水泵叶轮切削方案
关于叶轮切削的技术方案

关于CL泵叶轮切削改造的技术方案一、概述:泵是一种流体机械,它是将原动机的机械能转变为输送流体、给予流体能量的机械。
它是国民经济各部门必不可少的机械设备,被广泛的应用在工业中,用于为工艺输送流体、为水利系统提供动力。
由于泵对于许多用户的日常生产运行非常重要,导致用户为了确保泵能够满足所有的工况条件而在泵的选型过程中过于保守,所选泵对于系统而言容量过大。
为了保证泵能够充分满足系统的要求,工程师通常忽略选取过大的泵所增加的成本,而只考虑增大泵的容量来保证系统运行的安全性要求,这种使用方式导致了更高的系统运行及维护保养成本。
另外,在低效率的运行操作条件下,泵选型过大通常情况下比流量和扬程与系统匹配的泵需要更频繁的维护保养。
人们习惯将泵选型过大称为“大马拉小车”现象,处理这种现象有节流、旁通、调速、更换泵、叶轮切削、叶轮置换等几种方法,前面三种用户采用较多,实际上在某些场合有时应用叶轮切削的方法更为简单有效。
叶轮切削是指加工处理叶轮的直径来降低传输到系统流体当中的能量。
叶轮切削对于过分保守的设计或者系统负荷发生了变化所导致的泵容量偏大的情况是个非常有用的改进措施。
叶轮切削降低了叶轮的端速,并由此直接地降低了传递到系统流体介质上的能量,并且降低了泵所产生的流量和压力。
以我们这台CL1017-155221泵为例说明情况:设计流量为1100m3/h,扬程为50米,实际运行中只需要扬程为30米,如果长期非工况点运行提高了叶轮磨损并且损害水泵系统部件,导致阀门损害、管道系统承压增加及噪音问题的出现。
为了符合实际运行工况,拟进行叶轮切削,经技术部仔细核算,经叶轮切削后扬程可以调整到实际运行的30米左右,流量稍微损失,为1000m3/h,有效降低系统运行及维护保养成本。
叶轮切削前后运行成本对比表:单台年节约电费为人民币贰拾玖万柒仟捌佰肆拾元整(人民币297840元),两台水泵年节约电费为人民币伍拾玖万伍仟陆佰捌拾元整(人民币595680元)。
离心泵切削叶轮消除泵体发热的运用
沿外径方向对叶轮进行切割时,由于离心泵的工 作点受到调整,其性能曲线从而发生改变,这一过程 称为切削调节。离心泵叶轮外径切削以后,外径变化 导致流量、扬程、功率等参数随之发生改变,这种性 能参数随外径变化的规律称之为切削定律。计算结果 如下式:
Q1/Q2 =D1/D2 H1/H2 = (D1/D2)2 P1/P2 =( D1/D2)3
Keywords:Centrifugal pump; Impeller; Cutting; Calc来自lation parameter
安徽输油管理处混油回掺泵采用的是管道油泵, 输送介质为汽油、柴油,其作用是将富汽罐、富柴罐 中的混油按照一定比例回掺至下载管线。使用型号为 50GY95B的离心泵,其额定流量为10m3/h,额定扬程 为80m,轴功率11kW,生产厂家:浙江佳力科技股份 有限公司。而目前,管道纯油指标回掺量较小,实际 回掺流量为0.5~3.0m3/h,为满足工艺要求,出口压力 应为0.4MPa,现在主要通过调整泵出口阀门开度和打 开回流阀来控制回掺流量,这样造成了泵体及管路发 热。为了降低能耗,解决发热问题,最好的方案是, 减小泵叶轮外径。
2 切削量的确定
根据油品回掺量计算,结合成品油指标要求,当 混油回掺时需求理论压力为0.4MPa时,为满足现有工 艺的技术要求,回掺泵的流量数为3m3/ h。考虑到压力 损失以及机泵的选型依据,需求理论压力乘以安全系 数1.15时,可确保系统安全、稳定的运行。设置回掺 泵的扬程为46m,流量为3m3/ h 进行理论推算。根据切 削相似定律得出:
关键词:离心泵 叶轮 切削 计算参数
Applications of Cutting the Centrifugal Pump Impeller in Eliminate Heat of Pump Body Wang Jin1,Wang Dapeng2
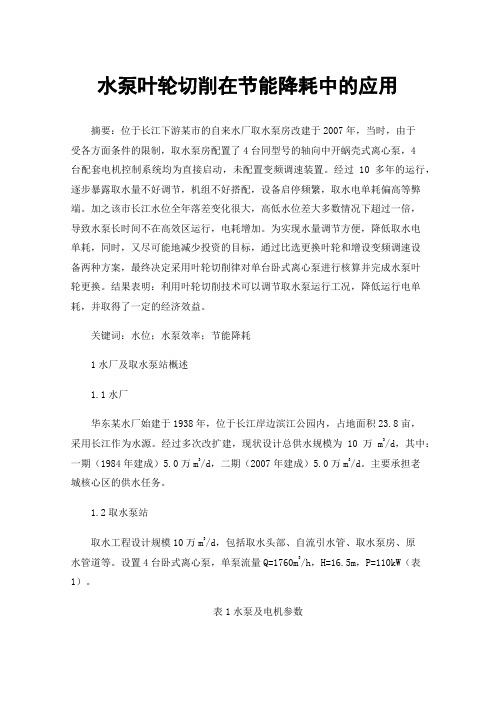
叶轮切割的基本型式

叶轮切割的基本型式
叶轮切割是离心泵改造中常用的一种技术手段,通过改变原有叶轮的直径来调整泵的工作性能以满足新的工况需求。
基本型式主要包括径向切割和轴向切割两种:
1.径向切割(Radial Cut):
●在保持叶轮原始轮廓不变的情况下,从叶轮外缘或内缘垂直于
轴线的方向进行切割,减小叶轮的直径(D2)。
径向切割直接影响泵的流量,因为叶轮直径减小后,单位时间内过流面积减少,因此输送的液体量相应降低。
2.轴向切割(Axial Cut):
●轴向切割通常是指沿着叶轮叶片的高度方向进行切割,即沿叶
片弦长方向去除一部分叶片,而不是改变整个叶轮的直径。
这种切割方式较为少见,它可能影响到叶轮叶片的有效高度,进而改变泵的扬程和效率特性。
1。
水泵叶轮切削在节能降耗中的应用
水泵叶轮切削在节能降耗中的应用摘要:位于长江下游某市的自来水厂取水泵房改建于2007年,当时,由于受各方面条件的限制,取水泵房配置了4台同型号的轴向中开蜗壳式离心泵,4台配套电机控制系统均为直接启动,未配置变频调速装置。
经过10多年的运行,逐步暴露取水量不好调节,机组不好搭配,设备启停频繁,取水电单耗偏高等弊端。
加之该市长江水位全年落差变化很大,高低水位差大多数情况下超过一倍,导致水泵长时间不在高效区运行,电耗增加。
为实现水量调节方便,降低取水电单耗,同时,又尽可能地减少投资的目标,通过比选更换叶轮和增设变频调速设备两种方案,最终决定采用叶轮切削律对单台卧式离心泵进行核算并完成水泵叶轮更换。
结果表明:利用叶轮切削技术可以调节取水泵运行工况,降低运行电单耗,并取得了一定的经济效益。
关键词:水位;水泵效率;节能降耗1水厂及取水泵站概述1.1水厂华东某水厂始建于1938年,位于长江岸边滨江公园内,占地面积23.8亩,采用长江作为水源。
经过多次改扩建,现状设计总供水规模为10万m3/d,其中:一期(1984年建成)5.0万m3/d,二期(2007年建成)5.0万m3/d。
主要承担老城核心区的供水任务。
1.2取水泵站取水工程设计规模10万m3/d,包括取水头部、自流引水管、取水泵房、原水管道等。
设置4台卧式离心泵,单泵流量Q=1760m3/h,H=16.5m,P=110kW(表1)。
表1水泵及电机参数2近四年长江水位变化情况根据2017~2020年以来的水位(吴淞标高)统计,出现的最高水位、最低水位分别为12.65m和3.1m。
基于SPSS通过简单季节模型对对长江水位数据进行了研究,从实测与拟合数据来看,水位变化基本一致,具体水位变化见图1。
为保证在常水位与高水位下,水泵实际运行高效区间尽量覆盖,拟采用江水位7m 作为技改后的水泵扬程工况点。
图1近四年长江水位变化趋势图2反应池高程图3取水泵水头损失及工作高效点的核算通过取水泵房运行情况分析,水泵采用自灌式加压提升江水,必须汽蚀余量的大小不影响水泵的运行。
定速送水泵叶轮切削对改善水泵运行性能的实践与总结

1.问题分析1.1定速水泵运行综合效率低水厂设计供水规模为60万m³/d ,出厂水送水泵共8台(同型号4调4定,其中1#本组的变频器因故障无法修复),水泵型号SM801-955;额定流量Q=7800m 3/h ;额定扬程H=41m ;水泵轴功率P=800kW ;转速n=685r/min ;叶轮直径D=955mm 。
对该水厂典型的2014年全年度供水数据(每定速送水泵叶轮切削对改善水泵运行性能的实践与总结梁真毓(深圳市水务(集团)有限公司,广东深圳 518000)摘要:设计选型偏于保守使得许多送水泵房存在水泵设计扬程偏高,这导致水泵实际运行扬程远低于设计扬程,水泵存在运行效率偏低、气蚀严重、电机过载运行及设备运行振动大等问题。
本文通过对定速泵进行叶轮切削,经过测试,表明叶轮切削提高了水泵的运行效率,降低水泵能耗,同时也解决了水泵气蚀严重、运行振动、噪音大、电机运行温度较高等问题。
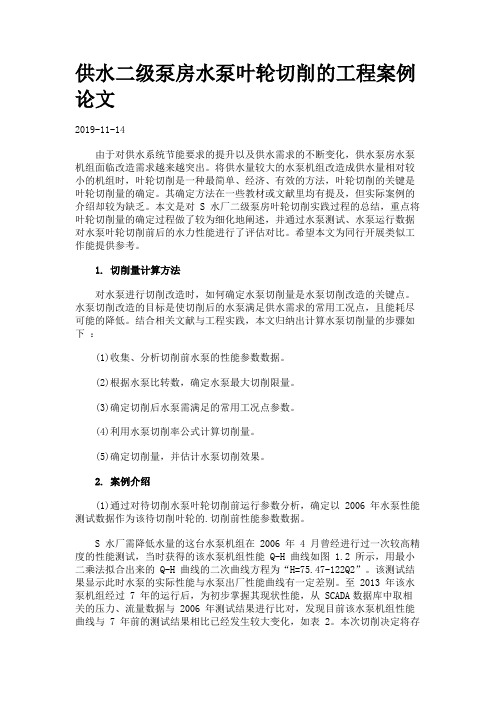
关键词:单级双吸中开泵;气蚀;叶轮切削;比转速图1 某水厂2014年度送水泵供水净扬程统计图2 8#送水泵特性曲线小时采集一次数据)进行统计并折算为送水泵出口运行净扬程如图1所示,数据显示,该厂送水泵折算后的实际运行净扬程主要集中在28±5m 。
采用流量法对该水厂定速送水泵中的一台(简称8#泵)进行效率测试,通过改变水泵出口阀门开度来改变水泵出口扬程,拟合出水泵的特性曲线,并和水泵原始出厂特性曲线作比较,结果如图2所示。
8#定速泵测试的特性曲线与原始出厂性能曲线吻合度较高,同时显示,8#定速泵的运行工况点远离水泵高效区间,单泵运行效率低于80%,额定扬程远高于运行净扬程导致水泵效率低,能耗较高。
该水厂长期的运行数据也表明,2013年全年送水机组(三调四定)综合单耗为351.1 kW•h/dam 3•Mpa ,而同类进口品牌单级双吸离心泵在较佳工况下运行综合单耗一般在345kW•h/dam 3•Mpa 左右,相对而言该厂定速泵机组运行能耗较高。
水泵叶轮切削

水泵节能技术在水厂中的应用郑少燕汕头市自来水总公司摘要:在实际生产中,水泵长时间偏离高效区间运行,造成电能极大浪费的现象在很多水厂的生产中普遍存在,它是传统水泵选型方法带来的弊端。
通过水泵叶轮切削改造等方法可改变水泵的运行工况点,使水泵运行于高效区间内,达到节能的目的。
关键词:节能 水泵选型 高效区间 叶轮切削1.水泵节能改造技术应用的必要性在传统的净水厂设计中,进行送水泵选型时,首先考虑水泵应满足最不利工况点的要求,即以供水管网的最高日最高时用水量和压力来计算水泵的设计流量和设计扬程。
根据此法选型的水泵满足了最不利工况点的要求,却忽略了对能耗的考虑。
因为在净水厂的实际运行中,水泵在最不利工况点运行的时间相对较少,绝大部分时间是在平均流量和平均扬程工况附近运行,甚至长期在低扬程大流量工况运行,这样水泵有可能长时间偏离高效区间运行,此时水泵的泵轴功率已接近甚至超出配用的电机功率,而且水泵效率低,还容易发生汽蚀。
在实际生产中,为了确保水泵的安全运行,也为了使水泵运行于高效区间内,只能通过关小出水阀门来改变管道特性曲线,从而改变水泵的运行工况点。
此举使水泵安全运行于高效区间内,却致使大量的能量消耗在阀门上,造成电能很大的浪费。
为了节约能耗,有必要对送水泵实施节能改造。
水泵的节能改造,主要是通过改变水泵的运行工况点,使水泵始终运行于高效区间内,且运行工况与管网实际所需一致。
改变水泵的工况点,通常可通过两条途径来实现:一是调速运行,即通过改变水泵的转速,来改变水泵的运行曲线,使水泵的出水压力与管网实际所需一致,从而达到节能的目的。
变频调速是调速技术中最好的一种,它是解决能耗问题的最好方法之一,并已在国内一些水厂得以应用,且取得了很好的经济效益。
但因变频调速设备造价较高,改造投入大,且调速设备的维修技术要求高,故此,变频调速技术在水厂的改造中暂时未能得到广泛推广。
另一种改变水泵工况点的途径是叶轮切削改造,其原理是经过切削的叶轮,其特性曲线会按一定规律发生变化。
水泵叶轮切割计算程序

水泵叶轮切割计算程序
1.输入参数
首先,我们需要输入以下几个参数:
-系统流量(Q):即水泵每秒流过的水量,单位为立方米/秒。
-总扬程(H):水泵从吸入到排出的总高度差,单位为米。
-进口直径(d1):叶轮的进口直径,单位为米。
-出口直径(d2):叶轮的出口直径,单位为米。
-叶轮转速(N):叶轮每分钟转动的次数,单位为转/分钟。
2.计算切割参数
根据输入的参数,我们可以计算以下几个切割参数:
-叶轮出入口面积比(A2/A1):根据流量和进出口直径公式,计算叶
轮的出入口面积比。
-叶轮进出口周速比(V1/V2):根据进出口直径和叶轮转速公式,计
算叶轮的进出口周速比。
-切割前叶轮的出入口角(α1和α2):根据叶轮出入口面积比公式,计算切割前叶轮的出入口角。
-切割后叶轮的出入口角(β1和β2):根据叶轮出入口面积比和进
出口周速比,计算切割后叶轮的出入口角。
3.输出结果
最后,我们将输出计算得到的切割参数,并结束程序。
供水二级泵房水泵叶轮切削的工程案例论文.
供水二级泵房水泵叶轮切削的工程案例论文2019-11-14由于对供水系统节能要求的提升以及供水需求的不断变化,供水泵房水泵机组面临改造需求越来越突出。
将供水量较大的水泵机组改造成供水量相对较小的机组时,叶轮切削是一种最简单、经济、有效的方法,叶轮切削的关键是叶轮切削量的确定。
其确定方法在一些教材或文献里均有提及,但实际案例的介绍却较为缺乏。
本文是对 S 水厂二级泵房叶轮切削实践过程的总结,重点将叶轮切削量的确定过程做了较为细化地阐述,并通过水泵测试、水泵运行数据对水泵叶轮切削前后的水力性能进行了评估对比。
希望本文为同行开展类似工作能提供参考。
1. 切削量计算方法对水泵进行切削改造时,如何确定水泵切削量是水泵切削改造的关键点。
水泵切削改造的目标是使切削后的水泵满足供水需求的常用工况点,且能耗尽可能的降低。
结合相关文献与工程实践,本文归纳出计算水泵切削量的步骤如下:(1)收集、分析切削前水泵的性能参数数据。
(2)根据水泵比转数,确定水泵最大切削限量。
(3)确定切削后水泵需满足的常用工况点参数。
(4)利用水泵切削率公式计算切削量。
(5)确定切削量,并估计水泵切削效果。
2. 案例介绍(1)通过对待切削水泵叶轮切削前运行参数分析,确定以 2006 年水泵性能测试数据作为该待切削叶轮的.切削前性能参数数据。
S 水厂需降低水量的这台水泵机组在 2006 年 4 月曾经进行过一次较高精度的性能测试,当时获得的该水泵机组性能 Q-H 曲线如图 1.2 所示,用最小二乘法拟合出来的 Q-H 曲线的二次曲线方程为“H=75.47-122Q2”。
该测试结果显示此时水泵的实际性能与水泵出厂性能曲线有一定差别。
至 2013 年该水泵机组经过 7 年的运行后,为初步掌握其现状性能,从 SCADA数据库中取相关的压力、流量数据与 2006 年测试结果进行比对,发现目前该水泵机组性能曲线与 7 年前的测试结果相比已经发生较大变化,如表 2。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
水泵叶轮切削方案
1. 引言
水泵叶轮是水泵的核心部件之一,负责将水从进口处吸入并通过离心力将水推出。
叶轮的质量和形状对水泵的性能十分关键。
因此,在制造水泵叶轮时需要采用适当的切削方案来保证叶轮的质量和性能。
本文将介绍水泵叶轮切削方案的设计与实施。
2. 设计原则
在设计水泵叶轮切削方案时,需考虑以下因素:
1.切削效率:通过选择合适的切削工艺和切削参数,提高切削效率,降低生产成本。
2.切削质量:确保切削后的叶轮表面光滑度高、精度达标,以减少叶轮与水之间的摩擦阻力,提高水泵的效率。
3.切削工艺可行性:确保切削工艺在现有设备条件下可以实施,并且操作简便、稳定可靠。
4.切削工艺经济性:在满足切削质量和效率的前提下,尽可能降低切削工艺的成本。
基于以上原则,我们将设计一种水泵叶轮切削方案。
3. 切削工艺设计
选择适当的切削工艺是保证叶轮切削质量和效率的关键。
根据叶轮的材料(通常为铸铁、铜合金等),我们选择了以下切削工艺:
1.切削工具选择:采用硬质合金刀具,其硬度高、耐磨性好,适合切削铸铁和铜合金等硬材料。
2.切削方式选择:根据叶轮的复杂形状和切削要求,选择多轴数控车床进行精密切削。
该切削方式具有高精度、高效率的优点。
3.切削参数选择:根据材料的性质、叶轮的几何形状和切削要求,确定切削速度、进给速度和切削深度等参数。
经过试验和实践经验总结,我们建议采用以下参数:切削速度300m/min,进给速度0.1mm/rev,切削深度0.5mm。
4. 切削工艺实施
在进行切削工艺实施之前,需要做好以下准备工作:
1.检查刀具的磨损情况,确保刀具处于良好状态。
2.根据叶轮的几何形状和切削要求,选择合适的夹具和装夹方式,确保叶轮固定牢固、位置正确。
具体的切削工艺实施步骤如下:
1.将刀具装夹在多轴数控车床上,并调整好切削速度、进给速度和切削深度等参数。
2.将叶轮放置在夹具上,并固定好位置。
3.启动车床,进行切削操作。
在切削过程中,要时刻注意刀具磨损情况,并及时更换刀具。
4.切削完成后,根据需要进行表面处理,以提高叶轮的表面质量。
5. 切削效果评估和调整
完成切削后,需要进行切削效果的评估和调整。
评估切削效果可以通过以下几方面进行:
1.外观质量评估:检查叶轮表面的光洁度、平整度等,确保达到要求。
2.功能性评估:通过叶轮与水泵的组装,测试其性能和效果是否符合要求。
如果评估结果不理想,需要进行调整和改进。
可能需要调整切削参数、更换刀具或改变切削工艺,以提高切削效果和质量。
6. 结论
通过本文介绍的水泵叶轮切削方案的设计与实施,我们可以得出以下结论:
1.正确选择切削工具、切削方式和切削参数,对叶轮的切削质量和效率有重要影响。
2.在进行切削工艺实施前,需要做好刀具和夹具的准备工作,确保切削过程的顺利进行。
3.完成切削后,需要评估和调整切削效果,如有需要进行适当的调整和改进。
水泵叶轮的质量和性能对水泵的正常运行起着至关重要的作用。
正确选择切削工艺和实施切削方案,可以保证叶轮的切削质量和效率,提高水泵的使用寿命和性能稳定性。