MYWIPG-029-3塑料瓶检验标准
MYWIPG-029-3塑料瓶检验标准

0 1
1 2
2 3
10001~35000
315
5 6
10 11
14 15
20
0 1
1 2
2 3
≥35001
500
7 8
14 15
21 22
32
1 2
1 2
3 4
6.3正常、加严检验转移
正常情况下,开始检验时采用正常检验。
6.3.1正常到加严
当正在采用正常检验时,只要初次检验中连续5批或少于5批中有2批是不可接收的,那么转移到加严检验。
检验工程
标 准 值
抽样方案
质量水平
规格
克 重
标准值±2g
GB/T2828
IL=S-3
A类
高 度
标准值±0.5mm
配合间隙
0.5mm~1mm〔间隙要均匀,配合后要端正〕
满口容量
不小于标称值的105%
有效容量
不小于标称值的102%
功能性
配套性
与对应配件配套适宜、对称,无滑牙、过紧现象。
密 封 性
抽真空,无泄漏
表4:正常检验一次抽样规定
项 目
外 观
技术要求
检查水平〔IL〕
Ⅱ
S-3
合格质量水平〔AQL〕
0.65
1.5
2.5
抽样量
0.65
1.5
4.0
批量范围
抽样量
Ac Re
Ac Re
Ac Re
Ac Re
Ac Re
Ac Re
51~90
13
0 1
0 1
1 2
5
0 1
0 1
0 1
91~150
塑料瓶检验标准
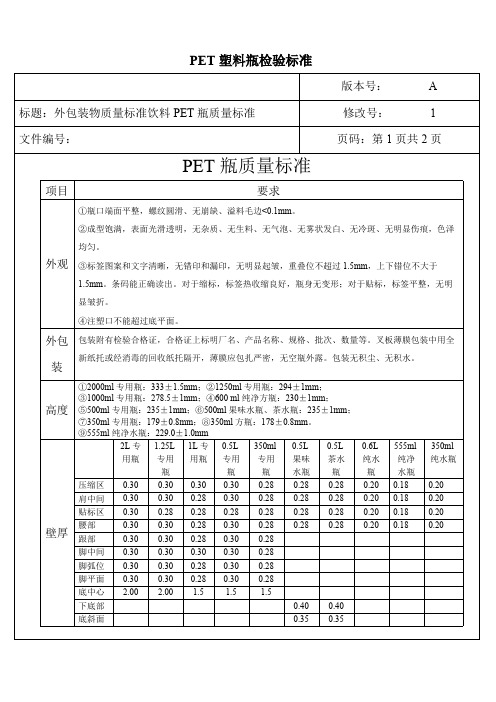
PET塑料瓶检验标准版本号:A 标题:外包装物质量标准饮料PET瓶质量标准修改号:1文件编号:页码:第1页共2页PET瓶质量标准项目要求外观①瓶口端面平整,螺纹圆滑、无崩缺、溢料毛边<0.1mm。
②成型饱满,表面光滑透明,无杂质、无生料、无气泡、无雾状发白、无冷斑、无明显伤痕,色泽均匀。
③标签图案和文字清晰,无错印和漏印,无明显起皱,重叠位不超过1.5mm,上下错位不大于1.5mm。
条码能正确读出。
对于缩标,标签热收缩良好,瓶身无变形;对于贴标,标签平整,无明显皱折。
④注塑口不能超过底平面。
外包装包装附有检验合格证,合格证上标明厂名、产品名称、规格、批次、数量等。
叉板薄膜包装中用全新纸托或经消毒的回收纸托隔开,薄膜应包扎严密,无空瓶外露。
包装无积尘、无积水。
高度①2000ml专用瓶:333±1.5mm;②1250ml专用瓶:294±1mm;③1000ml专用瓶:278.5±1mm;④600 ml纯净方瓶:230±1mm;⑤500ml专用瓶:235±1mm;⑥500ml果味水瓶、茶水瓶:235±1mm;⑦350ml专用瓶:179±0.8mm;⑧350ml方瓶:178±0.8mm。
⑨555ml纯净水瓶:229.0±1.0mm2L专用瓶1.25L专用瓶1L专用瓶0.5L专用瓶350ml专用瓶0.5L果味水瓶0.5L茶水瓶0.6L纯水瓶555ml纯净水瓶350ml纯水瓶压缩区0.300.300.300.300.280.280.280.200.180.20肩中间0.300.300.280.300.280.280.280.200.180.20贴标区0.300.280.280.280.280.280.280.200.180.20腰部0.300.300.280.300.280.280.280.200.180.20跟部0.300.300.280.300.28脚中间0.300.300.300.300.28脚弧位0.300.300.280.300.28脚平面0.300.300.280.300.28底中心 2.00 2.00 1.5 1.5 1.5下底部0.400.40壁厚底斜面0.350.35业指导书版本号: A 标题:外包装物质量标准-修改号: 2文件编号:GJLB/ZD-RId-04-04页码:第2页共2页垂直度≤4.0mm即时生产(ml )生产后72小时(ml )2000ml 专用瓶2006—20222000—20171250ml 专用瓶1253—12651250—12611000ml 专用瓶1003—10151000—1011600ml 瓶603—612600—609555ml 瓶555—570555—565500ml 瓶500—510500—508容量350ml 瓶350—356350—354垂直载压纯水方瓶≥150N ,其余瓶≥200N 。
塑胶瓶检验标准操作规程

塑胶瓶检验标准操作规程塑膠瓶檢驗標準操作規程目的:規範塑膠藥瓶檢驗的操作。
適用範圍:塑膠藥瓶的檢驗。
責任:檢驗室檢驗人員按本規程操作,檢驗室主任監督本規程的執行。
程序:1.抽樣方法1.1抽樣時首先查明該批産品有無生産廠家的檢驗合格證。
1.2按照《包裝材料取樣辦法》的要求,從不同方位抽取不少於100個作外觀質量檢查。
1.3從以上包裝中抽取50個作機械性能測試。
1.4根據來貨量的多少,至少抽取8套以上的樣品瓶作微生物限度檢查。
2.所用儀器及試劑:2.1放大鏡(10倍)2.2細菌測定所需的儀器、用具及試劑。
2.3黴菌測定所用的儀器、用具及試劑。
2.4大腸桿菌測定用的儀器、用具及試劑。
3.檢驗方法3.1外觀的檢驗:取以上抽出的樣品,在充足的光線下目測,或輔以10倍放大鏡檢查樣品的外觀,應符合以下要求。
3.1.1應具有均勻一致的乳白色澤,不得有明顯的色差,瓶的表面應光潔、平整,不允許有變形和明顯的皺痕,不允許有砂眼、油污、氣泡。
瓶口應平整光滑,不應有飛邊和缺陷。
3.1.2不合格允許≤2.0%。
3.2機械性能測試:3.2.1瓶、蓋和瓶口吻合嚴密,保險圈與瓶體咬合準確到位,且保險圈應隨瓶蓋的旋開而斷裂分離。
3.2.2瓶蓋不合格率允許≤2.0%。
3.3微生物限度檢查3.3.1供試液的製備每套瓶子加入藥瓶容量1/3的無菌生理鹽水,將瓶蓋旋緊,振搖1分鐘後,取瓶內溶液作爲供試液。
3.3.2試驗方法按《微生物限度檢驗標準操作規程》(SOP-QC-107-00)項下規定的方法操作。
3.3.3統計以上測得的結果,應符合藥用聚乙烯瓶質量標準中微生物限度的要求。
4.以上外觀檢查及機械性能測試總合格率不少於98.0%含量均匀度检查法标准操作规程目的:建立含量均匀度检查法标准操作规程。
适用范围:含量均匀度检查。
责任:质检员实施本操作规程,检验室主任负责监督本规程正确执行。
程序:1.简述1.1本法适用于中国药典2000年版二部附录X E含量均匀度检查。
聚丙烯输液瓶的检测
1.5ml
供试液与空白液所消耗滴定液体积之差小于
铵 离 子 应不得过0.00008%
小于0.00008%
重 金 属 应不得过百万分之一
小于百万分之一
细菌内毒素
应不得过0.25EU/ml
小于0.25EU/ml
贮
藏
密封保存
密封保存
2Leabharlann A输液瓶的规格标准
规格 总高(H) 100ml 120 250ml 132 500ml 208
宽度(W) 62 81 81
宽(w) 50 61 61
嘴外径(φ1) 嘴内径(φ2) 颈长(h)
31.8
20.8
13.5
31.8
20.8
13.5
31.5
20.8
13.5
底圆长(L) 50 66 66
底深(l) 9 9 9
3
A
1.聚丙烯输液瓶的检测过程 2.部分检验仪器设备与试剂试液 3.检测仪器设备的操作使用流程
穿刺部位不渗透性
应符合规定 符合规定
悬 挂 力 应符合规定 符合规定
水蒸汽渗透 放置14天,每个瓶减少的重量不得过0.2%
放置14天,每个瓶减少的重量小于0.2%
透 光率
应不得低于55.0%
大于55.0%
炽灼残渣
应不得过0.05% 小于0.05%
溶出试验 澄 清 度 应符合规定 符合规定
颜
色 溶液应无色 溶液无色
pH
值 应为5.0~7.0 为5.0~7.0
紫外吸收度 220~240nm 应不得过0.08 小于0.08
241~350nm 应不得过0.05 小于0.05
不 挥 发 物 供试液与空白液残渣之差应不得过12.5mg
塑胶罐、瓶检验标准
塑胶罐、瓶检验标准1、目的:确保公司因生产需要而购进的包装材料符合规定的要求。
2、适用范围:适用于各种塑胶罐、瓶(包括注塑罐、瓶及吹塑罐、瓶)及其内塞、外盖、垫片的检查(以下简称罐子)。
3、质量标准和检验方法:3.1各种塑料罐、瓶应符合我司的样品(包括双方确认的材质)或设计稿,并达到相应规格要求及配合尺寸。
3.2 外观要求与检验方法:3.2.1表面:罐、瓶体表面光滑完整、周正、平整、无破裂、缺口、瘪损、疤痕及变形,表面无气泡、凹坑,无明显斑点,无严重毛边及划伤,盖子表面中心点无顶针,罐、瓶内侧不得有异物,罐、瓶口节边光滑,无缺口、闭口,合模线无毛刺。
(轻度擦痕不影响使用,且较难看出的,应小于表面积的1%)3.2.2印刷:要求与公司样稿相符,文字、图案要求清晰、规范、洁净,不得有毛边、拉积现象,印刷油墨深浅均匀,无缺版、错版,版面不允许偏移、歪斜、重影,无错别字、缺字、烫色不全、油墨污染现象,整个印刷效果应光滑均匀、统一。
3.2.3色泽:符合确认的标准样品,配以各色套印,套印准确,无明显色差。
(特殊产品色差必须规定在封样的上限/标准/下限范围内)3.2.4洁净度:罐、瓶体内外不得有污染、灰尘、油污及墨渍污染等现象。
罐、瓶体中的黑点、杂质须≤0.3mm且不得多于2个,并要分散分布,不影响使用;穿透状杂质不允许有;透明罐、瓶在不能被罐、瓶贴等覆盖处不允许有黑点、杂质。
3.2.5罐、瓶口螺纹:螺纹饱满圆整无中断、缺口和严重毛边等现象。
3.2.6配合:与封样相比允许有0.5mm的公差。
3.2.7外包装:包装箱上应标明产品名称、容量、生产厂名、生产日期、数量、检验者代号等信息,同时包装纸箱不得脏及破损并内衬塑料保护袋,用胶带“工”字形封箱,对于易擦伤的罐子或盖子须用塑料袋、卫生的纸等相隔,出厂前产品必须附出厂检验报告单。
外观检验方法:以目测为主(部分数据用精确到0.1mm的直尺或卷尺测量),光线充足环境下,以正常视力,距眼正前方30cm-40cm处进行检查。
聚乙烯塑料瓶检验标准
聚乙烯塑料瓶检验标准聚乙烯塑料瓶是一种常见的包装容器,广泛应用于食品、饮料、化妆品等领域。
为了确保聚乙烯塑料瓶的质量和安全性,制定了一系列的检验标准,以便对其进行严格的检验和监控。
本文将介绍聚乙烯塑料瓶的检验标准,以及相关的检验方法和技术要求。
一、外观质量检验。
1. 聚乙烯塑料瓶的外观应该整洁、无裂纹、无气泡、无异物,瓶身应平整无变形,瓶口应完整无损。
2. 采用目测和手摸的方式进行外观检验,对瓶身、瓶口、瓶底等部位进行仔细观察和手感检查。
二、尺寸和容量检验。
1. 聚乙烯塑料瓶的尺寸和容量应符合相关标准要求,包括瓶身高度、直径、瓶口直径、瓶底直径等尺寸参数,以及瓶内容积。
2. 采用量具和测量仪器进行尺寸和容量检验,对瓶身尺寸和瓶内容积进行精确测量。
三、物理性能检验。
1. 聚乙烯塑料瓶的物理性能包括抗压强度、耐冲击性、耐热性等指标。
2. 采用相应的试验设备和方法,对聚乙烯塑料瓶的物理性能进行检验,确保其符合相关标准要求。
四、化学性能检验。
1. 聚乙烯塑料瓶的化学性能包括耐酸碱性、耐溶剂性、耐油性等指标。
2. 采用化学试剂和实验方法,对聚乙烯塑料瓶的化学性能进行检验,确保其符合相关标准要求。
五、卫生性能检验。
1. 聚乙烯塑料瓶应符合食品包装容器的卫生标准要求,不得含有有害物质,不得产生异味。
2. 采用相关检测方法和设备,对聚乙烯塑料瓶的卫生性能进行检验,确保其符合食品包装容器的卫生标准。
六、标识和包装检验。
1. 聚乙烯塑料瓶的标识应符合相关法规要求,包括产品标识、生产日期、生产批号等内容。
2. 对聚乙烯塑料瓶的包装进行检验,确保包装完好无损,标识清晰可辨。
综上所述,聚乙烯塑料瓶的检验标准涵盖了外观质量、尺寸和容量、物理性能、化学性能、卫生性能、标识和包装等多个方面,通过严格的检验和监控,可以确保聚乙烯塑料瓶的质量和安全性,保障消费者的权益,促进行业的健康发展。
希望相关生产企业和检测机构能够严格遵守这些检验标准,提高产品质量,为社会提供更加安全、放心的聚乙烯塑料瓶产品。
聚酯类(PET)塑料包装瓶质量检验标准
聚酯类(PET)塑料包装瓶质量检验标准聚酯类〔PET〕塑料包装瓶质量检验标准1.适用范围规定了塑料包装瓶〔聚酯类〕质量检验标准的质量要求、检验工程、抽样与检验方法、检验判定规那么和标志、包装、运输、贮存。
适合于公司的采购的塑料包装瓶〔聚酯类〕。
2.引用标准以下标准所包含的条文,通过在本标准引用而构本钱标准的条文。
但凡注日期引用文件,其随后的修改单〔不包括勘误内容〕或修订版本不适合于本标准,然而鼓励使用本标准的各方研究是否能使用这些文件的最新版本。
但凡不注日期的的引用文件,其最新版本适用于本标准。
YBB00102002口服液体药用聚酯瓶〔试行〕3.术语、定义塑料包装瓶〔聚酯类〕:**朗索医用消毒剂的碘制剂类消毒液所使用的包装瓶为聚酯类〔PET〕塑料包装瓶,包括各种规格的复合碘、皮肤粘膜消毒液、碘伏消毒液、0.05%妇科抗菌洗液以及消毒棉签。
4.技术要求4.1尺寸要求:尺寸以签样为标准;500ml规格的聚酯类〔PET〕塑料包装瓶高度偏差不超过1mm;其他规格的聚酯类〔PET〕塑料包装瓶高度偏差不超过0.5mm;垂直度合格,并且边角无异形。
4.2外观指标:外观应符合下表中的规定:项目指标瓶口瓶口端面应平整,螺纹应圆润无崩缺,溢料毛边不超过0.3mm瓶身质量饱满,色泽均匀,无气泡、生料、冷斑、污点及雾状发白瓶底注塑口不超过瓶底平面4.3物理机械性能4.3.1密封性能:无渗漏;4.3.2跌落性能:无破损注:复合碘棉签〔Ⅰ型和Ⅱ型〕不作物理机械性能要求。
4.4瓶重塑料瓶的重量必须符合双方协商好的重量。
见附录《塑料包装瓶〔聚酯类〕重量》。
4.5装量实际装量必须到达标识装量。
装量允许误差如下表:容量〔ml〕501002505001000偏差〔ml〕±5±8±10±15注:复合碘棉签〔Ⅰ型和Ⅱ型〕不作装量要求。
5.检验方法5.1外观检验以QB2357-1998中4.2项的方法进行检测。
塑料瓶验收标准
塑料瓶验收标准
塑料瓶入厂检验标准
一.适用范围:适用于塑料瓶入厂验收。
二.取样方式:从接收批中随机取样。
1.取样的塑料瓶必须从接收袋数的5%袋中抽取。
2.每一取样塑料瓶在同一袋里必须间隔30个塑料瓶以上。
3.取样塑料瓶必须在同一袋里上、中、下同时抽取。
4.抽样比例应按不同规格分开计算。
三.不良率的计算:
1. 每一取样塑料瓶视为一检验的基本单位。
2.根据检验标准,每一基本单位中如有一个主要缺点时,则视为一个不良数。
2.1在同一塑料瓶中相同的检验项目,若有一个以上缺点时,仍视为一个缺点。
2.2不良率等于不良个数除以检验个数。
四.验收项目及标准:(见附表)
五. 塑料瓶有下列情况时应予以拒收:
1. 塑料瓶规格不符合,不能正常使用的情形。
2. 塑料瓶卫生状况不良。
3. 塑料瓶上有裂缝、砂眼等。
4. 塑料瓶四壁厚度明显不均。
5. 塑料瓶八个角中,有一个角软、薄者。
6. 塑料瓶颜色不正。
六.检验方法:
1. 空盒重量:就所抽取的样本中任意抽取30个空盒样本放置于弹簧秤上,秤其实际重量,求其平均值并记录。
2. 规格检查:米尺测量。
3. 壁厚检测:用剪刀于瓶子中上部剪开后,尺子测量。
4. 外观检查:目视。
注:除依上述项目及方法检验外若使用中发现有影响到产品品质3个缺点时立即与供应商联络,共商解决的办法。
塑料瓶检验标准
1000ml专用瓶
1003—1015
1000—1011
600ml瓶
603—612
600—609
555ml瓶
555—570
555—565
500ml瓶
500—510
500—508
350ml瓶
350—356
350—354
垂直载压
纯水方瓶≥150N,其余瓶≥200N。555ml纯净水瓶≥100N。
1.5
下底部
0.40
0.40
底斜面
0.35
0.35
业指导书
版本号:A
标题:外包装物质量标准-
修改号:2
文件编号:GJLB/ZD-RId-04-04
页码:第2页共2页
垂直度
≤4.0mm
容量
即时生产(ml)
生产后72小时(ml)
2000ml专用瓶
2006—2022
2000—2017
1250ml专用瓶
1253—1265
0.6L纯水瓶
555ml纯净水瓶
350ml纯水瓶
压缩区
0.30
0.30
0.30
0.30
0.28
0.28
0.28
0.20
0.18
0.20
肩中间
0.30
0.30
0.28
0.30
0.28
0.28
0.28
0.20
0.18
0.20
贴标区
0.30
0.28
0.28
0.28
0.28
0.28
0.28
0.20
0.18
0.20
⑤500ml专用瓶:235±1mm;⑥500ml果味水瓶、茶水瓶:235±1mm;
塑料瓶检测标准
塑料瓶检测标准
一、外观质量
1.塑料瓶表面应光滑、色泽均匀,无气泡、裂纹、变形等缺陷。
2.塑料瓶的文字、图案、标识等应清晰、规范,无模糊、残缺等现象。
3.塑料瓶的瓶口、瓶身、瓶底等部位应无明显瑕疵,无明显变形。
二、尺寸偏差
1.塑料瓶的尺寸应符合设计要求,偏差范围应在规定范围内。
2.瓶口直径、瓶身高度、瓶底直径等尺寸应符合标准,瓶身周长偏差应在规定范围内。
3.同一批次塑料瓶的尺寸偏差应不大于标准值的5%。
三、瓶盖开启性能
1.塑料瓶的瓶盖应易于开启,无卡滞、松动等现象。
2.瓶盖的密封性能应良好,无漏水、漏气等现象。
3.瓶盖的材质应与塑料瓶本体兼容,无腐蚀、老化等现象。
四、密封性能
1.塑料瓶在装满水或其它液体后,应无渗漏现象。
2.在倒置塑料瓶后,瓶口无液体渗出,说明瓶子的密封性能良好。
3.对于有透气功能的塑料瓶,在经过一定时间的储存后,瓶子内的气体压力应无明显变化,说明瓶子的密封性能良好。
五、抗冲击性能
1.塑料瓶在运输和使用过程中,应能承受一定的冲击力而不发生
破裂等现象。
2.在实验室中,可以通过落锤冲击试验来检测塑料瓶的抗冲击性能。
六、抗老化性能
1.塑料瓶在长时间的使用过程中,应能承受环境因素(如紫外线、氧化等)的影响而不发生老化现象。
2.在实验室中,可以通过老化试验来检测塑料瓶的抗老化性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MYWIPG-029-3塑料瓶检验标准操作规程塑料瓶检验通用标准页次第 2 页共 11 页编号MY/WIPG-029-3 版本/版次B/01 目的为了规范公司产品用塑料瓶验收标准,确保所采购此类包材符合公司需求,且有效避免不合格品流入本公司或下一道工序,特制定本检验标准。
2 范围本检验标准适用于公司产品用所有塑料瓶的样品、进货、库存及在线检验。
本标准属通用标准,涉及具体工艺参数及内容详见单标、样板或图纸。
3 规范性引用文件3.1 QB/T 1685 化妆品产品包装外观要求3.2 GB/T 2792 压敏胶粘带180°剥离强度试验方法3.3 GB/T2828.1 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划3.4 GB/T 15172 运输包装件抽样检验4 要求4.1 外观要求4.1.1 瓶身应平稳,表面光滑,瓶壁厚薄基本均匀,无明显疤痕、气泡、变形,无裂痕;4.1.2 瓶口应端正、光滑,不应有毛刺(毛口),无明显刮花现象;4.1.3 印刷文字、图案清楚、准确,无错印、漏印,无油墨污染;4.1.4 印刷色相应基本符合付印样要求;4.1.5 瓶内外应洁净;4.2 外观检验标准见表1。
表1:外观检验标准缺陷抽样计划质量水平缺陷内容A GB/T AQL=1、变形、缺料、破损、裂纹;操作规程塑料瓶检验通用标准页次第 3 页共 11 页编号MY/WIPG-029-3 版本/版次B/0类2828IL=Ⅱ0.65 2、表面凹凸不平,有刮伤或划痕,有明显刮花;3、印刷错误、重印;4、瓶壁厚薄不均,厚度落差大于1mm;5、容器内外有明显的脏污、墨迹(不可擦拭干净);6、瓶内有杂质、异物。
B类GB/T2828IL=ⅡAQL=1.51、瓶口不平,不光滑,明显刮手;2、丝印压合模线;3、表面严重磨花、明显水纹;4、磨砂、抛光、喷涂(砂粒、桔皮)不良;5、色泽不均、色差明显,超过上下限管制范围;6、明显缩水现象;7、容器外有脏污、墨迹(可擦拭干净);C 类AQL=2.51、模痕:主视面≥1条;非主视面:长5mm,宽0.1mm,2条以上;2、气泡:主视面≥1个;非主视面:直径>1mm,1个以上,直径<1mm,2个以上;3、异色点:直径<0.5mm,正面>2个,次要位置>3个;直径>0.5mm,1个以上;4、烫印残缺面积≥烫印面积的十分之一,位移>1.0mm;操作规程塑料瓶检验通用标准页次第 4 页共 11 页编号MY/WIPG-029-3 版本/版次B/05、缺字、缺标点符号<1/3笔画侧面>3处/个;正面≥1处;6、图文模糊、文字字体、大小、颜色深浅度与标样不一致;7、披锋、水口,用手触摸有明显感觉,合模线有刮手感觉,但不影响外观;4.3 技术要求4.3.1 规格尺寸符合要求,偏差在允许范围内;4.3.2 螺纹、卡口配合结构完整、端正;4.3.3 瓶与盖的配合应严紧,无滑牙、松脱,无泄漏现象;4.3.4 能抗一定的冲击力;4.3.5 能抗一定的温差变化不破损;4.3.6 丝印、烫印附着力强,无片状脱落现象;4.4 具体技术要求见表2。
表2:技术要求检验项目标准值抽样计划质量水平规格克重标准值±2gGB/T2828IL=S-3A类高度标准值±0.5mm配合间隙0.5mm~1mm(间隙要均匀,配合后要端正)满口不小于标称值的105%操作规程塑料瓶检验通用标准页次第 5 页共 11 页编号MY/WIPG-029-3 版本/版次B/0 容量有效容量不小于标称值的102%功能性配套性与对应配件配套适宜、对称,无滑牙、过紧现象。
密封性抽真空,无泄漏B类附着力3M810胶带测试,无片状脱落,脱落面积小于10%。
耐腐蚀性内外面涂上对应的料体,(50±2)℃恒温48h,恢复至室温,无褪色、变色、掉色现象。
跌落试验装入等量的水,1.0米高度垂直自由落下,瓶体无破损,附件无散落现象。
C类耐热耐寒将等量的产品装入待测容器中,放入(50±2)℃的恒温箱内48h;再放入(-5℃~-15℃)的冰箱中冷冻48h,瓶子无破裂、变色、变形。
5 检验方法操作规程塑料瓶检验通用标准页次第 6 页共 11 页编号MY/WIPG-029-3 版本/版次B/05.1 外观、颜色将待检样品在自然光或40W白炽灯光下,距离样品300mm,以90º角光源、45º视角目测鉴定,并与签样进行比较。
5.2 图案偏移测量试样左右(或上下)任一对称部位的空白处宽度(精确度0.1mm),然后按下列公式计算出成品图案位置偏差:δ=(d1-d2)/25.3 套印误差将试样放在5.1.2光源下,用精度为0.01mm的20倍计数放大镜分别测量试样主要部位和次要部位任二色间的套印误差各3点,分别取其最大值,作为该试样的主要部位和次要部位的套印误差。
5.4 规格测试5.4.1 克重测试用感量为0.1g电子秤测量。
5.4.2 高度测试用高度尺进行测量。
5.4.3 配合间隙测试将对应的盖子(泵头)盖(锁)紧,用厚薄进行测量。
5.4.4 满口容量测试a、用感量为0.1g的电子秤称皮重m0,然后用水将瓶灌满,用电子秤称量m1;b、计算:满口容量=m1- m单位:ml(不考虑温度对水的密度的影响)。
5.4.5 有效容量测试测试方法与5.2.4相同。
5.5 配套性测试与对应的配件进行配合,观察是否出现配合过紧、滑牙、不对称现象。
5.6 密封性测试将其装满蒸馏水(染有色泽),锁上对应的盖子,水平放置于垫有滤纸的真空抽滤缸中,抽真空至-100Kpa,持续1min,观察定量泵有无泄漏。
操作规程塑料瓶检验通用标准页次第 7 页共 11 页编号MY/WIPG-029-3 版本/版次B/05.7 附着力测试将3M810胶带粘贴于样品的丝印或烫印表面,手指用力蹭胶带,使胶带与烫印接触良好(无气泡、褶皱、边缘翘起);保持1min,拿住胶带悬空的一端,接近60°的角度,在0.5s~1s内平稳的撕离胶带。
5.8 耐腐浊性测试*在瓶外壁涂上对应的产品,放置于(50±2)℃的恒温箱中恒温48小时,恢复至室温后观察。
注:耐腐浊性测试不用于常规检测,只用于新品和每半年抽检一次。
5.9 跌落试验地面放置一块厚度在0.5cm以上的木板,装入等量的水后,盖好盖子(泵头),从1.0m 高度,底部向下自由落下一次。
5.10 耐热耐寒测试*将等量的水装入待测容器中,放入48℃的恒温箱内静放48h;再放入(-5℃~-15℃)的冰箱中冷冻48h后观察。
注:耐热耐寒测试不用于常规检测,只用于新品和每半年抽检一次。
6 样本抽取方法6.1 大件验收按GB/T 15172要求进行抽样检验,具体样本数见表3;表3:大件抽样批量范围N,件样本大小n,件合格判定数Ac ≤3 全检04~15 3 016~50 6 051~90 8 091~150 13 0151~500 20 16.2 正常检验时,外观检验样本按GB/T 2828正常检验一次抽样方案一般检查水平Ⅱ级抽操作规程塑料瓶检验通用标准页次第 8 页共 11 页编号MY/WIPG-029-3 版本/版次B/0样,A类AQL值=0.65,B类AQL值=1.5,C类AQL值=2.5;功能性检验样本按GB/T 2828正常检验一次抽样方案特殊检查水平S-3级抽样,A类AQL值=0.65,B类AQL值=2.5,C类AQL值=4.0;具体判定见表4。
表4:正常检验一次抽样规定项目外观技术要求检查水平(IL)ⅡS-3合格质量水平(AQL)0.65 1.5 2.5抽样量0.651.5 4.0批量范围抽样量AcReAcReAcReAcReAcReAcRe51~90 13 01112511191~150 20 011125111151~280 321122381112281~500 5012233481112501~1200 8012345613112121201~3200 12523567813112123201~10000 20034781011201122310001~35000 31556101114152011223操作规程塑料瓶检验通用标准页次第 9 页共 11 页编号MY/WIPG-029-3 版本/版次B/0≥35001 500 7814152122321212346.3 正常、加严检验转移正常情况下,开始检验时采用正常检验。
6.3.1正常到加严当正在采用正常检验时,只要初次检验中连续5批或少于5 批中有2 批是不可接收的,则转移到加严检验。
6.3.2 加严到正常当正在采用加严检验时,如果初次检验的接连5批已被认为是可接收的,应恢复正常检验。
本标准不考虑放宽检验的要求。
加严检验抽样水平、抽样数及判定详见表5。
表5:加严检验一次抽样规定项目外观技术要求检查水平(IL)ⅡS-3合格质量水平(AQL)0.65 1.5 2.5抽样量0.651.5 4.0批量范围抽样量AcReAcReAcReAcReAcReAcRe51~90 13 01112511191~150 20 011125111151~280 321121281112281~500 5012122381112操作规程塑料瓶检验通用标准页次第 10 页共 11 页编号MY/WIPG-029-3 版本/版次B/0501~1200 801223341311121201~3200 1251234561311123201~10000 200235689201121210001~35000 315348912132011212≥35001 500 561213181932112237 标志、包装、运输、贮存7.1标志每件包装应注明生产厂名称、产品名称、规格、数量、检验员代号、生产日期、箱号等标志,标志应符合GB/T 191的要求。
7.2 包装内包装为洁净PE袋,外包装采用瓦楞纸箱,应符合GB/T 6543的要求。
7.3 运输运输中应防止雨淋、搬运时应小心轻放,勿重压。
7.4 贮存贮存环境要求通风防潮、防尘防晒、防油、防霉、防腐浊气、防液体,不能重压。
贮存期一般为自生产之日起不超过1年。
8 检验结果的判定及异常处理8.1 结果判定根据样本检验的结果,若样本中各项目的不合格数均小于或等于其相对应的合格判定数,则判定该批包材合格。
否则,判定该批包材异常,依据抽样标准按相应的检验方法对异常项目进行复检,若复检结果为合格,则判定该批为合格,否则,则判定该批为不合格。
8.2 供货异常在卸货时发现部分有异常现象,如雨淋、破损、脏污等,应分开检测,完好的,作正美岳管理系统操作规程塑料瓶检验通用标准页次第 11 页共 11 页编号MY/WIPG-029-3 版本/版次B/0常检测;对存在异常的包材,应直接作相应的处理。