子午线轮胎胎圈常见质量问题及解决措施
半钢子午线轮胎胎圈变形原因分析及解决措施
半钢子午线轮胎胎圈变形原因分析及解决措施姚秀红,高珊珊,李振波,刘 刚(桦林佳通轮胎有限公司,黑龙江牡丹江 157032)摘要:分析半钢子午线轮胎胎圈变形的原因并提出相应解决措施。
硫化胶囊固定套高度不合适或上卡盘与钢棱圈配合过紧、启模时活络模花纹块不能及时完全打开和轮胎粘上模、脱下模方式不当、抽真空不当或硫化胶囊粘连、卸胎支臂位置不当以及运输不当均会导致胎圈变形,采取相应解决措施后,半钢子午线轮胎胎圈变形废品率由0 12%降至0 01%,胎圈变形废品占总废品比例由22 60%降至2 46%。
关键词:半钢子午线轮胎;胎圈变形;硫化胶囊中图分类号:U463 341+ 6;T Q336.1 文献标识码:B 文章编号:1006 8171(2007)12 0758 02作者简介:姚秀红(1969 ),女,山东高唐人,桦林佳通轮胎有限公司工程师,学士,主要从事半钢子午线轮胎硫化工艺管理工作。
胎圈变形是半钢子午线轮胎较常见的一种外观质量缺陷,会导致轮胎装配困难和胎圈受力分布不均问题,造成无内胎轮胎使用中漏气或轮胎早期损坏。
现根据我公司半钢子午线轮胎实际生产情况及多年来积累的实践经验,对半钢子午线轮胎胎圈变形的产生原因及解决措施简要介绍如下。
1 原因分析(1)硫化胶囊固定套高度不合适或上卡盘与钢棱圈配合过紧为保护中心机构密封不被破坏,可直接调整与硫化胶囊上卡盘相连接的固定套高度来调节不同规格硫化胶囊的拉伸高度,固定套高度一般为50~200mm 。
对带有活络模操纵水缸的硫化机,上横梁中心孔较小,固定套高度过高,则启模时固定套易被卡住,轮胎上胎圈被硬拉变形;横梁中心孔与中心机构的同轴度偏差过大,即使固定套高度不大,启模时固定套也易被卡住。
硫化胶囊上卡盘与钢棱圈配合过紧也会发生类似情况。
(2)启模时活络模花纹块不能及时完全打开及轮胎粘上模模套与花纹块弓形座之间润滑不好或活络模行程不足,启模时活络模花纹块不能及时完全打开,下模脱离时易将轮胎带起而导致胎圈变形。
全钢载重子午线轮胎胎圈露线的原因分析及解决措施

全钢载重子午线轮胎胎圈露线的原因分析及解决措施作者:张小平来源:《中国化工贸易·中旬刊》2019年第07期摘要:全钢载重子午线轮胎因耐磨性好、稳定性高等特点,拥有良好的发展空间。
但是,由于全钢载重子午线轮胎对于生产工艺以及生产设备的要求较高,质量缺陷在所难免。
胎圈露线作为常见质量缺陷之一,对轮胎外观以及性能造成一定影响。
本文将以轮胎成型过程为切入点,对全钢载重子午线轮胎胎圈露线的原因进行阐述分析,并提出可行有效的解决措施。
关键词:全钢载重子午线轮胎;胎圈;露线;钢丝圈1 胎圈露线概述轮胎胎圈露线,即胎圈帘线外露。
露线有三个评判等级:其一,合格品。
覆胶存在,且其最小厚度在1mm以上;其二,等外品。
覆胶存在,但最小厚度在1mm以下;其三,废品。
无覆胶,钢丝直接露出。
测量跳圈露线,可以利用针头探入深度获取覆胶厚度,也可以直接片取露线最严重部位胶料以获得最小覆胶厚度。
胎圈露线有出边露线和不出边露线两种。
前者是因成型半成品或者加工设备不达标,胎圈直径较小,胶料分布不均引起的。
胎圈存在肉眼可见的胶边现象;而后者是因防水线和胎踵之间部位的胶料不足,导致胶料流动,而出现胎圈露线缺陷。
2 原因分析及解决措施2.1 胎侧耐磨胶厚度通常情况下,全钢载重子午线轮胎的胎侧耐磨胶厚度的允许公差的范围应为±0.3mm。
当胎侧耐磨胶厚度超出标准值,则会减小胎胚直径,导致硫化装胎工序出现卡盘啃钢丝圈的现象,胶料分布不均,胎圈露线。
同时,胎侧厚度过薄,也会引起胎侧耐磨胶整体厚度变小。
从外胎施工工艺表中,可以得出防水线和胎踵二者之间胎侧厚度的额定值,通过对比分析,检测该处厚度是否符合标准,否则,厚度值过小容易引起露线问题。
解决措施:因地制宜,按照露线位置不同,有针对性调整胎侧耐磨胶的厚度。
同时,应加强质检力度,严格遵循施工工艺规范,对于尺寸不合格的成型半成品严谨使用。
2.2 气密层或过渡层宽度气密层或者过渡层的宽度过大,都会增厚胎圈底部胶料,从而引起卡盘啃钢丝圈,导致胶料分布不均,胶料少的部分容易出现露线问题。
全钢子午胎使用质量分析文档

全钢子午线轮胎使用病象分析一.胎冠损坏1.胎冠脱层现象:(1)胎面胶与带束层脱层。
胎面胶与带束层脱层,主要表现为轮胎冠部的胎面与带束层分离或带束层之间分离。
带束层脱层主要表现为带束层间脱层,脱层表面光滑,有时伴有钢丝帘布间的磨损。
(2)胎冠部凸起,胎面胶脱落,带束层钢丝松散、抽出或爆开。
1.1制造原因:1.1.1成型过程中胎面粘合不好,未压实或汽油未挥发。
现象;脱层面较光滑。
1.1.2带束层喷霜脱层。
现象:表面光滑,有时伴有钢丝帘布间的磨损。
1.1.3带束层胶料的粘合力低。
现象:脱层的带束层的钢丝帘线覆胶不好。
1.1.4硫化欠硫。
现象:脱层面的胶料有发粘状。
1.2 使用不当造成的原因1.2.1现象:主要表现为胎面上有割伤或贯穿的痕迹, 胎里有与胎面割伤位置对应的贯穿。
其产生原因:行驶过程中胎冠受较强尖锐物的刺扎、切割而刺断带束层及胎体钢丝。
2.胎冠冲击爆破现象:轮胎冠部呈“X”或“Y”形裂口,冠部带束层断裂露出。
爆裂端面无脱层迹象 ,有的表现为撕裂状。
其产生原因:主要是轮胎在高压、高负荷或高速状态下行驶时遇到障碍物或车辆强行越过沟坎受到强烈冲击。
.3. 割伤爆破现象:割伤爆破主要表现为轮胎冠部受外物切割冲击后,冠部带束层断裂露出。
爆裂端面无脱层迹象,切割切入处较明显且钢丝端点整齐,其余钢丝端点为撕裂状。
其产生原因主要是轮胎在高压、高负荷或高速运行中受到障碍碍物切割撞击。
4.刺伤脱层现象:刺伤脱层主要表现为胎冠周向脱层,且面积较大,裸露钢丝有锈蚀。
其产生原因:主要是轮胎冠部被刺穿且未及时修补,胎面渗水致钢丝生锈,最终导致冠部部件离层。
5..胎冠接头脱开。
现象:胎冠胶接头按一定角度斜向分离,表面较光滑。
其产生原因:成型接头未压实接牢。
6.胎冠低气压磨损现象:主要表现为轮胎两肩部有比胎面中部花纹过的磨损,整个胎面呈拱形。
其产生原因:主要轮胎充气压力不足或负载过大。
7.胎冠高气压磨损现象:主要表现为胎面中部花纹与胎肩花纹相比有明显的过度磨损现象。
26872641_半钢子午线轮胎断面常见缺陷原因分析及解决措施

作者简介:刘国英(1981-),工程师,主要负责半钢钢子午线轮胎成型工艺管理方面的工作。
收稿日期:2021-05-31半钢子午胎的部分缺陷无法通过外观检查及机检发现,而这些缺陷却可以通过轮胎断面发现,轮胎断面的尺寸对轮胎的均匀性、高速、耐久等使用性能起到至关重要的作用,为此本文对常见的半钢子午胎断面缺陷原因进行分析,并提出相应的解决措施。
1 带束层波浪带束层是子午线轮胎的重要部件,影响着轮胎的诸多性能。
带束层波浪如图1所示,严重的带束层波浪可导致胎里不平废品,外观检查中容易发现,但是轻微的带束层波浪,很难从外观检查中发现,一旦流入市场,将影响轮胎的耐久性、抓地性以及乘坐舒适性能等。
图1 带束层波浪1.1 原因分析(1)胎冠形状、厚度、长度设计不合理。
胎冠厚度不合理,轮胎硫化充满模具后,冠部厚度厚的部位带束层外凸,冠部厚度不足的部位带束层内凹;胎冠形状设计不合理也可导致带束层波浪,以沟槽平台结构的胎冠形状最为明显,半成品胎冠形状与模具形状不吻合,如胎冠的平台位置与模具的沟槽位置贴合,带束层将外凸。
半钢子午线轮胎断面常见缺陷原因分析及解决措施刘国英,张凤杰,赵辉(桦林佳通轮胎有限公司,黑龙江 牡丹江 157032)摘要:分析半钢子午胎断面常见缺陷的产生原因,并提出相应的解决措施。
带束层波浪、冠带层打褶、材料端点集中、耐磨胶打褶可通过优化结构设计、生产过程的合理管控,设备及工艺参数确定,标准作业执行等措施解决此问题。
关键词:半钢子午线轮胎;结构设计;带束层波浪;冠带层打褶;材料端点集中;耐磨胶打褶中图分类号:TQ330.491文章编号:1009-797X(2022)04-0039-04文献标识码:B DOI:10.13520/ki.rpte.2022.04.008(2)二段胎胚生胎外周过大。
成型二段轮胎的生胎外周大大超越了模具的花纹沟底周长,硫化时,在合模力的作用下,胎肩过剩的材料就会流向胎面中部,造成整个轮胎断面成拱形,带束层成波浪状。
半钢子午线轮胎胎体内部质量缺陷原因分析及解决措施

半钢子午线轮胎胎体内部质量缺陷原因分析及解决措施摘要:近来,随着人们生活质量的不断提高,汽车已成为大众的主要交通工具,半钢子午线轮胎是各种汽车的主要轮胎之一。
半钢轮胎一旦出现质量问题,那么行车安全将难以保证,易发生严重的出行事故与交通事故,而胎里的质量缺陷是半钢轮胎常见的问题之一。
在此基础上,通过对半钢轮胎性能的分析,本文研究了半钢轮胎内部质量缺陷的原因,并针对存在的问题给出了改进方案,提高轮胎产品的质量合格率。
关键词:半钢子午线轮胎;胎里凹凸;原因分析;不良后果;措施对策引言:生产过程中,由于工艺、设备等原因,直接影响着产品的质量问题。
其中最常见的一种轮胎缺陷就是胎里凹凸不良,这会严重影响轮胎的安全性能,易发生胎侧鼓包以及胎体爆破等现象。
本文以裁断、成型工序中影响轮胎胎里凹凸不良的主要影响因素及预防对策措施进行分析。
一、性能分析半钢轮胎性能优秀,耐磨性很好,与其他轮胎相比,每天的行驶里程大约高出35%,燃油经济性低和滚动阻力低,因此使用这类型的轮胎,可以改善汽车行驶过程中的实际油耗,滑动距离大约大20%,减震能力强。
此类轮胎具有更大的径向弹性,可缓解道路不规则的冲击力,使用半钢轮胎的汽车通常能提高舒适性。
如图一所示。
图1.轮胎结构1.形变(胎里凹凸)的主要原因这与织布锁边的编织方式有关,现在遍布锁边与以前的接缝有所不同,这些接缝易受压力和不良剃刮,导致不良的EPI。
它与轮胎的结构设计有关,并且对于具有高纵横比且具有单层胎体的轮胎,如果成型鼓不是可充气的金属鼓,由于帘布的大膨胀,EPI变差,这与帘布的卷起厚度和帘线橡胶的生胶强度有关。
如果帘布的压延厚度太薄,帘线橡胶本身的生胶强度就会降低,并且在模塑过程中EPI会变差,并且在这种情况下也会出现不均匀的轧制厚度。
关于硫化,胶囊的厚度偏差大,并且在硫化过程中压力显着变化。
特别是如果初始填充压力太大,则EPI不好。
压延机的辊距较大,并且橡胶储物盒的宽度小于织物表面的宽度,因此帘线的中间部分比侧面部分承受更大的压力,中间部分膨胀并且边缘零件很小,所以尼龙软线布从口袋里弹出了。
全钢载重子午线轮胎胎圈露线的原因分析及解决措施
114 轮 胎 工 业 2019年第39卷全钢载重子午线轮胎胎圈露线的原因分析及解决措施李庆瑞,岳 爽,李忠浩,郭 优,王 欢(风神轮胎股份有限公司,河南 焦作 454150)摘要:从成型方面分析全钢载重子午线轮胎胎圈露线的产生原因,并提出相应解决措施。
通过采取调整胎侧耐磨胶厚度、减小内衬层宽度、控制钢丝圈椭圆度不大于4 mm 、调整钢丝圈直径、改变钢丝圈纤维包布缠绕层数、确保胎侧定位不偏歪、改变胎坯停放方式、合理设定成型机扇形块压力、改进三鼓成型机胶囊、正确选取成型机平宽固定值等措施,有效减少了全钢载重子午线轮胎胎圈露线现象。
关键词:全钢载重子午线轮胎;胎圈;露线;钢丝圈中图分类号:U463.341+.3/.6;TQ336.1 文章编号:1006-8171(2019)02-0114-03文献标志码:B DOI :10.12135/j.issn.1006-8171.2019.02.0114全钢载重子午线轮胎胎圈一侧或者两侧露线是比较常见的一种外观质量缺陷。
通常存在胎圈露线的有内胎轮胎会与轮辋发生摩擦,轻则磨损轮辋,重则帘线磨断,产生安全隐患;存在胎圈露线的无内胎轮胎会因与轮辋着合不严密而导致轮胎充气压力下降,影响使用安全。
随着轮胎生产工艺的优化改进,钢丝圈工序中逐渐取消了对钢丝缠绕圈半硫化,胎圈露线成为全钢载重子午线轮胎的主要质量缺陷之一。
胎圈露线的具体位置和形式多种多样,相应的解决措施亦有所不同。
本文主要从成型方面分析全钢载重子午线轮胎胎圈露线的产生原因,并提出相应解决措施。
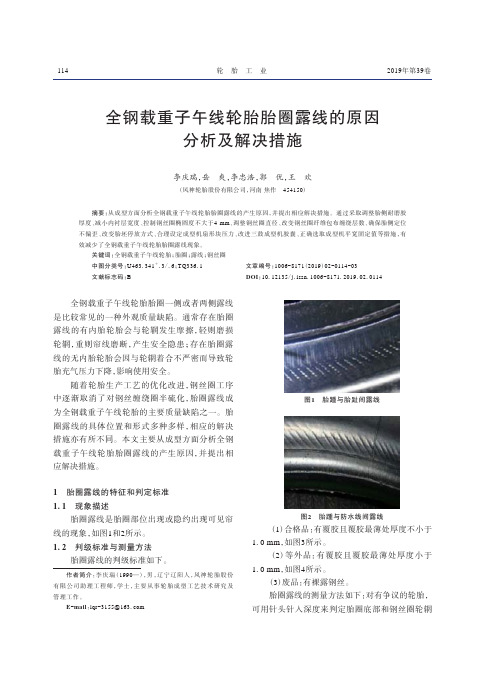
1 胎圈露线的特征和判定标准1.1 现象描述胎圈露线是胎圈部位出现或隐约出现可见帘线的现象,如图1和2所示。
1.2 判级标准与测量方法胎圈露线的判级标准如下。
图1 胎踵与胎趾间露线图2 胎踵与防水线间露线(1)合格品:有覆胶且覆胶最薄处厚度不小于1.0 mm ,如图3所示。
(2)等外品:有覆胶且覆胶最薄处厚度小于1.0 mm ,如图4所示。
轿车和轻载车子午线轮胎主要外观缺陷的原因分析及解决措施

轿车/轻载车子午线轮胎主要外观缺陷的原因分析及解决措施罗吉良,林 立(华南橡胶轮胎有限公司,广东番禺 511400)结合轿车/轻载车子午线轮胎生产实际,对影响子午线轮胎外观质量的4种主要缺陷,即定型不当造轿车子午线轮胎;轻载车子午线轮胎;外观缺陷TQ33611+1 文献标识码:B 文章编号:100628171(2001)0120050207疏露线/胎里窝气;④缺胶、裂口和重皮。
笔者通过学习和生产实践,对上述子午线轮胎外观缺陷进行了详细的分析和探讨,并提出了相应的解决措施。
1 胎圈宽窄不一胎圈宽窄不一是指轮胎在硫化过程中出现的胎圈部位实际形状超出设计形状所允许范围的质量缺陷,主要表现为:①胎圈整周或上、下胎圈厚度宽窄不一;②胎圈大边;③胎圈露线;④胎趾圆角。
作者简介:罗吉良(19682),男,广东大埔县人,华南橡胶轮胎有限公司工程师,学士,从事轮胎制造工艺、技术和质量管理工作。
111 原因分析胎坯装进模腔后需要进行分阶段充蒸汽定型,其目的是使胎坯的形状逐渐接近模型的内轮廓,使胎坯在硫化机合模完全时能够贴住模腔,胎坯各部件的相对位移最小,从而保证成品轮胎部件分布的均匀性。
如果在胎坯的定型过程中部件材料分布不均匀或者胶囊在胎坯内腔的舒展不均匀或配合不好,即胎坯定型不当,成品就会产生外观缺陷。
装胎示意见图1,定型示意见图2。
11111 胎圈整周或上、下胎圈厚度宽窄不一造成胎圈整周或上、下胎圈厚度宽窄不一的主要原因如下。
(1)定型高度不合适图1 装胎示意图 摘要:成的胎圈宽窄不一、欠硫、胎里疏露线/胎里窝气及缺胶、裂口和重皮的表现形式及产生原因进行了深入细致的分析,并提出了相应的工艺、设备、操作等方面的调整改进措施,这些措施可有效地避免或解决子午线轮胎的以上4种主要外观缺陷。
关键词: 中图分类号: 20世纪80年代中后期,我国开始陆续引进或自行开发子午线轮胎生产技术,我厂也是在这个时候引进美国费尔斯通公司轮胎生产技术及设备的,并于1992年年初正式投产。
轮胎行业质量培训 子午胎质量缺陷及原因分析 轮胎缺陷分析

胎圈部位
★子口部位露线
1、缺陷描述: 轮胎子口部位一侧或两侧有胎体帘线露
出的现象。 2、缺陷原因及纠正办法: 1)缺胶缺料
—检查胎侧宽度和定位(可能非常窄 或定位出差错)
2)帘线伸张过大 —检查帘线压延张力 —检查机头宽度,必要时增加。 3)生胎在模型中定位出差错 —检查装胎器定中情况 4)硫化胶囊膨大 —检查硫化胶囊情况如必要加以更换
漏 —检查中心机构有无蒸汽泄漏 4)胎体帘布不正常 —检查帘布中胶料渗入帘线的情况,厚度
重量 —把帘布裁断时或压延时不正常部分剔出
报废 5)在二段时定型压力过大 —检查二段成型机的定型压力
13
胎里部位
★胶囊打折
1、缺陷描述: 因硫化胶囊打折(局部伸张不好)轮胎胎里出现下述
夹挤痕迹:1)橡胶;2)胶与胎体帘线。 2、缺陷原因及纠正办法: 1)胶囊规格出错 —检查硫化胶囊尺寸是否符合规定(可能硫化胶囊太
6
胎圈部位
★子口撕裂
1、缺陷描述: 轮胎子口部位在下列部位出
现撕裂现象: 1)橡胶部分; 2)橡胶和帘布 2、缺陷原因及纠正办法: 1)硫化机动作不正常 —检查卸胎顺序 —检查抽真空效果 2)修边时受到损伤 —检查修边工具及工艺过程
7
胎圈部位
★子口变形
1、缺陷描述: 轮胎子口部位出现径向及侧向周长
·一般必须提高前10个周期的预定型和 定型压力
5)生胎喷涂欠量 —送生胎去重新喷涂
24
胎里部位
★胎里肩部周向裂口
1、缺陷描述: 轮胎胎里肩部周向裂口 。 2、缺陷原因及纠正办法: 1)周向裂口 —检查成型机头 —压延帘线品种和性能
25ቤተ መጻሕፍቲ ባይዱ
胎侧部位
★胎侧缺胶