炉温曲线分析
SMT制程与炉温曲线

SMT制程特点
01
02
03
04
高效
SMT制程具有高效率的生产 能力,能够快速、准确地贴装
大量电子元件。
自动化
SMT制程采用自动化设备进 行生产,减少了人工操作,提 高了生产效率和产品质量。
轻薄短小化
SMT技术使得电子产品更加 轻薄短小,方便携带和使用。
多样化
SMT制程能够实现多样化、 小型化的电子元件贴装,满足
不同产品的需求。
SMT制程应用
通讯设备
手机、路由器、交换机等通讯 设备广泛应用SMT技术。
消费电子
平板电脑、数码相机、MP3播 放器等消费电子产品也大量采 用SMT技术。
汽车电子
大规模生产
新型炉温曲线技术适用于大规模、连续的生产线,能够提高生产效 率和产品质量。
特殊环境
在高温、高压、腐蚀等特殊环境下,新型炉温曲线技术能够提供准 确的温度监测和调控。
新型炉温曲线技术的优势与挑战
优势
新型炉温曲线技术具有高精度、快速、非接触、耐恶劣环境 等优点,能够提高产品质量和生产效率,降低能耗和生产成 本。
元件及炉膛内气流情况。
02
温度偏差
比较各区域温度是否一致,若存在较大偏差,可能是由于热场不均、加
热元件老化或热敏元件安装位置不当等原因。处理方法包括调整热场分
布、更换加热元件或重新安装热敏元件。
03
温度过冲
观察温度曲线是否在启动或停止阶段出现突然的峰值或谷值,可能是由
于加热或冷却速率过快、热敏元件响应延迟等原因。处理方法包括调整
汽车导航系统、安全气囊控制 系统等汽车电子产品也广泛应 用SMT技术。
回流炉炉温曲线讲解

回流炉炉温曲线讲解
本课件PPT仅供大家学习使用 学习完请自行删除,谢谢! 本课件PPT仅供大家学习使用 学习完请自行删除,谢谢! 本课件PPT仅供大家学习使用 学习完请自行删除,谢谢! 本课件PPT仅供大家学习使用 学习完请自行删除,谢谢!
ECD炉温测试仪进炉前
ECD炉温测试仪出炉后
ECD炉温测试仪测得曲线结果
ECD炉温测试仪
ECD炉温测试仪详细介绍
ECD炉温测试仪优点及操作手册 请参考ECБайду номын сангаас炉温测试仪介绍附件
深圳市意希帝科技 谢谢
回流炉温曲线回流区作用
回流阶段,温度继续升高越过回流线,锡膏融化并发生 润湿反响,开场生成金属间化合物层。到达最高温度〕, 然后开场降温,落到回流线以下,焊锡凝固。
回流区同样应考虑温度的上升和下降斜率不能使元件受 到热冲击。回流区的最高温度是由PCB板上的温度敏感 元件的耐温能力决定的。在回流区的时间应该在保证元 件完成良好焊接的前提下越短越好,一般为30-60秒最 好,过长的回流时间和较高温度,如回流时间大于90秒, 最高温度过大,会造成金属间化合物层增厚,影响焊点 的长期可靠性。
焊点的位置一般为选取元件的焊脚和焊盘接触的地方。焊点不能太 大,以焊牢为准。焊点大,温度反响迟后,不能准确反映温度变化, 尤其是对QFP等细间距焊脚。对特殊的器件如BGA还需要在PCB板 下钻孔,把热偶线穿到BGA下面。
热偶线的安装位置一般根据PCB板的工艺特点来选取,如双面板应 在板上下都安装热偶线,大的IC芯片脚要安装,BGA件要安装,某 些易造成冷焊的元件〔如金属屏蔽罩周围,散热器周围元件〕一定 要放置。 还有就是你认为要研究的焊接出了问题的元件。
2020A-炉温曲线
2020年高教社杯全国大学生数学建模竞赛题目(请先阅读“全国大学生数学建模竞赛论文格式规范”)A题炉温曲线在集成电路板等电子产品生产中,需要将安装有各种电子元件的印刷电路板放置在回焊炉中,通过加热,将电子元件自动焊接到电路板上。
在这个生产过程中,让回焊炉的各部分保持工艺要求的温度,对产品质量至关重要。
目前,这方面的许多工作是通过实验测试来进行控制和调整的。
本题旨在通过机理模型来进行分析研究。
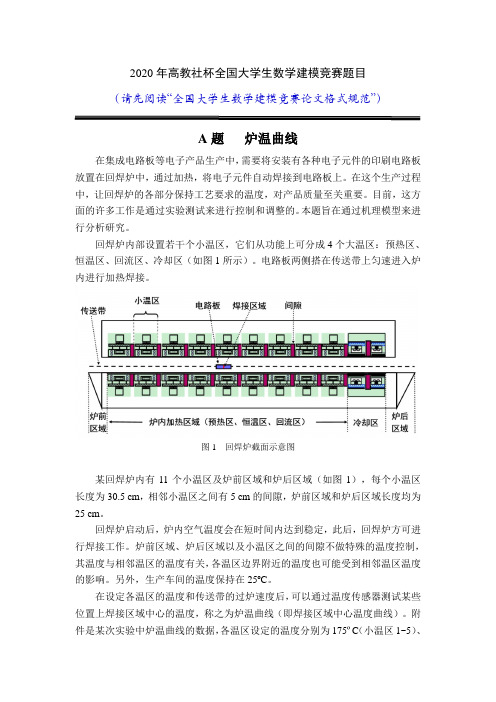
回焊炉内部设置若干个小温区,它们从功能上可分成4个大温区:预热区、恒温区、回流区、冷却区(如图1所示)。
电路板两侧搭在传送带上匀速进入炉内进行加热焊接。
图1 回焊炉截面示意图某回焊炉内有11个小温区及炉前区域和炉后区域(如图1),每个小温区长度为30.5 cm,相邻小温区之间有5 cm的间隙,炉前区域和炉后区域长度均为25 cm。
回焊炉启动后,炉内空气温度会在短时间内达到稳定,此后,回焊炉方可进行焊接工作。
炉前区域、炉后区域以及小温区之间的间隙不做特殊的温度控制,其温度与相邻温区的温度有关,各温区边界附近的温度也可能受到相邻温区温度的影响。
另外,生产车间的温度保持在25ºC。
在设定各温区的温度和传送带的过炉速度后,可以通过温度传感器测试某些位置上焊接区域中心的温度,称之为炉温曲线(即焊接区域中心温度曲线)。
附件是某次实验中炉温曲线的数据,各温区设定的温度分别为175ºC(小温区1~5)、195ºC(小温区6)、235ºC(小温区7)、255ºC(小温区8~9)及25ºC(小温区10~11);传送带的过炉速度为70 cm/min;焊接区域的厚度为0.15 mm。
温度传感器在焊接区域中心的温度达到30ºC时开始工作,电路板进入回焊炉开始计时。
实际生产时可以通过调节各温区的设定温度和传送带的过炉速度来控制产品质量。
在上述实验设定温度的基础上,各小温区设定温度可以进行±10ºC范围内的调整。
炉温曲线问题重述
炉温曲线问题重述
炉温曲线通常指的是在制造行业中,特别是在电子组装过程中,回流焊接或波峰焊接过程中,电路板通过加热炉时温度随时间的变化曲线。
这个曲线对于确保焊接质量至关重要。
炉温曲线问题可能涉及以下几个方面:
1. 炉温曲线的优化:如何调整加热炉的参数(如区域温度设定、传送带速度等),以确保所有焊点都达到适当的峰值温度,同时避免过热或不均匀加热。
2. 曲线监控:如何实时监控炉温曲线,确保生产过程中的每个电路板都符合预定的温度曲线。
3. 温度分布的均匀性:在炉内不同位置如何保持温度分布的均匀性,以确保板上所有部件的焊接质量一致。
4. 炉温曲线的测试与记录:如何使用温度曲线跟踪器(如热电偶)测试实际的炉温曲线,并记录数据以用于质量控制和追溯。
5. 符合焊料要求的炉温曲线设置:如何根据使用的焊料(例如铅锡焊料或无铅焊料)的特定熔点和热特性来设置炉温曲线。
6. 炉温曲线与组件耐温性的关系:如何确保炉温曲线考虑到板上不同组件的耐温性,避免因温度过高而损坏敏感元件。
7. 问题诊断:当焊接缺陷发生时(如冷焊、虚焊、桥联等),如何通过分析炉温曲线来诊断问题根源。
8. 炉温曲线的标准化:如何制定标准的炉温曲线,以适用于多种产品和焊接工艺。
9. 环境因素的影响:工厂环境(如温度、湿度)对炉温曲线的影响,以及如何调整炉温曲线以适应这些变化。
10. 炉温曲线的合规性:确保炉温曲线符合行业标准和规定,如IPC(协会连接电子工业)标准。
处理炉温曲线问题时,通常需要专业的设备和软件来监测和调整炉温,以及相关的工程知识来确保焊接过程的质量和效率。
加热炉与热处理炉温度曲线的测试和优化PPT课件

通道数: 7或14通道; 采样周期: 1次/12秒- 1次/8小时; 数据记录仪工作条件:温度1400℃下 6 小时,在300℃
低温下工作可以达到30小时。
“黑匣子”开发过程中的热态测试
黑匣子的应用领域
金属加热和热处理 回流焊和波峰焊、钎焊 表面涂装和固化、不粘锅 陶瓷烧成 玻璃退火 食品烘焙
测试方法
在物料上打测温孔,将电偶热端紧紧插入物 料测温孔中,冷端的正负极与记录仪的正负 极一一对应相连接,同时记录下记录仪接口 的通道数所代表的物料测温孔的位置。
记录仪随物料一同进入炉内,经过加热、热 处理或烧成后,从炉子出口拿出。
出炉后,待箱体温度下降后,取出记录仪, 通过与计算机相连,将记录仪中保存的数据 传输到计算机中,用excel进行数据处理,绘 制出物料升温曲线和炉温沿炉长方向的变化 曲线。
黑匣子应用解决的问题
加热炉投产验收 加热工艺数字化 热处理工艺数字化 加热温度和段面温差、钢坯长度方向的温差 氧化烧损 水管黑印 数学模型参数提取、数学模型验证等
加热温度曲线的分析
钢坯是放置在实底床上。钢坯的中心温度和下表面 温度是基本一致的。
钢坯加热到750℃时,钢坯的相变区因为相变吸热升 温速率变小。
钢坯出炉温度1320℃,出炉钢坯上中温差8℃, 上 下温差为13℃。
加热168分钟后钢坯温度达到1300℃,此时上下温差 30℃。
钢坯的加热温度过高是引起穿管孔洞的原因之一。 加热温度过高的原因的炉顶热电偶的安装位置不合 适,没有真正反映炉内温度水平,测试后对炉温热 电偶的位置进行了调整,使测得温度真正反映炉内 温度。
RSS&RTS炉温曲线分析
锡膏的焊接过程
T4: (180-220℃) 此温区段为焊接预备段,此段的升温率建议控制在1℃-3℃/秒之间, 时间10-20秒左右.如果时间长即为加长活性区的时间,加速助焊剂的挥 发之至回流区时锡膏干化,活性不够,BGA 锡球氧化,易造成虚焊、空洞、 短路等不良.但如果升温太快, 表面张力增大同样会造成立碑等不良. T5: (220℃以上) 进入此温区段后锡膏快速熔解,并润湿焊盘,随着温度的提高, 表面张力降低,锡膏爬升到元件脚的一定高度,形成焊点.普通元件最 高温只要高于熔点(183℃:Sn63/Pb37、217℃:SAC305)30℃左右即可,时 间60秒左右,当然还要视PCB 的厚度、大小,元件的多少而定.但对于 BGA QFN 208 pin 等大IC 时则要看产品的良率而定,此时如果想调解温 度来提高产品的品质而把温度调高1℃- 2℃ 效果不会明显,5℃以上才 会真正体现他的作用,当然焊接时间的作用也不容忽视. 冷却:此温区段大多数是不可调节的,只是根据回流焊的结构不同会有 一些差异.需要了解的是降温速度越快,焊点越坚固(机械强度越大);但容 易造成元件和焊点出现裂痕
60
80
100
120
140
160
180
200
220
240
260
280
300
320
340
缺点: 1.宜造成密脚IC连锡 2. 造成助焊剂过量挥发影响焊接 3.容易产生锡珠 4.容易造成立碑
传统曲线(RSS)的特性
特性: 1.升温快、恒温时间长、进入焊接速度快,曲线 呈“马鞍”型 2. 此种温度曲线惯用于PCB 面积较大、元件种类 多、吸热性不同步的产品;控制元件间的温差,达 到相等的温度进行回流 3. 可以让锡膏内多余的助焊剂充分挥发,以减少焊 接后的残留 4. 高残留/高活性的锡膏推荐使用 5. 日系锡膏较惯用,日系产品的助焊剂多数为松香 型
kic波峰焊炉温曲线

kic波峰焊炉温曲线
KIC波峰焊炉温曲线是一种用于记录和分析电子元件波峰焊炉温度变化情况的工具。
该曲线通常由时间(横轴)和温度(纵轴)构成,显示了在波峰焊过程中焊炉温度的变化情况。
波峰焊炉温曲线主要包括以下几个主要特点:
1. 预热阶段:焊炉在开始加热之前的时间段,温度曲线会逐渐上升以达到设定的预热温度。
2. 峰值阶段:焊炉温度迅速上升,达到设定的峰值温度。
在此阶段,焊料会熔化并形成焊接接点。
3. 焊接时间:在峰值温度保持一段时间进行焊接。
4. 降温阶段:焊炉温度开始逐渐下降,使焊料冷却并固化。
通过分析KIC波峰焊炉温曲线,可以识别出焊接过程中可能存在的问题,例如温度过高或过低、温度变化不稳定等,以便进行相应的调整和改进。
这有助于提高焊接质量和生产效率,减少不良焊接的发生。
炉温曲线分析

T2
T3
T4
T5
溶剂挥发 扩散(流动)
润湿
预熔锡
炉温曲线分析
回焊(流动)
锡膏的焊接过程
T1: (20-100℃) 此温区段的升温速率通常控制在1℃-3℃秒之间,其目的是:
1.挥发锡膏中的低温溶剂(锡膏调和剂,对焊接不起作用) 2.让元件缓慢升温,减少大小元器件之间的温差,特别针对大尺寸异型元 件,如电源板上常用的陶瓷变压器及LCD 主板上208PIN等大IC, 3.防止元件的受热冲击,对PCB 变形、元件内裂等有帮助 4.防止锡膏飞溅,而产生锡珠 T2: (100-150℃)
炉温曲线分析
Temperature
T1:20-100℃ (溶剂挥发)
传统曲线(RSS)
T2:100-150℃ 锡膏扩散 (流动)
T5:220℃以上 回焊(流动)
T3:150-180℃ 助焊剂润湿
T4:180-220℃ 预熔锡
Time
20 40
优点:
60 80 100 120 140 160 180 200 220 240 260 280 300 320 340
炉温曲线分析
Temperature
T1:20-100℃ (溶剂挥发)
锡膏的焊接过程
T2:100-150℃ 锡膏扩散 (流动)
冷却
T5:220℃以上 回焊(流动)
T3:150-180℃ 助焊剂润湿
T4:180-220℃ 预熔锡
20 40
T1
Time
60 80 100 120 140 160 180 200 220 240 260 280 300 320 340
缺点:
1.爬锡能力强
1.宜造成密脚IC连锡
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
在此温区段锡膏中的助焊剂对PCB焊盘和元件焊端进行润湿,清除 表面氧化层为焊接作准备.此段温度要根据不同产品和锡膏的特性进行 调节.如炉后BGA 气泡较多的情况可以将此区的温度和时间调为上线, 又如炉后残留较多可将此区温度的时间稍加长,常规无特殊元件者可以 取中间值即可.
Temperature
T1:20-100℃ (溶剂挥发)
优化曲线(RTS)
T2:100-150℃ 锡膏扩散 (流动)
T5:220℃以上 回焊(流动)
T3:150-180℃ 助焊剂润湿
T4:180-220℃ 预熔锡
Time
20 40
优点:
60 80 100 120 140 160 180 200 220 240 260 280 300 320 340
缺点:
1.爬锡能力强
1.宜造成密脚IC连锡
2.适合可焊性差的PCB
2. 造成助焊剂过量挥发影响焊接
3.适合有BGA的产品
3.容易产生锡珠
4.容易造成立碑
传统曲线(RSS)的特性
特性: 1.升温快、恒温时间长、进入焊接速度快,曲线 呈“马鞍”型 2. 此种温度曲线惯用于PCB 面积较大、元件种类 多、吸热性不同步的产品;控制元件间的温差,达 到相等的温度进行回流 3. 可以让锡膏内多余的助焊剂充分挥发,以减少焊 接后的残留 4. 高残留/高活性的锡膏推荐使用 5. 日系锡膏较惯用,日系产品的助焊剂多数为松香 型
进入此温区段后锡膏快速熔解,并润湿焊盘,随着温度的提高, 表面张力降低,锡膏爬升到元件脚的一定高度,形成焊点.普通元件最高 温只要高于熔点(183℃:Sn63/Pb37、217℃:SAC305)30℃左右即可,时间60 秒左右,当然还要视PCB 的厚度、大小,元件的多少而定.但对于BGA QFN 208 pin 等大IC 时则要看产品的良率而定,此时如果想调解温度来 提高产品的品质而把温度调高1℃- 2℃ 效果不会明显,5℃以上才会真正 体现他的作用,当然焊接时间的作用也不容忽视. 冷却:此温区段大多数是不可调节的,只是根据回流焊的结构不同会有 一些差异.需要了解的是降温速度越快,焊点越坚固(机械强度越大);但容 易造成元件和焊点出现裂痕
同方/工程部 2008-11-10
炉温曲线分段
260 Temperature
240
220
200
T1:20-120℃
180
预热
160
140
120
100
T3:220℃以上 回焊
T4:冷却
80
T2:120-180℃
60
活化
40
20
Time 0
20 40 60 80 100 120 140 160 180 200 220 240 260 280 300 320 340
锡膏的焊接过程
Temperature
T1:20-100℃ (溶剂挥发)
T2:100-150℃ 锡膏扩散 (流动)
T5:220℃以上 回焊(流动)
T3:150-180℃ 助焊剂润湿
T4:180-220℃ 预熔锡
Time
20 40
60 80 100 120 140 160 180 200 220 240 260 280 300 320 340
Temperature
T1:20-100℃ (溶剂挥发)
散 (流动)
T5:220℃以上 回焊(流动)
T3:150-180℃ 助焊剂润湿
T4:180-220℃ 预熔锡
Time
20 40
优点:
60 80 100 120 140 160 180 200 220 240 260 280 300 320 340
锡膏的焊接过程
T4: (180-220℃) 此温区段为焊接预备段,此段的升温率建议控制在1℃-3℃/秒之间,
时间10-20秒左右.如果时间长即为加长活性区的时间,加速助焊剂的挥 发之至回流区时锡膏干化,活性不够,BGA 锡球氧化,易造成虚焊、空洞、 短路等不良.但如果升温太快, 表面张力增大同样会造成立碑等不良. T5: (220℃以上)
缺点:
1.适合有密脚IC的产品
1.不适合有BGA的产品
2. 可形成光亮焊点
3.有效防止立碑
优化曲线(RTS)的特性
特性: 1.升温较慢、恒温时间短、进入焊接速度慢,曲 线呈“帐篷”型 1. 此种温度曲线适用于有较多密脚IC、元件密集 度较高的产品(如:DVD解码板、数码相机、MP4等) 2. 可以减少锡膏内的助焊剂挥发,以确保焊接时有 足够的助焊剂起作用,从而形成良好的焊点 3. 对助焊剂含量较少的锡膏比较适用
T2
T3
T4
T5
溶剂挥发 扩散(流动)
润湿
预熔锡
回焊(流动)
锡膏的焊接过程
T1: (20-100℃) 此温区段的升温速率通常控制在1℃-3℃秒之间,其目的是:
1.挥发锡膏中的低温溶剂(锡膏调和剂,对焊接不起作用) 2.让元件缓慢升温,减少大小元器件之间的温差,特别针对大尺寸异型元 件,如电源板上常用的陶瓷变压器及LCD 主板上208PIN等大IC, 3.防止元件的受热冲击,对PCB 变形、元件内裂等有帮助 4.防止锡膏飞溅,而产生锡珠 T2: (100-150℃)
260 Temperature
240
220
200
T1 : 20-
120℃
180
升温
160
140
120
100
T3:220℃以上 回焊
T4:冷却
80
T2 : 120-
180℃
60
预热
40
20
Time
0 20 40 60 80 100 120 140 160 180 200 220 240 260 280 300 320 340
锡膏的焊接过程
Temperature
T1:20-100℃ (溶剂挥发)
T2:100-150℃ 锡膏扩散 (流动)
冷却
T5:220℃以上 回焊(流动)
T3:150-180℃ 助焊剂润湿
T4:180-220℃ 预熔锡
20 40
T1
Time
60 80 100 120 140 160 180 200 220 240 260 280 300 320 340