不良的影响,即无法生成磷化膜,因此酸洗的目的是将
加工中达到减少摩擦增加润滑性能的作用。
d润滑皂:润滑皂的主要成分是硬脂酸钠,冷间变形加工,如果仅是磷化皮膜则
其摩擦系数很高,不能付予加工时充分的润滑性,因此必须在加以润滑皂处理,
使线材表面与润滑剂形成一层膜,做为线材与模具之间的润滑介质,保障精抽
时拉拔速度和线材不被划伤,并使成品线材具备一定的防锈功能。
C操作方法:装料完成后,放置好内罩,内罩通过液压爪压紧与炉基的耐高温密封胶圈密封,形成严密的空间。在整个管路和内罩通过气密监测后,向炉内通入大量氮气把空气排除,当氧含量达到安全值后开始放置加热罩并点火,点火同时,开始进入氢气把氮气排出。加热罩这时对内罩加热,内罩通过热辐射的方式对线材加热,直至完成退火曲线,然后换成冷却罩继续冷却,最后进入氮气排走氢气,满足安全要求后可打开内罩出线.
《制程管理教材》课件

2. 流程改进
通过引入改进措施,如精 简步骤、自动化和标准化, 提高流程效率和质量。
3. 流程监控
定期监控和评估流程的绩 效,以确保流程保持高效 并满足业务需求。
常见问题及解决方案
1
问题:流程延迟
解决方案:通过优化资源分配和流程设计,减少流程延迟。
《制程管理教材》PPT课 件
欢迎使用《制程管理教材》PPT课件!本教材旨在介绍制程管理的重要性、方 法以及解决常见问题的方案。通过本课件,您将了解到制程管理在提升业务 的效率和团队合作中的巨大潜力。
教材概览
模块一
制程管理介绍
模块三
制程管理的重要性
模块五
常见问题及解决方案
模块二
制程管理概念和定义
模块四
2
问题:质量问题
解决方案:引入质量控制方法和培训,提升产品和服务的质量。
3
问题:沟通不畅
解决方案:建立有效的沟通渠道和团队合作机制,促进信息流动。
总结与结论
制程管理是一种关键的管理方法,可以帮助组织提高工作效率、质量和可持 续发展能力。通过流程分析、改进和监控,制程管理为组织带来了丰富的机 遇和益处。
制程管理方法
模块六
总结与结论
制程管理介绍
什么是制程管理?
制程管理是一种系统性的方法,用于规范和优 化组织内的业务流程,以提高效率和质量。
团队合作的重要性
在制程管理中,团队合作是至关重要的。通过 协作,团队成员可以共同改进流程并取得更好 的结果。
制程管理概念和定义
制程管理是指通过标准化和持续改进,管理和优化组织内的各种业务流程。 它涉及流程设计、执行和监控,以确保流程的高效运行。
SPM制程教材
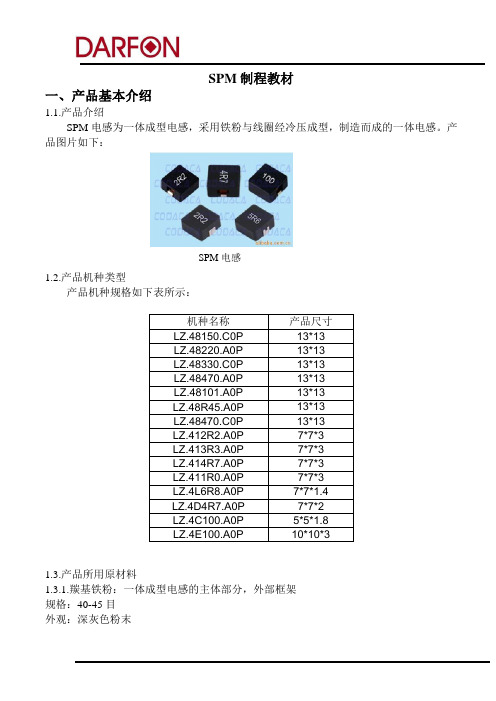
SPM 制程教材一、产品基本介绍1.1.产品介绍SPM 电感为一体成型电感,采用铁粉与线圈经冷压成型,制造而成的一体电感。
产品图片如下:1.2.产品机种类型产品机种规格如下表所示:机种名称 产品尺寸 LZ.48150.C0P13*13 LZ.48220.A0P 13*13 LZ.48330.C0P 13*13 LZ.48470.A0P 13*13 LZ.48101.A0P 13*13LZ.48R45.A0P13*13 LZ.48470.C0P13*13 LZ.412R2.A0P 7*7*3 LZ.413R3.A0P 7*7*3 LZ.414R7.A0P 7*7*3 LZ.411R0.A0P 7*7*3 LZ.4L6R8.A0P 7*7*1.4 LZ.4D4R7.A0P 7*7*2 LZ.4C100.A0P 5*5*1.8 LZ.4E100.A0P 10*10*31.3.产品所用原材料1.3.1.羰基铁粉:一体成型电感的主体部分,外部框架 规格:40-45目 外观:深灰色粉末SPM 电感储存条件:项目铁粉开封 未开封 送粉器温度 25℃ 20℃ 25℃ 湿度 60%以下 50-60% 60%以下 保存期限 3Days 1Month 3Days1.3.2.铜线线圈+Clip :一体成型电感的骨架部分储存条件:项目线圈开封 未开封温度 25℃ 20℃ 湿度 50-60% 50-60% 保存期限 3-6Months 3-6MonthsSPM 用铜线线圈 羰基铁粉二、产品制程2.1产品基本生产流程2.2产品生产流程具体介绍 2.2.1绕线站 设备:绕线机制程说明:将铜线绕制成为具有一定形状、圈数、高度及宽度的线圈。
要求:(1)线圈基本参数(圈数、高度、宽度)符合SOP 要求 (2)线圈排列要层次分明且紧密2.2.2点焊站 设备:点焊机制程说明:将绕线OK 的线圈与Clip 经点焊进行组合,满足成型机成型要求 要求:(1)点焊点无发黑,线圈与Clip 组合强度符合强度标准 (2)点焊后,线圈要平整,无翘起、无损伤。
制造过程管理教材
6.2.1 耗材采購單位在取得耗材樣品及測試報告後,將其一 並轉給耗材承認單位(制工/工程/工具室等),以確認 HSF符合性,若供方無法提供有害物質測試報告時, 則承認單位需取足夠樣品送化學實驗室測試,以確認 樣品是否符合要求,有害物質含量要求參考<<綠色采 購規范>>(DQS-ZZ09-13 A1)
>6.8.4設備(治工具)的保養要求
用于生產HSF產品的設備(治/工具)保養時使用的油 品及溶劑如果可能對產品造成污染﹐則其必須是經過 確認符合HSF要求且列在本公司生產耗材清單中的管 制耗材。
生產耗材管理作業辦法//DQS-ZZ09-19
目的:明確HSF產品生產過程中所使用的制程耗
材的采購、承認、使用管理作業要求,以 防止各事業單位的HSF產品在生產過程中 被污染,以保證產品的HSF符合性。
生產耗材管理作業辦法//DQS-ZZ09-19
輸入 作業流程 輸出 責任單位 重點作業說明 由制造單位依實際生產需要 提出耗材需求,並由負責耗 材采購的部門通知供方送樣 耗材承認單位要求供方提供 相關的耗材檢測報告,或取 樣送化學實驗室測試,判定 其HSF符合性 使用表單
N
產品的制程
生產耗材 需求提出
如:焊錫用烙鐵、SMT錫膏攪拌用小鏟刀、印刷用鐵網、浸 錫用的小錫盧、波峰焊機等。
制程管制作業辦法//DQS-ZZ09-01
>6.8:生產制程中生產耗材的管控
6.8.1:生產單位必需確保生產耗材中所使用的化學
品及耗材是列入生產耗材清單中的材料
6.8.2:品保單位必需對生產過程中使用的化學品及
耗材進行確認,以確保使用的符合性
設備(治工具)管理作業辦法//DQS-ZZ09-02
制程英文对照表
序号制程英文读音序号制程英文读音1冲压Stamping [ˈstæmpɪŋ]1压铸Die casting [ˈkɑːstɪŋ]2落料blank [blæŋk]2腔数;穴数Cavity[ˈkævəti]3冲孔 punching [ˈpʌntʃɪŋ]3丝印Silk screen [ˈsɪlk skriːn]4切边Trimming[ˈtrɪmɪŋ]4激光切割Laser cutting [ˈleɪzə(r) ˈkʌtɪŋ]5折弯bend [bend] 5蚀刻 Etching [ˈetʃɪŋ]6成型molding [ˈməʊldɪŋ]6油墨遮蔽(盖)Ink cover [ɪŋk ˈkʌvər]7CNC_4轴CNC(4axis)7研磨Grind [ɡraɪnd]8车铣复合Car milling compound8切Cut [kʌt]9锻压forging[ˈfɔːdʒɪŋ]9切断Cutting [ˈkʌtɪŋ]10热锻Hot forging[hɒt ˈfɔːdʒɪŋ]10挤压Extrusion [ɪkˈstruːʒn]11粘油Viscous oil [ˈvɪskəs ɔɪl] 11保压Pressure maintaining [ˈpreʃə(r) meɪnˈteɪnɪŋ] 12退火 annealing [əˈniːlɪŋ]12热压Hot pressing [hɒt ˈpresɪŋ]13回火tempering [ˈtempərɪŋ]13包布Wrapped cloth[ræpt klɔːθ]14固溶solid solution [ˈsɒlɪd səˈluːʃn]14组装Assemble[əˈsembl]15时效Aging treatment [ˈeɪdʒɪŋˈtriːtmənt]15点胶Gluing [ˈɡluːɪŋ]16皮膜Skin membrane [skɪn ˈmembreɪn] 16热熔Hot melting[hɒt ˈmeltɪŋ]17皂化Saponification17焊接welding[ˈweldɪŋ]18T处理T handle [tiːˈhændl]18贴膜Pad pasting[pæd ˈpeɪstɪŋ]19注塑molding [ˈməʊldɪŋ]1920打磨Polishing [ˈpɒlɪʃɪŋ]20原材料Material[məˈtɪəriəl]21抛光Polishing [ˈpɒlɪʃɪŋ]21铝挤型材Al Extrusion [ɪkˈstruːʒn] juie22喷砂Sandblasting [ˈsændblɑːstɪŋ]22进料检验Incoming inspection [ˈɪnkʌmɪŋɪnˈspekʃn] 23阳极Anodizing [ˈænədaɪzɪŋ]23全检Full inspection [fʊl]24喷涂spray [spreɪ] 24包装Packing [ˈpækɪŋ]25镭雕laser [ˈleɪzə(r)] 25出货Shipment[ˈʃɪpmənt]26滚动研磨Tumbling [ˈtʌmblɪŋ]26吸塑盘Tray [treɪ]27铸造casting [ˈkɑːstɪŋ]27卷盘Reel[riːl]28电镀Plating [ˈpleɪtɪŋ]28良率Yield [jiːld]29钝化Passivation2930洗白White wash [waɪt] [wɒʃ] 30项目Project prəˈdʒekt31清洗Cleaning [ˈkliːnɪŋ]31领导Leader[ˈliːdə(r)]32超声波Ultrasonic[ˌʌltrəˈsɒnɪk] 32星期一Monday(Mod)[ˈmʌndeɪ]33碱洗Caustic wash [ˈkɔːstɪk wɑːʃ]33星期二Tuesday(Tue) [ˈtjuːzdeɪ]34酸洗Acid wash [ˈæsɪd wɑːʃ]34星期三Wednesday(Wed) [ˈwenzdeɪ]35烤漆Paint [peɪnt] 35星期四Thursday(Thu) [ˈθɜːzdeɪ] she36拉丝Drawbench36星期五Friday(Fri) [ˈfraɪdeɪ] f rai37电泳Electrophoresis37星期六Saturday(Sat) [ˈsætədeɪ] sha38冲压每分钟冲次Stamping times perminute(SPM)20-4038星期日Sunday(Sun)[ˈsʌndeɪ]39每小时产出Hourly output(UPH)3940成本Cost[kɒst] 40颜色 colour [ˈkʌlə(r)] 41降低成本Cost down [kɒst daʊn] 41红色Red[red]42安排计划Schedule[ˈskedʒuːl]42黄色Yellow[ˈjeləʊ] 43客户Customer [ˈkʌstəmə(r)] 43蓝色Blue [bluː]44内部Internal [ɪnˈtɜːnl]44灰色Gray [ɡreɪ]45图档/绘图Drawing [ˈdrɔːɪŋ]45金色Golden [ˈɡəʊldən] 46工艺流程Flowchart [ˈfləʊtʃɑːt]46黑色Black[blæk]47过程Process [ˈprəʊses , prəˈses] 47银色Silver [ˈsɪlvə(r)] 48加工前(之前)Before[bɪˈfɔː(r)]4849加工后(之后)After [ˈɑːftə(r)]495050制程英文对照表。
SPM_工艺
Page 14
2 TM elongation (%)
filename.ppt
Group / Region / Department Protection notice / Copyright notice
Skin Pass Mill Process Mechanical Properties
Strain Ageing
Page 15
Date
Author
filename.ppt
Group / Region / Department Protection notice / Copyright notice
Skin Pass Mill Process Surface Conditioning
0.8
Strip Ra WR Ra
„Lüders-range“
Stress [ N/mm²]
Stress σ
Elongation [%]
Strain
Page 6
After Annealing
Date
Author
% Elongation
After Tempering
filename.ppt
Group / Region / Department Protection notice / Copyright notice
0
Page 17
Date
0.5
半导体制程
HF
HF
SiF4
/ /
44
Dry Clean Technology
UV/O3 Dry Clean
Photochemically-
enhanced cleaning
O2
UV
O2
O
O3
; ( HF IPA+N2+Cl2)
/ /
45
ቤተ መጻሕፍቲ ባይዱ
Ultrasonic(20k~50kHz)
z :(1)
(2)
Super Ultrasonic (~850KHz)
z z
/ /
46
Jet spray/Scrubbing
z
metallization, CVD, Epi
z
z
DIW
/ /
47
Surface Scan
Measurement of particles on the wafer
/ /
48
/ /
7
–
RIE 1010 atom/cm2
/ /
8
/ /
9
Caro Clean or Piranha Clean
(SPM, H2SO4:H2O2=4:1 @110 ºC~130 ºC)
z
: H2O2
H2SO4 + O3
z O3
Chilled DI + O3
z
O3
z
H2SO4
/ /
26
Footprint
DI
smt全流程培训教材
5.1.4热风式再流炉通过热风的层流运动传递热能
工序四、检查
对贴装好或焊接好的产品进行的外观检验或工能检测。
第
第五课:SMT常用术语
1、SMT的全称是Surface mount(或mounting) technology,中文意思为表面粘着(或贴装)技术。
2、ESD的全称是Electro-static discharge,中文意思为静电放电。
11.ISO知识P54-63
12.手工焊接介绍及焊接标准P64-67
13.SMT制程异常及原因对策P68
1、何为SMT
SMT(Surface Mount Technology)表面贴装技术
是将SMT专用电子零件 (SMD)经由焊接媒介物(例如:锡膏SOLDERPASTE或接着剂ADHESIVE焊接于电路板上的技术,此技术为美国60年代末,为发展太空科技而研发的高科技技术,后被日本加以改良,广泛运用于产业科技而普及化。
2、 工厂现有的贴装过程控制点
2.1 SMT贴装目前主要有两个控制点:
2.1.1物料损耗控制(抛料记录表)
2.1.2机器的贴装质量控制,(QC检查不良记录表)
2.2工厂现有的机器维护保养工作.(附日、周、月保养内容)
2.2.1工厂现有机器维护保养工作主要分日保养,周保养,月保养三个阶段。
3、表面贴装方法分类
第三类
TYPE III顶面采用穿孔元件,底面采用表面贴装元件
工序:滴(印)胶=>贴装元件=>烘干胶=>反面=>插元件=>波峰焊接
工序
5.1回流炉的分类
5.1.1热板式再流炉
它以热传导为原理,即热能从物体的高温区向低温区传递
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SPM 制程教材
一、产品基本介绍
1.1.产品介绍
SPM 电感为一体成型电感,采用铁粉与线圈经冷压成型,制造而成的一体电感。
产品图片如下:
1.2.产品机种类型
产品机种规格如下表所示:
机种名称 产品尺寸 LZ.48150.C0P
13*13 LZ.48220.A0P 13*13 LZ.48330.C0P 13*13 LZ.48470.A0P 13*13 LZ.48101.A0P 13*13
LZ.48R45.A0P
13*13 LZ.48470.C0P
13*13 LZ.412R2.A0P 7*7*3 LZ.413R3.A0P 7*7*3 LZ.414R7.A0P 7*7*3 LZ.411R0.A0P 7*7*3 LZ.4L6R8.A0P 7*7*1.4 LZ.4D4R7.A0P 7*7*2 LZ.4C100.A0P 5*5*1.8 LZ.4E100.A0P 10*10*3
1.3.产品所用原材料
1.3.1.羰基铁粉:一体成型电感的主体部分,外部框架 规格:40-45目 外观:深灰色粉末
SPM 电感
储存条件:
项目
铁粉
开封 未开封 送粉器
温度 25℃ 20℃ 25℃ 湿度 60%以下 50-60% 60%以下 保存期限 3Days 1Month 3Days
1.3.
2.
铜线线圈+Clip :一体成型电感的骨架部分
储存条件:
项目
线圈
开封 未开封
温度 25℃ 20℃ 湿度 50-60% 50-60% 保存期限 3-6Months 3-6Months
SPM 用铜线线圈 羰基铁粉
二、产品制程
2.1产品基本生产流程
2.2产品生产流程具体介绍 2.2.1绕线站 设备:绕线机
制程说明:将铜线绕制成为具有一定形状、圈数、高度及宽度的线圈。
要求:
(1)线圈基本参数(圈数、高度、宽度)符合SOP 要求 (2)线圈排列要层次分明且紧密
2.2.2点焊站 设备:点焊机
制程说明:将绕线OK 的线圈与Clip 经点焊进行组合,满足成型机成型要求 要求:
(1)点焊点无发黑,线圈与Clip 组合强度符合强度标准 (2)点焊后,线圈要平整,无翘起、无损伤。
2.2.3裁肋站 设备:裁肋机 设备安装要求: 气压:6~7±0.5Kg/cm 2
裁肋机 外观全检 电气性能测试 喷印包装 裁肋 成型 烘烤 折脚 绕线 点焊
制程说明:使用气动装置将支撑线圈的中间肋裁掉便于后续成型站成型 要求:
(1)裁肋后线圈平整,无翘起
(2)铜线漆包膜无损伤,线圈不松散
2.2.4成型站 设备:成型机 设备安装要求:
电压:双相交流电380V
循环冷却水压力:2.5±0.5Kg/cm 2; 冷却水流量:12L/min ; 冷却水水温:28°C 气压:6~7±0.5Kg/cm 2
制程说明:使用一定规格的成型模具,在一定的压力下将羰基铁粉与裁肋后的线圈压合成为具有一定规格尺寸的, 要求:
(1)成型后压合半成品尺寸符合SOP 外观尺寸要求 (2)压合后不可有裂纹、缺损、畸形。
(3)压合后半成品摆放时要轻拿轻放,不可摔碰,不可叠压。
半成品摆放到烤盘上时,半成品之间要有3-4mm 间隙。
储存条件:
项目
半成品
成型未烘烤
温度 25℃ 湿度 60%以下 保存期限 8Hours
成型机
2.2.5烘烤站
设备:烤箱或隧道炉 设备安装要求: 电压:单相220V
制程说明:将压合成型后的半成品进行烘烤,使产品结合强度增大。
段數 溫度(℃) 時間(Min) 時間(Min) 1 55 30 90
2 75 20
3 90 20
4 100 20
5 110 30 180
6 120 30
7 130 20
8 140 20
9 150 20 10 160 20 11 170 20 12 180 20 13 180 30 30
要求:
产品烘烤后不可有裂纹、破损、崩裂
烘烤温度曲线5555557575
9090
100100
110110110
120120*********
140140
150150
160160
170
170
18018018018018050
70
90110130
150170
190
10
20
30
40
50
60
70
80
90
100
110
120
130
140
150
160
170
180
190
200
210
220
230
240
250
260
270
280
290
300
烘烤时间
烘烤温度
2.2.6折脚站 设备:折脚机 设备安装要求:
电压:单相220V ;气压:6~7±0.5Kg/cm 2
制程说明:将烘烤完成的半成品平起的PIN 脚折起,扣于产品底部。
要求:折起的PIN 脚部位不可折断,产品不可有裂纹,严重破损
2.2.7电器性能测试
设备:电感测试机或电感元器件测试仪 制程说明:对产品的电器性能进行检测 (1)电感测试: A.量測電感之感量
B.可設定1MHz 之測試頻率
(2)ECG 测试:
A.繞線元件脈衝測試器10000V
B.檢驗線圈之絕緣不良:层間短路;跨線短路;出腳短路
(3)电阻测试:
A.量測電感之阻抗(DCR)
B.0.001m Ω~ 1.9999M Ω的測量範圍
2.2.8
外观检测
设备:CCD 或Auto VC
制程说明:对产品的外观进行检测,将不合格品挑出 要求:产品外观无裂纹、无凸起,破损规格在规定范围内
自动折脚机
2.2.9喷印包装
设备:包装机或Auto VC
制程说明:
(1)按规格要求在产品上表面进行喷印(2)使用一定规格的包装带对产品进行包装。