圆度圆柱度计量基础
圆度圆柱度测量
圆柱度圆柱度是指任一垂直截面最大尺寸与最小尺寸差为圆柱度。
圆柱度误差包含了轴剖面和横剖面两个方面的误差。
.圆柱度的公差带是两同轴圆柱面间的区域,该两同轴圆柱面间的径向距离即为公差值。
圆柱度测量圆柱度(见形位公差)是圆柱体圆度和素线直线度的综合,因此圆柱度一般是在圆度仪上附加能沿被测圆柱体作轴向运动的精密直线导轨、电子计算机和相应的程序等来测量的。
测量时,长度传感器的测头沿精密直线导轨测量被测圆柱体的若干横截面,也可沿被测圆柱面作螺旋运动取样。
测得的半径差由电子计算机按最小条件确定圆柱度误差。
在配有电子计算机和相应程序的三坐标测量机上利用坐标法也可测量圆柱度。
测量时,长度传感器的测头沿被测圆柱体的横截面测出若干(取样)点的坐标值X、y,并按需要测量若干横截面,然后由电子计算机按最小条件确定圆柱度误差。
此外,还可利用V形块和平板(带有径向定位用直角座)等分别测量具有奇数棱边和偶数棱边的圆柱体的形状误差(见圆度测量),但这时V形块和平板的长度应大于被测圆柱体的全长。
测量时,被测圆柱体在 V形块内或带直角座的平板上回转一周,从测微仪读出一个横截面中最大和最小的示值,按需要测量若干横截面,然后取从各截面读得的所有示值中最大与最小示值差之半,作为被测圆柱体的圆柱度误差。
圆度误差的测量测量方法圆度误差的评定方法有4种:最小包容区域法,最小外接圆法,最大内切圆法,最小二乘法。
由于最小二乘法简便易行,长期以来甚为流行。
测量圆度误差的方法虽有多种,但最为合理、用得最多的是半径法。
为此,通过采用半径测量法在光学分度头上用千分表测量圆度误差,并对测量数据进行最小二乘法计算,以求得圆度误差值。
—测量时,将被测量工件顶在光学分度头的两顶尖间,将指示表置于被测量横截面上,测量其半径的变化量△r,即利用光学分度头将被测圆周等分成 n个测量点,当每转过一个0 =360°/n角时,从指示表上读出该点相对于某一半径R0的偏差值△r,由此测得所有数据△ri。
圆柱度测量方法

圆柱度测量
圆柱度(符号 ): 形状公差中的一类,指任一垂 直截面最大尺寸与最小尺寸差 为圆柱度。圆柱测量方法 :
1.半径测量法; 2.坐标测量法; 3.二点法、三点测量法; 4.分解测量法(了解);
1、半径测量法:
半径测量法是确定被测圆柱 面相对于测量准—回转轴线半径 变化量的一种测量方法。在测量 时,以测头相对于被测圆柱面移 动的轨迹,模拟理想圆柱面。半 径变化量即是实际圆柱面上的采 样点相对于理想圆柱面的偏离
①分项测量
作分项测量时有两种方案,其一为在若干横向截面内测量圆 度误差.同时分解出素线对轴线的平行度误差;其二,在横向 截面内测量圆度误差,并在轴向截面内测量素线对轴线的平 行度误差,按某一横向测量截面,当被测零件在V形座上回 转时找出该截面轮廓的最高点,过最高点的轴向截面内布点 采样,对各采样点处测得的示值中取最小示值为最低点。 ②叠加评定圆柱度误差
由被测零件上的最小直径处的圆度误差值和素线对轴线的平 行度误差值,经叠加后即为被测圆柱表面的圆柱度误差。
(2)内表面分解测量法 测量内表面时,在被测圆柱表面的最小直径处的 横向截面内测量轮廓的圆度误差;在轴向截面内 测量素线对轴线的平行度误差。两项误差经叠加 后求得圆柱度误差。 ①分项测量 a.测量素线平行度误差 b.测量圆度误差 ②用叠加法求圆柱度误差 圆柱度误差为被测内表面最小直径处的圆度误差
值,以及素线对轴线的平行度误差值两者叠加而 得。
End,谢谢
所有各被测截面示值中 的最大值与最小值的一 半作为圆柱度误差值。
三点法:
按下图所示方法测出各 给定横截面内零件回转 一周过程指示表的最大 示值与最小示值的一半 作为圆柱度误差值。
4、分解测量法
分解测量法是按圆柱度误差的构成分别进行测量 的方法,即分别测量横向截面内轮廓的圆度误差, 轴向截面内的素线对轴线的平行度误差和素线的 直线度误差,然后将分项的误差进行叠加,从而 获得被测表面的圆柱度误差。 (1)外表面分解测量法 对于外表面的圆柱度。可在V形座上进行分解测量, 确定圆度误差和素线对轴线的平行度误差。
公差知识分享-圆度、圆柱度、
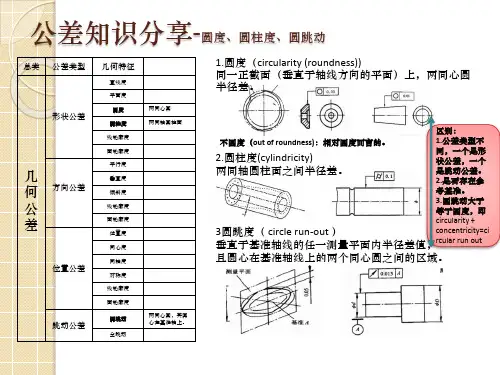
1.圆度(circularity (roundness)) 同一正截面(垂直于轴线方向的平面)上,两同心圆 半径差。
区别:
不圆度(out of roundness):相对圆度而言的。
2.圆柱度(cylindricity) 两同轴圆柱面之间半径差。
1.公差类型不 同,一个是形 状公差,一个 是跳动公差。 2.是否存在参 考基准。
公差知识分享-圆度、圆柱度、圆跳动
总类 公差类型
形状公差
几 何 方向公差 公 差
位置公差
跳动公差
几何特征
直线度 平面度 圆度 圆柱度 线轮廓度 面轮廓度 平行度 垂直度 倾斜度 线轮廓度 面轮廓度 位置度 同心度 同轴度 对称度 线轮廓度 面轮廓度 圆跳动 全跳动
两同心圆 两同轴圆柱面
两同心圆,其圆 心在基准轴上。
3.圆跳动大于 等于圆度,即
circularity +
3圆跳度( circle run-out )
concentricity=ci
垂直于基准轴线的任一测量平面内半径差值,rcular run域。
用百分表测量圆度与圆柱度误差
任务三 用百分表测量圆度及圆柱 度误差
知 1.熟悉常用的圆度和圆柱度测量器具和测量方
识
法;
目 2.理解形位公差的检测原则;
标 3.掌握圆度及圆柱度的公差带形状及特点;
技 1.能熟练使用百分表和百分表架进行测量圆度
能
及圆柱度;
目 2.会对圆度及圆柱度测量数据进行处理及评
标
定。
一、圆度及圆柱度公差
一、被测零件
示例
二、常用测量仪器及设备
V形块
百分表
百分表架
三、常用测量方法
1.回转轴线法(圆度仪)
2.三点法(百分表)
3、二点法
千分尺测量
4、投影法测圆度
5、坐标法测外圆
1、圆度误差的测量计算φ:φ=(dmax-dmin)/2, 取三个截面中的φmax。磨损后的圆度误差不得大于 0.025mm。
2、圆柱度误差的测量计算:
★计算公式:三个截面、六个数据中(dmaxBdminB)/2,圆柱度误差不得大于0.025mm。
操作训练
三、测量步骤
1.检查 2.测量
(1S现场管理条例
四、填写测量报告单
回顾与总结
你学会了吗?
1.熟悉常用的圆度和圆柱度测量器具和测量 方法;
圆度,圆柱度及球度的测量及评价方法讲解
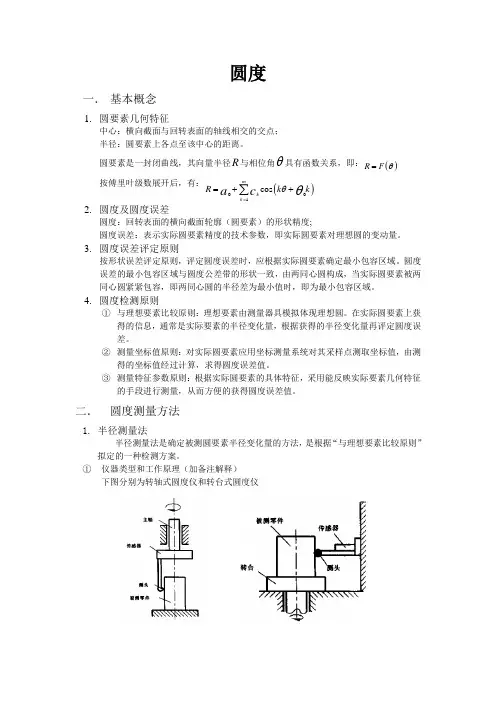
圆度一. 基本概念1. 圆要素几何特征中心:横向截面与回转表面的轴线相交的交点; 半径:圆要素上各点至该中心的距离。
圆要素是一封闭曲线,其向量半径R 与相位角θ具有函数关系,即:()R F θ=按傅里叶级数展开后,有:()001cos mk k R k k a c θθ==++∑2. 圆度及圆度误差圆度:回转表面的横向截面轮廓(圆要素)的形状精度;圆度误差:表示实际圆要素精度的技术参数,即实际圆要素对理想圆的变动量。
3. 圆度误差评定原则按形状误差评定原则,评定圆度误差时,应根据实际圆要素确定最小包容区域。
圆度误差的最小包容区域与圆度公差带的形状一致,由两同心圆构成,当实际圆要素被两同心圆紧紧包容,即两同心圆的半径差为最小值时,即为最小包容区域。
4. 圆度检测原则① 与理想要素比较原则:理想要素由测量器具模拟体现理想圆。
在实际圆要素上获得的信息,通常是实际要素的半径变化量,根据获得的半径变化量再评定圆度误差。
② 测量坐标值原则:对实际圆要素应用坐标测量系统对其采样点测取坐标值,由测得的坐标值经过计算,求得圆度误差值。
③ 测量特征参数原则:根据实际圆要素的具体特征,采用能反映实际要素几何特征的手段进行测量,从而方便的获得圆度误差值。
二. 圆度测量方法1. 半径测量法半径测量法是确定被测圆要素半径变化量的方法,是根据“与理想要素比较原则”拟定的一种检测方案。
① 仪器类型和工作原理(加备注解释)下图分别为转轴式圆度仪和转台式圆度仪圆度仪可运用测得信号的输出特性,将被测轮廓的半径变化量放大后同步自动记录下来,获得轮廓误差的放大图形,可按放大图形评定圆度误差。
② 用圆度仪测量注意事项(加备注择项解释)选择适当的侧头类型;静态测量力选择;测量平面和测量方向确定;频率响应选择;选择适当的放大倍率;正确安装被测件,径向偏心和轴向倾斜;主轴误差的影响2. 坐标测量法坐标测量法是根据测量坐标值原则提出的一种检测方案。
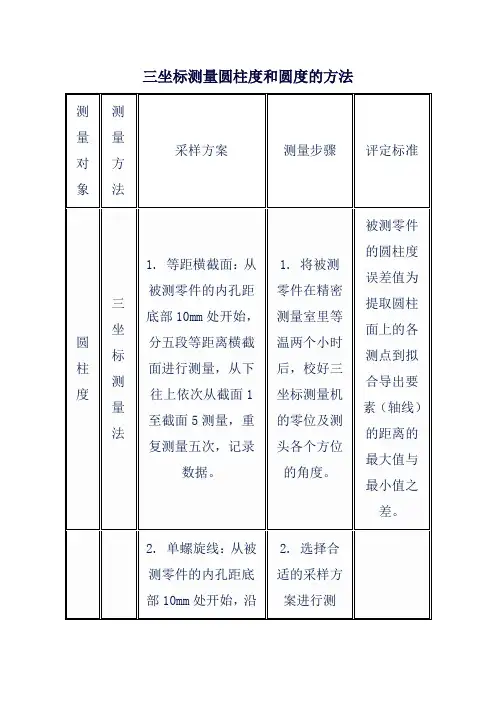
三坐标测量圆柱度和圆度的方法
3. 使用圆度评价指令,设置相应参数后运行,评价出圆度值。
三坐标测量圆柱度和圆度的方法
测量对象
测量方法
采样方案
测量步骤
评定标准
圆柱度
三坐标测量法
1. 等距横截面:从被测零件的内孔距底部10mm处开始,分五段等距离横截面进行测量,从下往上依次从截面1至截面5测量,重复测量五次,记录数据。
1. 将被测零件在精密测量室里等温两个小时后,校好三坐标测量机的零位及测头各个方位的角度。
被测零件的圆柱度误差值为提取圆柱面上的各测点到拟合导出要素(轴线)的距离的最大值与最小值之差。
2. 单螺旋线:从被测零件的内孔距底部10mm处开始,沿一条螺旋线从下往上进行测量,重复测量五次,记录数据。
2. 选择合适的采样方案进行测量,并记录各点的示值,得到提取圆柱面。
3. 双螺旋线:结合等距横截面和两条螺旋线进行测量,具体方案可根据实际需求设计。
3. 采用最小区域法对提取圆柱面进行拟合,得到拟合导出要素(轴线)。
圆度
三坐标扫描测量法
在被测圆度截面上采集足够多的点进行扫描测量,确保采样间隔足够小(最小可达到0.01mm)。
1. 输入生成扫描圆指令,设置点密度、扫描速度和过滤类型等参数。
圆度值为扫描得到的圆上各点到圆心距离的最大值与最小值之差的一半。
任务三用百分表测量圆度与圆柱度误差
回顾与总结
你学会了吗?
1.熟悉常用的圆度和圆柱度测量器具和测量 方法;
2.理解形位公差的检测原则; 3.掌握圆度及圆柱度的公差带形状及特点; 4.了解指示表类仪器使用和维护的方法; 5.能熟练使用百分表和百分表架进行测量; 6.会对圆度及圆柱度测量数据进行处理及评定。
一、圆度及圆柱度公差
二、形位误差检测原则
(1)与拟合要素比较原则 (2)测量坐标原则 (3)测量特征参数原则 (4)测量跳动原则 (5)控制实效边界原则
操作训练
一、被测零件
操作训练
二、测量仪器及设备
V形块
百分表
百分表架
操作训练
三、测量Байду номын сангаас骤
1.检查 2.测量
(1)测量圆度 (2)测量圆柱度
3.数据处理 4.执行5S现场管理条例
直线度、圆度、圆柱度检测案例
直线度、圆度、圆柱度检测案例任务描述:图例是某产品中一根小轴,产品加工完成后,如何检测?任务实施:具备的知识与技能有:形位公差的概念,直线度、圆度、圆柱度的概念;检验直线度、圆度、圆柱度相关测量工具的使用知识和使用方法;耐心细致的工作精神。
1、检测直线度的实施步骤方法一,平尺法:1)测量器具:等高量块两块、塞尺、平尺(刀口尺)。
2)测量步骤:a)将平尺至于被测直线上,并在离平尺两端垫上等厚量块;b)用片状塞规或塞尺直接测出平尺工作面与被测直线之间的距离;c)测得最大距离减等厚量块的厚度即为所求的直线度误差近似值。
方法二,指示器法:用带指示器的测量装置测出被测直线相对测量基线的偏移量,进而评定直线度误差值的方法,该方法适用于中、小平面及圆柱,圆锥面素或轴线等的直线度误差测量。
1)测量器具:千分表、表座、工具平板、轴零件支持工具(偏摆仪或分度三爪卡盘)。
2)测量步骤:a)被测零件安装在平行于平板且具有精密分度装置的两同轴顶尖之间;b)确定横向测量截面数及各截面上的等分测量点数;c)转动被测零件,在各横向截面上对等分测量点逐一进行测量,并记录各点的示值;d)将各点的示值绘制在极坐标图上(或按其他方法),按最小区域圆心、最小二乘圆心之一确定各截面中心坐标值(X、Y、Z)e)进行数据处理,求出直线度误差值;f)按上述的方法测量若干条素线,取其中的最大值作为被测零件的直线度误差值。
3)数据处理:a)以各测得点中的两个端点坐标值[(Xo,Yo,Z0)和(Xn-Yn,Zn)]求出两端点连线的直线方程系数q,p作为初始值:b)将各测得点的坐标值代入下式,算出各点距该直线的径向距离:c)找出Ri中的最大值f1;d)按一定优化方法改变Xo,Yo,p,q值;e)按Ri计算式逐个计算变换后的Ri值,并找出Ri中的最大值f2f)将f1与f2相比较,使较小者为f1;g)反复进行d)-f)的步骤,使f1为最小;h)最后求出的最小值f1的两倍即为直线度误差值。
直线度、平面度、圆度、圆柱度...这些形位公差你都了如指掌?
直线度、平面度、圆度、圆柱度...这些形位公差你都了如指掌?作为机加工老司机,你阅图无数,加工无数。
当我们说到“形位公差”,它是既理论又实际的专业知识,你对它有多了解呢?在生产中,如果我们对图纸标注的形位公差理解错误,就会使加工分析、加工结果与要求偏离,甚至带来严重后果。
今天,就让我们一起来系统了解14项形位公差。
先给大家看重点,下面这张表是国际统一化的14项形位公差符号,这非常重要哦。
01 直线度直线度,即通常所说的平直程度,表示零件上的直线要素实际形状保持理想直线的状况。
直线度公差是实际线对理想直线所允许的最大变动量。
示例1:在给定平面内,公差带必须在距离为0.1mm的两平行直线间的区域。
02 平面度平面度,即通常所说的平整程度,表示零件的平面要素实际形状,保持理想平面的状况。
平面度公差是实际表面对理想平面所允许的最大变动量。
示例:公差带是位于距离0.08mm的两个平行平面之间的区域。
03 圆度圆度,即通常所说的圆整程度,表示零件上圆的要素实际形状与其中心保持等距的状况。
圆度公差是在同一截面上,实际圆对理想圆所允许的最大变动量。
示例:公差带必须在同一正截面上,半径差为公差值0.03mm的两个同心圆之间的区域。
04 圆柱度圆柱度是表示零件上圆柱面外形轮廓上的各点,对其轴线保持等距状况。
圆柱度公差是实际圆柱面对理想圆柱面所允许的最大变动量。
示例:公差带是半径差为公差值0.1mm的两个同轴圆柱面之间的区域。
05 线轮廓度线轮廓度是表示在零件的给定平面上,任意形状的曲线,保持其理想形状的状况。
线轮廓度公差是指非圆曲线的实际轮廓线的允许变动量。
06 面轮廓度面轮廓度是表示零件上的任意形状的曲面,保持其理想形状的状况。
面轮廓度公差是指非圆曲面的实际轮廓线,对理想轮廓面的允许变动量。
示例:公差带是由包络一系列直径为0.02mm的球的两条包络线之间,诸球的中心理论上应位于理论正确几何形状的面上。
07 平行度平行度,即通常所说的保持平行的程度,表示零件上被测实际要素相对于基准保持等距离的状况。
长度计量基础知识讲座(四十四)
国内统一刊号CN31-1424/TB2014/1 总第239期第四十四讲 圆度、圆柱度测量仪顾耀宗/上海市计量测试技术研究院圆度、圆柱度是机械制造和长度测量中形状误差的重要参数。
圆度测量仪是以精密回转中心为回转测量基准,通过传感器测量被测件在不同转角位置上的实际轮廓至回转中心半径的变化量,从而评定被测件在某一横截面圆度的测量仪器。
圆度仪主要用于测量被测件内、外回转表面各截面轮廓的圆度、同心度和端面跳动等参数。
圆柱度测量仪是以精密回转中心线为回转测量基准,精密直线运动导轨为直线测量基准,通过位于直线运动导轨上的位移传感器,测量圆柱体表面若干截面在不同转角位置上的实际轮廓至回转中心线半径的变化量,从而评定圆柱体表面圆柱度的测量仪器。
圆柱度仪主要用于测量圆柱面工件表面轮廓的形状误差(圆度、圆柱度、直线度和平面度)、位置误差(同轴度和垂直度)等。
1 基本结构和分类圆度、圆柱度仪由基座、工作台、回转主轴和传感器等主要部件组成。
回转主轴的回转精度决定了仪器的准确度。
圆度仪和圆柱度仪的结构按基准回转轴线形成方式分为传感器回转式(见图1圆度仪、图3圆柱度仪)和工作台回转式(见图2圆度仪、图4圆柱度仪)两类;按信号处理形式分为模拟输出式(记录仪显示、输出)和数字输出式(计算机处理评定、显示、输出)两类。
2 圆度仪、圆柱度仪的主要技术指标圆度仪、圆柱度仪根据其主要技术指标分为一、二、三、和四级。
其主要技术指标见表1。
3 主要项目的检定或校准方法3.1 测量系统分辨力对于准确度等级为一级的仪器应检定或校准(以下统称检定)此项目,其他等级的可不作检定。
检定时,采用超精密微动台(具有纳米分辨力的传感器)作为标准采用比较法进行检定,如图5所示。
3.2 主轴的径向误差3.2.1 直接测量法以标准球作为标准,以最小区域法评定其圆度值,作为检定结果。
此项检定也可采用标准半球。
12345987612354671234567891-基体;2-立柱;3-滑动导轨;4-测力控制旋钮;5-升降旋钮;6-方向微调器;7-滑动导板;8-传感器;9-工作台图1 圆度仪1-滑座;2-支臂;3-传感器;4-立柱;5-支臂;6-转台台面;7-基座图2 圆度仪1-基座;2-工作台;3-台面;4-立柱;5-滑架;6-拖板;7-主轴上罩;8-回转主轴;9-传感器图3 圆柱度仪1-基座;2-台面;3-回转主轴;4-传感器;5-传感器支架;6-立柱;7-传感器头架图4 圆柱度仪1234567国内统一刊号CN31-1424/TB 2014/1 总第239期表1 圆度仪、圆柱度仪主要技术指标注:H — 对于工作台回转式的仪器,被测截面距离工作台面的高度(单位:mm);对于传感器回转式的仪器,H = 0。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
fghijk
平面度测量
平面度测量
fghijk
平面度测量
fghijk
最小二乘参考平面
平面度 P-V
fghijk
不圆度的影响
振动
AA A A
B BB B
fghijk
不圆度的影响
振动 磨损
AA A A
B BB B
主菜单
振动 磨损 噪声
fghijk
不圆度的影响
AA A A
B BB B
fghijk
圆度的测量方法
工作台方法
• 三点法
– 简单,但 ...
fghijk
工作台方法
• 三点法
– 简单,但 ... – 有局限性
参考圆
fghijk
圆度 = R
R 最大内接圆
主菜单
最小外切圆
参考圆
R
fghijk
更进一步信息
圆度 = R 最小外切圆
fghijk
偏心和跳动
偏心 同心度
偏心
数据图形 中心
180 E = 偏心值 O = 偏心角
(在此情况下为130度)
fghijk
90 E
O 0
基准点
270
90°
fghijk
180°
fghijk
测量到的 最大移动量
工件的垂直移动量
fghijk
我们如何测量圆度
fghijk
我们如何测量圆度
fghijk
我们如何测量圆度
我们如何测量圆度 fghijk
在车床上测量圆度 偏心误差无法去除
fghijk
我们如何测量圆度
主轴
GAUGE SPINDLE AND COLUMN
我们如何测量圆度
fghijk
由于放大倍率而产生的失真
fghijk
由于放大倍率而产生的失真
fghijk
由于放大倍率而产生的失真
fghijk
由于放大倍率而产生的失真
x1
fghijk
由于放大倍率而产生的失真
x10
fghijk
由于放大倍率而产生的失真
x20
fghijk
由于放大倍率而产生的失真
x35
主菜单
fghijk
由于放大倍率而产生的失真
x50
更进一步的信息
数据点
fghijk
数据点
fghijk
主菜单
数据点
fghijk
最小二乘圆 -LSC
更进一步的信息
To Define the True Shape of The Signal
fghijk
坡度和 与真圆偏离量
fghijk
坡度
fghijk
坡度
坡度
减速
270°
fghijk
fghijk
跳动
在车床上测量的值 为圆度和偏心的叠加值
主菜单
fghijk
跳动
R = 跳动
数据图形上 最近的点
R
更进一步的信息
基准点
数据图形上 最远的点
fghijk
滤波和谐波
滤波和谐波
每周的波动数-UPR
fghijk
滤波和谐波
每周的波动数- UPR 谐波
fghijk
fghijk
fghijk
加速
fghijk
坡度
坡度
OR r
fghijk
坡度 = R - r
O
主菜单
与真圆的偏离量
泄漏
fghijk
fghijk
毛刺影响
毛刺影响
fghijk
原基准 现基准
毛刺影响
最小二乘圆
fghijk
最小二乘圆
主菜单
fghijk
毛刺影响
最小二乘圆LSC
LSC 中心 MC中心
最小外切圆MZ
fghijk
工作台回转
主轴回转
fghijk
参考圆
最小二乘圆 最小区域圆 最大内接圆 最小外切圆
1-15 U.P.R FILTER
参考圆
fghijk
最小二乘圆
参考圆
最低谷-V
V
fghijk
最小二乘圆
P
最高峰-P
圆度 = P + V
最小区域圆
参考圆
fghijk
圆度 = R R
最小区域圆
最大内接圆
90°
工件中心
180°
0°
基准轴
270°
第一次谐波
fghijk
第二次谐波
主轴
fghijk
第三次谐波
fghijk
轧轮
轧轮
第三次谐波
第四次谐波
fghijk
fghijk
机床 震颤
滤波和谐波
每周的波动数- UPR
谐波 滤波
fghijk
未滤波
滤波和谐波
fghijk
数据图形显示第8次和 第60次谐波
滤波和谐波
1-15 upr 滤波
fghijk
1-15 U.P.R 滤波
主菜单
滤波和谐波
15-500 upr 滤波
fghijk
更进一步的信息
15-500 U.P.R 滤波
测头的直径
fghijk
更进一步的信息
磨轮
磨轮的偏心
x
fghijk
工件
100 RPM 6000 RPM
主菜单
fghijk
第60次谐波
fghijk
我们如何测量圆度
有效长度
支点
X
测尖
更进一步的信息
fghijk
100mm ± 1mm
200mm ± 2mm
fghijk
我们如何测量圆度
THP TR265
10 µm
90°
180°
0°
270°
我们如何测量圆度
主轴 传感器 测头 数据处理
fghijk
GAUGE
SPINDLE AND COLUMN
0°
270°
THP TR265
E 10 µm
135 deg
90°
错误的位置
180°
0°
270°
fghijk
THP TR265
90°
E 10 µm
135 deg
90°
180°
0°
180°
270°
fghijk
0°
270°
THP TR265
E 10 µm
135 deg
90°
180°
135 deg
0°
可调工作台
ቤተ መጻሕፍቲ ባይዱ
fghijk
主轴
fghijk
主轴 传感器
我们如何测量圆度
fghijk
GAUGE SPINDLE AND COLUMN
• 传感器
fghijk
我们如何测量圆度
fghijk
我们如何测量圆度
主轴 传感器 测头
我们如何测量圆度
fghijk
GAUGE SPINDLE AND COLUMN
• 测头
fghijk
数据点
我们如何测量圆度
90°
fghijk
180°
工件中心
数据点1 0°
270°
我们如何测量圆度
90°
fghijk
主轴中心
180°
0°
工件中心
270°
我们如何测量圆度
工作台回转
fghijk
GAUGE SPINDLE AND COLUMN
工作台回转
主轴回转
主菜单
我们如何测量圆度
工作台回转 主轴回转
fghijk 圆度、圆柱度
计量学基础
© 2000 Taylor Hobson
圆度计量目录
fghijk
简介
数据点
测量方法
坡度和与真圆偏离量
参考圆
毛刺影响
偏心和跳动
滤波和谐波
由于放大倍率而 产生的失真
平面度测量 直线度测量 余弦误差
圆度计量目录
间断表面测量 误差分离 三点支承
fghijk
fghijk
圆柱度计量目录
简介
圆柱度测量方法
仪器要求
圆柱度测量中的问题
参考圆柱
相对于圆柱轴线的直线度测量
圆柱度术语
圆柱度测量技术
fghijk
为什么要测量圆度?
功能性
fghijk
为什么要测量圆度?
功能性 运行成本
fghijk
为什么要测量圆度?
功能性 运行成本 美观
fghijk
为什么要测量圆度?
功能性 运行成本 美观 效率