线材作业指导书-12
线材制作作业指导书SOP-E-0010

排线制作工位
物料名称
规格
数量
使用的工具 图示:
排线
16P flat cable :28AWG, gray
具体而定 剪刀、油性笔
压线头
2X8P PH2.54 180°牛角座压线头
2pcs 压线钳
压线头压簧
与2X8P PH2.54 180°牛角座压线头匹配
1pc 排线测试工装
作业顺序及内容:
物料名称
规格
数量
使用的工具 图示:
网线
超5类网线:24AWG, gray
具体而定 斜口钳、剥线器
水晶头
AMP RJ-45 水晶头
1pc 压线钳、万用表
航空座
9P航空公座
1pc 烙铁、热吹风
热缩管
Φ2热缩管
0.015m 油性笔
作业顺序及内容:
1、查阅通用线材加工工艺要求文件 和 具体生产项目的线材规格与长度要求文件。 2、检查治线工具是否处于正常状态,有异常时必须报告组长并做跟换处理,直到OK为止。 3、检查物料的规格、外观等是否符合要求,有异常时必须报告组长并做跟换处理,直到OK为止。
C、在转移和暂存过程中,必须轻拿轻放,用手拿时只能接触网线线体部分。禁止拿着网线敲击、 摔打,禁止拿着水晶头转移或甩线,禁止用刀片或锐器对网线和水晶头进行损伤动作。
SOP-E-0010 2011.10.20
编 制 王绍伦 审核 批准
线材制作作业指导书
文件编号 版本
生效日期
网 线 2 (一端为水晶头另一端为航空座) 制 作 指 导
5、规定排线第一脚为红色,压线头的第一脚为“△”,要求排线第一脚对压线头第一脚。
6、将排线一端伸入压线头,使排线截面与压线头边缘必须平齐,手轻压固定后用压线钳用力压 制,直到压紧为止。排线另一端以同方向方式按照同样操作压制即可。
USB线材加工SOP
版次 变更内容
品质重点及注意事项:
01
REL
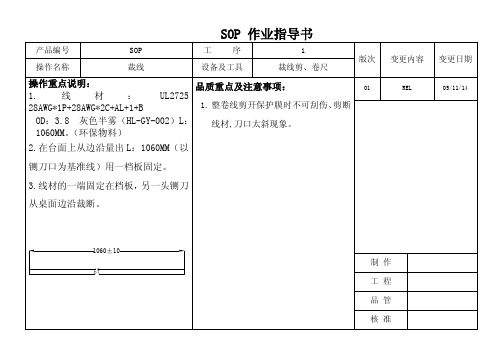
1. 调整刀片间距,使剥线尺寸符合要求. 2. 调整刀片深度,使剥线不伤及铜丝. 3. 线摆至定位挡板不得弯折,以免尺寸不符 4. 剥芯线时将地线铜丝拉于一边,并不得断铜丝 5. 作业时手指远离机械动作,以确保人身安全. 5. 保持机器周围环境清洁. 6. 不良图示:
品质重点及注意事项:
01
将地线与编织合拧一股后反折,将铝箔修剪干净。 1. 剪 开 缺 口 时 注 意 不 可 刮 伤 剪 断 铜
10±1
线头
良品
丝, 地线与编织必须捻紧. 2. 铝箔一定要沿外被切口撕掉,有不
干净的需要用剪刀再次修干净。
2. S/T 端前处理: 将地线保留,编织、铝箔修剪干净
25±2
人身安全.
5.线摆避免弯折,以免尺寸不符.
3. 用钢尺测量其头部尺寸(10±1MM)及尾部尺寸
(25±2MM)是否正确。
斜口 NG
6.机器周围环境保持清洁.
制作
工程
品管
核准
变更日期
05/11/14
SOP 作业指导书
产品编号 操作名称
SOP 前处理
工序 设备及工具
3 剪刀
版次
操作重点说明:
1. 焊线端前处理:
3. 接点严格按工程图面的接点来作业。
USB“A”/M WIRE COLOR
虚焊
焊 假焊
1
红
2
白
3
绿
烫伤 线
4
黑
S
地
铜丝开叉
4. 目视有无错位/短路/锡点不饱满/开叉
2. 芯线焊至 CONN 上,焊接时应将芯线
等不良现象。
线材返修作业指导书
线材返修作业指导书1. 引言线材返修作业是一项重要的任务,旨在修复、重新组装或更换存在问题的线材,以确保其符合质量标准和使用要求。
本文将详细介绍线材返修的步骤和要点,以便操作人员能够正确、高效地进行返修工作。
2. 返修准备在开始线材返修作业之前,操作人员需要做好以下准备工作:2.1 准备工具和设备确保具备必要的工具和设备,例如锯切机、剥线器、焊接设备、搪胶、尺子等。
根据返修任务的要求,检查工具和设备的工作状态并确保其正常运转。
2.2 准备材料和零件根据线材返修任务的需求,准备好相应的材料和零件。
例如,如果需要更换破损的线材外皮,需要准备新的外皮材料;如果需要修复焊接点,需要准备焊锡和焊接丝等。
2.3 确定返修方案根据线材的具体问题和要求,确定合理的返修方案。
例如,如果线材损坏位置较靠近连接头,则需要重新组装连接头;如果线材受到磨损或断裂,则需要修复或更换相应的部分。
3. 返修步骤线材返修作业通常包括以下步骤:3.1 材料准备根据返修方案,准备好所需的材料和零件。
将所需长度的线材切割到合适的尺寸,并清洗线材以确保表面干净无污垢。
3.2 外皮处理如果线材外皮受损、磨损或老化,需要进行处理。
使用剥线器或切割工具将受损的外皮剥离,暴露出内部的导线。
3.3 连接头返修如果连接头出现问题,例如接触不良或损坏,需要进行连接头的返修。
按照返修方案,拆卸连接头并清洁接触点,如果需要更换连接头,进行合适的拆卸和安装。
1.拆卸连接头。
使用合适的工具,轻轻旋转和拉拽连接头,将其从线材上拆卸下来。
2.清洁接触点。
使用适当的清洁剂和棉签擦拭连接头的接触点。
确保接触点干净无污垢,并且没有松动的焊点或破损的部分。
3.更换连接头。
如果连接头无法修复或需要更换,使用正确的连接头进行安装。
确保连接头与线材的导线正确连接,并且紧固牢固。
3.4 导线修复如果线材导线出现断裂、破损或接触不良等问题,需要进行导线的修复。
1.断裂导线的修复。
2018年线材作业指导书-优秀word范文 (6页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==线材作业指导书篇一:线材检验作业指导书德信诚培训网线材检验作业指导书1.目的为了在对线材类器件进行来料检查时提供客观依据和指导,使判定标准明确化。
2.适用范围本标准适用于公司来料的排线、连接线、电源线等各类线材的检验、判断。
3.参考资料参照相关行业标准和公司的实际情况制定本标准。
4.常见术语的定义排线类:指的是我司用于机器内部的线路或接插件类连接的线材,包括单根和多根的以及带端子的和不带端子的等。
连接线类:指的是连接机器与机器之间的线材,比如摄像头与监视器的连接线,摄像头与DVR的连接线等。
电源线类:指的是连接机器与市电之间的连线。
5.抽样计划6.1抽样依据IQC抽样计划进行。
6.2 AQL :MAJOR: 1.0MINOR: 1.5 6.检验的项目和判定标准 6)1 排线类更多免费资料下载请进:好好学习社区*.耐压测试只针对机器内部的连接高压部分的排线,如偏转线圈的引线,市电的引线等。
更多免费资料下载请进:好好学习社区德信诚培训网6)2 连接线类好好学习社区更多免费资料下载请进:篇二:线缆绞线工序作业指导书实施日期:201X年6月15日绞线、束线工序作业指导书页码:第1页共2页一. 适用范围:适用于本公司对电线电缆的绞线工序的检验。
二.检验项目和内容:1准备:1.1按照生产任务领取规定的铜丝或绝缘线芯。
1.2检查领用的铜丝或绝缘线芯是否符合生产任务单和工艺卡片的规定的质量要求。
1.3检查多芯线的颜色是否符合标准规定要求:1.4按工序要求调整设备节距。
2设备:2.1操作前对各个润滑系统及传动部分实行检查,包括设备内外导轮转动是否灵活,内外停车、断线装置是否可靠。
实施日期:201X年6月15日绞线、束线工序作业指导书页码:第2页共2页2.2检查绞合方向是否正确:RVVP绞合方向应是右向。
线材返修作业指导书
线材返修作业指导书1. 线材返修作业指导书1.1 定义线材返修作业是指把一段损坏或者受损的线材、电缆重新修理和修补,以便恢复线材的原始功能和使用寿命。
线材返修作业也可以称为线材维护作业。
1.2 目的线材返修作业的目的是修复线材,提高线材的使用寿命和性能,并减少线材的维护成本。
1.3 作业范围线材返修作业的范围包括:(1)修复受损的线材和电缆,保证它们的性能和可靠性;(2)更换线材上旧的附件,使它们能够正常使用;(3)更换受损的线材,以确保它们的安全性;(4)安装新的线材和电缆,以提高线材的安全性和可靠性;(5)检查线材和电缆,以寻找可能出现的问题,并更换和修理它们。
2. 返修作业规程2.1 作业前的准备工作在进行线材返修作业前,应先进行一些准备工作:(1)根据线材的规格,挑选正确的材料;(2)准备好必要的工具,如扳手、剪刀等;(3)准备好新的螺丝、衬套和紧固件;(4)熟悉线材返修作业的相关规程和技术。
2.2 作业步骤在进行线材返修作业时,应按照以下步骤进行:(1)检查受损的线材,查明其原因;(2)把旧的附件与新的附件进行比较,确定更换的规格;(3)把旧的附件卸下;(4)把新的附件安装到线材上;(5)用剪刀把新的衬套剪切到正确的长度,然后安装到线材上;(6)用扳手把新的螺丝紧固到线材上;(7)用电测试仪检查线材的绝缘性能;(8)完成后,应核实操作结果;(9)将完成的线材返修结果记录在作业报告中。
2.3 风险管控在进行线材返修作业时,应注意以下风险管控措施:(1)使用封闭式的作业现场;(2)使用安全劳防用品;(3)采取一定的隔离措施;(4)注意安全操作规程;(5)确保操作现场环境符合要求。
线材作业指导书

指导书
工程序号 工程名称
作业 自主检查管理
NO 项 目
规格
确认方法 检查周期
1
线材
部品
目视
全检
2 外观检查
定位管
目视
全检
3
尺寸
钢尺
2H
M1 成型定位管
管理基准
线头整齐, 无缺胶,开口,压线
按品名选择尺寸
合模样式
作业顺序、方法 1. 选择良好的线材; 2. 按左图进行 3. 线材摆入模具,合模推入成型机, 4. 压力设置,温度设置根据首件记录设定参数;
品名 线材 PVC
成型中 成型机
成型OK样式
使用资材
规格 3P
60P (BLACK)
数 量(PCS) 1
3.2g
相关产品定位管成型尺寸
1 HAV-10008 100±20MM
注意事项!!
2 HAV-10009 120±20MM 1.安全第一!非专业人员严禁操作!!
3 HAV-10010 120±20MM
4 HAV-10011 120±20MM
5 HAV-10012L 120±20MM
6 6850R-PCA8F 140±10MM
7 6850R-PCA8E 140第一次制作
日期 2007.06.30
作成
检讨
确认
2 变更格式 3 焊锡检查使用放大镜;
2008.02.20
2008.12.05 覃承保
品名 品番
RCA CABLE系列 3P & 3P
作业
作业条件管理
NO 项 目 规 格 确认方法 点检周期
管理方法
1 成型机
1.5T
2 温度设置 155±10℃
线材拉力测试标准
WI-NB-
线材拉力测试标准
通用
有限公司
版次:
标准作业指导书 日期:
产品编号:
A/O
2017年9月29日 通用
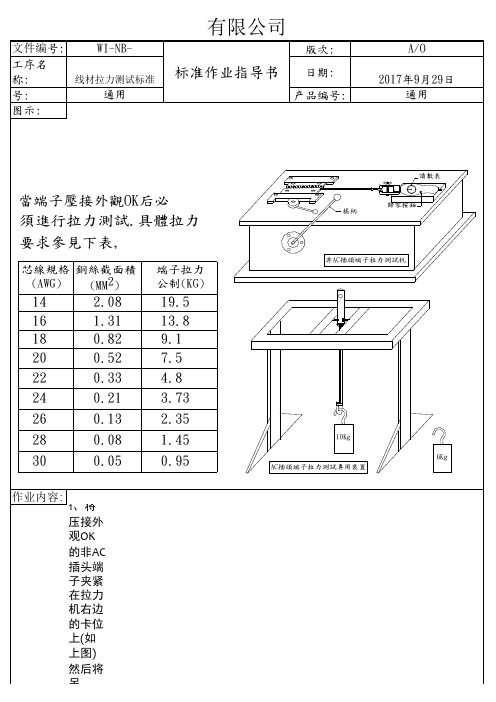
當端子壓接外觀OK后必 須進行拉力測試.具體拉力 要求參見下表,
芯線規格 銅絲截面積
(AWG)
(MM2)14ຫໍສະໝຸດ 2.08161.31
18
0.82
20
6
14
8 10 12
讀數表 歸零按鈕
非AC插頭端子拉力測試机
10Kg
6Kg AC插頭端子拉力測試專用裝置
一端线材夹紧在拉力机左边的夹具内(注:夹线材时必须要将线材拉直后再夹紧, 测试前必须要将拉力表上的指针归零.),再用力摇动摇柄,使指针指向该端子相应 承受拉力数据处静止不动标准时间1分钟后端子和线材之间无松脱现象为良好. 2、针对特殊的AC插头端子必须要在"AC插头端子拉力测试专用装置"上进行测试 (如上图),以免用力过大将拉力机损坏.
0.52
22
0.33
24
0.21
26
0.13
28
0.08
30
0.05
端子拉力 公制(KG)
19.5 13.8 9.1 7.5 4.8 3.73
2.35 1.45
0.95
作业内容: 1、将 压接外 观OK 的非AC 插头端 子夹紧 在拉力 机右边 的卡位 上(如 上图) 然后将 另
搖柄
2 0 18
4
16
检验指导: 1、检 查端子 压接外 观是否 良好,是 否有破 裂,飞丝 等不良 现象;
2、检查 端子压 接高度, 宽度及 拉力测 试是否 符合相 应标准.
电子线材生产标准作业指导书SOP

文件编号版本页码NO.用量1348MMNO.用量NO.日期11台12014/7/11操作示意圖工序操作步驟1.上班时,需先开机确认机器运行是正常,正常后停机待进行作业,如图1;2、将待裁切的线材装于裁切机滚轴下并固定好,启动开关(图1),试裁3-5PCS,裁切尺寸: 348mm ,两端取外被:一端11±0.5mm ,另一端10±0.5mm 由IPQC首件确认,图2;3、首件确认OK后,开始进行裁切/去外被作业;4.裁切好的线材放于对应成品盒内.物料PN物料名称/規格成品图注意事项产品名称工站名称裁线/去外被SOP-EN-1555A01106-010290-030UL1185 OD 4.0mm 线材1、生技人员调试及设定机器参数,调试OK后方可正常作业;2、作业人员需10分钟对裁出的线材尺寸进行自检;3、裁切的线材不可有未去外被、或地线被切掉等不良;4、IPQC需每1个小时对裁出的套管进行检查;5、作业员在作业时需注意安全,以避免出现工伤.6、当机器出现异常时,作业员需立刻报告线长或组长,由线长或组长通知技术人员处理.7、需注意机台7S.工夾具PN工夾具/設備名稱修改记录批准審核制表/自动裁切机新版SOP尺寸348mm1211±0.5m10±0.5m自动裁切机黑色为外被文件编号版本页码NO.用量14PCS/1模NO.用量NO.日期11台12014/7/11操作示意圖工序操作步驟1、上班时,需先开机进行确认机器是否正常,并进行预热5分钟;2、作业员需双手启动双联开关试成型1~2模产品(图1),由IPQC做首件确认,;3、收件确认OK后,正常成型作业;4、成型好的热收缩套管待流至下工位,如图2.物料PN物料名称/規格成品图注意事项产品名称工站名称成型热收缩套管SOP-EN-1555A02501-0010-010螺丝帽1、生技人员调试及设定机器参数,调试OK后方可正常作业;2、作业人员需自检是否有压痕、缺胶、变形等不良;3、IPQC需每1个小时对成型好的热收缩套管进行检查;4、作业员在作业时需注意安全,以避免出现工伤.5、当机器出现异常时,作业员需立刻报告线长或组长,由线长或组长通知技术人员处理.6、需注意机台7S.工夾具PN工夾具/設備名稱修改记录批准審核制表/立式注塑机/成型模具新版SOP12双联启动开关文件编号版本页码NO.用量11NO.用量NO.日期12套12014/7/11操作示意圖工序操作步驟1、取未扭的线材将地线与芯线分开,打开扭线治具电源开关,如图1、图2;2、将地线放治具夹头位置(图2),右脚踩脚踏开关进行扭线,重复扭2~3次;3、当一端扭线完成后,换另一端进行扭线,重复步骤2操作;4、扭好的线材流转下工位.物料PN物料名称/規格成品图注意事项产品名称工站名称扭地线SOP-EN-1555A03/裁切/去外被后的线材1.扭线时注意将芯线与地线分开,避免将地线与芯线同时放治具夹头内;2、扭地线的次数不能过多,避免扭坏地线;3、作业完成,作业员需自检地线是否扭到位;4、扭线治具有异常,及时报告线长或组长通知生技人员进行处理;5、扭地线时应注意安全,避免手指伸进治具夹头造成工伤.工夾具PN工夾具/設備名稱修改记录批准審核制表/扭地线治具新版SOP12白色线为芯线,包住白色线的为地线扭地线治具夹头文件编号版本页码NO.用量1/NO.用量NO.日期11台12014/7/11操作示意圖工序操作步驟1、取上工序扭好地线的线材,进行比量一下,芯线长的一端(去外被11mm端,如图1)需先放比剪刀口比剪7mm ,再放去皮刀口内进行去芯线皮,且地线与芯线的角度为90°时方可作业,图2、图3;2、取线材另一端芯线直接放机器去皮刀口内去皮,注意芯线与地线的角度,如图3;3、完成的产品流转下工位.物料PN物料名称/規格成品图注意事项产品名称工站名称比剪/去芯线皮SOP-EN-1555A04/上工序制品1.比剪时,长的芯线端需比剪7mm,芯线放刀口内需放到位;2、作业操作时注意安全,避免工伤;3、治具出现异常时,需立刻报告线/组长,通知生技人员调试处理;4、上线前,生技人员需保证机台/治具上线前正常使用;5、作业员在拿到上工位物品及完成本工位操作后,均需进行自检产品.6、需注意工作台面7S.工夾具PN工夾具/設備名稱修改记录批准審核制表/半自动剥皮机新版SOP芯线与地线的角度为90°比剪刀口去芯线皮刀口比剪/去芯线皮完成的产品芯线地线23410±0.5m m 11±0.5m m1文件编号版本页码NO.用量1/20.02GNO.用量NO.日期11套12014/7/11操作示意圖工序操作步驟1、取上工位的比剪/去芯线皮完成的产品沾助焊剂,如图1;2、将沾完锡线材芯线及地线进行镀锡,两端均需镀锡,如图2;3、镀锡完成后,自检芯线与地线是否都已经镀锡,如图3.物料PN物料名称/規格成品图注意事项产品名称工站名称镀锡SOP-EN-1555A05/上工序制品1、作业时注意安全,避免锡液飞溅造成对人烫伤;2、镀锡时不得出现:漏镀锡、却锡、大锡头等.3、需注意工作台面7S.714-00000-060锡丝 OD 0.8工夾具PN工夾具/設備名稱修改记录批准審核制表/锡炉新版SOP加助焊剂镀锡自检镀锡123文件编号版本页码NO.用量1/21PCS 30.02GNO.用量NO.日期11套12014/7/11操作示意圖工序操作步驟1、取母头,目视确认,对母头无字母焊接柱加锡,如图1;2、取线材将白色芯线焊接到带“G”字母的焊接柱上,将地线焊接到带“X”字母的焊接柱上;3、自检焊接焊接是OK,OK的流转下工位.物料PN物料名称/規格成品图注意事项产品名称工站名称焊接母头SOP-EN-1555A06/上工序制品1、烙铁焊锡标准温度为:380±20℃;2、母头加锡时,不得加错焊接柱;3、焊锡作业过程中不得出现以下不良:芯线与地线焊焊反、焊接错位、空焊、虚焊、连锡、漏焊接等;4、作业时,需注意安全,避免烙铁对人体造成烫伤;5、当烙铁头出现脏污,需及时清理干净;6、需注意工作台面7S.ST3-02C01-430母头714-00000-060锡丝 OD 0.8工夾具PN工夾具/設備名稱修改记录批准審核制表/电烙铁新版SOP母头注意:母头上无字母的焊接柱需加锡加锡OKG X注意:白色芯线焊到带“G ”字母焊接柱,地线焊到带“X ”字母焊接柱12文件编号版本页码NO.用量1/20.02GNO.用量NO.日期11套12014/7/11操作示意圖工序操作步驟1、取线材及DC头进行焊接,芯线焊DC头焊接柱上,地线焊金属外壳上.物料PN物料名称/規格成品图注意事项产品名称工站名称焊接DC头SOP-EN-1555A07/上工序制品1、烙铁焊锡标准温度为:380±20℃;2、焊锡作业过程中不得出现以下不良:芯线与地线焊焊反、焊接错位、空焊、虚焊、连锡、漏焊接等;4、作业时,需注意安全,避免烙铁对人体造成烫伤;5、当烙铁头出现脏污,需及时清理干净;6、需注意工作台面7S.714-00000-060锡丝 OD 0.8工夾具PN工夾具/設備名稱修改记录批准審核制表/电烙铁新版SOPDC 头焊接OK注意:芯线焊焊接柱上,地线焊外壳上文件编号版本页码NO.用量1/2/NO.用量NO.日期11台12014/7/11操作示意圖工序操作步驟1、上班时需开机确认是否运行正常,并预热5分钟再进行正常作业,如图1;2、将4PCS线材DC插头端装载具上,需装到位,如图2;3、将装好线材的载具装成型机模腔内,载具与线材均需在模腔、线槽摆放到位,如图3;4、双手启动双联开关,上模自动下行自动成型,图4;5、成型完成后,取下水口料放水口料桶内,取出载具及线材(图5),并由IPQC做首件确认;6、首件OK后,重复步骤2、3、4操作,且设备自动成型时准备下一载具待成型线材.物料PN物料名称/規格成品图注意事项产品名称工站名称成型内模(DC头)SOP-EN-1555A08/上工序制品1、生技人员调试及设定机器参数,调试OK后方可正常作业;2、每成型完一模作业员需自检产品是否正常;3、IPQC需每1个小时对成型好内模的线材DC头巡检;4、作业员在作业时需注意安全,以避免出现工伤.5、当机器出现异常时,作业员需立刻报告线长或组长,由线长或组长通知技术人员处理.6、需注意机台7S./注塑料工夾具PN工夾具/設備名稱修改记录批准審核制表/立式注塑机新版SOPDC 头装载具上开关控制面板载具与线材需装到位水口料45123文件编号版本页码NO.用量1/2/NO.用量NO.日期11台12014/7/11操作示意圖工序操作步驟1、上班时需开机确认是否运行正常,并预热5分钟再进行正常作业,如图1;2、将4PCS线材DC插头端装载具上,需装到位,如图2;3、将装好线材的载具装成型机模腔内,载具与线材均需在模腔、线槽摆放到位,如图3;4、双手启动双联开关,上模自动下行自动成型,图4;5、成型完成后,取下水口料放水口料桶内,取出载具及线材(图5),并由IPQC做首件确认;6、首件OK后,重复步骤2、3、4操作,且设备自动成型时准备下一载具待成型线材.物料PN物料名称/規格成品图注意事项产品名称工站名称成型外模(DC头)SOP-EN-1555A09/上工序制品1、生技人员调试及设定机器参数,调试OK后方可正常作业;2、每成型完一模作业员需自检产品是否正常;3、IPQC需每1个小时对成型好内模的线材DC头巡检;4、作业员在作业时需注意安全,以避免出现工伤.5、当机器出现异常时,作业员需立刻报告线长或组长,由线长或组长通知技术人员处理.6、需注意机台7S./注塑料工夾具PN工夾具/設備名稱修改记录批准審核制表/立式注塑机新版SOPDC 头装载具上开关控制面板载具与线材需装到位水口料45123文件编号版本页码NO.用量1/2/NO.用量NO.日期11台12014/7/11操作示意圖工序操作步驟1、上班时需开机确认是否运行正常,并预热5分钟再进行正常作业,如图1;2、将4PCS线材母头端装载具上,需装到位,如图2;3、将装好线材的载具装成型机模腔内,载具与线材均需在模腔、线槽摆放到位,如图3;4、双手启动双联开关,上模自动下行自动成型,图4;5、成型完成后,取下水口料放水口料桶内,取出载具及线材(图5),并由IPQC做首件确认;6、首件OK后,重复步骤2、3、4操作,且设备自动成型时准备下一载具待成型线材.物料PN物料名称/規格成品图注意事项产品名称工站名称成型内模(母头)SOP-EN-1555A010/上工序制品1、生技人员调试及设定机器参数,调试OK后方可正常作业;2、每成型完一模作业员需自检产品是否正常;3、IPQC需每1个小时对成型好内模的线材DC头巡检;4、作业员在作业时需注意安全,以避免出现工伤.5、当机器出现异常时,作业员需立刻报告线长或组长,由线长或组长通知技术人员处理.6、需注意机台7S./注塑料工夾具PN工夾具/設備名稱修改记录批准審核制表/立式注塑机新版SOP45母头装载具上开关控制面板载具与线材需装到位水口料123文件编号版本页码NO.用量1/2/NO.用量NO.日期11台12014/7/1121套32套操作示意圖工序操作步驟1、上班时需开机确认是否运行正常,并预热5分钟再进行正常作业,如图1;2、将4PCS线材母头端装载具上,需装到位,如图2;3、将装好线材的载具装成型机模腔内,载具与线材均需在模腔、线槽摆放到位,如图3;4、双手启动双联开关,上模自动下行自动成型,图4;5、成型完成后,取下水口料放水口料桶内,取出载具及线材(图5),并由IPQC做首件确认;6、首件OK后,重复步骤2、3、4操作,且设备自动成型时准备下一载具待成型线材.物料PN物料名称/規格成品图注意事项产品名称工站名称成型外模(母头)SOP-EN-1555A011/上工序制品1、生技人员调试及设定机器参数,调试OK后方可正常作业;2、每成型完一模作业员需自检产品是否正常;3、IPQC需每1个小时对成型好内模的线材DC头巡检;4、作业员在作业时需注意安全,以避免出现工伤.5、当机器出现异常时,作业员需立刻报告线长或组长,由线长或组长通知技术人员处理.6、需注意机台7S./注塑料工夾具PN工夾具/設備名稱修改记录批准審核制表/立式注塑机新版SOP李鹏2014/7/11/成型模具/载具13245母头装载具上开关控制面板载具与线材需装到位启动双联开关水口料文件编号版本页码NO.用量1/NO.用量NO.日期1112014/7/1121操作示意圖工序操作步驟1、打开电测机电源开关,测试头未插线材时,绿灯亮,如图1;2、将线材DC插头、母头分别插入测试头内,约1秒电测机黄灯,测试自动测试,如图2;3、自动测试OK后,黄灯熄灭,电测显示屏 显示“请摇摆线材”时(图3),双手分别握住“DC插头”及“母头”根部线材上下60°角度摇摆 2~3回合,红灯不亮且不报警,则为合格品;4、当电测为不良品时,红色灯亮,且发出略刺耳的报警声.物料PN物料名称/規格成品图注意事项产品名称工站名称电测SOP-EN-1555A012/上工序制品1、测试条件存档后测试机不可随意调试,且测试过程中每隔2小时要用标准测试样品对测试机进行确认一次。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目视 目 视、切脚机
7:将需要焊接的线材准备好; 8:把电烙铁插上并把温度调节到:320℃-340℃;
目 视、电烙铁
9:将所需要焊接的PCBA拼板平整的摆放在工作台面上,背面朝上; 10:所需要焊接的连接线的线头对应地摆放在所需要焊接的焊盘上;
4:PCBA的方向性必须统一,不能存在方向性混乱现象; 连接线中的红色线必须对应PCBA中的正极,连接线的卡扣不能出现反向现象;
目视、万用表、电烙铁
6:不能出现缺色、单颗不亮、单组或者全部不良、暗亮、特亮、色差、信号错误 或无信号传送;
电源、控制器、万用表、
17:对外观检查后的合格品通电进行电性能检查;
5:连接线的线头不能出现氧化现象,所焊接处不能出现虚焊、假焊、毛尖、与周围 的器件或管脚短路等不良现象; PCBA的连接方式必须一致,不能出现反板现象; 连接线中的红色线必须对应PCBA中的正极,并且连接线的卡扣不能出现反向现象; 所焊接每一条的数量及连接线的规格必须与生产定制一样,不能出现数量不符或间 距过短过长等不良现象; 不能出现短路现象;
制作日期 编号 版本号
线别 重点图示
制程
制品名
产品作业指导书
灯串
产品 编号
所有产品
编制
审核 决 定
工序
焊接
电解电容在PCB板中的标称
长度控制在3.5~4.5mm之间 红灰线(红线)焊接在正极焊盘上
单边焊接
整体连接
不合格:线头氧化(治)具
1:根据产品BOM表和生产定制领用所需的电解电容及相关线材 2:对电解电容进行切脚处理,电容脚长度必须控制在3.5~4.5mm之间;
1:电容的规格型号及线材的长度不能出现错误;
2:控制电容脚的长度,不能过短或过长;
静电筐 目视
3:确认电解电容在PCB板中的位置;
3:必须确认电容的方向性,不能出现插反现象;
4:将电解电容插入在已经完成插件工序并且测试OK的PCB电解电容器件孔位上;
目视
5:对电解电容进行弯曲,使其平躺在PCB板上; 6:对电解电容器件脚进行焊接;
目视
11:用电烙铁吸附焊锡,将焊接连接线,统一焊接一边连接线; 12:将焊接好一边连接线的拼板,进行分离开,形成单列式拼板; 13:将每个单列式拼版进行连接; 14:将一条灯带的第一块板输入端与首板或公头连接线连接; 15:将一条灯带的最后一块板的输出端与母头连接线连接或者不用焊接; 16:对整条灯带进行外观检查;