2平面度误差测量的实验报告
互换性与测量技术(人教版)实验报告
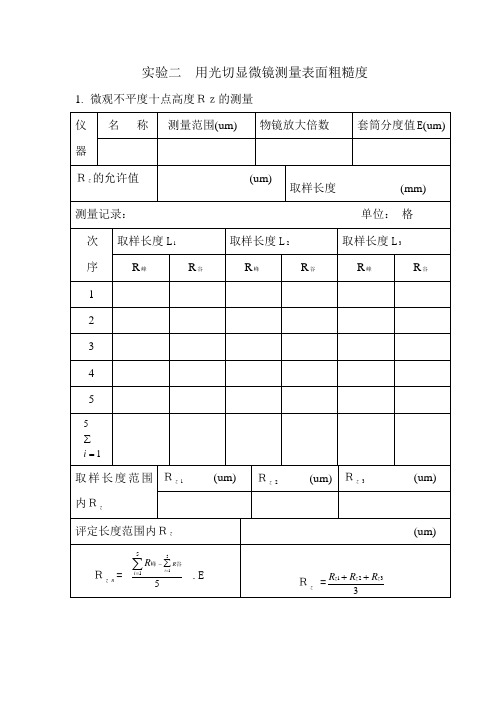
实验二用光切显微镜测量表面粗糙度1.微观不平度十点高度Rz的测量
实验三形状误差的测量1.直线度误差的测量
2.平面度误差的测量
3.圆度误差的测量
实验四位置误差的测量
1.平行度误差的测量(mm)
3.跳动的测量(mm)
图样标注跳动量合格性结论端面跳动
径向跳动
径向全跳动
测量位置测量数据
最大最小差值1—1
2—2
3—3
4—4
5—5
6—6
7—7
8—8
测
量
示
意
图
实验五在工具显微镜上测量外螺纹各参数
实验一齿轮齿圈经向跳动的测量(表一)
实验一齿轮公法线长度及其变动的测量(表二)
实验一齿距偏差及齿距累计误差的测量(表三)
实验一在双啮仪上对齿轮的综合测量(表四)。
实验二 形状和位置误差测量

实验二形状和位置误差测量1.实验目的(1)掌握用指示表和平台测量平面的形位误差的方法;(2)掌握平面的平面度、平行度和位置度三种形位误差的评定方法和数据处理方法。
2.原理本实验三种形位误差的检测原理均为与理想要素比较原理:(1)平面度误差的测量原理用平台的工作表面模拟理想平面,将实际被测平面与模拟理想平面相比较,用指示表测出其差别。
平面可看成由许多直线构成,因此可用几个有代表性的直线的直线度误差来综合反映该平面的平面度误差。
(2)面对面平行度误差的测量原理用平台的工作表面模拟模拟基准平面和理想平面。
(3)面对面位置度误差的测量原理用平台的工作表面模拟基准平面和理想平面,并用量块组的尺寸体现图样上标注的理论正确尺寸。
3.试剂和仪器设备(1)百分表;(2)磁力表座;(3)试件;(4)平台(,1级);(5)量块(83块/套)。
4.实验步骤(1)将被测工件以其实际基准表面放置在测量平台的工作表面上;(2)按图样上标注的理论正确尺寸选取量块组,并将其放置在测量平台的工作表面上;(3)用量块组调整指示表的示值零位;(4)按选定的布点方式在实际被测表面上标出各测点位置;(5)移动测量架,逐点测量各测点至测量平台工作表面的距离。
5.实验数据及其处理(1)测量数据为各测点指示表的示值;(2)按对角线平面法和最小条件求解平面度误差值;(3)按定向最小区域求解平行度误差值;(4)按定位最小区域求解位置度误差值;(5)按图样上标注的形位公差值判断被测要素的合格性。
6.问题讨论(1)按对角线平面法和最小条件评定平面度误差值各有何特点?(2)面对面平行度误差的定向最小包容区域的判别准则是什么?(3)面对面位置度误差的定位最小包容区域的判别准则是什么?。
平面度误差的测量及数据处理

课程设计说明书题目:平面度误差的测量及数据处理学生姓名:学院:班级:指导教师:摘要平面度误差是将被测实际表面与理想平面进行比较,两者之间的线值距离即为平面度误差值;或通过测量实际表面上若干点的相对高度差,再换算以线值表示的平面度误差值。
本文就平面度误差的数学模型与按最小二乘法建立理想平面(评定基准)的数学模型展开分析讨论;并结合案列分析,得出比较客观地评定平面度误差或者测量较大平面的平面度误差,最小二乘法是最佳方法[1]关键词:最小二乘法;平面度误差;最佳方法AbstractFlatness error is measured by actual surface with an ideal plane are compared, the line between the two values of distance, which is the flatness error values, or by measuring the actual surface on several points of relative height difference, conversion to line value representation of flatness error value .This paper studies the mathenatical model of flatness error and ideal plane made by least square method .With illust ration of practical cases, the author reaches the conclusion that least sauare method is the best one in judging and measuring larger plane’s flatness error.Keywords: Leastaquare method ; Flatness error;Best method目录第一章平面度的测量方法 (1)1.1引言 (1)1.2平面度误差的测量 (1)第二章平面度的评定 (3)2.1最小区域法 (3)2.2最小二乘法测量平面度误差的原理 (4)2.2.1建立被测实际表面的数学模型 (4)第三章用MATLA实现的过程 (6)3.1软件编程 (6)3.2平面度误差的最小二乘法评定及其评定结果的不确定度 (10)3.3小结 (13)第一章平面度的测量方法1.1 引言平面度误差是指被测实际表面对其理想平面的变动量。
气缸盖平面测量实践报告(2篇)
第1篇一、前言气缸盖是内燃机中的重要部件,其平面度直接影响着发动机的性能和寿命。
为了保证发动机的稳定运行,对气缸盖平面进行精确测量是必不可少的。
本实践报告旨在通过实际操作,对气缸盖平面进行测量,并分析测量结果,为后续的加工和维修提供参考。
二、实验目的1. 掌握气缸盖平面测量的基本原理和方法。
2. 熟悉常用测量工具的使用。
3. 分析测量数据,评估气缸盖平面的质量。
4. 提高对气缸盖平面度重要性的认识。
三、实验原理气缸盖平面度是指气缸盖在垂直于其轴线方向上的平面度。
测量气缸盖平面度通常采用以下方法:1. 视觉检查:通过肉眼观察气缸盖平面是否存在明显的凹凸不平。
2. 三坐标测量机(CMM)测量:利用三坐标测量机对气缸盖平面进行三维扫描,获取其表面形状。
3. 平面样板测量:使用平面样板与气缸盖平面接触,通过接触点的分布情况判断平面度。
本实验采用平面样板测量法进行气缸盖平面度测量。
四、实验仪器与材料1. 气缸盖:待测气缸盖。
2. 平面样板:标准平面样板,尺寸与气缸盖平面尺寸一致。
3. 精密量具:游标卡尺、千分尺等。
4. 记录表格:用于记录测量数据。
五、实验步骤1. 观察气缸盖平面,确认无明显的凹凸不平。
2. 使用游标卡尺和千分尺测量气缸盖平面尺寸,记录数据。
3. 将平面样板放置在气缸盖平面上,确保样板与气缸盖平面贴合。
4. 观察样板与气缸盖平面的接触情况,记录接触点数量和分布。
5. 根据接触点数量和分布情况,判断气缸盖平面的质量。
6. 将测量数据填写在记录表格中。
六、实验结果与分析1. 观察气缸盖平面,未发现明显的凹凸不平。
2. 测量气缸盖平面尺寸,结果如下:- 长度:L = 150mm- 宽度:W = 100mm- 厚度:T = 20mm3. 观察平面样板与气缸盖平面的接触情况,发现样板与气缸盖平面接触点数量较多,分布较为均匀。
根据实验结果,可以判断该气缸盖平面度良好,符合设计要求。
七、实验结论1. 通过本次实验,掌握了气缸盖平面测量的基本原理和方法。
平面度实验报告

平面度实验报告平面度实验报告一、引言平面度是指一个物体表面在一个平面上的偏差程度,也是评价一个物体表面平整度的重要指标之一。
在工业生产和制造中,平面度的控制对于确保产品质量和性能至关重要。
本实验旨在通过测量和分析不同物体的平面度,探讨平面度的影响因素以及测量方法。
二、实验目的1. 了解平面度的定义和重要性;2. 掌握平面度的测量方法;3. 分析不同因素对平面度的影响。
三、实验装置和材料1. 平面度测量仪器:如平面度测量仪、投影仪等;2. 实验样品:如平面表面的金属板、塑料板等。
四、实验步骤1. 准备实验样品:选择平面表面的金属板作为实验样品;2. 使用平面度测量仪器:将金属板放置在平面度测量仪器上,调整仪器使其与金属板表面平行;3. 进行测量:启动仪器进行测量,记录测量结果;4. 分析测量结果:根据测量结果,计算出金属板的平面度,并进行数据分析。
五、实验结果与分析通过实验测量,我们得到了金属板的平面度数据。
根据数据分析,我们可以得出以下结论:1. 不同材料的平面度差异较大:在实验中,我们可以选择不同材料的样品进行测量,发现金属板的平面度要远远好于塑料板。
这说明材料的性质对于平面度有着重要影响。
2. 外力对平面度的影响:实验过程中,我们可以通过施加外力对金属板进行变形,然后再进行测量。
结果显示,外力的施加会导致金属板的平面度变差,说明外力对于平面度具有一定的影响。
3. 表面处理对平面度的影响:在实验中,我们可以选择不同表面处理方式的金属板进行测量。
结果显示,经过抛光处理的金属板平面度要优于未经处理的金属板。
这说明表面处理对于平面度的改善有着积极的作用。
六、实验总结通过本次实验,我们对平面度的定义、测量方法以及影响因素有了更深入的了解。
平面度作为一个重要的表面质量指标,在工业生产和制造中具有重要的应用价值。
通过控制材料的选择、外力的施加以及表面处理等因素,可以有效提高产品的平面度,确保产品质量和性能。
2平面度误差测量的实验报告

2平面度误差测量的实验报告实验报告标题:二维平面度误差测量实验摘要:本实验主要探究二维平面度误差的测量方法。
通过实验得到物体表面的实际平面度误差,以及不同测量方法的精度和测量误差。
实验结果表明,使用激光干涉仪进行测量可以获得更加准确的结果。
1.引言二维平面度是指物体表面在一个平面内的各点与一个基准平面之间的距离误差。
测量物体的平面度误差对于生产制造过程中质量控制至关重要。
在本实验中,我们将使用不同的测量方法来测量物体的平面度误差,并比较这些方法的精度和测量误差。
2.实验装置和方法实验所用的装置包括激光干涉仪、测高仪和台式平台。
首先,使用测高仪测量基准平面的高度。
然后,将待测物体放置在台式平台上,并将激光器的光束垂直照射在物体表面上。
同时,在同一高度位置同时使用测高仪测量物体表面的高度。
最后,通过分析测高仪的测量数据,得到物体表面的平面度误差。
3.实验结果与分析通过实验测得了待测物体表面的平面度误差数据。
通过对实验数据的对比和分析,我们可以发现不同的测量方法有不同的精度和测量误差。
3.1使用激光干涉仪测量的结果在使用激光干涉仪进行测量时,我们得到了较为精确的平面度误差数据。
激光干涉仪通过光程差的测量原理,可以提供高精度的表面高度数据。
从而可以得到较为准确的平面度误差。
实验结果表明,该方法的精度较高,适用于对平面度误差要求较高的测量。
3.2使用测高仪测量的结果在使用测高仪进行测量时,由于测量的原理和精度限制,得到的平面度误差稍有偏差。
测高仪通过测量距离的变化来得到物体表面的高度数据,但在实际测量中,可能存在一些误差。
因此,使用测高仪测量得到的平面度误差可能会有一定的偏差和误差。
4.实验结论实验结果表明,在对平面度误差要求较高的测量中,使用激光干涉仪能够获得更加准确的结果。
而使用测高仪测量得到的结果则可能会存在一定的偏差和误差。
因此,在实际应用中需要根据需要选择合适的测量方法。
5.实验总结本实验通过对二维平面度误差的测量方法进行探究,得到了物体表面的平面度误差数据,并比较了不同测量方法的优缺点。
位置误差的测量——实验报告
位置误差的测量实验报告一、实验目的1. 熟悉零件有关位置误差的含义和基准的体现方法。
2. 掌握有关通用量仪的使用方法。
二、实验用量具齿轮跳动检查仪、平板、千分表、百分表、千分表架、V型块、直角尺、钢板尺等三、实验内容及说明1、平行度误差的测。
连杆小孔轴线对大孔轴线的平行度1)连杆孔的平行度要求如图1-15所示2)测量方法如图1-16所示平行度误差为将零件转位使之处于图中0度位置,使两心轴中心与平板等高,然后在测出0度位置的平行度误差。
根据测量结果判断零件平行度误差是否合格2. 垂直度误差的测量十字头孔轴线对孔轴线以及对侧面B的垂直度要求,如图1-17所示。
1)轴线对轴线的垂直度误差的测量如图1-18所示。
将测量表架安装在基准孔心轴上部,在距离为L2两端用千分表测得读数分别为M1,M2,则该零件轴线对轴线的垂直度误差为:2) 轴线对侧面B的垂直度误差测量如图1-19所示。
被测孔轴线用心轴模拟,先将心轴穿入零件被测孔,以零件顶面为支撑面,放在三个千斤顶上。
再用一直角尺,使其一面放在平板上,另一面与基准面B靠拢,同时调节千斤顶使其与基准面贴合为止,这说明基准面B与平板垂直。
然后用千分表分别测出图中L2长度两端读数M1,M2,则垂直度误差为根据以上结果,判断两项垂直度要求是否合格3. 圆跳动误差的测量被测零件圆跳动公差要求如图1-23所示,其测量方法如图1-24所示1)径向圆跳动误差的测量:将工件旋转一周,记下千分表读数的最大差值。
共测三个截面,取其中最大跳动量作为该表面的径向圆跳动误差值,并判断该指标是否合格2)端面圆跳动误差的测量:分别在端面靠近最大直径处和较小直径处测量,每测一处,转动工件一转,读取指示表的最大最小读数差,取其较大者作为该端面的圆跳动误差值图1-15图1-16图1-17图1-18中国石油大学(华东)四、数据分析1. 单位(mm)实验内容L1L21L22L2M1M2F允许值是否合格孔轴线平行度0度位置36.262.059.0157.2 1.191 1.1950.000920.25合格孔轴线平行度90度位置36.279.578.5194.2 1.981 2.4650.09020.1合格孔轴线与端面垂直度93.860.060.0213.80.7100.5260.08070.06不合格孔轴线与孔轴线垂直度93.878.077.8249.60.8390.8890.01880.06合格图1-19图1-23图1-242. 单位(µm )3. 单位(µm )五、思考题1. 求垂直度、平行度误差时为什么要有L1/L2,L1、L2分别指什么?L2指被测心轴长度;L1指被测工件孔的长度。
平行度实验报告
一、实验目的1. 理解平行度的基本概念和测量原理。
2. 掌握使用测量工具(如千分尺、光学仪器等)对平行度进行测量的方法。
3. 学会分析平行度误差产生的原因,并探讨提高测量精度的措施。
4. 通过实验,提高学生对机械加工和测量技术的实际操作能力。
二、实验原理平行度是指两个平面、直线或曲线在空间中的相对位置关系,即它们之间的夹角是否为0°。
在机械加工中,平行度误差会对产品的精度和使用性能产生重要影响。
本实验主要研究平面平行度误差的测量方法。
三、实验仪器与材料1. 千分尺:用于测量长度和距离。
2. 光学仪器:如水平仪、光学平行仪等,用于观察和测量平行度。
3. 待测件:一组具有不同平行度误差的零件。
4. 记录纸和笔。
四、实验步骤1. 准备阶段:熟悉实验仪器和材料,了解实验原理和步骤。
2. 测量阶段:a. 将待测件放置在测量平台上,确保其稳定。
b. 使用千分尺测量待测件上两个相互平行的表面之间的距离,记录数据。
c. 使用光学仪器观察待测件上两个相互平行的表面之间的夹角,记录数据。
d. 重复步骤b和c,分别测量其他待测件。
3. 数据处理:a. 计算待测件上两个相互平行的表面之间的实际距离与理论距离之间的差值,即平行度误差。
b. 分析平行度误差产生的原因,如加工误差、装配误差等。
c. 讨论提高测量精度的措施,如选择合适的测量工具、提高操作技能等。
4. 实验总结:总结实验结果,提出改进措施。
五、实验结果与分析1. 实验结果:通过实验,测量得到待测件上两个相互平行的表面之间的实际距离与理论距离之间的差值,即平行度误差。
2. 分析:a. 平行度误差产生的原因主要有加工误差、装配误差、测量误差等。
b. 提高测量精度的措施包括:选择合适的测量工具、提高操作技能、控制环境因素等。
六、实验结论1. 本实验成功地测量了待测件上两个相互平行的表面之间的平行度误差。
2. 通过分析实验结果,了解了平行度误差产生的原因,并提出了提高测量精度的措施。
实验二 形位误差测量——(一)平面度误差测量
实验二形位误差测量(一)平面度误差测量一、实验目的通过对平面度误差的测量,加深对零件表面实际形状与理想形状之间差异的认识,了解实际生产中平面度测量的二种方法。
二、实验内容1、建立理想平面2、被测平面与理想平面比较3、正确数据处理,得出平面度误差。
三、实验仪器平板、固定支架活动支架,带测试架的百分表。
四、实验方法以平板模拟测量基准1、三点法测量以通过被测实际表面相距最远且不在一条直线上的三点建立理想平面,并以平行于该理想平面的两包容平面之间的最小距离作为平面度误差。
2、对角线法测量:以通过被测实际表面的一条对角线的两端点连线且平行于另一对角线两端点连线的平面作为理想平面,再以平行于该理想平面的两包容平面之间最小距离作为平面度误差。
注意:此二种测量方法均为近似方法,所测得的数据处理得的误并值均大于最小区域法测量所判断的误差值,且三点法所判的误差值并不唯一。
但两种近似方法均可判定工件的合格与否。
若有争议可用最小区域法仲裁。
五、实验步骤1、三点法(1)以平板模拟测量基准,用一个固定支承,二个可调支承将被测工件表面最远三点调为等值高度,并将指示表针调为零。
12 (2)移动指示表,纵横等距离测出九点,并记录各测点数值。
(3)数据处理:最高点与最低点数据之差即为平面度误差值。
(4)填好表2-1a ,计算平面度误差值。
表2-1a 三点法测量平面度误差, 单位:___________平面度误差计算f=2、对角线法(1)以平板模拟测量基准,将被测工件置于平板上用指示表纵横等距离测出被测表面上九点数值,并逐点记录。
(2)数据处理:利用基准对换,将每条对角线两端对换为等值,最大正值与最小负值的绝对值之和即为平面度误差。
(3)填好表2-1b ,算出平面度误差。
表2-1b 对角线法测量平面度误差, 单位:__________平面度误差计算f=六、思考题1、试述平面度公差带的形状及意义2、如果平面度的误差不大,是否可用各条截面轮廓的直线度误差的最大值来代替平面度误差?为什么?。
平面度误差的测量及数据处理#精选.
课程设计说明书题目:平面度误差的测量及数据处理学生姓名:保密学院:保密班级:保密指导教师:保密摘要平面度误差是将被测实际表面与理想平面进行比较,两者之间的线值距离即为平面度误差值;或通过测量实际表面上若干点的相对高度差,再换算以线值表示的平面度误差值。
本文就平面度误差的数学模型与按最小二乘法建立理想平面(评定基准)的数学模型展开分析讨论;并结合案列分析,得出比较客观地评定平面度误差或者测量较大平面的平面度误差,最小二乘法是最佳方法[1]关键词:最小二乘法;平面度误差;最佳方法AbstractFlatness error is measured by actual surface with an ideal plane are compared, the line between the two values of distance, which is the flatness error values, or by measuring the actual surface on several points of relative height difference, conversion to line value representation of flatness error value .This paper studies the mathenatical model of flatness error and ideal plane made by least square method .With illust ration of practical cases, the author reaches the conclusion that least sauare method is the best one in judging and measuring larger plane’s flatness error.Keywords: Leastaquare method ; Flatness error;Best method目录第一章平面度的测量方法 (1)1.1引言 (1)1.2平面度误差的测量 (1)第二章平面度的评定 (3)2.1最小区域法 (3)2.2最小二乘法测量平面度误差的原理 (3)2.2.1建立被测实际表面的数学模型 (4)第三章用MATLA实现的过程 (6)3.1软件编程 (6)3.2平面度误差的最小二乘法评定及其评定结果的不确定度 (9)3.3小结 (11)第一章平面度的测量方法1.1 引言平面度误差是指被测实际表面对其理想平面的变动量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
平面度误差测量的实验报告
一实验内容及目的:
1.学会用千分表测量一个平面的平
面度
2..学会千分表的使用
二实验仪器:
千分表:测量范围0—1mm. 最小
分度值0.001mm 0级大平板
三实验原理:
千分表是利用齿条齿轮传动,将
测杆的直线位移变为指针的角位移的计量器具。
主要用于工件尺寸和形位误差的测量,或用作某些测量装置的测量元件。
一.使用前检查
1.检查相互作用:轻轻移动测杆,测
杆移动要灵活,指针与表盘应无摩
擦,表盘无晃动,测杆、指针无卡阻
或跳动。
2.检查测头:测头应为光洁圆弧面。
3.检查稳定性:轻轻拨动几次测头,
松开后指针均应回到原位。
二. 读数方法
读数时眼睛要垂直于表针,防止偏视造成读数误差。
小指针指示整数部分,大指针指示小数部分,将其相加即得测量数据。
三. 正确使用
1.将表固定在表座或表架上,稳定可靠。
装夹指示表时,夹紧力不能过大,
以免套筒变形卡住测杆。
2.调整表的测杆轴线垂直于被测平面,对圆柱形工件,测杆的轴线要垂直于
工件的轴线,否则会产生很大的误差并损坏指示表。
3.测量前调零位。
绝对测量用平板做零位基准,比较测量用对比物(量块)
做零位基准。
调零位时,先使测头与基准面接触,压测头使大指针旋转大于一圈,转动刻度盘使0线与大指针对齐,然后把测杆上端提起1-2mm再放手使其落下,反复2-3次后检查指针是否仍与0线对齐,如不齐则重调。
4.测量时,用手轻轻抬起测杆,将工件放入测头下测量,不可把工件强行推
入测头下。
显著凹凸的工件不用指示表测量。
5.不要使测量杆突然撞落到工件上,也不可强烈震动、敲打指示表。
6.测量时注意表的测量范围,不要使测头位移超出量程,以免过度伸长弹簧,
损坏指示表。
7.不使测头测杆做过多无效的运动,否则会加快零件磨损,使表失去应有精
度。
8.当测杆移动发生阻滞时,不可强力推压测头,须送计量室处理。
四实验数据记录及处理。