水平静压造型线应该具备的技术要求
KW静压造型线的造型工艺和生产应用

KW静压造型线的造型工艺和生产应用摘要:介绍了KW静压造型线的造型工艺,造型线的一些技术特点和生产应用情况。
关键词:静压造型;工艺;生产我厂103线设备役龄过长,精度下降和技术状态劣化,且装备技术和造型工艺技术落后,使造出来的铸型质量每况愈下;而另一方面,随着发动机铸件向技术含量高的轻、轿、重型发动机铸件拓展,对铸型的质量水平要求越来越高;而且随着产品品种的拓宽,造型线的技术规格(如砂箱内腔尺寸)已无法满足一些产品(如大马力柴油机缸体)的生产要求。
因此,为适应生产发展的需要和有效提升我厂的市场竟争力,对该造型线进行更新改造就显得十分必要。
103线更新改造项目于09年立项,是2010年常柴重点技改项目之一,它在拆除原有国产103气冲造型线的基础上,重新建设KW造型线的基础和配套设施,经多方论证,公司于2010年初从德国引进KW造型线,经过半年多的安装和调试于2010年8月份投入试运行。
1、静压造型工艺静压造型工艺是指气流预紧实加压实的造型工艺,适合于复杂铸件的生产。
根据砂型的紧实难度可选择只进行高压压实或气流预紧实AIR-PRESSplus 2000,加随后的高压压实。
1.1工艺过程造型工艺过程参见图1阀门压气框添砂框型砂砂箱半箱模型模板框所用造型机机型是下部带有举升机构的造型机,定量砂斗和多触头压头交替地运行到举升机构上方,模板通过旋转换位机构进出造型工位。
举升机构一次举升后,定量砂斗向砂箱和余砂框内填加型砂,而后砂斗和压头换位,接着举升工作台再次上升并增压,实现密封。
此后,气流预紧实阀快速打开,压缩空气流过型砂和模板上的排气塞,排放到空气中。
在此过程中,型砂也流动起来,流向模板深凹处等难以充填和难以紧实的部位,填满加砂时出现的空穴;向下流动的型砂碰到模板表面而被预紧实。
预紧实后,在模板附近的砂型紧实度最高。
对于没有必要采用气流预紧实的产品,则取消此过程。
气流预紧实后或举升工作台再次上升并增压后(不需要气流预紧实时),主动式多触头压头紧实砂型。
重汽公司新上一条静压造型线
o F M T 中国铸造装备与技术 4 20 /07
维普资讯
汽车铝合金散热器片压铸型设计
De i n o eCa tn ef rAl m i u Al yRa i t ro t m o i sg f Di si gDi u n m l d a o f o o Au o bl e
王志 峰 赵维 民 ( 河北 工业 大学 材料 加工 工程 系 , 津市 3 0 0) 天 01 3
摘 要 : 析 了铝 合 金散 热器 结 构 工 艺性 特 点 , 绍 了压 铸 型 的浇 注 系统及 模 具结 构 设 计, p Q 图验 证 分 介 用 -
朱小 钢
关键 词 : 静压 造 型线 , 术参 数 , 术性 能 技 技
张
杰
李来 升 ( 南铸锻 机械研 究所 , 南 2 0 2 济 济 5 0 2)
中图分类号 : G 3 . 文 献标识 码 : ; 章编 号 : 0 — 6 8 2 0 ) 4 1 T 2 1 6: B文 1 6 9 5 (0 70 — 0 我 们 公 司受 中 国重 型 汽车 集 团公 司 的 委 托 , 于 20 0 5年 1 月 承担 了一条静 压造 型线 的总包 任务 , 1 该
司 的产 品 , 件 机械 手采 用英 国 C a s a 取 l m n公 司 的产 n 品, 机 、 辅 浇注 机及 液压 电控 系统 由我 们 公 司设 计 制 造, 主要 用 于生产 六缸 柴油 机缸体 。
1 该 线主 要技术 参数
该线 下芯机 采 用双工位 组 芯和 自动下芯 。
线 于 20 0 6年 2月顺 利投 产 。
( ) 砂 量 通 过 称 量传 感 器 控 制 , 2加 因此 , 以减 可
静压造型线的发展及应用概述

静压造型线的发展及应用概述李来升;文明;董韶宜;杜鑫;季虎;毕玲霞;王利【摘要】造型线是铸造生产的核心,造型线的拥有量及其水平反映出一个国家机械工业的科技水平。
介绍造型线的发展情况,重点阐述静压造型线的工艺技术及其优点,分析目前我国静压造型线设备存在的问题,并展望其未来的发展前景。
%Moulding line is the core in casting production. The availability and level of mouding line reflects a country's technology level in its mechanical industry. This article deals with the develop of moulding line, highlights the technology of static pressure moulding line and its advantages, and makes analysis on existent problems and development trend of static pressure moulding line equipment in China.【期刊名称】《农业科技与装备》【年(卷),期】2012(000)009【总页数】3页(P18-20)【关键词】铸造装备;静压造型线;工艺流程;优点;发展【作者】李来升;文明;董韶宜;杜鑫;季虎;毕玲霞;王利【作者单位】济南铸造锻压机械研究所有限公司,济南250306;济南铸造锻压机械研究所有限公司,济南250306;山东电力工程咨询院有限公司,济南250013;济南铸造锻压机械研究所有限公司,济南250306;济南铸造锻压机械研究所有限公司,济南250306;济南铸造锻压机械研究所有限公司,济南250306;济南铸造锻压机械研究所有限公司,济南250306【正文语种】中文【中图分类】TG231.6自2000年以来,凭借着廉价的劳动力和大量的资源消耗,我国铸件总产量一直处于全球首位。
水平分型脱箱造型线的应用与垂直分型造型线展望

水平分型脱箱造型线的应用与垂直分型造型线展望白凤文【摘要】分别对单、双工位水平分型脱箱造型线的使用情况作了介绍,并对垂直分型无箱射压造型线的调研情况进行了总结.【期刊名称】《中国铸造装备与技术》【年(卷),期】2010(000)003【总页数】3页(P54-56)【关键词】水平分型;垂直分型;造型线【作者】白凤文【作者单位】烟台胜地机械制造有限公司,山东烟台市264006【正文语种】中文【中图分类】TG231.6烟台胜地机械制造有限公司主要采用水平分型造型线生产刹车盘等铸件。
2003年,配备了两条Z146震实造型线,砂箱内尺寸为700mm×480mm,每条线设计能力为70型/h。
随着生产的发展,2005年又增设一条单工位水平分型脱箱造型线,砂箱内尺寸为610mm×508mm,设计能力为120型/h。
随着生产的进一步发展,2007年、2008年又先后上了四条双工位水平分型脱箱造型线,砂箱内尺寸为608mm× 500mm,设计能力为170型/h。
用水平造型线生产铸件具有投资少,工艺传统、简单,工艺出品率高,模样、浇道在模板上布局方便等优点。
用水平分型脱箱造型线生产铸件,又具有工装投入少、维护费用低、占用面积小等优点,更适用于小型、大批量铸件的生产模式。
近两年,我们又对高速、高效垂直分型造型线进行了考察和调研,并对其有了进一步的了解,解除了对垂直分型造型线的一些顾虑,有望在今后的技术改造、扩大生产中选用。
为了给同行在设备选用上提供一点借鉴,或把已有的设备用好,本文总结了近年来本公司水平脱箱造型线的使用经验,并综述了对垂直分型造型线考察、调研的情况及笔者的一些看法。
供大家在设备改造和新建铸造厂时参考。
1.1 出现的问题我们最初选用的单工位脱箱造型自动线,相比Z146震实式造型机开式有箱造型线,虽然具有结构简单、占地面积小、设备投资少、工装投入少以及自动化程度高、用人少等几方面优点。
1-静压造型工艺与静压造型机
1 静压造型工艺与静压造型机1.1静压造型工艺气冲造型线虽具有设备简单、紧实速度快等优点。
但其工艺适应性差,并不适应高吊砂及大平面铸型生产,像制动毂起模的成型率就不高,生产曲轴时工艺上的处理也比较麻烦。
静压造型是自动造型线上常用的湿型砂造型紧实工艺,被认为是较为理想的造型方法,其设备主要由匀砂斗,百叶窗式加砂斗、储气包和吹气阀、多触头、余砂框、带排气塞的模板及模板框、举升工作台、模板回转更换装置、上机架移动装置等组成,紧实工艺可分为四个过程:(1)加砂:以自然落下的方法通过匀砂斗进入百叶窗式加砂斗,将一定量的型砂填入砂箱和余砂框内。
匀砂斗的作用是将型砂均匀的分布在整个砂箱面上。
砂子的加入量通过称重系统或者备用的时间定量系统可以准确控制。
砂斗内部配置喷分型液装置,在加砂前向模型上喷分型液。
(2)气流予紧实定量斗移至加砂位置,同时压头移至型腔上方,工作台上升,这时压头、余砂框、砂箱和模板形成一个封闭腔,按设定的时间和压力快速打开吹气阀,气流携带型砂向模板方向流动,完成良好的填充并得到予紧实。
空气经模板框周边和模板上的排气塞及排气阀排出。
(3)压实砂型在多触头的压实下得到最终紧实,压实比压可在0.3~1.1Mpa区间内调节。
(4)起模采用回程起模方式将模板与铸型分离。
静压造型与气冲造型的不同在于它把气冲变成吹气,把吹气变成填砂及予紧实手段,并增加了多触头压实过程。
它通过压实,尽可能的缩小了铸型强度上的差值,保证铸型硬度均匀性。
提高了铸型在砂箱高度上的利用率,并从根本上改变了气冲造型的t。
搭桥,,现象,工艺性很好。
适合多种汽车铸件生产,后桥另件像主减壳、圆柱齿轮壳、制动毂、刹车盘、轴差外壳、曲轴等件的生产都没问题。
配有高压多触头压实的静压造型机,并不是任何情况下都要吹气予紧实,据统计,大约65%的铸件直接压实,即可以获得满意的型腔硬度。
1.2 静压造型机技术参数(1)砂箱尺寸1000X800X 320/320mm(2)起模行程600mm(3)模底框高度350mm(4)设计生产率40 S/型(5)吹气压力0.3~O.5Mpa(6)压实力124 t压实比压(无级可调) 最大 1.1 Mpa(7)允许铸型拔模斜度O.50(8)液压系统工作压力11 Mpa(9)充砂框高度280mm(10)多触头数量40个多触头压实行程320mm多触头压进砂箱最大深度20mm(11)随机气包容量 2.5m3吹气阀通径 2 X 0 200mm(12)压缩空气进气压力≥0.6MPa(13)吹气予紧实噪音≤85db静压造型机有如下特点:(1)设有两个吹气阀,紧实工艺分两种●压实(用于简单铸件)●吹气予紧实+压实(根据铸件复杂程度,确定不同的吹气压力及时间)较窄而又较高的铸型,在重力填砂过程中不饱满,吹气予紧实时,因伴随有紧实过程,砂子的流动仍受阻碍而不充分,若设排气塞,打开一个阀用较小气流吹气,则有好的填充效果。
造型线是什么?造型线参数有哪些?造型线厂家哪家好?
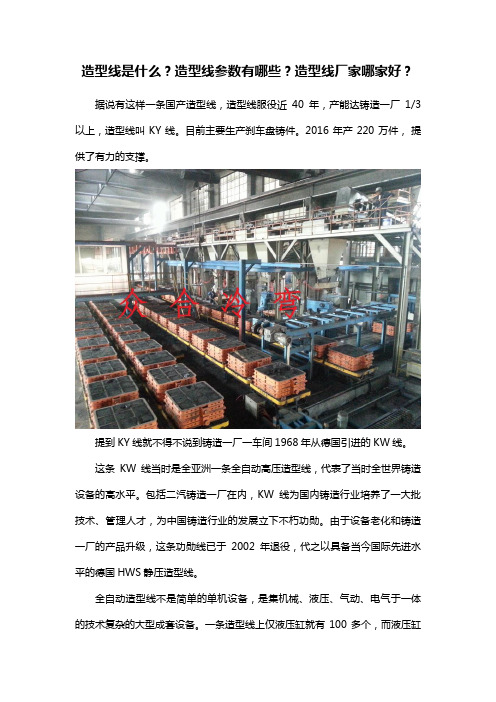
造型线是什么?造型线参数有哪些?造型线厂家哪家好?据说有这样一条国产造型线,造型线服役近40年,产能达铸造一厂1/3以上,造型线叫KY线。
目前主要生产刹车盘铸件。
2016年产220万件,提供了有力的支撑。
提到KY线就不得不说到铸造一厂一车间1968年从德国引进的KW线。
这条KW线当时是全亚洲一条全自动高压造型线,代表了当时全世界铸造设备的高水平。
包括二汽铸造一厂在内,KW线为国内铸造行业培养了一大批技术、管理人才,为中国铸造行业的发展立下不朽功勋。
由于设备老化和铸造一厂的产品升级,这条功勋线已于2002年退役,代之以具备当今国际先进水平的德国HWS静压造型线。
全自动造型线不是简单的单机设备,是集机械、液压、气动、电气于一体的技术复杂的大型成套设备。
一条造型线上仅液压缸就有100多个,而液压缸只是一条造型线组成的一小部分,当时中国可以说是一穷二白,工业基础薄弱,哪怕是液压缸上一个小小的密封圈,国内都找不到。
可想而知当时设计、制造这样一条与进口KW线技术水平相当的国产造型线,困难重重。
老一辈东风建设者陈世煌、张世端、马海林、殷世成、彭元亨、万仁芳等在KY线的设计、制造、安装、调试过程中付出了后人难以想像的艰苦努力。
垂直造型技术适合那些大产量、高精度的铸件。
垂直潮模砂造型机的高速、优质、高可靠性、高成本效益型生产及优良的工作环境堪称行业标杆。
丹麦迪砂(DISA)公司以生产铸造用的垂直分型无箱射压造型线而闻名于世。
2、生产应用2.1不断摸索,完善造型参数静压造型是当今世界先进的湿砂造型技术之一,具有紧实型砂能力强,可生产复杂铸件,铸件尺寸精度高、表面粗糙度好,模板利用率高,劳动条件好等优越性。
为了快速适应新设备,生产出高品质铸件,我们在生产中根据工艺要求不断摸索,完善加砂量、压头压力等造型参数。
例如L28机体,我们根据技术部门提供的硬度要求,不断调整造型参数,直到满足要求。
目前,KW线已完成L12机体、L28/32机体、EH36机体、485机体、490机体、4L68机体、爱科机体、爱科油底壳、小松芯轴、广汽日野制动鼓、恒立端盖等20几种铸件的生产工作。
粘土砂铸造造型线的选用与生产维护

・
1 ・ 0
2 1年第 1 00 期
贾 瑛: 粘土砂铸造造型铸机公司、 上海 自丰公 司和保定 市科萌机 电技术开发有限公 司等 ,其性价比较优 。 丹麦迪砂公司和西班牙公 司进 口垂直分 型无箱射 压线也较多。DS 2 0 IA 3 挤压线无芯造型生产率可达 50型/, 箱误 差可 小于 01m 但价 格 昂贵 。 0 h错 . m,
射压线 ;)重力加砂高压压实脱箱造型 自动线 ;) 2 3 气流冲击( 气冲) 造型 自 动线 , 冲击波加砂紧实 ;) 4
收稿 日期 :09 1 — 8 20 — 2 1
作者简介 : 贾瑛 (9 7 )男 , 13 一 , 高级工程师 , 主要从 事车间设计与铸造 设备研究。
国内生产垂直分型无箱射压造 型 自动线 的企
1 粘 土砂造 型线 介绍
产造型 自动线 , 其液压、 气动 、 电控系统多为进 E原 l 装产品配置 。其性能稳定 、 运转平稳 、 可靠 , 现已有 1 0多条 线在运 行 中。其性 价 比 比较优 越 。砂型尺 寸
规 格 :5 50mmxo m 60mmx0 m 60m 5 m,5 6 m,5 mx
2 1年第 1 00 期
2 1 年 2 00 月
・
铸 造
设
备
与 工
艺
Fb2 1 N l e . 0 o 0
F U D YE UP N N E H O O Y O N R Q IME TA DT C N L G
设 备研 究 ・
粘土砂铸造造型线 的选用与生产维护
贾 瑛
13 重 力加砂 高压 压 实脱箱 造型 自动 线 .
静压造型技术优越于其他几种紧实工艺。静压 造型型腔内的砂型硬度分布均匀 ,其硬度均在 8 — 5 9 个硬度单位以上 . 0 是制造发动机缸体 、 壳体铸件
HWS静压造型线及其应用

HWS 静压造型线及其应用强学峰 唐 力 应忠堂 吕 宁(214026 一汽无锡柴油机厂)摘 要:本文介绍了德国HWS 公司的EFA 2S D6静压造型自动线,对造型线的组成、控制系统、工作过程等进行了详细的介绍,并对存在的问题进行了改进。
Q iang Xuefeng ,T ang Li et al .Seiatsu Air F low Squeeze Moulding Line &Its Application.M odel EFA 2S D6automatic m oulding line of G erman com pany HWS has been introduced in details of its com ponent part ,control system ,w orking process etc.The existing problems have been s olved.主题词:静压造型线 应用 1997年,一汽无锡柴油机厂从德国HWS 公司进口了一条EFA 2S D6静压造型自动线(图1),主要用于6110发动机的铸件生产。
1998年9月底正式投产。
该线的设计生产率为80整型/h 。
经一年多的生产运行,该设备运转情况良好,可靠性高,故障率低,每天两班生产,日产量在1000箱以上。
图1 HWS 静压造型线1、28、20、231转运车 2.分箱机 3.造型推送缸 4.空箱清扫机 5.外型检查 6.静压造型机 7.翻箱机 8.台面清扫机 9.刮砂机 10.造型辊道 11.移箱机 12.造型缓冲缸 13.中间推送缸 14.铣浇口机 15.扎气眼机 16.下芯机 17.下芯辊道 18.合箱机 19.中间缓冲缸 21、31.升降台 25、32.推送/缓冲缸 22、29.推送缸 24、30.缓冲缸 26.捅箱机 27.落砂机(国产)收稿日期:1999—10—271 HWS 公司静压造型线1.1 静压造型线的主要参数砂箱内尺寸1300mm ×900mm ×350/350mm 生产率80整型/h 循环砂箱/小车数190副/195辆全线总功率340kW 液压定量泵3台,360L/min 液压变量泵1台,360L/min 储能器1台,100L 齿轮循环泵1台,450L/min 1.2 静压造型线的组成及工艺流程全线由造型段、下芯合箱浇注段、冷却段和返回捅箱段组成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
完善的高水平静压造型线应该具备的
技术要求
1.造型机
1)型砂紧实方式。
应有两种紧实方式可供选择,即“压实”和“气流预紧实+压实”。
当造简单或扁平的铸件砂型时,仅用“压实”造型,可节省能耗和提高造型节拍。
较复杂的铸件造型时用“气流预紧实+压实”。
2)压实比压应大于1.2MPa,且比压可以调整。
3)生产形状复杂的铸件时要求型腔表面硬度(B型硬度计)为:
①水平面和分型面≥90,侧面≥85,背面≥80;
②同一型腔表面测量硬度差不得超过5。
4)加砂
①砂定量装置内壁装有防粘砂的衬板。
②采用重量定量装置实现砂定量,这样可以始终按照所设定的上箱和下箱的用砂量提
供相应重量的型砂。
③加砂口出口最好有能对型砂松散的装置(如转棒式松砂器),提高型砂流动性和加
砂均匀性,这对于质量不高、砂团多的型砂尤为重要。
④定量砂斗带有百叶窗式装置。
如有可能每片百叶窗的启闭由独立液压缸控制(包括
打开先后、角度和打开时间长短),可以根据模样各部分高度控制加砂量,以保证
加砂的均匀性。
5)多触压头
①采用主动式液压多触头。
这种压头应做到砂箱周边的压力高于其中间压力约20%,
砂箱四角压力高至30%。
②多触头的伸出长度应有检测控制,便于根据模样预置多触头伸出的长度。
③压实压力可以调整。
6)气流预紧实可通过控制气阀改变预紧实的气体压力及改变紧实时间和强度。
7)模板加热采用机内和机外加热的方式,其加热温度可以自动控制。
8)每造一次型都能对模板和工作台自动清吹,并有自动喷涂分型剂装置。
9)模样的起模斜度≤0.5°。
2.合箱机
1)合箱精度:合箱的错偏量<0.2mm。
2)合箱时应有预定位装置(例如长销定位机构),或者最少要做到下箱纵向和横向定位、
上箱在机械手上能浮动。
3)合箱机旁应有开关,供合箱后手工打开上箱检查合箱质量。
3.铣浇口机
1)铣浇口机位置可以在全砂箱范围内自动移动,铣深尺寸可调。
2)带有铣浇口吹净装置,使铣后的浇口无散砂附着。
3)采用三坐标设计和PLC编程控制,可以根据预先输入的模板编号自动找准浇口杯位置。
4.扎(钻)通气孔机
1)扎(钻)通气孔的位置自动、精确可调。
2)扎(钻)通气孔的深度通过传感器控制,使孔底与砂型面表面留有“砂片”(留存“砂片厚度可调),但铁水浇注时能将其冲破,防止浇注前散落砂通过扎通的孔落入型腔内。
3)扎(钻)通气孔机采用三坐标设计和PLC编程控制,可以通过预先输入模板编号自动找准扎(钻)通气孔针的位置。
5.推送段每次移动行程将由在线安装的位移传感器进行控制,利用电子通信技术确保移动距离精确,而和小车或砂箱磨损以及温度不同引起的长度变化无关,从而防止发生定位错误。
6.刮砂机
1)刮砂后下箱的下底面与小车上平面的间隙≤2mm。
2)刮砂方式(采用其中一种即可)
①在砂箱没造型线移动时刮砂。
这种方式应分粗刮和细刮两道工序,防止一次快速刮
砂时因阻力过大使型腔变形或在型背产生裂纹,以至在浇注时可能会漏铁液。
②利用砂箱停止移动的时间,从横向用多层刮的方式刮去多余的砂(例如KW公司)。
这种方式也应慢速,防止刮砂时对砂型产生不利的横向力,同时要求刮砂机构可以
通过一个液压缸自动进行高度调整。
7.清扫
1)铸工小车台面、砂箱内壁、销及销套、分型面均应有清扫装置。
2)砂箱分型面箱口上的溅铁没被清除时,通过检测装置用声和光通知操作者,检查确定无碍时需按回复按钮,造型线才能继续运行。
若溅铁清理不掉,则此砂箱不会再用来造型,而让其空箱一直走到更换位置。
8.液压站
1)油箱的油温在控制室内有显示并控制。
油位太高或太低时能报警。
2)油箱本身有油温、油位及各种油压显示。
当油温达到设定的最高使用值时能自动报警,同时自动切断油泵电源停止运行。
3)整个液压系统应留有20%的备用能力,保证未来运动部件产生磨损时系统仍能正常工作。
同时应有一台备用泵,用于替换任何一台油泵修理时投入使用,保证造型线正常工作。
4)按功率计算电动机利用率应为80%,以确保电动机及自动线生产率。
9.润滑全线应有集中润滑装置,而且无论哪一支路不畅通均应能报警显示。
10.电气控制系统
1)造型线采用集中控制(在控制室)和现场操作的工作方式,能自动带砂循环、自动空箱循环和调整。
2)停车方式分为自动停止、循环停止(停在设备原位)和紧急停止。
启动应有声光报警,对突然停电应有自我保护措施。
3)控制系统采用二级控制,现场采用总线技术,上位机(PC)采用工业控制计算机。
4)配置诊断监控软件,要求具有故障诊断,实时报警显示、存储和打印功能;能动态显示造型线动作流程,检测显示生产信息、维修、管理数据功能;调整设置工艺参数、PLC内部参数(如铣浇口位置、扎钻通气针的位置、砂斗砂定量、上下型压实比压、循环冷却方式、压实时间、气流预紧实压力及时间等);编辑PLC程序(梯形图)功能。
5)能根据不同产品模板自动调用相应的工艺参数,带实时采集铸件名称、造型箱数、浇注箱数、各种故障及用户现场安装显示板的接口。
6)能对全线砂箱属性(如造型时间、砂型好坏、是否浇注、所在位置等)进行监控和显示,并根据每个砂箱属性数据内的不同属性数据分别控制冷却时间、浇注、下芯等的动作执行。
7)有远程诊断系统,能与工厂网络联网。