注塑部制程巡检记录表
合集下载
注塑巡检记录表

~
~
~
~
班次 是否盖章 模具状态
~
~
日期 □是 □否 □OK □NG
~
备注
尺寸 检验
判定结果
注:1.正常生产2H以上,巡检0.5H检查一次,2H记录一次。生产低于2H时需巡检一次记录一次,记录一个最大值和最小值。2.巡检时需记录作业员依SOP规定作业的实际状 况,巡检机台参数安全状态,并记录于表单中。3.测量工具:A.二次元 B.卡尺 C.硬度计 D.弹性仪 E.厚度规 F.目测 G.模温计 H.手工
客 户 材质
作业员是否依SOP作业
产品型号 流程卡号 □是 □否
规格/标准/测量工具
外观 检验
温度
检
机台 参数
压力
验
速度
项
目
料花 缩水 变形 缺料 拉模 气泡 银丝 污点
F F F F F F、A F F、A ℃ pa mm/s
注塑巡检记录表
生产数
作业员
不良数
机台号
是否发生过异常
பைடு நூலகம்
□OK □NG
巡检时间
审核:
检验员:
IPQC制程巡检记录表(注塑部)

IPQC制程巡检记录表
客户: MARY KAY订单号:部门:注塑部产品名称:生产日期:组别:抽样数量巡检结果
8:30-9:309:30-10:3010:30-11:30 11:30-12:30 14:00-15:00 15:00-16:00 16:00-17:00 17:00-18:0019:00--备注
检验项目
1.塑胶件颜色
2.塑胶件外观
3.塑胶件结构
4.透明件的透光度
5.塑胶件尺寸
处理措施
判定
说明1.此表应如实,按时,具体检查项目。
判定合格记OK 不合格 NG
2.巡检不合格时, QC组长必须给出有效的处理措施。
并对处理结果进行确认。
3.样品必须从不同员工的半成品中随机、分散地抽取
4.必须要根据 MK签名认可的标准样和 Spec来核对和检测
5.抽样方案依普通二级抽样方法进行 CRI=0 ,MAJ=1.0 ,MIN=2.5 抽样 20PCS(1.0: 收0退1 2.5: 收1退2)抽样 32PCS(1.0: 收1退2 2.5: 收2退3)抽样 50PCS(1.0:收1退2 2.5: 收3退4)抽样 80PCS(1.0: 收2退3 2.5: 收5退6)抽样 125PCS(1.0: 收3退4 2.5: 收7退8)抽样 200PCS(1.0: 收5退6 2.5: 收10退11)
6.必须结合《制程 QC检验标准》检查产品
QC签名 / 日期:审核/日期:批准/日期:。
QEOR-BD-PB-002 注塑巡检记录表
IPQC:
QEOR-BDPB-002 REV1.0
品保部门填写注塑部门填写 Nhomakorabea品保
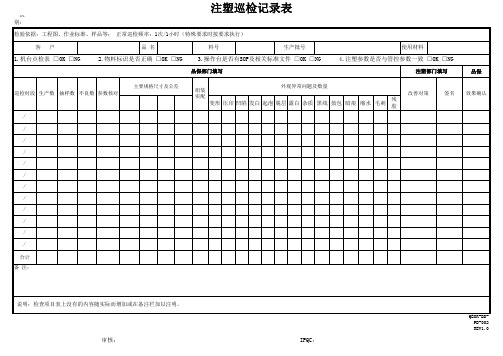
巡检时段 生产数 抽样数 不良数 参数核对
主要规格尺寸及公差
/ / / / / / / / / / / / 合计 备 注:
组装
外观异常问题及数量
实配 变形 压印 凹陷 发白 起泡 脱层 露白 杂质 黑线 鼓包 暗痕 缩水 毛剌
残 胶
改善对策
签名 效果确认
说明:检查项目表上没有的内容随实际而增加或在备注栏加以注明。 审核:
注塑巡检记录表
班 别:
检验依据:工程图、作业标准、样品等; 正常巡检频率:1次/1小时(特殊要求时按要求执行)
客户
品名
料号
生产批号
使用材料
1.机台点检表 □OK □NG
2.物料标识是否正确 □OK □NG
3.操作台是否有SOP及相关标准文件 □OK □NG
4.注塑参数是否与管控参数一致 □OK □NG
注塑车间班组长每天巡查记录表

点检工作中发现异常并记录在下列表单填写异常描述问题描述整改措施主要责任人完成时间整改完成确认工艺文件是否齐全模具设备点检是否点检加料记录是否填写模具履历本是否填注塑作业表单填写是否完善模具点检基准书是否齐全设备点检基准书是否齐全现场报废产品与实际作用表单记录是否相符调试产品是否及时记录机床照明是否损坏私人物品是否及时清理现场脱模剂清洗剂防锈剂油漆是否及时清理机床地面6s是否及时清理工艺监控记录是否放置在现1号2800t2号1600t3号1600t4号3300t5号1000t6号1000t7号1300t8号1600t9号470t10号700t11号530t12号650t13号530t14号450t16号360t17号150t18号160t19号1300t20号1300t21号600t22号560t23号520t24号2800t25号1800t检查要求
注塑车间班组长每天巡查记录表
检查内容 工艺文 件是否 齐全 模具、 设备点 检是否 点检 加料记 录是否 填写 模具履 历本是 否填写 注塑作 业表单 填写是 否完善 模具点 检基准 书是否 齐全 设备点 检基准 书是否 齐全 现场报 废产品 与实际 作用表 单记录 是否相 符 调试产 品是否 及时记 录 机床照 明是否 损坏 私人物 品是否 及时清 理 现场脱 模剂、 清洗剂 、防锈 剂、油 漆是否 及时清 机床地 面6S是 否及时 清理 工艺监 控记录 是否放 置在现 场
主要责任人
完成时间
整改完成“X”,有“X”时,应进行整改。停机“O”
点检签字
备注
机台号
是 否 是 否 是 否 是 否 是 否 是 否 是 否 是 否 是 否 是 否 是 否 是 否 是 否 是 否
1号2800T 2号1600T 3号1600T 4号3300T 5号1000T 6号1000T 7号1300T 8号1600T 9号470T 10号700T 11号530T 12号650T 13号530T 14号450T 16号360T 17号150T 18号160T 19号1300T 20号1300T 21号600T 22号560T 23号520T 24号2800T 25号1800T 备注:点检工作中发现异常并记录在下列表单填写异常描述 问题描述 整改措施
注塑车间班组长每天巡查记录表
检查内容 工艺文 件是否 齐全 模具、 设备点 检是否 点检 加料记 录是否 填写 模具履 历本是 否填写 注塑作 业表单 填写是 否完善 模具点 检基准 书是否 齐全 设备点 检基准 书是否 齐全 现场报 废产品 与实际 作用表 单记录 是否相 符 调试产 品是否 及时记 录 机床照 明是否 损坏 私人物 品是否 及时清 理 现场脱 模剂、 清洗剂 、防锈 剂、油 漆是否 及时清 机床地 面6S是 否及时 清理 工艺监 控记录 是否放 置在现 场
主要责任人
完成时间
整改完成“X”,有“X”时,应进行整改。停机“O”
点检签字
备注
机台号
是 否 是 否 是 否 是 否 是 否 是 否 是 否 是 否 是 否 是 否 是 否 是 否 是 否 是 否
1号2800T 2号1600T 3号1600T 4号3300T 5号1000T 6号1000T 7号1300T 8号1600T 9号470T 10号700T 11号530T 12号650T 13号530T 14号450T 16号360T 17号150T 18号160T 19号1300T 20号1300T 21号600T 22号560T 23号520T 24号2800T 25号1800T 备注:点检工作中发现异常并记录在下列表单填写异常描述 问题描述 整改措施
注塑制程巡检记录表

(2)包装与周转方式是否符合规范?□Yes□No
(3)外箱单或随工单是否按要求填写?□Yes□No
说明:
作业方法检查
操作者是否遵守作业指导书的步骤操作?□Yes□No
说明:
操作者是否遵守作业指导书的步骤操作?□Yes□No
说明:
操作者是否遵守作业指导书的步骤操作?□Yes□No
说明:
纠正措施描述
已制品判定
结果描述:
□Ac□Re
结果描述:
□Ac□Re
结果描述:
□Ac□Re
结果描述:
□Ac□Re
尺寸检查(12h/次)
见背面
组配检查
(4h/次)
结□Re
结果描述:
□Ac□Re
可靠性/
功能性检查
(4h/次)
结果描述:
□Ac□Re
结果描述:
□Ac□Re
结果描述:
□Ac□Re
工艺参数核对
宁波双林工业品制造有限公司
日期:年月日班别(勾选):□A班 □B班 □白班 □中班 □夜班SL/CX-15-04-B
客户名称
产品名称/图号
模具编号
腔号
机台号
原材料供应商/牌号/批号
金属件供应商/型号/批号
巡检时间
时分
时分
时分
时分
时分
时分
外观检查
(2h/次)
结果描述:
□Ac□Re
结果描述:
□Ac□Re
(3)外箱单或随工单是否按要求填写?□Yes□No
说明:
(1)现场所有物料零件,半成品,成品,返工品,不良品的标识是否符合要求?□Yes□No
(2)包装与周转方式是否符合规范?□Yes□No
(3)外箱单或随工单是否按要求填写?□Yes□No
说明:
作业方法检查
操作者是否遵守作业指导书的步骤操作?□Yes□No
说明:
操作者是否遵守作业指导书的步骤操作?□Yes□No
说明:
操作者是否遵守作业指导书的步骤操作?□Yes□No
说明:
纠正措施描述
已制品判定
结果描述:
□Ac□Re
结果描述:
□Ac□Re
结果描述:
□Ac□Re
结果描述:
□Ac□Re
尺寸检查(12h/次)
见背面
组配检查
(4h/次)
结□Re
结果描述:
□Ac□Re
可靠性/
功能性检查
(4h/次)
结果描述:
□Ac□Re
结果描述:
□Ac□Re
结果描述:
□Ac□Re
工艺参数核对
宁波双林工业品制造有限公司
日期:年月日班别(勾选):□A班 □B班 □白班 □中班 □夜班SL/CX-15-04-B
客户名称
产品名称/图号
模具编号
腔号
机台号
原材料供应商/牌号/批号
金属件供应商/型号/批号
巡检时间
时分
时分
时分
时分
时分
时分
外观检查
(2h/次)
结果描述:
□Ac□Re
结果描述:
□Ac□Re
(3)外箱单或随工单是否按要求填写?□Yes□No
说明:
(1)现场所有物料零件,半成品,成品,返工品,不良品的标识是否符合要求?□Yes□No
(2)包装与周转方式是否符合规范?□Yes□No
注塑巡检报表

外观检验 料花 缺胶缩水 混色 黑点 变形 披峰 水口高 沾模 色差顶高 冷胶 堵孔 削伤油污 漏件 其它
异常产品时间,数量、以及改善结果:
此表格由IPQC依据检验指导书和检验规范对产品进行每2小时/次巡检,每台机每次抽检5pcs,装箱产品抽检按GB2828--2003进行抽检,表中判定的项目合格就打√ 不合格就打×,同时在备注栏里做具体ห้องสมุดไป่ตู้述。
外观检验 料花 缺胶缩水 混色 黑点 变形 披峰 水口高 沾模 色差顶高 冷胶 堵孔 削伤油污 漏件 其它
异常产品时间,数量、以及改善结果:
此表格由IPQC依据检验指导书和检验规范对产品进行每2小时/次巡检,每台机每次抽检5pcs,装箱产品抽检按GB2828--2003进行抽检,表中判定的项目合格就打√ 不合格就打×,同时在备注栏里做具体描述。
注塑车间巡检报表
机台:
检验项目
客户:
料号:
规格/品名:
净重(g)
白/夜:
日期:
尺寸检验(依据检验指导书)(单位mm)
时间
08:00--10:00 20:00--22:00 10:00--11:30 22:00--24:00 12:30--14:30 00:00--02:00 14:30--16:30 02:00--04:00 16:30--18:30 04:00--06:00 18:30--20:00 06:00--08:00
车间:
检验:
审核:
车间:
检验:
审核: 白/夜:
注塑车间巡检报表
机台:
检验项目
客户:
料号:
规格/品名:
净重(g)
日期:
尺寸检验(依据检验指导书)(单位mm)
注塑车间巡检表
颜色 结构 性能 尺寸 包装 外观 合格 机台号 操作员 判定 不合格 让步 班 日 记录编号: 别 期 结果 备注
订单号
检查项目 检查时间
7:30~8:30 8:30~9:30 9:30~10:30 10:30~11:30 13:00~14:00 14:00~15:00 15:00~16:00 16:00~17:00 17:30~18:30 18:30~19:30 入库检验
工艺参数是否符合 工艺卡
改善措施
压力 速度 时间
规格
生产数量 抽检数量
不合格数量 CR MA MI
判定 合格 不合格
备注
说明:1、检查项目除外观需填写数字外(如A3),其他项目符合要求的打“√”反之打“×”; 2、“让步接收”须油质检主管或厂部领导确认。 3、A缺胶 B缩水 C色差 D混色 E划伤 F料花 G熔接痕 H披锋 J发白(亮) K油渍 L起泡 M断裂 N气纹 P杂质 R光泽度不良 审核: IPQC:
订单号
检查项目 检查时间
7:30~8:30 8:30~9:30 9:30~10:30 10:30~11:30 13:00~14:00 14:00~15:00 15:00~16:00 16:00~17:00 17:30~18:30 18:30~19:30 入库检验
工艺参数是否符合 工艺卡
改善措施
压力 速度 时间
规格
生产数量 抽检数量
不合格数量 CR MA MI
判定 合格 不合格
备注
说明:1、检查项目除外观需填写数字外(如A3),其他项目符合要求的打“√”反之打“×”; 2、“让步接收”须油质检主管或厂部领导确认。 3、A缺胶 B缩水 C色差 D混色 E划伤 F料花 G熔接痕 H披锋 J发白(亮) K油渍 L起泡 M断裂 N气纹 P杂质 R光泽度不良 审核: IPQC:
(完整版)注塑IPQC制程巡检报表
11:00-12:00
12:00-13:00
實
13:00-14:00
測
14:00-15:00
尺
寸
15:00-16:00
16:00-17:00
17:00-18:00
18:00-19:00
19:00-20:00
不良缺陷 備註:
A、氣紋(氣痕)B、氣花(料花)C、批鋒(披傷)D、縮水E、拉白(拉傷)F、模花(模光)G、模傷H、多膠I、缺料J、氣泡K、斷針L、結合線(夾水 紋) M、黑點(雜色)N、毛邊(毛屑未乾淨)O、頂白(頂凸)P、油污Q、起皮(起泡)R、色差 S、粘模 T、其他
1、檢查指引:﹤1﹥目視30CM檢查膠件外觀是否存在不良,並參考樣板程度。﹤2﹥目視30CM與樣品核對各扣位、柱位、頂針位、斜頂位等部位,是否出現扣 位
變形,柱斜、柱孔偏、頂針位與斜頂位深淺不一致。﹤3﹥尺寸按圖紙或樣品量測,超出公差NG。﹤4﹥快速打螺絲測試,螺絲柱滑牙、裂、發白等NG 2、巡檢頻率:外觀3pcs/1H,尺寸1pcs/1H,功能1pcs/1H,單重1pcs/4H。 3、注意事項:<1>IPQC選擇缺陷項將代號寫入被檢查內容,並記錄不良數。
<2>有生產異常時,需馬上停止生產並填寫《制程異常報告》。 <3>交接班時需將當班生產的品質問題及注意事項交接給下一班,並記錄在交接本上。
機台/工序: 客戶
注塑IPQC制程巡檢報表
□ 白班
□夜 班
產品名稱
訂單號
巡檢日期: 訂單數量
年月日
產品材質 巡檢時段 8:00-9:00
產品顏色
抽檢Leabharlann 數量 單重(pcs)外觀
功能 實配
制程巡检记录表
XXX汽车塑料制品有限公司
制程巡检记录表
文
制
程
□成型 □装配 □涂装PPI □涂装PPII □涂装ABS
组别
(一、二、三)
班别
(日、中、夜)
机台或工程
品名
件号
规 格
检验项目
判定基准
□依检查重点略图□ _____________
□依检查重点略图□ _____________
检
查
时
间
:
:
:
:
:
:
:
□依检查重点略图□ _____________
□依检查重点略图□ _____________
□依检查重点略图□ _____________
□依检查重点略图□ _____________
□依检查重点略图□ _____________
□依检查重点略图□ _____________
□依检查重点略图□ _____________
制程品管巡检
确认状况 品管员
1、按照检查重点略图填写检查项目及判定基准
说 明
2、巡检频度依“QC工程表”,品管发现异常请立即通
知现场组长(助理)处理
制造部 经理
经(副)理
技术 部 课长
台或工程文件编号:来自::面白化 O.色差 P.结合线 Q.吸 AE.反光片孔 AF.固定Hinger 量 BH.孔位/孔塞 BI.肉瘤 BJ.孔径
部 组长
检验项目
A.砂粒异物 B.漆面刮伤 C.油点 D.流漆 E.表面粗糙 F.缩水 G.素材碰刮伤 H.变形 I.没抛亮 J.喷薄 K.咬漆 L.短射 M.毛边 N.表面白化 O.色差 P.结合 漆 R.漆花 S.龟裂 T.银线 U.气泡 V.砂纸痕 X.桔皮 Y.粘标贴错 Z.顶出痕 AA配件漏装. AB.活页 AC.组配不良 AD.脱模拉伤 AE.反光片孔 AF.固定H AG.配件错装 AH. BOSS孔 AI.包风 AJ.流痕 BA.异物附着 BB.配件 BC. 灌口修饰/修边 BD.断裂 BE.脚卡座 BF.肉厚 BG.重量 BH.孔位/孔塞 BI.肉瘤 CA.破孔 CB其他_______ CC.其它_____
制程巡检记录表
文
制
程
□成型 □装配 □涂装PPI □涂装PPII □涂装ABS
组别
(一、二、三)
班别
(日、中、夜)
机台或工程
品名
件号
规 格
检验项目
判定基准
□依检查重点略图□ _____________
□依检查重点略图□ _____________
检
查
时
间
:
:
:
:
:
:
:
□依检查重点略图□ _____________
□依检查重点略图□ _____________
□依检查重点略图□ _____________
□依检查重点略图□ _____________
□依检查重点略图□ _____________
□依检查重点略图□ _____________
□依检查重点略图□ _____________
制程品管巡检
确认状况 品管员
1、按照检查重点略图填写检查项目及判定基准
说 明
2、巡检频度依“QC工程表”,品管发现异常请立即通
知现场组长(助理)处理
制造部 经理
经(副)理
技术 部 课长
台或工程文件编号:来自::面白化 O.色差 P.结合线 Q.吸 AE.反光片孔 AF.固定Hinger 量 BH.孔位/孔塞 BI.肉瘤 BJ.孔径
部 组长
检验项目
A.砂粒异物 B.漆面刮伤 C.油点 D.流漆 E.表面粗糙 F.缩水 G.素材碰刮伤 H.变形 I.没抛亮 J.喷薄 K.咬漆 L.短射 M.毛边 N.表面白化 O.色差 P.结合 漆 R.漆花 S.龟裂 T.银线 U.气泡 V.砂纸痕 X.桔皮 Y.粘标贴错 Z.顶出痕 AA配件漏装. AB.活页 AC.组配不良 AD.脱模拉伤 AE.反光片孔 AF.固定H AG.配件错装 AH. BOSS孔 AI.包风 AJ.流痕 BA.异物附着 BB.配件 BC. 灌口修饰/修边 BD.断裂 BE.脚卡座 BF.肉厚 BG.重量 BH.孔位/孔塞 BI.肉瘤 CA.破孔 CB其他_______ CC.其它_____
注塑部制程巡检记录表
注塑部制程巡检记录表制程巡检记录表注塑巡检记录表巡检记录表设备巡检记录表消防巡查巡检记录表机房巡检记录表车间巡检记录表巡检记录表格式质量巡检记录表
注塑车间巡检记录表
6月份 日期 产品名称 操作人 检验时间
8:00-9:30 10:30-11:30 13:00-14:30 16:00-17:30 19:00-20:00 8:00-9:30 10:30-11:30 13:00-14:30 16:00-17:30 19:00-20:00 8:00-9:30 10:30-11:30 13:00-14:300 10:30-11:30 13:00-14:30 16:00-17:30 19:00-20:00
机台号: 飞边 收缩 色差 巡检项目 黑点 流痕 油污 缺料 破裂 其它 判定结果 处理措失 巡检人员 签名
品管人员必须每90分钟对全机台进行巡检,合格的在对应的方框里打√,不合格的打×,并签名确认,品管人员每天至少四次
注塑车间巡检记录表
6月份 日期 产品名称 操作人 检验时间
8:00-9:30 10:30-11:30 13:00-14:30 16:00-17:30 19:00-20:00 8:00-9:30 10:30-11:30 13:00-14:30 16:00-17:30 19:00-20:00 8:00-9:30 10:30-11:30 13:00-14:300 10:30-11:30 13:00-14:30 16:00-17:30 19:00-20:00
机台号: 飞边 收缩 色差 巡检项目 黑点 流痕 油污 缺料 破裂 其它 判定结果 处理措失 巡检人员 签名
品管人员必须每90分钟对全机台进行巡检,合格的在对应的方框里打√,不合格的打×,并签名确认,品管人员每天至少四次