成品包装过程pfmea分析表
PFMEA 分析表

4.定期保养真空过滤棉时进行检查。
4
12
参阅《SMT设备保养计划》
1◎ 相机识别不清
3
每日保养对镜片进行擦拭,防止灰层,板 屑污染镜片,每日点检1次。 参阅《SMT设备点检记录表》
100%自检, IPQC抽检1次/天
4
12
1. 检查FEEDER MARK点识别坐标
1.供料器动作不到位; 2.Feeder取料中心位置偏移.
1、作业前按照标准设置4±0.5kgf.cm;
1、首件确认;
3
2、设置后实际测量,实际扭力需与标准一 致;
2、100%自检; 3、IPQC:2H/次
2
42
3、首件确认螺丝锁后是否锁紧及滑牙
抽检;
烧录
程序没烧录进芯 片
产品功能测试 失败
7 ● 烧录时程序调用错误
1.烧录前工程确认软件,确认无误后需先 1、首件确认;
7 ◎ 升温过快,导致器件两端受 3 升温斜率),参阅《回流焊炉温设定表 检; 2、IPQC抽 3 63
热不均匀;
》;
检2H/次
7
◎
回流焊升温区时间设定过 长;
3
根据炉温曲线设定SOP来设定炉温曲线的 各个参数,并参照锡膏规格书。
100%1、100%自 检; 2、IPQC抽 检2H/次
3
63
7 ◎ 作业员漏失;
3
湿敏元件的贮存环境进行控制,如温度、 湿度。参阅《温湿管理规范》。
行实时稽查。
3 63
锡膏存储 钢网管控
1.存储温度按照锡膏规格参数控制;
锡膏印刷品质 不良
存贮锡膏的冰箱温度不满足 锡膏存储条件。
2
2.对冰箱温度进行监控点检,2次/天; (参阅《锡膏存储使用规范》)
PFMEA过程潜在失效模式及后果分析表模板
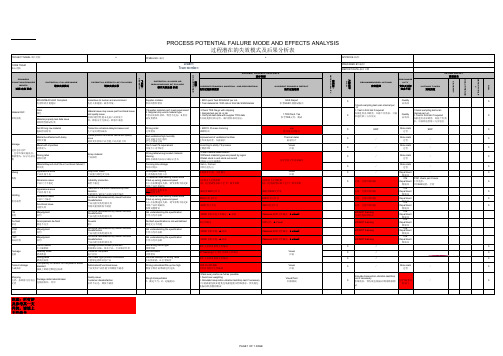
CURRENT PROCESS CONTROLS 现行控制
POTENTIAL CAUSES OR MECHANISAMS OF FAILURE
潜在失效起因/机理
CURRENT PROCESS CONTROL AND PREVENTION 现行过程控制预防
CURRENT PROCESS DETECT 现行过程检测
Instability produciton 成型不稳定
Molding 硫化成型
FAI 首检 De-flash 除边 IPQC 巡检 FQC 成品检查
Package 包装
Product storage 入成品库
Appereance issue 产品外观不良
Dimension issue 产品尺寸偏差
Functional issue 功能失效
Misjudgment 误判
Incomplement de-flash 除边不完全
Misjudgment 误判
Misjudgment 误判
Carton issuce 不正确纸箱 Quantity issue 错误数量 Wrong lable 错误的标签 The quantity of cartons On the pallet is above standard 栈板上纸箱层数超过标准
Get Wrong raw material 提取错误材料
Matrial be affected with damp 材料受潮
Storage
Mixed with impurities
进料仓库存贮
杂质混入
:仓库环境设施良好,
摆放整齐,标示记录完 Wrong label
整
材料用错
Production schedule delay/increase cost 生产延迟/增加成本 Cause product functional failure and quality issue 材质变坏影响产品性能,产品质量下降
过程潜在失效模式与效果分析表(PFMEA)
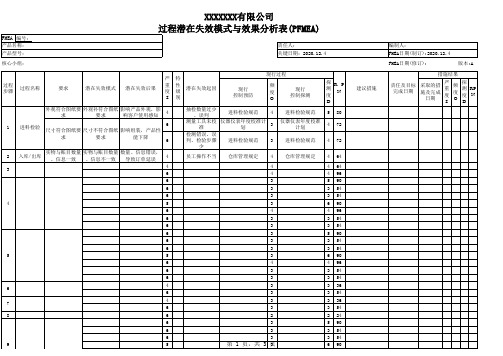
求
要求
响客户使用感知
4
1
进料检验 尺寸符合图纸要 尺寸不符合图纸 影响组装,产品性 6
求
要求
能下降
6
2
入库/出库
实物与账目数量 实物与账目数量 数量、信息错误, 、信息一致 、信息不一致 导致订单延误
4
抽检数量过少 、误判
进料检验规范
4
进料检验规范
5 80
测量工具未校 准
仪器仪表年度校准计 划
3
仪器仪表年度校准 计划
4 96
18
6
第 2 页,共 3 页4
4 96
18
6
4
4 96
5
4
4 80
19
5
4
4 80
6
3
4 72
6
4
4 96
20
6
4
4 96
6
4
4 96
21
4
4
5 80
4
4
4 64
22
4
4
5 80
23
4
4
4 64
备注:S、O、D评分标准详见《过程潜在失效模式后果分析PFMEA管理程序》,仅需对新部件进行评价分析,当RPN值超过200时要制定改善措施。
核准:
会签:
审查:
拟制:
表单 编 号:
第 3 页,共 3 页
6
4
4 96
6
3
3 54
6
3
3 54
6
3
5 90
6
3
3 54
6
3
3 54
13
5
3
pfmea分析表
pfmea分析表PFMEA分析表1. 产品或过程名称:2. 产品或过程号码:3. PFMEA 表的版本号:4. 文档所有者:5. 地点:6. 审核的日期:7. 摘要:本 PFMEA 表用于分析可能的失效模式和效应,即失效模式和效应分析(PFMEA)。
该表用于识别和评估风险,并确定预防和纠正措施以减少或消除失效。
该表应在设计,制造或仿真阶段完成。
8. 分析团队:分析团队应包含所有相关的相关人员,并且应包括:- 产品工程师- 质量主管- 制造工艺主管- 安全主管- 故障分析师- 设计负责人- 制造工程师- 客户服务代表9. 步骤:步骤1:识别过程、组件或子组件- 识别过程、组件或子组件,该过程对产品性能,质量和可靠性的影响最大- 如果有多个过程,组件或子组件,请在单独的表中进行分析步骤2:确定失效模式- 对于每个识别的过程、组件或子组件,列出可能的失效模式步骤3:确定失效效应- 确定每种失效模式的影响,包括可能导致的产品或过程故障、风险和/或安全问题步骤4:确定失效严重性(S)- 确定失效对于产品功能和可靠性的影响严重性级别为S步骤5:确定失效发生概率(O)- 确定失效的发生概率级别为O步骤6:确定失效检出度(D)- 确定失效的检出度级别为D步骤7:计算风险优先级数(RPN)- 计算风险优先级数(RPN),即 RPN = S × O × D步骤8:制定预防和纠正措施- 针对高优先级数(RPN)的失效模式制定预防和纠正措施步骤9:跟踪措施有效性- 跟踪预防和纠正措施的实施,以确保其有效性。
10. 列举本文档所涉及简要注释如下:- 失效模式和效应分析(PFMEA):用于确定可能的失效模式和效应并采取纠正措施的过程。
- 风险优先级数(RPN): PFMEA 表中计算风险的指标。
RPN = S × O × D。
11. 列举如下本文档所涉及的法律名词及注释:无总结本文介绍了 PFMEA 分析表,该表用于识别和评估风险,并确定预防和纠正措施以减少或消除失效。
PFMEA范本
5
75
物料发运现场前,确认是否有IQC 检验标识
2
20
每月盘点货物的受损情况
2
20
每月对库存货物进行有效期盘
点,超出有效期的货物,由IQC检 2
70
验合格后重新张贴检验标识。
领料员对照《发料表》对物料规
格/型号/数量进行确认
5
80
镭雕字体外观全检 FCT测试,确认波形
5
40
4
96
在测试前对示波器参数点检
量具管理员建立量具校准计 划,按计划实施校准
☆
人员未执行检验或属于紧急使 用的物料
无
3 2
030
采购品入库存放
1.货物不可受潮、生锈等 2.货物不可超过有效期
货物受潮、生锈腐蚀等
采购品无法正常使用
5
货物存放超过有效期
采购品性能降低,导致产 品性能降低
7
未对采购品贮存环境进行温湿 对库存货物的环境进行温湿度
090
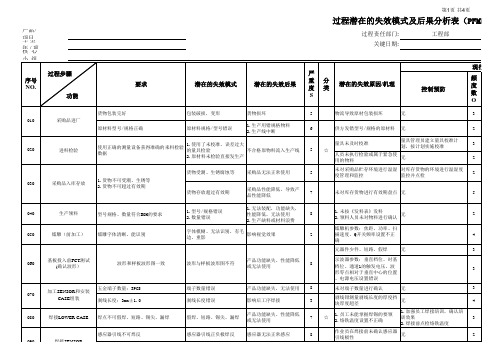
过程步骤
功能
焊接SENSOR
100
注胶前FCT测试 (调试波形)
110
基板焊接点检查
120
感应距离测试
130
注胶
140
注胶后测试波形
150 160
编制:
成品检验 包装
第2页 共4页
过程潜在的失效模式及后果分析表(PFMEA)
过程责任部门: 关键日期:
工程部
要求
潜在的失效模式
潜在的失效后果
严 重分 度类
度管理和监控
监控并点检
2
未对库存货物进行有效期盘点 无
5
040
生产领料
型号规格、数量符合BOM的要求
过程分析表(PFMEA)

过程的输入(Input)
1. 2. 3. 4. 5. 6. 7. 8. 顾客要求, 产品图样和规范 过程特殊特性 法律法规 客户抱怨和退回数据资料 纠正或预防措施 过程流程图 类似产品和过程的 FMEA
过程的输出(Output)
过程的名称 Hale Waihona Puke Process)过程 FMEA
1. 过程潜在失效模式的清单 2. 潜在关键特性和重要特性 清单 3. 消除或减少产品失效模式 出现频次的过程措施清单 4. 提供全面的过程控制策略 基础
程序/方法(Procedure)
1. 2. 3. 4. 5. 过程管理工具 保持对项目的关注和跟踪 试验设计 回归分析 因果图
监督方法/测量指标 (Objectives)
1.
2.
内部和外部符合性 风险顺序数改进后的有效性
过程分析表
1. 2.
过程名称:PFMEA
子过程(Subprogram)
工序过程 FMEA
核心过程■
管理过程□
支持性过程□
责任者(Responsibility)
多功能小组:提供 FMEA 数据 资料并主持编写 FMEA 多功能小组:评审/批准 FMEA
资源需求(Resource)
1. 2. 厂房设备。 试验设备。
塑料注塑成型PFMEA分析

等)N
度度度
射出机料管4定期清理料管模具日常保1次/30分464机台尽可能固定颜色生管/注塑
有黑斑养生产
缩水4保压过小2依照标准成型成型条件每批216
条件表点检表
8保压过小2依照标准成型成型条件每批232
条件表点检表
胶芯穿孔4模具灌点2零件寿命管制成型条件每批216
过大点检表
8模具灌点2零件寿命管制成型条件每批232
过大点检表
■
包装
混料6
未按照标准
作
2
依照制造通知
单填写
224标签贴错6
未按照标准
作业
2
依照制造通知
单填写
224功能丧失
无法组装
无法组装
外观不良
功能丧失
外观不良。
PFMEA-2
线芯结构
低
挤塑材料
低
12
检验
外观、印字
高
结构、尺寸
中
包装、标志
低
13
包装
低
14
入库贮存
低
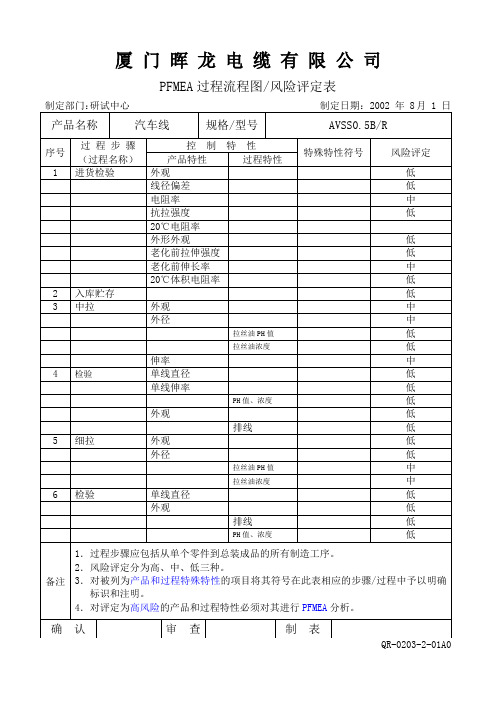
1、过程步骤应包括从单个零件到总装成品的所有制造工序。
2、风险评定分为高、中、低三种。
3、对被列为产品和过程特殊特性的项目将其符号在此表相应的步骤/过程中予以明确标识和注明。
4.对评定为高风险的产品和过程特性必须对其进行PFMEA分析。
中
外径
中
拉丝油PH值
低
拉丝油浓度
低
伸率
中
4
检验
单线直径
低
单线伸率
低
PH值、浓度
低
外观
低
排线
低
5
细拉
外观
低
外径
低
拉丝油PH值
中
拉丝油浓度
中
6
检验
单线直径
低
外观
低
排线
低
PH值、浓度
低
备注
1.过程步骤应包括从单个零件到总装成品的所有制造工序。
2.风险评定分为高、中、低三种。
3.对被列为产品和过程特殊特性的项目将其符号在此表相应的步骤/过程中予以明确标识和注明。
厦门晖龙电缆有限公司
PFMEA过程流程图/风险评定表
产品名称
汽车线
规格/型号
AVSS0.5B/R
序号
过程性符号
风险评定
产品特性
过程特性
1
进货检验
外观
低
线径偏差
低
电阻率
中
抗拉强度
低
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
利器、玻璃 、微生物害 虫、外来物 品掉落到成 品中
异物污染
造成不明物体 、脏污物混入 产品中,导致 生产产品部件 污染
1.利器、玻璃易 碎品微生物管控 6 不良 2.外来物品管控 不良
1.利器、易碎 1.监督异物控
品、微生物监 制程序执行
3 控管理
2.检查利器玻 5
2.记录异物控 璃微生物的控
制过程
作业 2.包装前给员 工宣导作业要
求
通过双重目测 (产品实物、
外箱图标及 model)来实现
控制
4
2.FQC严格按 AQL值对成品 进行抽检
144 3.每款产品包装 时必须进行组 装确认合格后 方可批量包装
纸》)
1.BOM表 2.包装作业指 导书 3.首样检查报 告 4.工程图纸 5.物料表示卡
1.对包装所用配件 8 3 3 72 实行“三定(定人、 定岗、定量)管理” 制度落实责任并能 有效追溯,同时与 员工绩效工资挂钩
频 度 (O)
现行过程控制 预防
现行过程探测
探 测 RP 度N (D)
建议的措施
责任人和 预期完成 检验文件依据
日期
措施执行结果
采取的措施
S
OD
RP N
外箱唛头/尺 寸 /UPC/SKU 符合要求 (依 照《产品要 求》)
1.外箱用错 或用混
2.UPC/SKU 用混
实际产品与外 箱ITEM不符 影响消费及品 质信誉(形
3
业培训,严格
36
按作业指导书 执行。2.巡检人
员、班长增加
巡视监督。
1.包装作业指 导书
1.作业员做外观自
检检查. 2.IPQC做首检和抽
622
24
检
包装方式符 合包装工序 途程表要求
包装方式不 影响产品的防
正确
护效果
5
未包装工序途程 表等要求包装作
业
3
依包装工序途 通过双重目测
程表等要求包 检查来实现控
检检查. 2.IPQC做首检和抽
5
3
2
30
4.包装指导书
检
1. 制定工具设备台
账清单
2. 所有检验测试工
具设备管理程序制
度文件及实施,受
控发行
1.工具设备清 3. 制定更新检验测
单
试工具设备清单,
2.设备校正计 工具编号正确使
划表 3.设备校正报
用,制定校正计划 并实际实施
534
60
告
4. 所有车间、QC
4.工具维修保 检验测试工具设备
养记录 必须按要求送第三
方年度校正,保留
校正记录、报告
5. 所有车间、QC
检验测试工具必须
按规定收发、存储
、保养
1.每月检查员工头
1.个人卫生状 况记录表
2.QC 检验记 录表
发长度不能过长, 佩戴头帽避免落入 产品 2.检查员工的上班 卫生状况
6 4 3 72
3.确保清洁生产
制记录
1.制定异物控制 程序制度,
90 2.记录利器、玻 璃、微生物管 理、监督
1.利器清单 2.利器收发记
录 3.玻璃易碎品
清单 4.玻璃易碎品
核查记录 5.虫鼠防治记
录
1. 制定利器管制规 定 2. 对利器的领用、 发放进行记录 3. 管理人员巡查是 否有落实 4.制作玻璃易碎品 清单以及核查记录 5.虫鼠等防治控制 记录
授权管理
员工装饰物 、头发掉落 到产品中
工人身上异 物污染产品
影响到产品的 清洁状况,影 响接触者(包 括使用者)的 健康
1.工人长头发没
戴工作帽
6
2.员工没做好个 人卫生
3.私人物品没按
规定存放
1. 包装车间的
员工需戴工作
帽工作
1.检查工人的
1.员工每月头发
2.尽量不要留 着装佩戴
检查不能过长
4
长头发,保持 个人的清洁卫
2.FQC严格按AQL 值对成品进行抽检
3.每款产品包装时 必须进行组装确认 合格后方可批量包 9 3 3 81 装
1.对员工加强作
整机外观清 洁
环保清洁剂 使用方法不 当
整机外观不良
6
1.未按作业指导 书操作。2.巡检 人员未及时发现
2
1.按作业指导 书要求作业。 2.巡检员增加 检验频率
通过双重目测 整机外观来实 现控制
项目:包装 类别或产品型号: 核心小组
过程潜在失效模式及后果分析(PFMEA)
过程责任:装配部 关键日期:2016-4-2
PFMEA编号:
共1页,第 1 页 PFMEA日期(编制)2017-5-2 修订:2017-7-4
工序功能/要 求
潜在的失效 模式
潜在的失效后 果
严 重 度 (S)
潜在的失效起因/ 机理
和抽检
检测工具、 设备
检测设备校 无法精准的测
正错误
量不良点
1.工具校正后使 用不当出现错误 5 2.工具校正误差 太大,不适用 3.工具校正过期
1.建立工具保
3
养维护制度 2.培训正确使
用工具
1.核查设备校 正清单
2.考核设备使 用维护
5
1.定期设备校正
清单更新
75
2.设备使用维护 培训考核
3.设备编号特定
包装内容物
钩
规格、数量 及表面处理 符合BOM及 图纸要求 (依 照《产品要 求》《BOM 》《工程图
1.漏放配件 (如夹片、 说明书等) 2.网片或竹 节管规格用
错
1.漏放配件影 响组装2.网片/ 管规格用错影
响产品组装
9
1.未按BOM、图 纸等要求包装作
业 2.包装的成品未 进行首件确认
4
1. 依BOM、图 纸等要求包装
象)
8
1.未按BOM、唛 头资料等要求包 装作业 2.包装未进行首 件确认
1. 依BOM、唛 通过双重目测
头资料要求包 (产品实物、
4
装作业
外箱图标
2.包装前宣导 model)来实现
作业要求
控制
1.对包装所用配
4
128
件实行“三定 (定人、定岗
、定量)管理”
பைடு நூலகம்制度落实责任
并能有效追
溯,同时与员
工绩效工资挂
2.检查工人的 卫生注意事项
3
72
2.员工的穿着卫 生再上班
生
3.检查私人物
3.固定安全存放
3.储存私人物 品安全存放
私人物品
品
1.BOM表 2.包装作业指 导书 3.首样检查报 告 4.工程图纸
1.作业员做外观自
检检查. 2.IPQC做首检和抽
523
30
检
1.成品入库单 1.作业员做外观自
2.QC检验报告 3.物料表示卡
装作业
制
4
1.作业员做外观
60
自检检查. 2.IPQC做首检
和抽检
成品摆放合 理规范
成品摆放不 合理或超高
成品变形损坏 、易跌落而损
坏成品
5
未按要求堆栈或 摆放(上重下轻 、上大下小或超
高超重)
3
一般成品摆放 高度不得超过 2米,且将成
品侧立放置
目测(包装外 箱不起鼓不塌
陷)
3
1.作业员做外观
45
自检检查. 2.IPQC做首检
633
54