制程巡检记录
制程首末件及巡检记录
制程首末件及巡检记录一、制程首末件记录1.产品信息:记录产品的型号、批次号、生产日期等信息;2.首件检查:对首件进行全面检查,包括外观、尺寸、功能等方面的检查,并记录检查结果;3.末件检查:对末件进行与首件相同的全面检查,并记录检查结果;4.检查记录:将首末件的检查结果进行详细记录,包括检查时间、检查人员、不合格品处理等信息;5.问题反馈:如果在首末件检查中发现问题,应及时将问题反馈给生产部门,并跟踪处理进程,确保问题得到及时解决。
二、制程巡检记录除了制程首末件记录外,进行制程巡检也是确保产品质量的重要手段。
制程巡检是指生产过程中对关键工序进行定期巡检,以发现和解决问题,确保制程的稳定性和一致性。
制程巡检记录通常包括以下内容:1.巡检项目:明确需要巡检的关键工序和项目,如温度、压力、速度、润滑油等;2.巡检要求:对每个巡检项目,明确要求巡检的频率、方法和标准;3.巡检记录:记录每次巡检的实际情况,包括巡检时间、巡检人员、巡检结果等;4.问题处理:如果在巡检过程中发现问题,应及时将问题反馈给相关部门,并跟踪处理进程,确保问题得到及时解决;5.巡检统计:定期对巡检结果进行统计分析,以了解制程的整体稳定性和一致性,并采取相应措施进行改进。
制程巡检记录由生产运行人员进行,并与质量检查人员进行交流和协助,以确保制程巡检的有效性和准确性。
总结制程首末件及巡检记录是生产过程中不可或缺的一环,通过对首末件的全面检查和对关键工序的巡检,可以及时发现问题,并采取措施进行纠正,以确保产品的质量和制程的稳定性。
制程首末件及巡检记录需要由专门的质量检查人员和生产运行人员进行,他们需要具备严谨的工作态度和丰富的产品质量知识,以确保记录的准确性和合理性。
同时,制程巡检记录需要定期进行统计分析,以了解制程的整体稳定性和一致性,并采取相应的改进措施。
制程巡检记录表

⑥设备是否按时日常点检与维护?
⑦现场制造条件是否与作业指示书 内容一致? ⑧现场生产是否与作业指示书的产 品名称、规格一致? ⑨产品尺寸/性能是否符合作业指 示书要求?品质管理图是否正确?
⑩产品规格
3
车间绞合加 工区
⑪产品外径
⑫导体电阻(Ω)
(
) 制程巡检记录表
制程巡检员:
9:30
巡检时段
不符合记录
车间负责人:
No. 检验工序
巡检项目
巡检时段
检验结果√|╳
1
车间原料放 ①原料/成品摆放是否整齐? 置区 ②原料/成品名称、规格有无标识
明Байду номын сангаас?
③物料规格、线轴数量与作业指示
书的要求是否一致?
④张力与作业指示书点检要求是否
2
车间线架放 在范围内? 置区 ⑤线架是否有故障?导轮是否损坏
或脱离、脏污?是否断线?
检验结果√|╳
12:30
不符合记录
巡检时段
检验结果√|╳
巡检日期: 15:30
不符合记录
巡检时段
检验结果√|╳
⑬耐压测试(V)
⑭盐水针孔(个)
⑮IR绝缘电阻(MΩ)
4
车间产品送 ⑯产品名称、规格是否标示明确?
检区
⑰产品是否摆放整齐?
1. ①~⑨、⑯、⑰项,巡检抽查符合用”√“标示;不符合用”╳“标示,并在不符合记录栏中记入不符合机台、内容,并由当班领班签名确认改善。 备注
2. ⑩~⑮项,检验结果为巡检抽查作业指示书的检验合格数据;不合格数据则记录在”不符合记录“栏。
审核者:
17:30
不符合记录
注塑部制程巡检记录表

注塑车间巡检记录表
6月份 日期 产品名称 操作人 检验时间
8:00-9:30 10:30-11:30 13:00-14:30 16:00-17:30 19:00-20:00 8:00-9:30 10:30-11:30 13:00-14:30 16:00-17:30 19:00-20:00 8:00-9:30 10:30-11:30 13:00-14:300 10:30-11:30 13:00-14:30 16:00-17:30 19:00-20:00
机台号: 飞边 收缩 色差 巡检项目 黑点 流痕 油污 缺料 破裂 其它 判定结果 处理措失 巡检人员 签名
品管人员必须每90分钟对全机台进行巡检,合格的在对应的方框里打√,不合格的打×,并签名确认,品管人员每天至少四次
IPQC制程巡检记录表
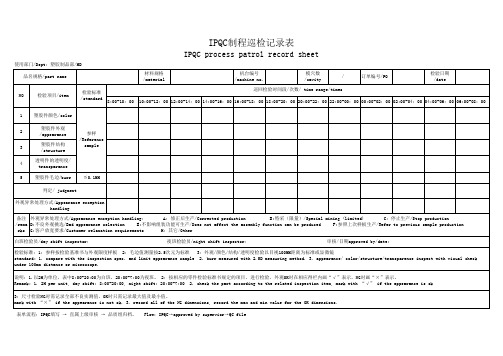
材料规格/material 机台编号/machine no.模穴数/cavity /订单编号/PO 检验日期/date 8:00-10:0010:00-12:0012:00-14:0014:00-16:0016:00-18:0018:00-20:0020:00-22:0022:00-00:0000:00-02:0002:00-04:0004:00-06:0006:00-08:001塑胶件颜色/color 2塑胶件外观/appearance 3塑胶件结构/structure 4透明件的透明度/transparance 5塑胶件毛边/burr≦0.1MM 检验标准:1:参样按检验基准书与外观限度样板 2:毛边值测量按2.5次元为标准 3:外观/颜色/结构/透明度检验以目视100MM距离为标准或显微镜standard: 1. compare with the inspection spec. and limit appearance sample 2. burr measured with 2.5D measuring method. 3. appearance/ color/structure/transparence inspect with visual check under 100mm distance or microscope.参样/Reference sample说明:1.以2H为单位,表中8:00-20:00为白班,20:00-7:00为夜班。
2:按相应的零件检验标准书规定的项目,进行检验,外观OK时在相应得栏内画“√”表示。
NG时画“×”表示。
Remark: 1. 2H per unit, day shift: 8:00-20:00, night shift: 20:00-7:00 2. check the part according to the related inspection item, mark with “√” if the appearance is ok3:尺寸检验NG时需记录全部不良实测值,OK时只需记录最大值及最小值。
DIP-IPQC巡检记录表

4.生产现场是否有物料,产品掉落地面,跟乱丢垃圾现象。 5.待检、检验中、待老化的产品是否有做状态标识。
异常描述:
线别:
时间 8:00 9:00 10:00 11:00 13:30 14:30 15:30 16:30 18:30 19:30
次数
9:00 10:00 11:00 12:00 14:30 15:30 16:30 17:30 19:30 20:30
IPQC制程巡检记录表
巡检日期:
年
月
日
序号
巡检内容
1.员工上班是否有做防静电手环测试,并做好测试记录。
ESD 2.员工是否有佩戴防静电手环,佩戴是否正确。
3.员工是否有按要求着装防静电服。 1.上线的物料是否符合制令单或BOM表要求。 2.生产线是否按照BOM表,样板或首件生产。 3.员工的操作是否正确,物料摆放标识是否正确合理。 4.元器件的插件位置方向是否正确,是否插到位,有无漏插现象。 5.检查波峰机是否有作业指导书,点检保养记录是否按时完成。 6.检查波峰机温度,速度设置是否正确,是否符合作业指导书规定。 7.检查焊盘上锡是否饱满,有无批量假焊、虚焊、空焊、冷焊、连锡、少锡现象。 8.补焊维修岗位洛铁温度设定是否正确,每天是否有做温度点检。
2H
1H
1H
1H
1H
1H
1H
2H
2H
1H
2H
1H
2H
1H
1H
1H
2H
1H
1H
1H
1H
1H
1H
2H
2H
2H
2H
2H
纠正预防措施:
备 注:
IPQC制程巡检记录表

品质异常:
纠正预防措施:
IPQC:
组长:
审核:
日期:
C制程巡检记录表
巡查结果
纠正预防措施:
审核:
日期:
8 PogoPin以及磁铁周围的胶量是否均匀,用通电仪器检查端子是否通电
9 检查泡棉粘贴是否偏位,无漏贴,泡棉无破损
10 检查后盖是否划伤,花/崩,同色点,异色点,水印、脏污等
11 检查物料标示,物料摆放是否正确,是否合理
12 不良品应放置在规定区域,并有相关不良信息标示
13.生產每個工序需挂有SOP,且與生產工序相對應;員工操作參照SOP作業,作業內容與SOP一致
客 户:
订单编号:
IPQC制程巡检记录表
生产线:
巡检日期:
产品名称:
产品编号:
批 号:
巡检数量:
巡查项目
1 檢查PPG镜片花崩,丝印是否合格,镜片粘贴是否贴偏
巡查结果
9:00-11:00 11:00-13:00 14:00-16:00 16:00-18:00 19:00-22:00
2 检查塑胶件卡扣不允许变形,披锋,软胶圈不允许断裂,合模线处披锋不超过0.1MM其余地方披锋大 小≦0.15MM
3 后壳金属与塑胶件粘贴完好,间隙小于0.1M移现象,双面胶不允许外露,用镊子按压pin针能够自动回弹
5 检查防尘网是否漏贴,防水绝缘片粘贴无歪斜现象,镜片显示区域无脏污,残胶
6 检查气密性测试泄露值在±60Pa以内
7 粘贴磁铁无偏位以及松动现象,磁铁罩表面无漏底现象,用冲电底座治具检查磁铁S和N级粘贴位置 是否正确
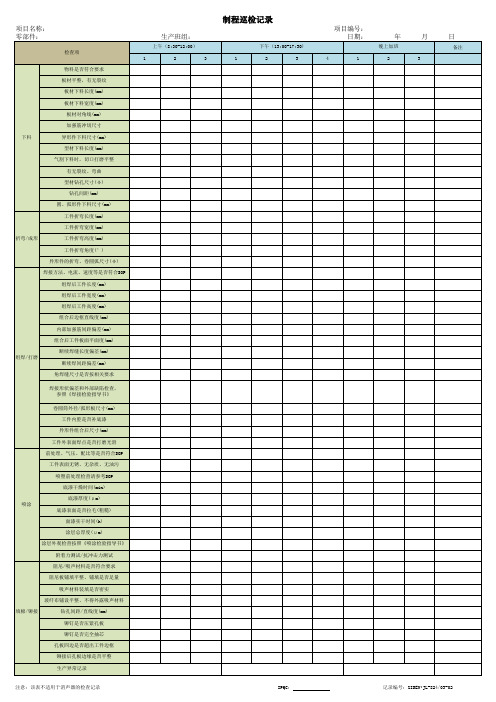
制程巡检记录 (完整版)
生产班组:
上午(8:30-12:00) 下午(13:00-17:30)
项目编号: 日期:不适用于消声器的检查记录
IPQC:
记录编号:ZISEN•JL-824/03-02
制程巡检记录
项目名称: 零部件:
检查项 1 物料是否符合要求 板材平整,有无裂纹 板材下料长度(mm) 板材下料宽度(mm) 板材对角线(mm) 加强筋冲切尺寸 下料 异形件下料尺寸(mm) 型材下料长度(mm) 气割下料时,切口打磨平整 有无裂纹、弯曲 型材钻孔尺寸(φ ) 钻孔间距(mm) 圆、弧形件下料尺寸(mm) 工件折弯长度(mm) 工件折弯宽度(mm) 折弯/成形 工件折弯高度(mm) 工件折弯角度(°) 异形件的折弯、卷圆弧尺寸(φ ) 焊接方法、电流、速度等是否符合SOP 组焊后工件长度(mm) 组焊后工件宽度(mm) 组焊后工件高度(mm) 组合后边框直线度(mm) 内部加强筋间距偏差(mm) 组合后工件板面平面度(mm) 断续焊缝长度偏差(mm) 组焊/打磨 断续焊间距偏差(mm) 角焊缝尺寸是否按相关要求 焊接形状偏差和外部缺陷检查, 参照《焊接检验指导书》 卷圆筒外径/弧形板尺寸(mm) 工件内腔是否补底漆 异形件组合后尺寸(mm) 工件外表面焊点是否打磨光滑 前处理、气压、配比等是否符合SOP 工件表面无锈、无杂质、无油污 喷塑前处理检查请参考SOP 底漆干燥时间(min) 底漆厚度(μ m) 喷涂 底漆表面是否拉毛(粗糙) 面漆实干时间(h) 涂层总厚度(μ m) 涂层外观检查按照《喷涂检验指导书》 附着力测试/抗冲击力测试 阻尼/吸声材料是否符合要求 阻尼板铺填平整、铺填是否足量 吸声材料装填是否密实 玻纤布铺设平整、不得外露吸声材料 填棉/铆接 钻孔间距/直线度(mm) 铆钉是否压紧孔板 铆钉是否完全抽芯 孔板四边是否超出工件边框 铆接后孔板边缘是否平整 生产异常记录 2 3 1 2 3 4 1 2 3
制程巡检记录表
制程巡检记录表
摘要:
1.制程巡检记录表的定义和作用
2.制程巡检记录表的内容和结构
3.制程巡检记录表的填写要求和注意事项
4.制程巡检记录表的重要性和应用场景
正文:
制程巡检记录表是制造业中用于记录生产过程中各个环节质量检查情况的一种表格,具有重要的参考和追溯作用。
制程巡检记录表以表格形式呈现,通常包含序号、检查项目、检查标准、检查结果、检查人员及检查时间等栏目,以便于对生产流程进行全面、系统地检查、记录和分析。
在填写制程巡检记录表时,需要注意以下几点:首先,要确保检查项目与生产流程相符,避免遗漏或重复;其次,检查标准应严格遵循国家或行业规定,以及企业内部标准;再次,对于检查结果,应如实填写,发现问题及时反馈并进行整改;最后,检查人员和检查时间务必准确无误,以便在需要时进行责任追溯。
制程巡检记录表在制造业中具有举足轻重的地位。
通过制程巡检记录表,企业可以及时发现生产过程中的问题,确保产品质量;同时,还可以通过对记录表的分析,找出生产过程中的潜在风险,进一步优化生产流程。
此外,在产品出现质量问题时,制程巡检记录表还可以为问题的定位和解决提供重要的依据。
总之,制程巡检记录表是制造业质量管理的重要工具,对于保障产品质量、提高生产效率具有重要意义。